Результат интеллектуальной деятельности: ШАРОШЕЧНАЯ БУРОВАЯ КОРОНКА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к шарошечным буровым коронкам, содержащим тело, сделанное из спеченного твердого сплава, который содержит твердые составные части карбида вольфрама (WC) в фазе связующего вещества, содержащей Со, причем этот твердый сплав содержит 4-12 мас.% Со с остатком из WC и неизбежных примесей.
УРОВЕНЬ ТЕХНИКИ
Бурение по коренным породам является технической областью, в который коронки, которые используются с целью вскрытия пласта горной породы, подвергаются как серьезной коррозии, так и повторяющимся ударам благодаря самой природе бурения. Различные методики бурения приводят к различным динамическим нагрузкам на коронках. Особенно серьезные ударные условия создаются в таких приложениях, в которых шарошечные буровые коронки устанавливаются в теле шарошечного бурового долота устройства наземного пневмоударника (TH) или устройства погружного пневмоударника (DTH). Условия, которым шарошечные буровые коронки подвергаются во время бурения по коренным породам, также требуют, чтобы шарошечные буровые коронки имели предопределенную теплопроводность для того, чтобы предотвращать их нагрев до слишком высокой температуры.
Традиционно шарошечные буровые коронки могут состоять из тела, сделанного из спеченного твердого сплава, который содержит твердые составные части из карбида вольфрама (WC) в фазе связующего вещества, содержащей кобальт (Со).
Настоящее изобретение нацелено на исследование возможности добавления хрома к дополнительным компонентам спеченного твердого сплава перед прессованием и спеканием упомянутого карбида, а также на исследование того, потребует ли такое дополнительное добавление дальнейшей модификации спеченного карбида для того, чтобы получить функциональную шарошечную буровую коронку, сделанную из него.
В технической области режущих вставок для резания металлов, таких как раскрытые, например, в патентном документе EP 1803830, было предложено включать хром в режущие вставки, сделанные из спеченного твердого сплава, содержащего WC и кобальт, с целью уменьшения роста зерна WC во время процесса спекания. Предотвращение роста зерна WC будет способствовать твердости и прочности вставки. Однако твердый сплав, имеющий мелкозернистый WC, не является подходящим для бурения по коренным породам, поскольку он в большинстве случаев является слишком хрупким и имеет более низкую теплопроводность по сравнению с крупнозернистым твердым сплавом. Ударное бурение по коренным породам требует твердого сплава, который имеет достаточный уровень ударной вязкости. Предположительно добавление хрома в дополнение к уменьшению размера зерна твердого сплава делает фазу связующего вещества тверже, что также уменьшает полную ударную вязкость.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является предложить шарошечную буровую коронку, улучшенную по сравнению с шарошечными буровыми коронками предшествующего уровня техники, сделанную из твердого сплава, состоящего из WC и Co, в том смысле, что они имеют улучшенную коррозионную стойкость, которая уменьшает износ в условиях мокрого бурения. Тем не менее, твердый сплав должен иметь приемлемые твердость и ковкость для того, чтобы выдерживать повторяющуюся ударную нагрузку, воздействию которой он будет подвергаться во время использования. Другими словами, он не должен быть слишком хрупким.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения решается посредством шарошечной буровой коронки, содержащей тело, сделанное из спеченного твердого сплава, который содержит твердые составные части из карбида вольфрама (WC) в фазе связующего вещества, содержащей Со, причем этот твердый сплав содержит 4-12 мас.% Со с остатком из WC и неизбежных примесей, отличающейся тем, что упомянутый твердый сплав также содержит Cr в таком количестве, что отношение Cr/Co находится внутри диапазона 0,043-0,19, и что среднее значение размера зерна WC составляет более 1,75 мкм. Другими словами, твердый сплав состоит из 4-12 мас.% Со, такого количества Cr, что соотношение между массовым процентом Cr и массовым процентом Со находится в диапазоне 0,043-0,19, и остатка из WC и неизбежных примесей, причем среднее значение размера зерна WC составляет более 1,75 мкм (при определении способом, описанным в разделе Примеров в настоящем документе). В соответствии с одним вариантом осуществления размер зерна WC составляет более 1,8 мкм, и в соответствии с еще одним вариантом осуществления он составляет более 2,0 мкм. Предпочтительно по меньшей мере главная часть шарошечной буровой коронки, и предпочтительно ее активная часть, входящая в зацепление с горной породой, содержит твердый сплав, который имеет определенные выше и/или ниже особенности, которые являются существенными для настоящего изобретения. В соответствии с одним вариантом осуществления шарошечная буровая коронка содержит твердый сплав с определенными выше и/или ниже особенностями во всем ее теле. Шарошечная буровая коронка производится посредством процесса, в котором порошок, содержащий элементы твердого сплава, размалывается и уплотняется в прессовку, которая затем спекается.
Добавление Cr приводит к улучшению коррозионной стойкости связующей фазы Со, что уменьшает износ в условиях мокрого бурения. Cr также делает связующую фазу склонной к преобразованию из гранецентрированной кубической решетки (fcc) в гексагональную решетку с плотной упаковкой (hcp) во время бурения, что будет поглощать часть энергии, образующейся во время бурения. Это преобразование будет тем самым упрочнять связующую фазу и уменьшать износ коронки во время ее использования. Если отношение Cr/Co будет слишком низким, то упомянутые положительные эффекты Cr будут слишком малыми. С другой стороны, если отношение Cr/Co будет слишком высоким, будет происходить формирование карбидов хрома, в которых растворяется кобальт, посредством чего количество связующей фазы будет уменьшаться, и твердый сплав станет слишком хрупким. При среднем значении размера зерна WC более 1,75 мкм, или более 1,8 мкм, или более 2,0 мкм достигается достаточная теплопроводность и нехрупкость твердого сплава. Если размер зерна WC является слишком большим, спекание материала становится затруднительным. Следовательно, предпочтительно, чтобы среднее значение размера зерна WC составляло меньше чем 15 мкм, предпочтительно меньше чем 10 мкм.
В соответствии с одним предпочтительным вариантом осуществления отношение Cr/Co равно или больше чем 0,075.
В соответствии с еще одним предпочтительным вариантом осуществления отношение Cr/Co равно или больше чем 0,085.
В соответствии с другим предпочтительным вариантом осуществления отношение Cr/Co равно или меньше чем 0,15.
В соответствии с еще одним предпочтительным вариантом осуществления отношение Cr/Co равно или меньше чем 0,12.
Предпочтительно содержание Cr в упомянутом твердом сплаве равно или больше чем 0,17 мас.%, предпочтительно равно или больше чем 0,4 мас.%.
В соответствии с еще одним вариантом осуществления содержание Cr в упомянутом твердом сплаве равно или меньше чем 2,3 мас.%, предпочтительно равно или меньше чем 1,2 мас.%. Кобальт, формирующий связующую фазу, должен подходящим образом быть в состоянии растворять весь хром, присутствующий в спеченном твердом сплаве, при температуре 1000°C.
В твердом сплаве может присутствовать вплоть до менее чем 3 мас.%, предпочтительно вплоть до менее чем 2 мас.% карбидов хрома. Однако предпочтительно Cr присутствует в связующей фазе в виде его раствора в кобальте. Предпочтительно весь хром растворяется в кобальте, и спеченный твердый сплав по существу не содержит карбидов хрома. Предпочтительно для того, чтобы избежать образования таких карбидов хрома, отношение Cr/Co должно быть достаточно низким, чтобы гарантировать, что максимальное содержание хрома не превышает предела растворимости хрома в кобальте при температуре 1000 °C. Предпочтительно спеченный твердый сплав не содержит графита, а также не содержит η-фазы. Для того, чтобы избежать образования карбида хрома или графита в связующей фазе, количество добавленного углерода должно быть достаточно низким.
Шарошечная буровая коронка по настоящему изобретению не должна быть склонной к поломке из-за проблем, связанных с хрупкостью. Следовательно, твердый сплав шарошечной буровой коронки в соответствии с настоящим изобретением имеет твердость не выше чем 1500 HV3.
В соответствии с одним вариантом осуществления шарошечные буровые коронки в соответствии с настоящим изобретением устанавливаются в теле шарошечного бурового долота устройства наземного пневмоударника (TH) или устройства погружного пневмоударника (DTH). Настоящее изобретение также относится к устройству шарошечного долота, в частности к устройству наземного пневмоударника или к устройству погружного пневмоударника, а также к использованию шарошечной буровой коронки в соответствии с настоящим изобретением в таком устройстве.
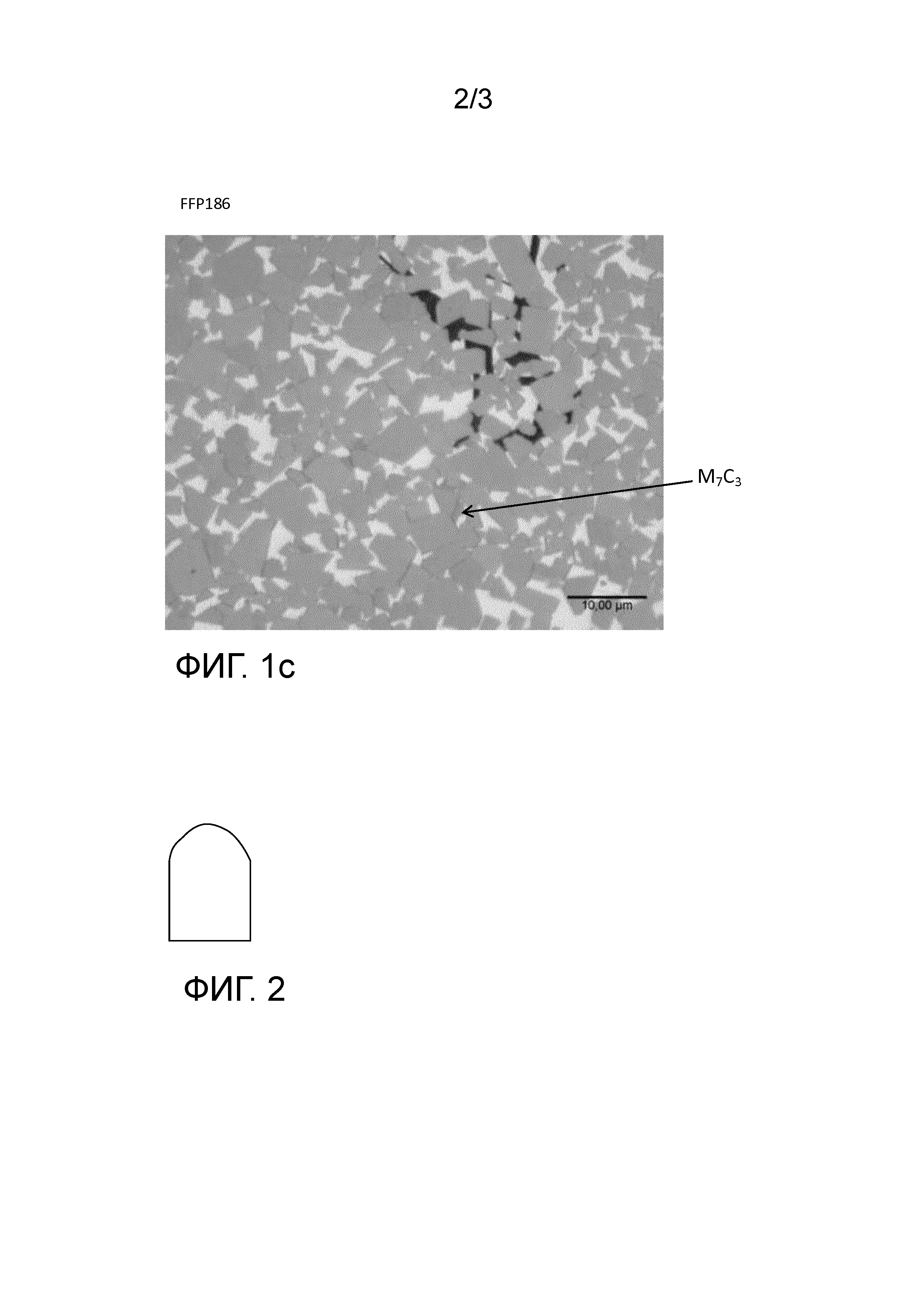
В соответствии с еще одним вариантом осуществления, в твердом сплаве присутствует карбид M7C3. В этом случае M представляет собой комбинацию Cr, Co и W, то есть эту формулу можно записать как (Cr,Co,W)7C3. Растворимость Со может достигать 38 ат.% содержания металлов в карбиде M7C3. Точный баланс Cr:Co:W определяется полным содержанием углерода в твердом сплаве. Подходящее отношение Cr/M7C3 (Cr в мас.%, а M7C3 в об.%) в твердом сплаве равно или больше 0,05, или равно или больше 0,1, или равно или больше 0,2, или равно или больше 0,3, или равно или больше 0,4. Подходящее отношение Cr/M7C3 (Cr в мас.%, а M7C3 в об.%) в твердом сплаве равно или меньше 0,5, или равно или меньше 0,4. Содержание M7C3 определяется в об.%, поскольку именно так оно измеряется на практике. Это удивительно, но ожидаемые отрицательные эффекты за счет присутствия M7C3 при бурении по коренным породам не были отмечены. Такими отрицательными эффектами при бурении по коренным породам могли бы являться хрупкость твердого сплава благодаря дополнительному карбиду, а также уменьшенная ударная вязкость благодаря снижению содержания связующей фазы (Со), когда формируется M7C3. Таким образом, приемлемый диапазон содержания углерода во время производства твердого сплава может быть более широким, поскольку присутствие M7C3 может быть приемлемым. Это является большим производственным преимуществом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Примеры будут представлены со ссылками на приложенные чертежи, в которых:
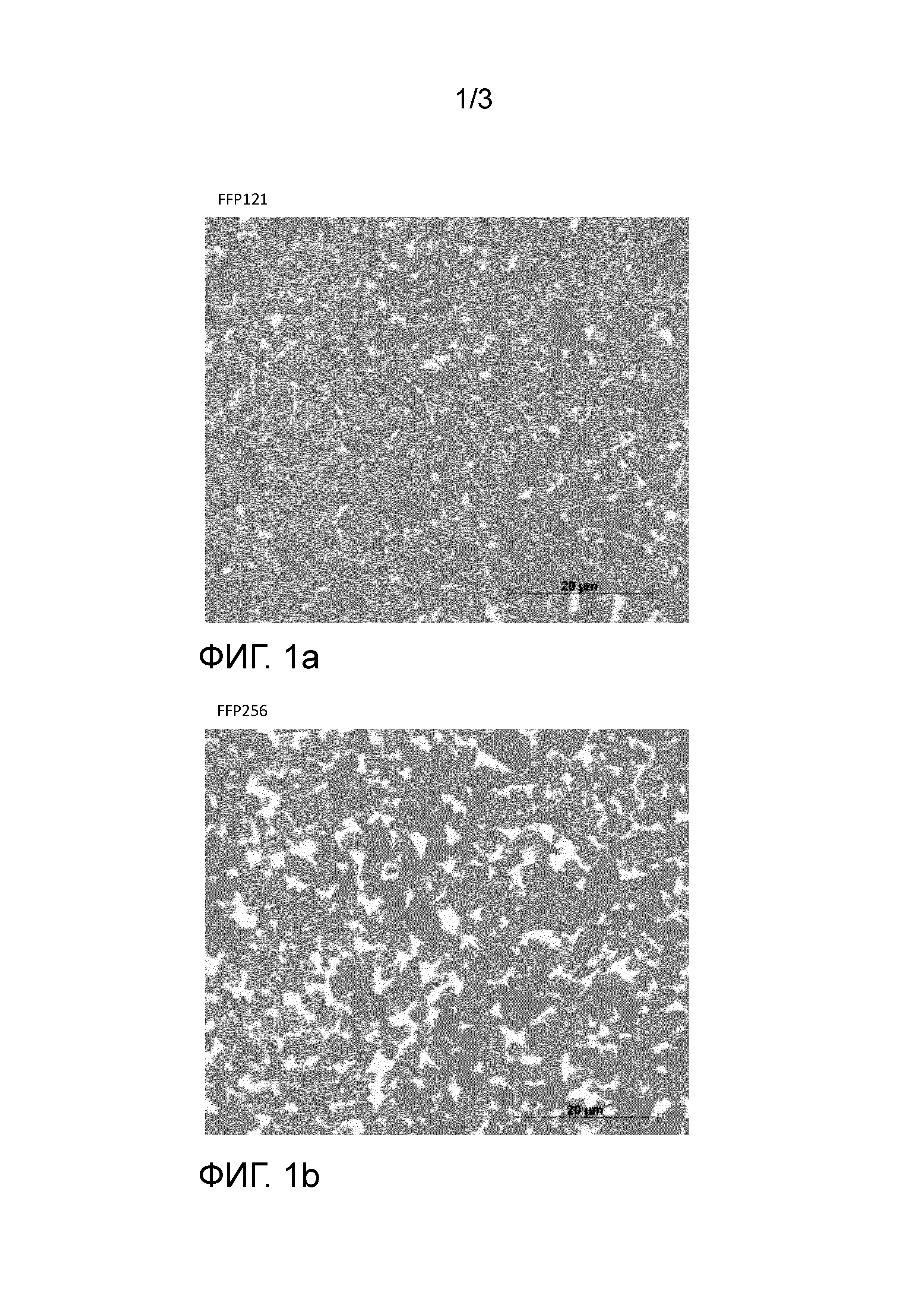
Фиг. 1a-1c показывают спеченную структуру материалов тестовых образцов, обозначенных как FFP121, FFP256 и FFP186, посредством оптических изображений поперечных сечений образцов, отполированных с помощью обычных для твердого сплава способов, причем окончательная полировка выполнялась с использованием алмазной пасты с размером зерен 1 мкм, нанесенной на мягкую ткань.
Фиг. 2 изображает схематическое представление геометрии шарошечной буровой коронки, используемой при тестировании.
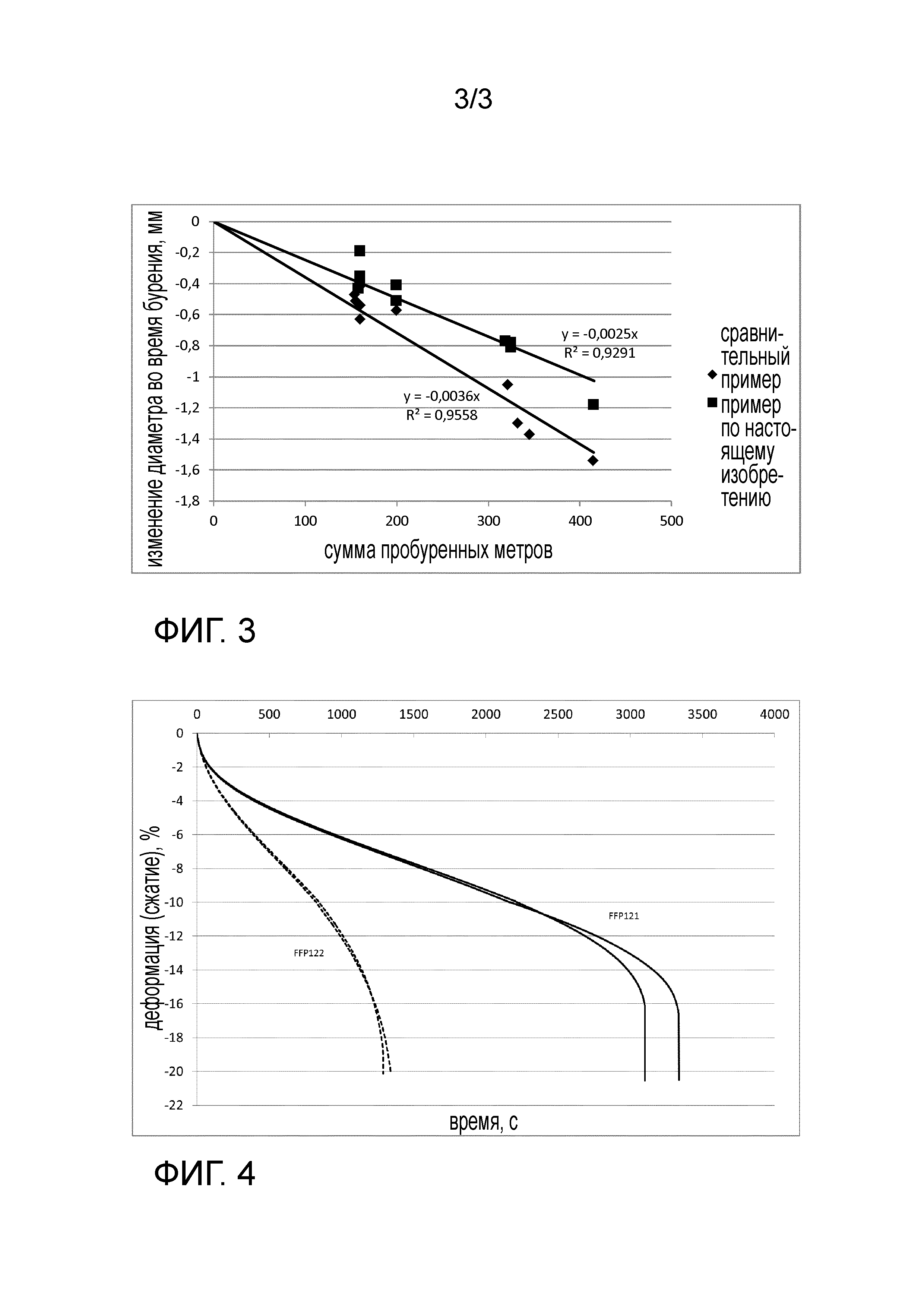
Фиг. 3 представляет собой диаграмму, показывающую изменение диаметра долота во время бурения для сравнительного примера 1, обозначенного как FFP122, и для примера 2 настоящего изобретения, обозначенного как FFP121.
Фиг. 4 показывает кривые ползучести для сравнительного примера 1, обозначенного как FFP122, и для примера 2 настоящего изобретения, обозначенного как FFP121 (приложенное давление 900 МПа, температура 1000C).
ПРИМЕРЫ
Пример 1, сравнительный
Материал с 6,0 мас.% Со и остатком из WC был приготовлен в соответствии с установленными процессами получения твердого сплава. 26,1 кг WC, 1,72 кг Со и 208 г W в порошковом виде размалывались в шаровой мельнице в течение 11,5 час. Во время размалывания 16,8 г C были добавлены для того, чтобы достичь желаемого содержания углерода. Размалывание выполнялось во влажных условиях с использованием этанола с добавлением 2 мас.% полиэтиленгликоля (PEG 80) в качестве органического связующего вещества, а также 120-килограммовых мелющих цилиндров из WC-Co в мельнице объемом 30 л. После размалывания густая суспензия была высушена распылением в атмосфере N2. Сырые тела были произведены путем одноосного прессования и спекались с использованием горячего изостатического прессования (HIP) при давлении аргона 55 бар и температуре 1410°C в течение 1 час.
Свойства спеченного материала показаны в таблице 1.
Размер зерна WC перед размалыванием, измеренный с помощью FSSS, составил 5,6 мкм.
Пример 2, по настоящему изобретению
Материал с 6,0 мас.% Co, 0,6 мас.% Cr и остатком из WC был приготовлен в соответствии с установленными процессами получения твердого сплава. 25,7 кг WC, 1,72 кг Со, 195 г Cr3C2 и 380 г W в порошковом виде размалывались в шаровой мельнице в течение 13,5 час. Во время размалывания 28,0 г C были добавлены для того, чтобы достичь желаемого содержания углерода. Размалывание выполнялось во влажных условиях с использованием этанола с добавлением 2 мас.% полиэтиленгликоля (PEG 80) в качестве органического связующего вещества, а также 120-килограммовых мелющих цилиндров из WC-Co в мельнице объемом 30 л. После размалывания густая суспензия была высушена распылением в атмосфере N2. Сырые тела были произведены путем одноосного прессования и спекались с использованием горячего изостатического прессования (HIP) при давлении аргона 55 бар и температуре 1410°C в течение 1 час.
Состав после спекания показан в Таблице 1 и обозначен как FFP121, а спеченная структура показана на Фиг. 1a. Этот материал по существу не содержит выделений карбида хрома.
Размер зерна WC перед размалыванием, измеренный с помощью FSSS, составил 6,25 мкм.
Таблица 1. Свойства материалов примеров 1-3.
|
* вязкость разрушения по Палмквисту в соответствии со стандартом ISO/DIS 28079
Пример 3, по настоящему изобретению
Материал с 11,0 мас.% Co, 1,1 мас.% Cr и остатком из WC был приготовлен в соответствии с установленными процессами получения твердого сплава. 37,7 кг WC, 3,15 кг Со, 358 г Cr3C2 и 863 г W в порошковом виде размалывались в шаровой мельнице в течение 9 час. Во время размалывания 19,6 г C были добавлены для того, чтобы достичь желаемого содержания углерода. Размалывание выполнялось во влажных условиях с использованием этанола с добавлением 2 мас.% полиэтиленгликоля (PEG 40) в качестве органического связующего вещества, а также 120-килограммовых мелющих цилиндров из WC-Co в мельнице объемом 30 л. После размалывания густая суспензия была высушена распылением в атмосфере N2. Сырые тела были произведены путем одноосного прессования и спекались с использованием горячего изостатического прессования (HIP) при давлении аргона 55 бар и температуре 1410°C в течение 1 час.
Свойства спеченного материала (обозначен как FFP256) показаны в таблице 1, а структура показана на Фиг. 1b. Этот материал по существу не содержит выделений карбида хрома.
Размер зерна WC перед размалыванием, измеренный с помощью FSSS, составил 15,0 мкм.
Размеры зерна WC спеченных образцов Примеров 1-3
Размер зерна WC спеченных материалов FFP121, FFP122 и FFP256 (примеры 1-3) определялся по микрофотографиям со сканирующего электронного микроскопа (SEM), показывающим репрезентативные поперечные сечения этих материалов. Окончательная стадия приготовления образцов заключалась в полировке с использованием алмазной пасты с размером зерен 1 мкм, нанесенной на мягкую ткань, с последующим травлением по Мураками. Микрофотографии SEM были получены в режиме обратного рассеяния электронов при увеличении 2000X, напряжении 15 кВ и рабочем расстоянии ~10 мм.
Измерялась общая площадь поверхности изображения, и количество зерен подсчитывалось вручную. Для того, чтобы устранить влияние зерен, попавших на рамку микрофотографии, все зерна вдоль двух сторон включались в анализ, а зерна на двух противоположных сторонах полностью исключались из анализа. Средний размер зерна вычислялся путем умножения общей площади изображения на аппроксимированную объемную долю WC и деления на количество зерен. Также вычислялись диаметры эквивалентной окружности (диаметр круга с площадью, эквивалентной среднему размеру зерна). Следует отметить, что показанные диаметры зерна справедливы для случайных двумерных поперечных сечений этих зерен, и не являются истинными диаметрами трехмерного зерна. Таблица 2 показывает результаты.
Таблица 2
|
Пример 4, вне настоящего изобретения
Материал с 11,0 мас.% Co, 1,1 мас.% Cr и остатком из WC был приготовлен в соответствии с установленными процессами получения твердого сплава. 87,8 г WC, 11,3 г Со, 1,28 г Cr3C2 и 0,14 г С в порошковом виде размалывались в шаровой мельнице в течение 8 час. Размалывание выполнялось во влажных условиях с использованием этанола с добавлением 2 мас.% полиэтиленгликоля (PEG 80) в качестве органического связующего вещества, а также 800-граммовых мелющих цилиндров из WC-Co. После размалывания густая суспензия была высушена в сушильной сковороде с мешалкой, и заготовки были произведены путем одноосного прессования и спекались с использованием горячего изостатического прессования (HIP) при давлении аргона 55 бар и температуре 1410°C в течение 1 час.
Спеченная структура, обозначенная как FFP186, показана на Фиг. 1c. Спеченный материал содержит как карбид хрома, так и выделения графита благодаря чрезмерному количеству добавленного углерода, и таким образом находится вне рамок настоящего изобретения. В соответствии с настоящим изобретением выделения карбида хрома являются возможными при условии, что их содержание составляет менее 3 мас.%, предпочтительно менее 2 мас.%. Однако, выделения графита не допускаются.
Размер зерна WC перед размалыванием, измеренный с помощью FSSS, составил 15,0 мкм.
Пример 5
Вставки бурового долота (шарошечные буровые коронки) прессовались и спекались в соответствии с описанием в примере 1 и примере 2 соответственно. Эти вставки были обработаны в барабане в соответствии со стандартными процедурами, известными в данной области техники, и после этого были установлены в буровое долото Ø48 мм с 3 передними вставками (Ø9 мм, со сферическим фронтом) и 9 калибрующими вставками (Ø10 мм, со сферическим фронтом). Армированные карбидами вольфрама буровые коронки были установлены путем нагрева стального долота и вставления карбидных вставок.
Эти долота были протестированы на месторождении в северной Швеции. В качестве испытательной установки использовалась Atlas Copco с двойной поперечной рамой Jumbo©, оборудованная пневмоударниками AC3038 или AC2238. Бурение выполнялось с одним долотом в соответствии с примером 2 (по настоящему изобретению, обозначено как FFP121), и одним сравнительным долотом в соответствии с примером 1 (сравнительный пример, обозначенный как FFP122) одновременно, по одному на каждой раме. После бурения примерно 20-25 м (~4-5 скважин) каждым долотом была произведена их замена левой и правой рамой для того, чтобы минимизировать эффект изменяющихся условий горной породы, и еще ~20-25 м было пробурено каждым долотом. Затем долота были перезаточены для того, чтобы восстановить сферические фронты, прежде чем продолжить бурение. Долота эксплуатировались до конца их срока службы из-за слишком малого диаметра (<45,5 мм).
Износ диаметра долота был главной мерой эффективности карбида. Диаметр долота измерялся до и после бурения (перед заточкой), измерялись все три диаметра между противоположными калибрующими вставками, и самое большое из этих трех значений принималось в качестве диаметра долота.
Результаты испытаний показывают, что карбид в соответствии с настоящим изобретением износился меньше, чем сравнительный материал, см. Таблицу 3. Долота FFP121 прошли в среднем 576 м на долото по сравнению с 449 м для сравнительного долота FFP122.
Полный износ диаметра во время всего бурения для каждого долота показан на Фиг. 2. Следует отметить, что уменьшение диаметра благодаря потерям на перезаточку не включалось. Сравнительный материал FFP122 изнашивался на 0,0055 мм на каждый метр бурения, в то время как материал по настоящему изобретению FFP121 изнашивался всего лишь на 0,0035 мм на каждый метр бурения. Эти числа были инвертированы для того, чтобы получить длину бурения на миллиметр износа буровой коронки; при этом сравнительная коронка проходила ~183 м скважины на 1 мм износа буровой коронки, а коронка по настоящему изобретению - ~286 м скважины на 1 мм износа буровой коронки.
Таблица 3. Результаты полевых испытаний всех проверенных долот.
|
* Долото № 22 было потеряно из-за поломки и таким образом было исключено из вычисления среднего количества метров на долото.
Фиг. 2. Изменение диаметра долота во время бурения.
Пример 6
Были подготовлены тестовые твердые стержни в соответствии со сравнительным примером 1, обозначенным как FFP122, и примером 2 по настоящему изобретению, обозначенным как FFP121, за исключением того, что в этом примере сырые тела прессовались в прессе с сухим мешком. Эти стержни были произведены для того, чтобы проверить высокотемпературную прочность ползучести при сжатии сравнительного примера 1 и примера 2 по настоящему изобретению.
Температура во время тестирования составляла 1000°C, а напряжение - 900 МПа. Были получены следующие результаты (см. Таблицу 4):
Таблица 4
|
Было протестировано всего 4 тестовых образца каждого материала, два с 10%-ой деформацией и два с 20%-ой деформацией. В качестве защитного газа использовался аргон.
Результаты показаны на Фиг. 3. Вставки для бурового долота в соответствии с настоящим изобретением показали лучшую эффективность, чем вставки для бурового долота в соответствии с предшествующим уровнем техники.
Пример 7. Тестирование абразивного износа
Вставки шарошечного бурового долота (Ø10 мм, со сферическим фронтом) в соответствии с примерами 1 и 2 были протестированы в испытании на абразивный износ, где образцы венцов изнашиваются при контакте с поверхностью вращающегося гранитного блока. В этом тесте нагрузка, приложенная к каждой вставке, составляла 200 Н, скорость вращения составляла 270 об/мин, и горизонтальная скорость подачи составляла 0,339 мм/об. Расстояние скольжения в каждом тесте было установлено равным 230 м, и образец охлаждался непрерывным потоком воды. Оценивалось по три образца каждого материала, и каждый образец тщательно взвешивался до и после теста. Потеря объема образца вычислялась по измеренной потере массы и плотности образца, и служила в качестве меры износа.
Испытание на абразивный износ ясно показывает значительно увеличенное сопротивление износу для материала в соответствии с настоящим изобретением (FFP121) по сравнению со сравнительным материалом FFP122, см. результаты в Таблице 5.
Таблица 5. Результаты испытаний на абразивный износ.
|
Спеченная твердосплавная деталь и способ
Радиальный инструмент со сверхтвердой режущей поверхностью
Буровое долото для ударного бурения горной породы
Способ получения нанодвойникованного титанового материала с помощью литья
Конвейер
Конусная дробилка с уплотняющей конструкцией
Вибрационное сито, имеющее модульную просеивающую поверхность
Буровое долото для твердой породы, бурильная компоновка и способ ударного бурения твердой породы
Поддерживающий несущий элемент
Конусная дробилка
Способ получения цементированного карбида
Новый способ получения цементированного карбида и получаемый при его помощи продукт

