Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ ОБЕРТОЧНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение относится к устройству и способу обработки плоской полосы оберточного материала перед использованием оберточного материала для образования компонента в форме стержня, подлежащего использованию при изготовлении обернутых изделий, генерирующих аэрозоль. В традиционном процессе изготовления оберточный материал может обрабатываться следующим образом. Плоская полоса оберточного материала разматывается из рулона материала. Затем оберточный материал перемещают мимо блока приспособления для нанесения клея, посредством которого шовный клей наносится на боковой участок оберточного материала. Затем полоса бумаги оберточного материала попадает на «U-образную» конвейерную ленту, где компонент в форме стержня изделий, генерирующих аэрозоль, помещается на оберточный материал. После этого «U-образная» конвейерная лента протягивает оберточный материала и компонент в конкретное устройство, которое замыкает оберточный материал на себе, таким образом, сторона оберточного материала с шовным клеем приклеивается к другой стороне оберточного материала.
В этом процессе клей может быть нанесен на линию, выровненную с продольной осью полосы оберточного материала. Одна линия клея, «шовного клея», используется для фиксации двух сторон оберточной бумаги внутри, которая является компонентом изделий, генерирующих аэрозоль.
Одним из параметров, используемых для определения качества обернутого продукта, является овальность готового обернутого стержня. Было отмечено, что оберточный материал, на участке, где нанесен шовный клей, может становиться жестким и плоским при попадании на «U-образную» конвейерную ленту. Эта повышенная жесткость оберточного материала может влиять на получаемую овальность обернутого продукта.
Таким образом, целью настоящего изобретения является обработка оберточного материала таким образом, чтобы оберточный материал сохранял свою гибкость после получения шовного клея, чтобы можно было достичь требуемой овальности готового продукта.
Согласно первому аспекту настоящего изобретения предлагается устройство для обработки непрерывной полосы оберточного материала, содержащее пару валиков, определяющую зазор между валиками, при этом валики имеют совпадающие выпуклые и вогнутые формы, соответственно.
Валики могут иметь совпадающие выпуклые и вогнутые формы, соответственно, так что валики выполнены с возможностью обеспечения непрерывной разупрочненной области непрерывной полосы оберточного материала посредством изгибания или смещения непрерывной разупрочненной области относительно другой области непрерывной полосы оберточного материала при направлении непрерывной полосы оберточного материала через зазор между валиками.
Поэтому валики могут быть выполнены с возможностью обеспечения непрерывной разупрочненной области непрерывной полосы оберточного материала посредством изгибания непрерывной разупрочненной области за пределы плоскости, образованной непрерывной полосой оберточного материала. Совпадающие выпуклые и вогнутые формы валиков, таким образом, могут быть выполнены с возможностью сгибания непрерывной области непрерывной полосы оберточного материала за пределы плоскости, образованной непрерывной полосой оберточного материала, для обеспечения непрерывной разупрочненной области непрерывной полосы оберточного материала.
Изгибание или смещение непрерывной разупрочненной области посредством подходящих выпуклых и вогнутых форм валиков происходит вдоль ширины непрерывной полосы оберточного материала, а значит вдоль направления, ортогонального направлению обработки.
Совпадающие выпуклые и вогнутые формы валиков могут быть выполнены таким образом, чтобы валики имели по существу зацепляющие профили поверхности по существу по всем поверхностям валиков. Таким образом, поверхности валика могут определять зазор между валиками постоянной ширины по существу во всю длину зазора между валиками для каждой угловой ориентации валиков.
Каждый из валиков может иметь неподвижный профиль вдоль своего направления вращения. Это означает, что оба валика могут иметь неподвижное поперечное сечение вдоль их направления вращения, так что выпуклые и вогнутые формы идентичны для каждого угла вращения валиков. Следовательно, каждый валик может иметь вращательную симметрию.
Валики, имеющие вращательную симметрию, позволяют равномерно сгибать или смещать непрерывную полосу оберточного материала вдоль направления обработки по мере того, как полоса оберточного материала непрерывно направляется через зазор между валиками. Следовательно, разупрочненная область непрерывной полосы оберточного материала может быть непрерывно и равномерно разупрочнена вдоль длины непрерывной полосы оберточного материала в направлении обработки.
Непрерывная разупрочненная область может содержать или может состоять из непрерывной разупрочненной части в виде боковой кромки непрерывной полосы оберточного материала. Таким образом, валики могут иметь совпадающие выпуклые и вогнутые формы, соответственно, так что валики выполнены с возможностью обеспечения непрерывной разупрочненной части в виде боковой кромки непрерывной полосы оберточного материала посредством смещения непрерывной разупрочненной части в виде боковой кромки относительно центрального участка непрерывной полосы оберточного материала.
С помощью настоящего устройства можно создавать непрерывную полосу оберточного материала для последующей обработки, в частности, для последующего обертывания материала вокруг любого требуемого элемента в форме стержня, используемого при изготовлении изделий, генерирующих аэрозоль.
Вогнуто-выпуклая форма валиков, а также их расположение внутри устройства способствуют разупрочнению оберточного материала, в частности, в боковых участках, где будет нанесен шовный клей, так что оберточный материал не станет жестким после получения шовного клея и в результате чего будет достигнута требуемая овальность готового продукта.
Оберточный материал, подлежащий обработке с помощью устройства согласно настоящему изобретению, может представлять собой любую непрерывную полосу листового материала, который подходит для образования компонента в форме стержня при изготовлении изделий, генерирующих аэрозоль. Особенно подходящий материал представляет собой оберточную бумагу, изготовленную из целлюлозного материала. Другие приемлемые материалы могут включать кожаные, пластиковые или полимерные материалы. Оберточный материал, как правило, обеспечивается в форме полосы непрерывного листового или плоского материала, имеющего заданную ширину.
Пара валиков может содержать охватываемый и охватывающий валики, которые имеют соответствующие формы для образования зазора между валиками постоянной ширины. Ширина зазора между валиками может быть постоянной вдоль по существу всей ширины валиков вдоль осевого направления валиков. Оба валика могут иметь одинаковую ширину. Ширина валиков может быть по существу такой же, как ширина непрерывной полосы оберточного материала, подлежащего обработке.
Оба валика могут иметь по существу плоские центральные участки валиков с соответственно закругленными кромками. Валики могут образовывать пару охватываемого/охватывающего валиков. Охватывающий валик может иметь выпукло закругленные кромки, а охватываемый валик может иметь соответствующие вогнуто закругленные кромки.
В контексте настоящего документа термин «вогнутая» кривизна обозначает валик, имеющий кромки, которые выступают по отношению к центральной поверхности валика. В контексте настоящего документа термин «выпуклая» кривизна обозначает валик, имеющий кромки, которые углублены по отношению к центральной поверхности валика.
Посредством предоставления валиков с по существу плоской центральной поверхностью валика с изогнутыми кромками, в частности, боковые части непрерывной полосы оберточного материала разупрочняются. Поскольку эти боковые части, как правило, снабжены шовным клеем и, таким образом, особенно подвержены созданию жесткости во время последующего процесса обертывания, особенно важно, чтобы эти боковые участки сохраняли свою гибкость во время последующей процедуры обертывания.
Оберточный материал направляется по всей ширине зазора между валиками, включая, при наличии, плоскую центральную часть зазора между валиками и боковые вогнуто-выпуклые части зазора между валиками. Преимущественный эффект настоящего изобретения, а именно смягчением боковых участков оберточного материала, получают, в частности, для тех участков оберточного материала, которые направляются через вогнуто-выпуклую часть зазора между валиками.
Область непрерывной полосы оберточного материала, которая проходит между вогнуто-выпуклой частью зазора между валиками, сгибается или смещается относительно области непрерывной полосы оберточного материала, которая не проходит между вогнуто-выпуклой частью зазора между валиками. Если в наличии есть плоская центральная часть зазора между валиками, область непрерывной полосы оберточного материала, которая проходит между вогнуто-выпуклой частью зазора между валиками, выгнута за пределы плоскости, определенной областью непрерывной полосы оберточного материала, которая проходит между плоской центральной частью зазора между валиками.
Посредством этапа изгибания или смещения, область непрерывной полосы оберточного материала, которая проходит между вогнуто-выпуклой частью зазора между валиками, разупрочняется или, другими словами, размягчается. Область непрерывной полосы оберточного материала, которая проходит между вогнуто-выпуклой частью зазора между валиками, также называется разупрочненной областью непрерывной полосы оберточного материала.
Разупрочненная область непрерывной полосы оберточного материала может представлять собой боковую часть непрерывной полосы оберточного материала. Боковая часть может представлять собой область, по меньшей мере примыкающую к боковой кромке непрерывной полосы оберточного материала. Боковая часть может представлять собой часть в виде боковой кромки непрерывной полосы оберточного материала.
Разупрочненная область, представляющая собой боковую часть непрерывной полосы оберточного материала, может содержать одну или обе из боковых частей непрерывной полосы оберточного материала.
Альтернативно или дополнительно, разупрочненная область может содержать центральную часть непрерывной полосы оберточного материала.
Размеры валиков могут быть адаптированы под размеры оберточного материала. Валики могут иметь диаметр от 10 до 50 миллиметров и могут иметь диаметр приблизительно 30 миллиметров. Если не указано иное, диаметр валиков представляет собой диаметр, измеренный в центре валиков.
Ширина валиков может находиться в диапазоне от 15 до 40 миллиметров, может находиться в диапазоне от 20 до 30 миллиметров и может составлять приблизительно 26 миллиметров. Эти размеры соответствуют размерам обычно используемых оберточных материалов.
Закругленные углы валиков могут иметь любой требуемый радиус кривизны, который требуется для оберточного материала или последующих процессов, осуществляемых на оберточном материале. Закругленные углы валиков могут иметь радиус кривизны от 1 до 5 миллиметров и предпочтительно приблизительно 3 миллиметра. Радиус кривизны определяет ширину бокового участка, который обрабатывают с помощью устройства согласно настоящему изобретению. Радиус кривизны также определяет ширину боковых участков оберточного материала, размягченных устройством согласно настоящему изобретению.
Устройство может содержать несколько вышеупомянутых пар валиков. Пары валиков могут быть расположены последовательно вдоль направления обработки оберточного материала. Пары валиков могут быть расположены в чередующейся ориентации вдоль направления обработки полосы оберточного материала. Термин «чередующаяся ориентация» следует понимать так, что пары валиков ориентированы таким образом, что в направлении обработки оберточного материала оберточный материал попеременно направляется через зазор между валиками, образованный парой валиков, в которой валик выпуклой формы находится сверху плоскости, образованной оберточным материалом, и впоследствии через зазор между валиками, определенный парой валиков, в которой вогнутый валик находится сверху плоскости, образованной оберточным материалом.
В особенно приемлемом варианте осуществления устройство содержит четыре пары валиков, которые расположены в чередующейся ориентации вдоль направления обработки непрерывной полосы оберточного материала.
Благодаря использованию множества пар валиков, которые расположены в чередующейся ориентации вдоль направления обработки оберточного материала, боковые области оберточного материала поочередно сгибаются вверх и вниз относительно плоскости, определенной оберточным материалом. Повторяющееся изгибание боковых областей в противоположных направлениях разупрочняет оберточный материал. Если оберточный материал представляет собой целлюлозный материал, такой как оберточная бумага, то повторяющееся изгибание может разрушать или разупрочнять, в частности, те волокна, которые ориентированы перпендикулярно направлению обработки оберточной бумаги.
Валики каждой пары могут иметь одинаковый диаметр и могут быть установлены таким образом, чтобы верхние валики и нижние валики каждой пары были расположены на одной высоте. В таком варианте осуществления центральная часть оберточного материала направляется прямолинейно через устройство без отклонения за пределы плоскости, образованной оберточным материалом. Соответственно, центральная часть оберточного материала в целом сохраняет свои исходные свойства материала, и только боковые области оберточного материала размягчаются и разупрочняются устройством.
Пары валиков также могут поочередно быть расположены на разных высотах, так что последовательные зазоры между валиками поочередно расположены на разных высотах. Таким образом, при продвижении через устройство оберточный материал дополнительно изгибается вверх и вниз относительно направления обработки оберточного материала. Этот вариант осуществления также влияет на гибкость центральной части материала. Если оберточный материал представляет собой целлюлозный материал, такой как оберточная бумага, эта дополнительная обработка может разупрочнять, в частности, те волокна, которые ориентированы параллельно направлению обработки оберточной бумаги.
Устройство может дополнительно содержать сближающее устройство для управления контактным давлением между одной или более парами валиков. Сближающее устройство может представлять собой любое подходящее устройство, известное в этом отношении специалисту. Благодаря регулированию контактного давления, можно настраивать устройство на определенный оберточный материал, подлежащий обработке в заданном процессе.
Сближающее устройство может содержать регулируемые упругие элементы, такие как натяжные пружины, для регулирования контактного давления между каждой парой валиков. Каждая пара валиков может быть соединена с отдельным сближающим устройством. Устройство также может содержать одно сближающее устройство, которое одновременно управляет контактным давлением всех пар валиков.
В варианте осуществления верхние валики каждой пары валиков установлены на верхней опорной пластине, а нижние валики каждой пары валиков установлены на нижней опорной пластине. В этом варианте осуществления сближающее устройство может быть предусмотрено в виде двух натяжных пружин, установленных между верхней и нижней опорной пластиной.
Устройство может дополнительно содержать приспособление для нанесения клея, которое выполнено с возможностью нанесения клея на боковой участок полосы оберточного материала. Клей может быть нанесен на участок оберточного материала, который был направлен через неплоский или закругленный участок зазора между валиками.
Устройство может содержать приспособление для нанесения клея, при этом приспособление для нанесения клея выполнено с возможностью нанесения клея на боковой участок непрерывной полосы оберточного материала, который была направлен через изогнутый участок зазора между валиками.
В другом аспекте настоящее изобретение относится к способу обработки полосы оберточного материала. Способ включает этапы обеспечения непрерывной полосы оберточного материала, направления непрерывной полосы оберточного материала через зазор между валиками, образованный парой валиков, при этом валики имеют совпадающие выпуклую и вогнутую формы, соответственно.
Валики могут иметь совпадающие выпуклые и вогнутые формы, соответственно, так что валики обеспечивают непрерывную разупрочненную область непрерывной полосы оберточного материала посредством изгибания или смещения непрерывной разупрочненной области относительно другой области непрерывной полосы оберточного материала при направлении непрерывной полосы оберточного материала через зазор между валиками, образованный парой валиков.
Валики могут иметь совпадающие выпуклые и вогнутые формы, соответственно, так что валики обеспечивают непрерывную разупрочненную часть в виде боковой кромки непрерывной полосы оберточного материала.
Способ может дополнительно включать этап обеспечения нескольких пар валиков. Пары валиков могут быть расположены последовательно вдоль направления обработки оберточного материала. Пары валиков могут быть расположены в чередующейся ориентации вдоль направления обработки непрерывной полосы оберточного материала.
Благодаря направлению непрерывной полосы оберточного материала через несколько пар валиков, которые расположены в чередующейся ориентации вдоль направления обработки оберточного материала, боковые области оберточного материала поочередно сгибаются вверх и вниз относительно плоскости, образованной оберточным материалом. С помощью этой обработки внутренняя структура оберточного материала разупрочняется и ее гибкость увеличивается. Если оберточный материал представляет собой целлюлозный материал, такой как оберточная бумага, то повторяющееся изгибание может разрушать или разупрочнять, в частности, те волокна, которые ориентированы перпендикулярно направлению обработки оберточной бумаги.
Способ может дополнительно включать этап обеспечения нескольких пар валиков на чередующихся высотах относительно направления обработки полосы оберточного материала.
Способ может дополнительно включать этап управления контактным давлением между парой валиков посредством сближающего устройства.
Способ может дополнительно включать этап нанесения клея на боковой участок полосы оберточного материала. Клей может быть нанесен на участок оберточного материала, который был направлен через неплоский или закругленный участок зазора между валиками.
Способ может дополнительно включать этап обертывания оберточного материала вокруг элемента в форме стержня с образованием обернутого компонента, который может быть использован при изготовлении изделий, генерирующих аэрозоль.
Благодаря смягчению боковых участков оберточного материала и благодаря нанесению клея на эти боковые участки полосы оберточного материала, гибкость оберточного материала достаточно повышена, так что полученный обернутый компонент может быть изготовлен с заданной и требуемой овальностью.
В дополнительном аспекте настоящее изобретение также относится к обернутому компоненту, который может быть получен посредством способа согласно настоящему изобретению. Обернутый компонент может представлять собой фильтрующий элемент, такой как ацетилцеллюлозный фильтр, полая ацетатная трубка или обернутый штранг из субстрата, образующего аэрозоль. Обернутые компоненты, полученные с помощью настоящего изобретения, могут обладать превосходной овальностью по сравнению с традиционно изготовленными обернутыми компонентами.
Признаки, описанные в отношении одного аспекта, могут быть в равной степени применены к другим аспектам настоящего изобретения.
Настоящее изобретение будет далее описано исключительно на примерах со ссылками на сопроводительные графические материалы, на которых:
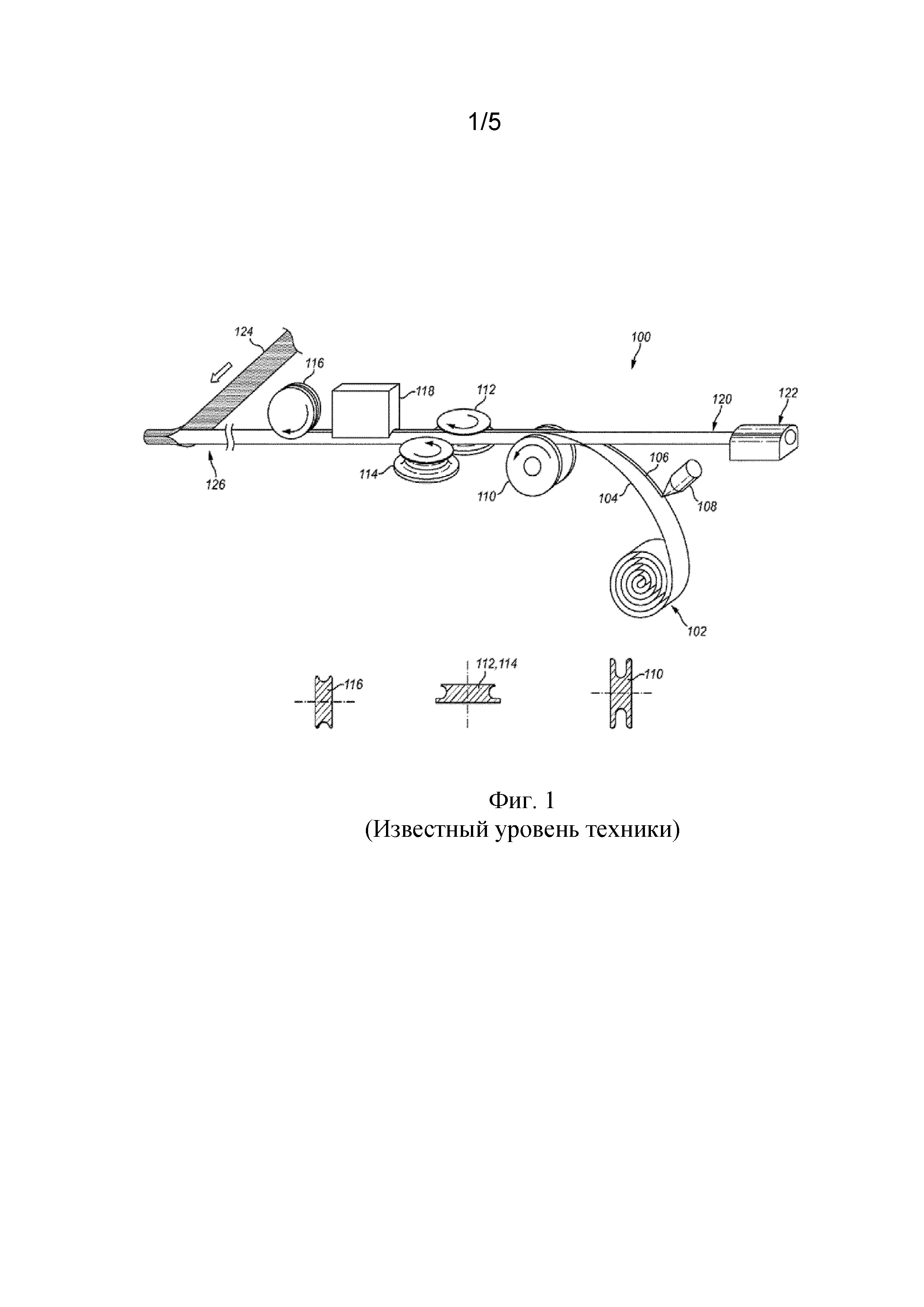
на фиг. 1 показано устройство для обертывания из известного уровня техники;
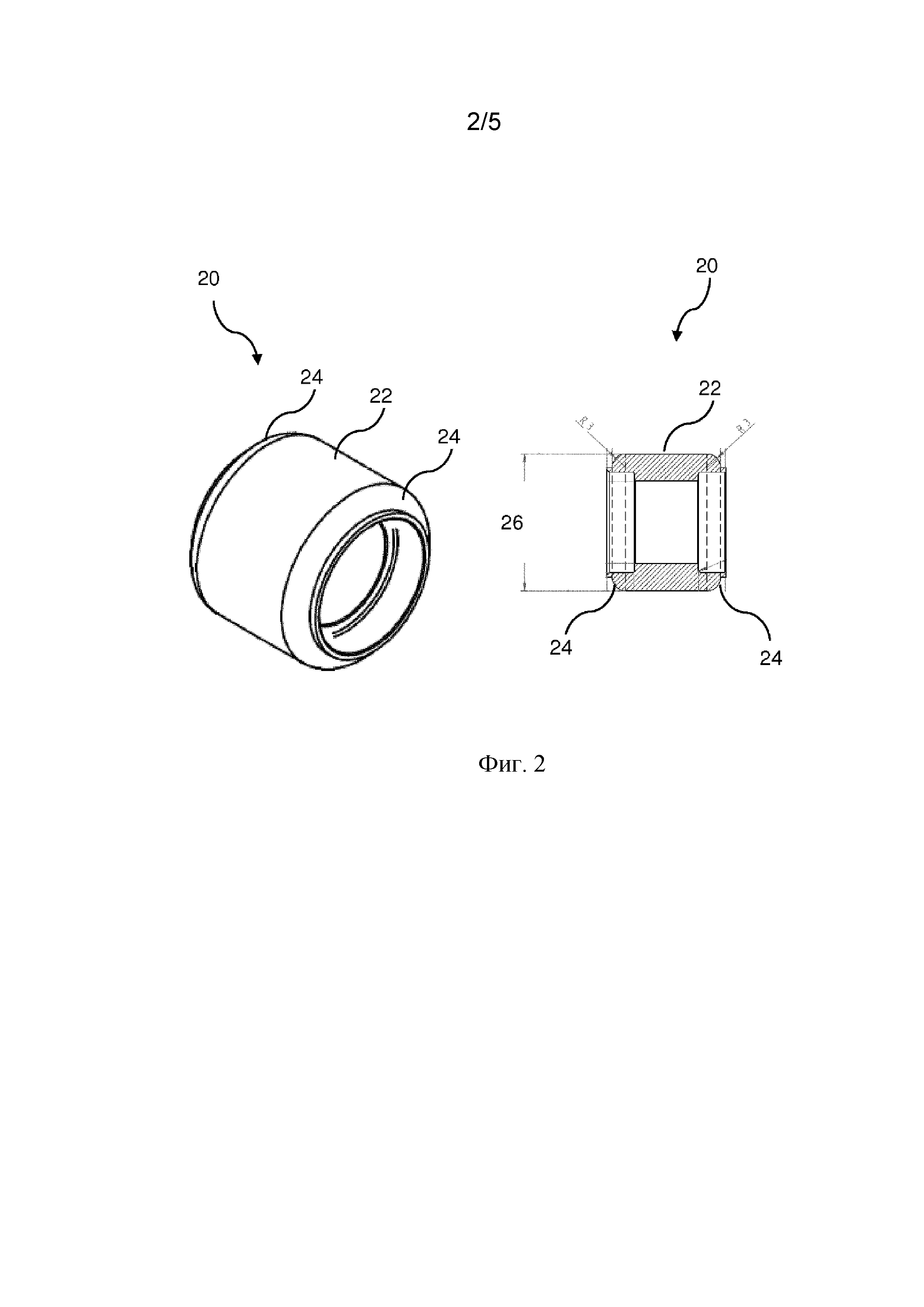
на фиг. 2 показан охватывающий валик для использования в устройстве согласно настоящему изобретению;
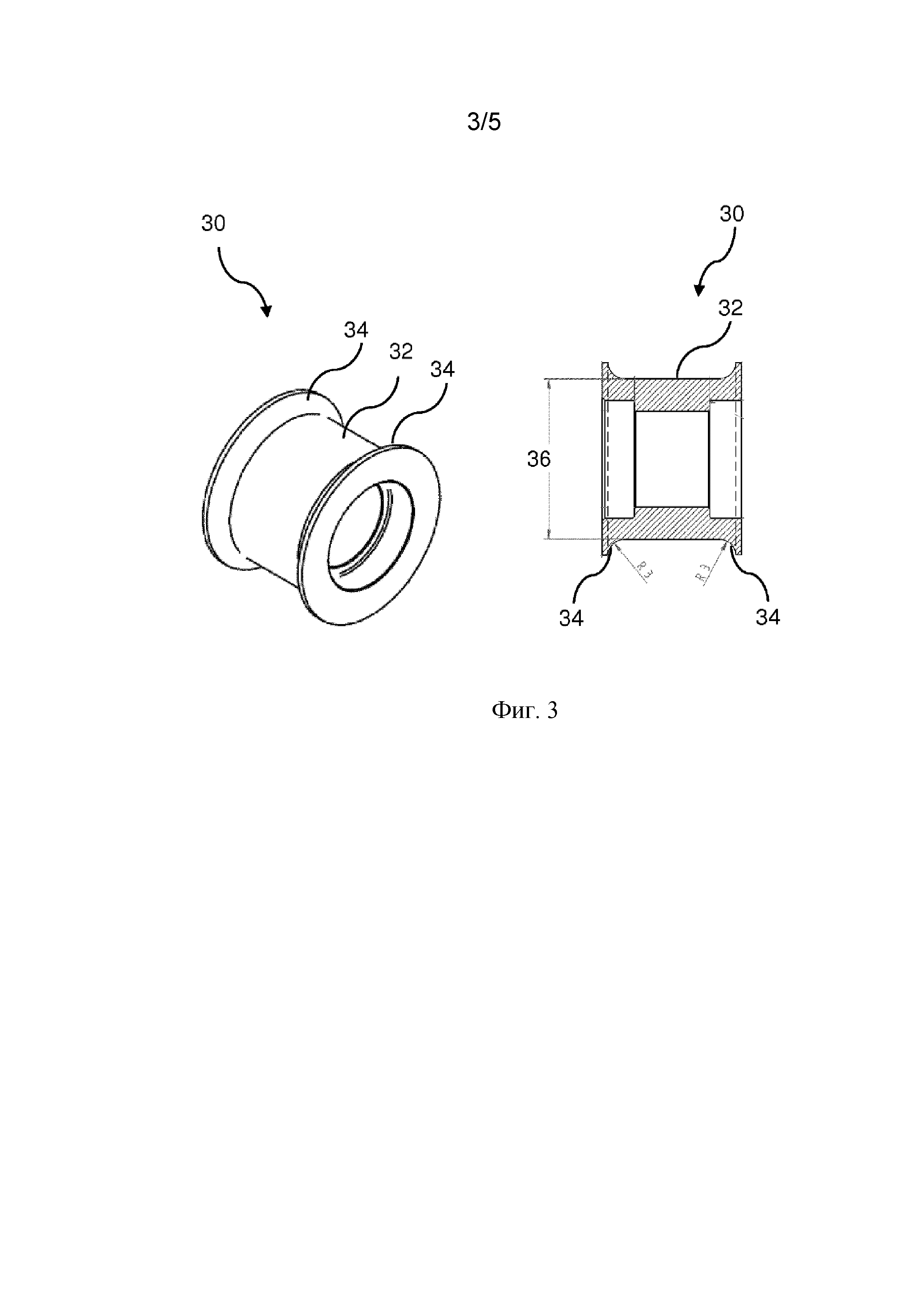
на фиг. 3 показан охватываемый валик для использования в устройстве согласно настоящему изобретению;
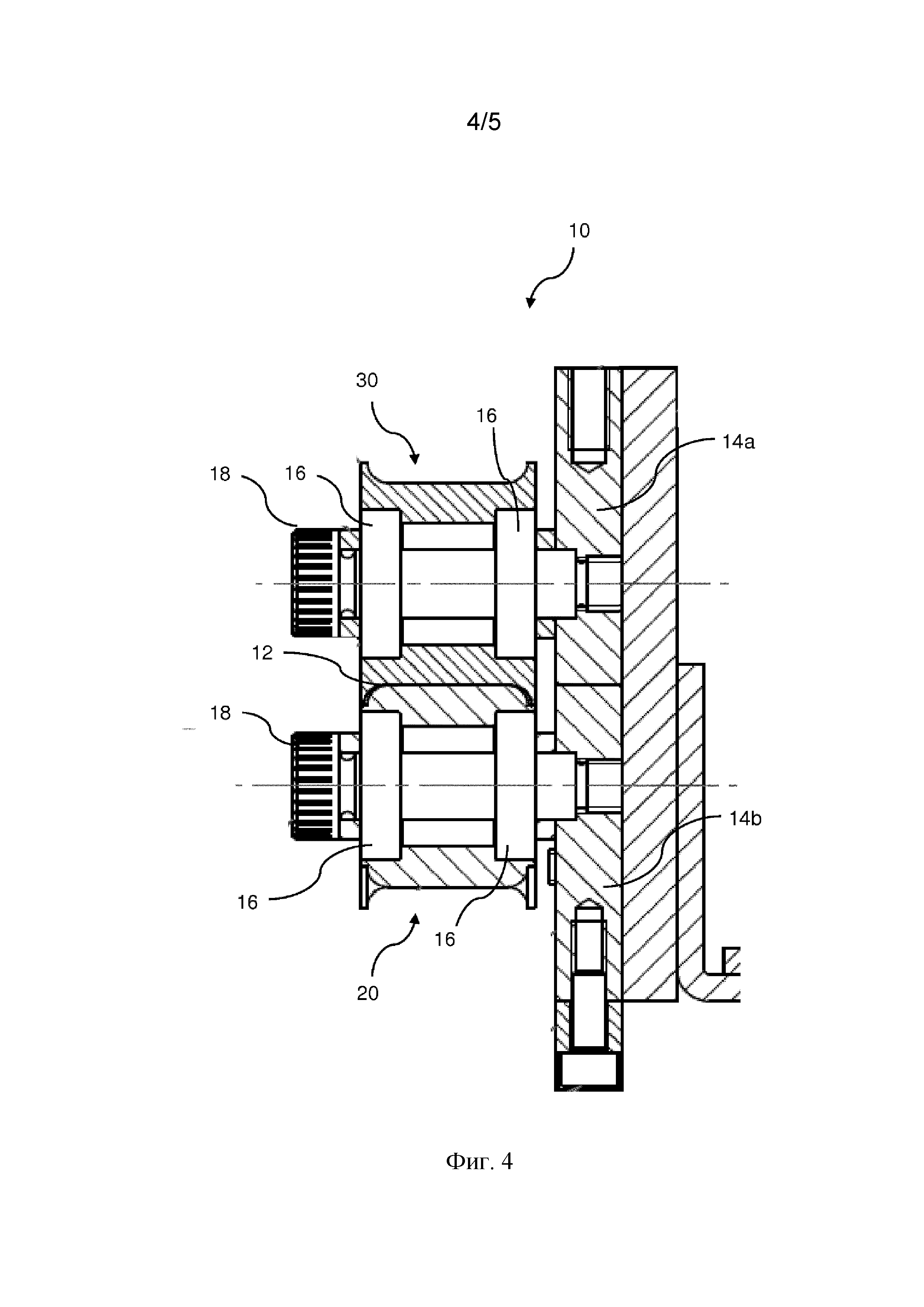
на фиг. 4 показано поперечное сечение собранной пары валиков;
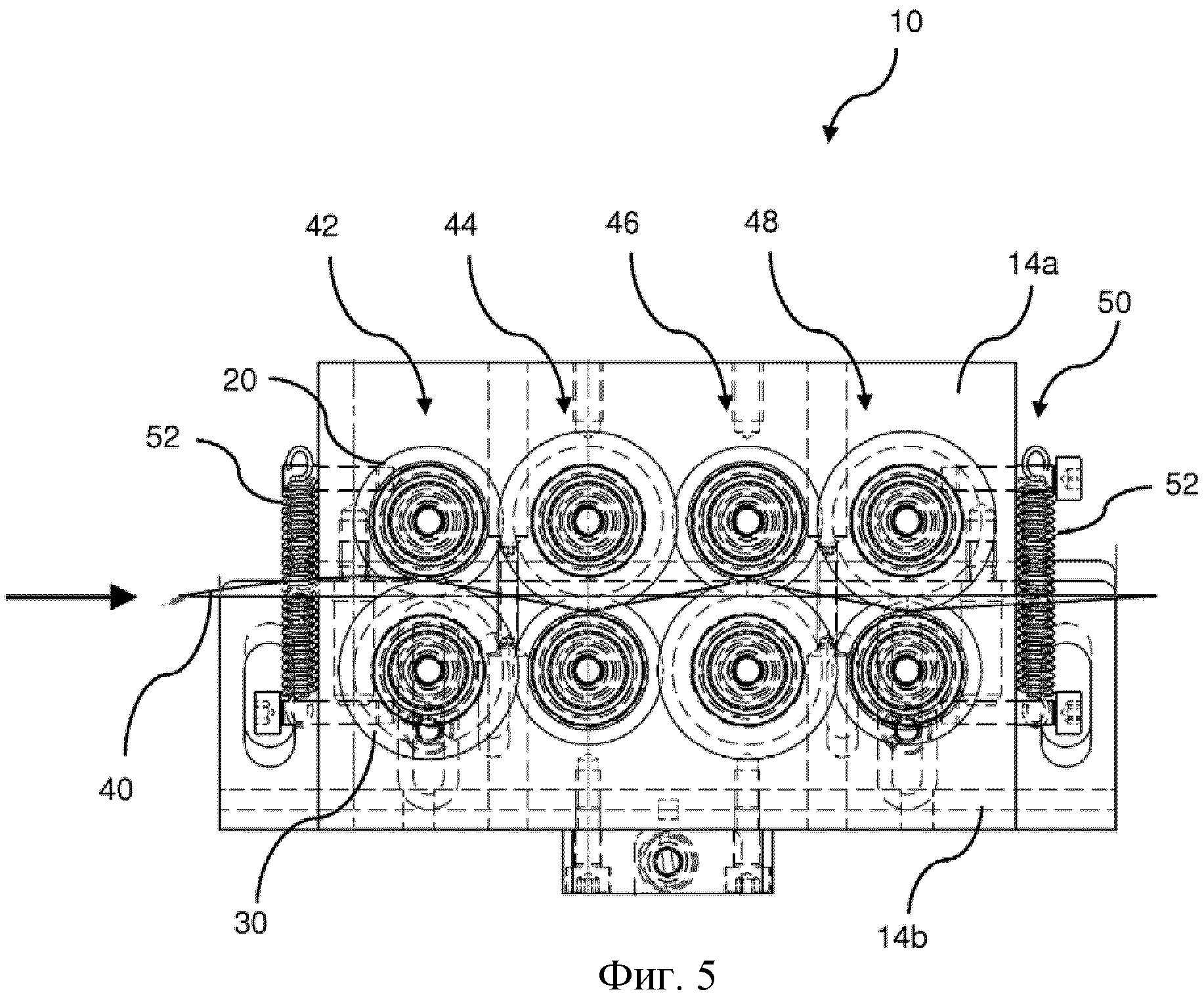
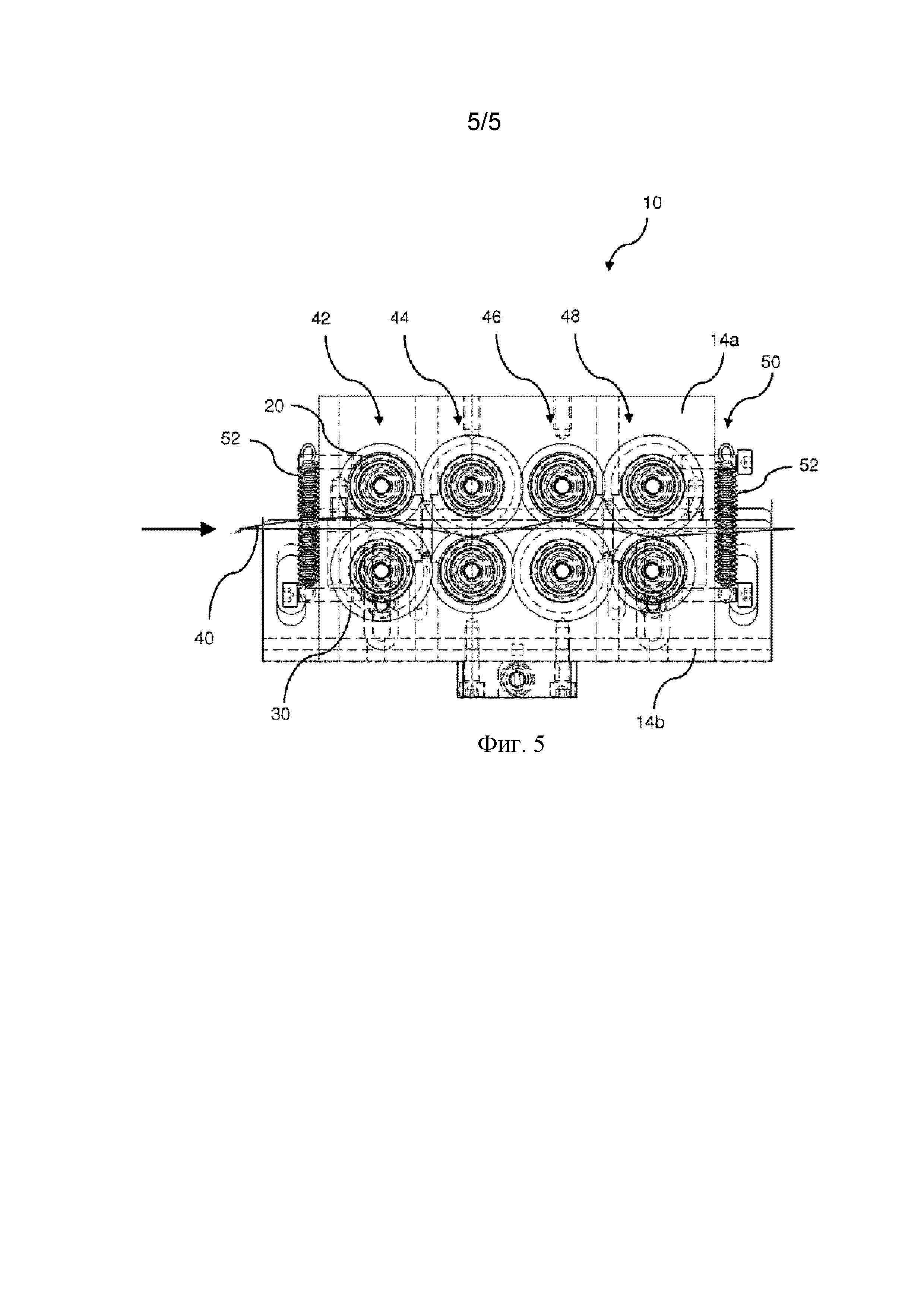
на фиг. 5 показано устройство согласно настоящему изобретению с использованием четырех пар валиков.
На фиг. 1 показано традиционно используемое устройство для обертывания, известное из заявки на патент США № 2016/0120216. В устройстве, раскрытом в нем, плоская непрерывная полоса оберточного материала разматывается из рулона материала. Затем оберточный материал перемещают мимо блока приспособления для нанесения клея, посредством которого шовный клей наносится на боковой участок оберточного материала. Затем полосу бумажной полосы оберточного материала наматывают вокруг сердечника в форме стержня. Первый валик, имеющий выпуклую или «U-образную» поверхность валика, прижимает оберточный материал к сердечнику. Дополнительная пара валиков, в которой каждый валик имеет выпуклую или «U-образную» поверхность валика, замыкает оберточный материал на себе, при этом сторона оберточного материала с шовным клеем приклеена к другой стороне оберточного материала. Затем шовный клей отверждают в расположенном дальше по ходу потока нагревательном устройстве.
На фиг. 2 и 3 показаны подходящие валики для устройства для обработки оберточного материала согласно настоящему изобретению. Валик, изображенный на фиг. 2, представляет собой охватывающий валик 20, имеющий в целом плоский центральный участок 22 поверхности валика с выпукло закругленными кромками 24. Диаметр 26 охватывающего валика 20, измеренный на плоском центральном участке 22 поверхности валика, составляет 30 миллиметров. Общая ширина валика составляет 26 миллиметров. Ширина центральной поверхности 22 валика составляет 20 миллиметров. Каждая из двух кромок 24 охватывающего валика 20 демонстрирует выпуклую кривизну, имеющую радиус 3 миллиметра.
Валик, изображенный на фиг. 3, представляет собой охватываемый валик 30, причем поверхность валика соответствует поверхности валика охватывающего валика 20, показанного на фиг. 2. Охватываемый валик 30 имеет в целом плоский центральный участок 32 поверхности валика с вогнуто закругленными кромками 34. Диаметр 36 охватываемого валика 30, измеренный на плоском центральном участке 32 поверхности валика, также составляет 30 миллиметров. Общая ширина валика составляет 26 миллиметров. Ширина центрального участка 32 поверхности валика составляет 20 миллиметров. Каждая из двух кромок 34 охватываемого валика 30 демонстрирует вогнутую кривизну, имеющую радиус 3 миллиметра.
В устройстве 10 согласно настоящему изобретению два валика 20, 30, изображенные на фиг. 2 и 3, установлены смежно друг с другом с целью образования зазора 12 между валиками, как показано на фиг. 4. Каждый из валиков 20, 30 установлен с возможностью поворота на соответствующей опорной пластине 14a, b валика. В варианте осуществления, изображенном на фиг. 4, каждый из валиков 10, 30 установлен на двух шарикоподшипниках 16 и установлен на опорных пластинах 14 a, b посредством центральных винтов 18. Центральные винты 18 также определяют оси вращения валиков 20, 30.
Опорные пластины 14 а, b установлены на регулируемом сближающем устройстве (не показано на фиг. 4), которое позволяет регулировать контактное давление между валиками 20, 30.
При использовании устройства 10 непрерывную полосу оберточного материала подают в направлении обработки оберточного материала в зазор 12 между валиками, определенный парой 20, 30 валиков. В конфигурации, показанной на фиг. 4, направление обработки перпендикулярно плоскости вытягивания. Благодаря специальной конструкции зазора 12 между валиками, боковые участки оберточного материала сжимаются и сгибаются вниз в конфигурации, как показано на фиг. 4.
Оберточный материал 40 может, например, представлять собой традиционно используемую оберточную бумагу. Посредством изгибания и сжимания кромок оберточной бумаги, оберточную бумагу готовят с приданием круглой формы готового продукта. Последующее изгибание и сжимание боковых областей оберточной бумаги разупрочняет внутреннюю структуру оберточной бумаги. В частности, жесткие бумажные волокна, ориентированные перпендикулярно направлению обработки оберточной бумаги, рвутся или разупрочняются, так что общая мягкость оберточной бумаги увеличивается.
На фиг. 5 изображено устройство 10 для обработки оберточного материала, содержащего четыре пары 42, 44, 46, 48 валиков. Пары 42, 44, 46, 48 валиков последовательно расположены вдоль направления обработки (обозначенного стрелкой) оберточного материала 40, при этом последовательные пары 42, 44, 46, 48 валиков имеют чередующуюся ориентацию. В направлении обработки оберточной бумаги первая и третья пары 42, 46 валиков ориентированы таким образом, что охватывающий валик 20 расположен сверху, тогда как вторая и четвертая пары 44, 48 валиков ориентированы наоборот, при этом охватываемый валик 30 расположен сверху.
Все верхние валики каждой пары 42, 44, 46, 48 валиков установлены на верхней опорной пластине 14a, в то время как нижние валики каждой пары 42, 44, 46, 48 валиков установлены на нижней опорной пластине 14b. Верхние и нижние опорные пластины 14а, 14b устанавливаются с возможностью регулировки на сближающем устройстве 50, посредством которого может быть отрегулировано контактное давление между парами 42, 44, 46, 48 валиков. В варианте осуществления, показанном на фиг. 5, сближающее устройство 50 содержит две регулируемые натяжные пружины 52, которые обеспечивают возможность регулирования контактного давления пар 42, 44, 46, 48 валиков.
Все оси вращения верхних и нижних валиков установлены на одинаковой высоте. Таким образом, центральная часть оберточного материала 40, другими словами, часть оберточного материала 40, которая направляется по плоским центральным поверхностям 22, 32 валиков 20, 30, проходит через устройство 10 на постоянной высоте и, таким образом, существенно не подвергается воздействию устройства 10.
Благодаря чередующейся ориентации пар 42, 44, 46, 48 валиков, боковые области оберточной бумаги 40 поочередно сгибаются вверх и вниз. Благодаря этому повторяющемуся изгибанию вверх и вниз жесткость боковых участков оберточного материала 40 уменьшается. Таким образом, боковые участки оберточного материала 40 значительно размягчаются, и поэтому оберточный материал 40 хорошо подготовлен для образования в форму стержня посредством расположенного дальше по ходу потоку оберточного блока (не показан).
Как упомянуто выше, в варианте осуществления, показанном на фиг. 5, оси верхних валиков расположены на одинаковой высоте, и оси нижних валиков расположены на одинаковой высоте соответственно. Соответственно, центральные участки оберточного материала 40 вытягивают на одинаковой высоте через устройство 10. В альтернативном варианте осуществления (не показан) пары 42, 44, 46, 48 валиков также могут быть поочередно расположены на разных высотах, так что весь оберточный материал 40 поочередно перемещается вверх и вниз при протягивании через устройство 10. Благодаря размещению пар 42, 44, 46, 48 валиков на разных высотах, оберточный материал 40 также согнут в направлении обработки, что может дополнительно увеличить гибкость оберточного материала 40.
Как указано выше, настоящее изобретение особенно полезно для обработки оберточной бумаги. Благодаря размещению пар 42, 44, 46, 48 валиков в чередующейся ориентации и благодаря дополнительному расположению пар 42, 44, 46, 48 валиков на разных высотах, можно одновременно размягчать волокна оберточной бумаги, ориентированные перпендикулярно направлению обработки, а также волокна оберточной бумаги, ориентированные параллельно направлению обработки непрерывной полосы оберточной бумаги.
Вышеописанные примеры вариантов осуществления являются иллюстративными, а не ограничивающими. На основании вышеизложенных примеров вариантов осуществления, другие варианты осуществления, соответствующие вышеописанным примерам вариантов осуществления, будут очевидны специалисту в данной области техники.
Курительное изделие, имеющее на мундштучном конце полость со знаками
Электроуправляемая система генерирования аэрозоля с регулированием производства аэрозоля
Портативная электронная система, включающая в себя зарядное устройство, и способ зарядки вторичной батареи
Курительное изделие с передней заглушкой и способ его использования
Курительное изделие для использования с внутренним нагревательным элементом
Аэрозоль-генерирующее изделие, содержащее аэрозоль-охлаждающий элемент
Курительное изделие с подвижным паровыпускающим участком
Способ (варианты) захвата представляющих интерес частиц из смеси
Устройство для обработки курительного изделия
Нагревательный блок для системы, генерирующей аэрозоль
Способ и установка для формования по существу плоского непрерывного материала
Устройство и способ производства табачного материала в форме листов
Способ производства листового табачного материала
Способ и устройство для изготовления гофрированного листа материала
Устройство и способ производства табачного материала в форме листов

