Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ РАЗМЕРА РАСПЫЛЕННЫХ КАПЕЛЬ В РАСПЫЛИТЕЛЬНОМ НАСАДОЧНОМ УСТРОЙСТВЕ ДЛЯ РАСПЫЛИТЕЛЬНОЙ СУШКИ, АППАРАТ ДЛЯ РАСПЫЛИТЕЛЬНОЙ СУШКИ И НАСАДКА К НЕМУ
Вид РИД
Изобретение
Изобретение относится к способу контроля размера распыленных капель в распылительном насадочном устройстве. Дополнительно оно относится к аппарату для распылительной сушки и насадке для такого аппарата для распылительной сушки.
Изготовление пищевых порошков в основном осуществляется с помощью распылительной сушки. Этот способ превращает эмульсии, суспензии и дисперсии в порошок. Распылительные насадки создают капли, которые высушиваются в горячем воздухе путем испарения воды. Конечное качество порошка, конечная текстура порошка, технологическая схема сушильной машины, эффективность сушки, характер загрязнения стен, эксплуатационная безопасность - вот лишь несколько характеристик, напрямую связанных с качеством распыления и, следовательно, процессом атомизации.
В известных способах распылительной сушки используют атомизационные насадки с фиксированными геометрическими формами, которые нельзя регулировать в режиме реального времени в зависимости от условий процесса и продукта во время запуска, производственного процесса и завершения работы. Вместо этого операторы изменяют геометрические формы насадок до начала производственного цикла, что не позволяет учесть все производственные ситуации. Упомянутые насадки выбирают по таблицам свойств воды. Изготовление пищевых порошков осуществляется при значительно более высоких вязкостях в сравнении с простой водой. Обычно вязкости распыляемых материалов находятся в диапазоне, составляющем от 1 до 300 мПа⋅с. Насадочные устройства, способные успешно функционировать в таком широком диапазоне, неизвестны.
Например, в молочных эмульсиях с общим содержанием твердых веществ более 50% вязкость концентрата увеличивается по мере дополнительного увеличения общего содержания твердых веществ по экспоненциальному закону. Это обстоятельство вызывает проблемы при распылительной сушке, когда вязкость концентрата превышает проектный предел для распылительных насадок. Проектный предел определяется нарушением потока воздуха в атомизаторе, при котором прекращается создание капель, и, таким образом, распылительная сушка перестает быть эффективной и не образуется агломерация порошков с требуемой текстурой. В распылительных насадочных устройствах предшествующего уровня техники не удается визуально определять нарушение потока воздуха в насадках атомизации, поэтому в настоящее время отсутствуют средства для управления процессом распылительной сушки так, чтобы поддерживать наилучшие условия, не приводящие к таким проблемам, как засорение порошком конусов и циклонов, загрязнение стенок или формирование «бороды» на распылителе - и это лишь некоторые из проблем.
Поскольку условия продукта и процесса изменяются в период между запуском и остановкой процесса, качество получаемого продукта меняется и как на самой насадке, так и на стенках сушильного оборудования могут возникать отложения продукта, в частности, на стенках сушильной камеры, в рожках машин распылительной сушки и циклонов, а также в транспортирующих каналах между технологическими модулями.
Первая задача настоящего изобретения состоит в том, чтобы решить проблемы, выявленные в оборудовании и способах предшествующего уровня техники, и создать условия для использования оборудования распылительной сушки наиболее оптимальным и экономичным способом, который включает в себя возможность распыления материала с максимально возможным общим содержанием твердых веществ для получения сухого порошка с максимально возможным общим содержанием твердых веществ без превышения проектного предела насадок атомизации, который определяется как уровень, при котором происходит нарушение потока воздуха.
Задача настоящего изобретения состоит в том, чтобы предложить способ контроля размера распыленных капель в распылительном насадочном устройстве, позволяющего контролировать размер распыленных капель в ходе рабочего процесса. Это особенно полезно для достижения целевого распределения распыленных капель по размеру, которое определяется диаметром Саутера, и поддержания постоянного распределения капель по размеру даже в случае изменения свойств продукта или материала и изменения условий процесса.
Данная задача решается предлагаемым способом, включающим следующие стадии:
a) обеспечение пастообразного продукта, подлежащего распылению с помощью распылительной насадки;
b) непрерывное определение сдвиговой вязкости (η) пастообразного продукта, подаваемого в распылительную насадку;
c) определение массового расхода (Qm) пастообразного продукта, подаваемого в распылительную насадку;
d) определение давления распыления (P) пастообразного продукта, подаваемого в распылительную насадку;
e) определение плотности (ρ) пастообразного продукта, подаваемого в распылительную насадку;
f) передачу данных, полученных на стадиях b)-е), в устройство управления, содержащее компьютер и память;
g) вычислительную обработку управляющих данных для регулирования распылительной насадки на основании данных, полученных на стадиях b)-е), и параметров геометрической формы насадки, хранящихся в памяти;
h) передачу управляющих данных в виде управляющих сигналов в средство управления распылительной насадкой и соответствующее регулирование распылительной насадки.
В качестве входного параметра для контроля распылительной насадки используется сдвиговая вязкость. Это позволяет в режиме реального времени контролировать распылительную насадку и, таким образом, размер распыленных капель на основе критерия устойчивости, включающего в себя массовый расход при распылении Qm, давление распыления P, плотность продукта (ρ) и вязкость продукта (η).
Этот критерий устойчивости обеспечивает работу распылительной насадки в проектных пределах, не допуская нарушений потока воздуха в вихревой камере насадки.
Кроме того, достигается стабильная агломерация порошка в продукте в ходе производственного цикла независимо от общего содержания твердых веществ (TS) или независимо от флуктуаций массового расхода. Этот способ позволяет достичь автоматизации процесса благодаря улучшенной и упрощенной воспроизводимости и надежности свойств продукта для различных типов машин распылительной сушки. Конкурентный контроль производственного процесса по способу изобретения достигается за счет улучшенных конечных свойств порошка, таких как влажность порошка, плотность при утряске, конечный размер агломерата и стабильность агломерата. Благодаря автоматизации также повышается экономичность производства и эффективность процесса (достигаются оптимальные эксплуатационные характеристики).
В предпочтительном варианте осуществления стадию b) непрерывного определения сдвиговой вязкости (η) пастообразного продукта, подаваемого в распылительную насадку, осуществляют в байпасе к потоку пастообразного продукта в распылительную насадку. Преимущество использования байпаса состоит в том, что это позволяет измерять сдвиговую вязкость независимо от массового расхода продукта в условиях ламинарного потока (при числе Рейнольдса Re < 2300) и, таким образом, измерять сдвиговую вязкость в соответствии со способом измерения дифференциального перепада давления.
Предпочтительно сдвиговую вязкость (η) пастообразного продукта определяют с помощью следующих стадий:
b1) обеспечения постоянного расхода подачи пастообразного продукта при условиях ламинарного потока;
b2) определения массового расхода пастообразного продукта;
b3) подачи пастообразного продукта на измеритель перепада давления и определения перепада давления;
b4) вычисления сдвиговой вязкости (η) пастообразного продукта на основе массового расхода в ламинарных условиях, определенного на стадии b2), перепада давления, определенного на стадии b3), и известной плотности продукта.
Если стадию b) выполняют в байпасе, вычисления на стадии b4) учитывают также массовый расход байпасной линии.
Предпочтительно определяют перепад давления на стадии b3) в соответствии со способом измерения дифференциального перепада давления.
Этот способ обеспечивает регистрацию в режиме реального времени сдвиговой вязкости продуктов, например кофе и молочных продуктов, перед атомизацией, обладающих конкретными характеристиками продукта, такими как высокая вязкость (1-300 мПа⋅с) и разжижение при сдвиге потока (определение 2-го плато ньютоновской вязкости (η)). Полученная в режиме реального времени информация о сдвиговой вязкости необходима для работы с управляемой распылительной насадкой в режиме реального времени, чтобы определить оптимальную конфигурацию атомизатора и выдать предупреждение в случае достижения проектного предела. Таким образом, способ измерения дифференциального перепада давления в режиме реального времени позволяет калибровать сдвиговую вязкость для ньютоновских и, в частности, неньютоновских текучих сред, разжижающихся при сдвиге, на основе лабораторных реометров.
Другие способы измерения сдвиговой вязкости занижают либо завышают предварительно заданные значения сдвиговой вязкости молочных и питательных продуктов (посредством лабораторного реометра). В частности, для текучих сред, разжижающихся при сдвиге, частотный способ измерения, способ измерения на основе силы Кориолиса и способ с использованием кварцевых вискозиметров не позволяют определить 2-е плато ньютоновской вязкости для текучих сред, разжижающихся при сдвиге, из-за отсутствия информации о применимом поле течения для конкретного способа (и, следовательно, неизвестных скоростях сдвига).
Таким образом, способ измерения дифференциального перепада давления сделал возможной регистрацию в режиме реального времени так называемого второго плато ньютоновской вязкости у пищевых неньютоновских текучих сред и позволил, таким образом, осуществлять калибровку по предварительно определенным реограммам сдвиговой вязкости продукта, полученным путем лабораторных реометрических измерений.
В соответствии со вторым аспектом изобретения задача, относящаяся к аппарату для распылительной сушки, решается с помощью характеристик по п. 7.
Аппарат для распылительной сушки в соответствии с изобретением обеспечивает встроенное средство для контроля размера распыленных капель во время распылительной сушки. Качество распыления можно оценить с точки зрения распределения размера капель и соответствующего среднего диаметра капель, то есть диаметра Саутера D32.
Распылительная сушка в соответствии с изобретением позволяет достичь следующих основных производственных целей: обеспечить минимальный диаметр Саутера для наиболее быстрого и равновесного испарения воды, оптимальную агломерацию порошка для поддержания постоянного качества порошка, равновесное распределение частиц порошка по размерам для поддержания постоянного качества порошка, исключить подгорание частиц для поддержания постоянного качества порошка, добиться минимального загрязнения стенки порошком и, как следствие, уменьшить риск засорения порошком рожка, канала или транспортирующей трубы, свести к минимуму загрязнение распылительной насадки и повысить безопасность сушильной машины за счет устранения капельного подтекания и устранения подгорания частиц.
В соответствии с третьим аспектом изобретения предлагается распылительное насадочное устройство, которое содержит средство для регулирования геометрической формы вихревой камеры насадки на основе параметров процесса распылительной сушки, таких как массовый расход при распылении, давление распыления, и параметров продукта, таких как плотность продукта, сдвиговая вязкость продукта, причем параметры можно получить или оценить в режиме реального времени во время процесса распылительной сушки с применением способа настоящего изобретения.
Таким образом, можно регулировать геометрическую форму насадки в режиме реального времени на основе параметров, определяющих выход процесса и качество полученного продукта. Дополнительно это позволяет уменьшить время незапланированного простоя аппарата для распылительной сушки, снабженного распылительным насадочным устройством в соответствии с изобретением, из-за существенного сокращения времени очистки благодаря минимизации загрязнения оборудования.
Насадочное устройство может быть обеспечено электроприводом, регулирующим геометрическую форму вихревой камеры, причем привод является контролируемым устройством управления на основе параметров процесса распылительной сушки и параметров продукта, как было упомянуто выше.
Для изменения геометрии вихревой камеры в соответствии с преимущественным вариантом осуществления изобретения устройство содержит плунжер для регулирования объема вихревой камеры насадки.
Путем перемещения плунжера в вихревую камеру насадки и из нее с помощью электропривода осуществляется регулировка высоты вихревой камеры насадки. Таким образом, перемещая плунжер, можно изменять геометрическую форму вихревой камеры насадки в режиме реального времени во время производственного процесса в зависимости от параметров продукта и процесса, как было упомянуто выше.
Перемещение плунжера осуществляется электроприводом, который, в свою очередь, является контролируемым устройством управления, таким как программируемая схема. Эта схема подает управляющие сигналы на электропривод в зависимости от вышеупомянутых параметров.
Для достижения вышесказанного в соответствии с преимущественным вариантом осуществления изобретения электропривод содержит электродвигатель для приведения во вращение выходного вала, причем вращение преобразуется в продольное движение плунжера посредством резьбового зацепления между выходным валом и плунжером. Таким образом достигается механически устойчивая и простая в обращении конфигурация.
В соответствии с вариантом осуществления изобретения обеспечивается соединительная втулка, которая разъемно прикреплена к электроприводу и снабжена продольным каналом, вмещающим с возможностью вращения полый вал, который передает вращательное движение выходного вала электропривода на регулировочный штифт, приводящий плунжер в движение в осевом направлении в вихревую камеру насадки и из нее.
Регулировочный штифт обеспечен продольным каналом с внутренней резьбой, которая зацепляется с наружной резьбой плунжера, так что вращательное движение регулировочного штифта преобразуется в продольное движение подвижного в осевом направлении плунжера.
В соответствии с преимущественным вариантом осуществления изобретения вихревая камера насадки определяется корпусом вихревой камеры, вставленным во внутреннюю камеру корпуса насадки, причем корпус насадки разъемно закреплен на соединительной втулке, упомянутой выше, а корпус вихревой камеры обеспечен канальным отверстием, которое расположено сообразно отверстию для ввода материала продукта в вихревую камеру насадки корпуса вихревой камеры. Такой материал может представлять собой, например, пасту для изготовления молочных и питательных продуктов.
Вихревая камера насадки может быть обеспечена направляющей поверхностью в форме сужающейся спирали для ускорения движения пасты в направлении отверстия насадки, чтобы капли материала выводились с высокой скоростью. Поскольку материал несжимаем, можно изменять угол конуса распылительного рожка и диаметр капель регулируемым перемещением плунжера в пределах вихревой камеры насадки в соответствии с текущими параметрами продукта и процесса, установившимися в процессе изготовления продукта, который требуется получить.
В соответствии с преимущественным вариантом осуществления изобретения отверстие для введения материала в вихревую камеру насадки проходит радиально к продольной оси насадки и материал продукта передается к насадке посредством трубки, соединенной с отверстием.
Для обеспечения базовой модификации выходных характеристик распылительной насадки корпус насадки снабжен разъемно установленной диафрагменной пластиной, так что диаметр отверстия насадки можно изменять, заменяя диафрагменную пластину диафрагменной пластиной другого диаметра.
В соответствии с предпочтительной характеристикой угол конуса распыленного тумана, образованного каплями продукта, и размер капель можно изменять за счет перемещения в осевом направлении плунжера относительно вихревой камеры насадки.
Ниже приводится более подробное описание изобретения с использованием варианта его осуществления и прилагаемых чертежей.
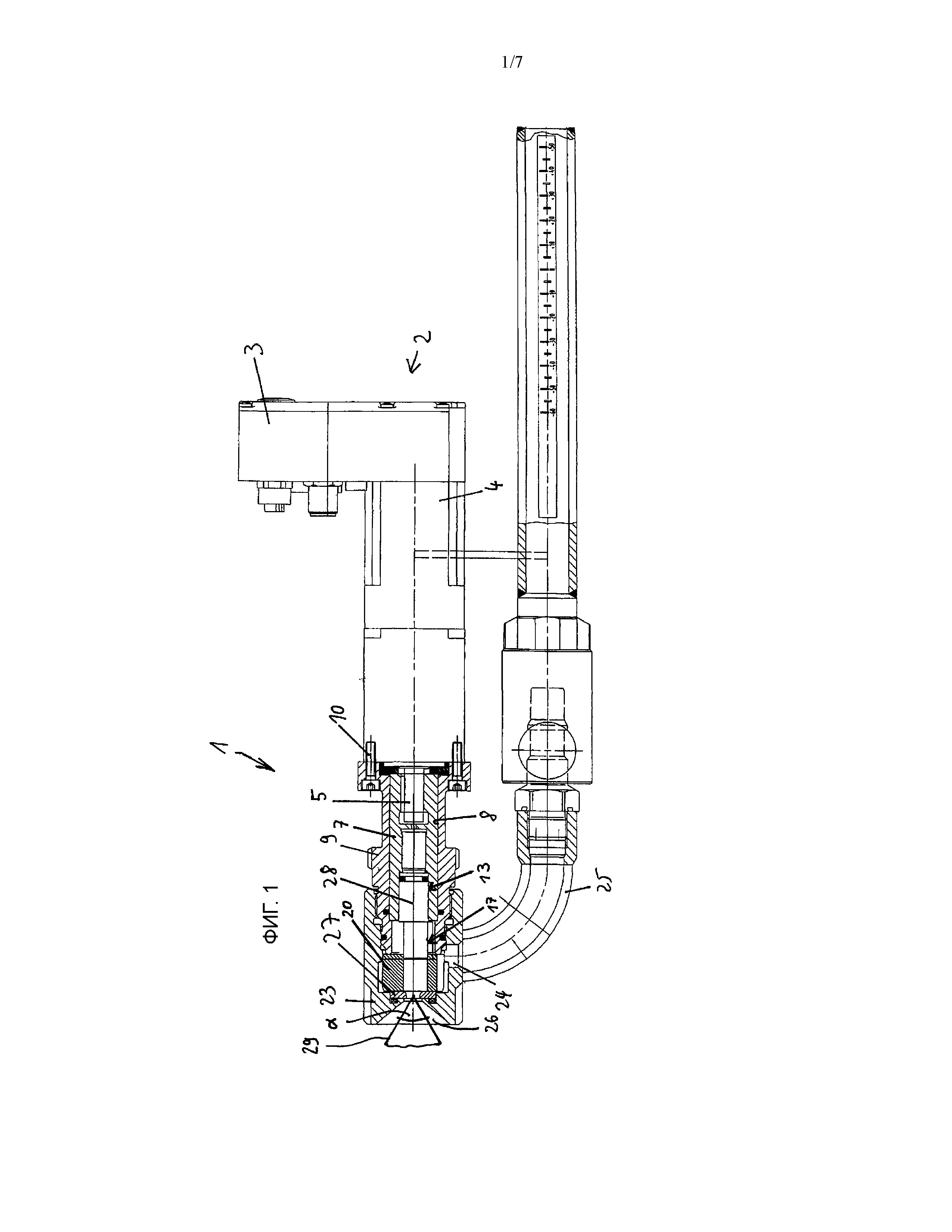
На Фиг. 1 представлен вид сбоку с частичным разрезом варианта осуществления распылительного насадочного устройства в соответствии с изобретением;
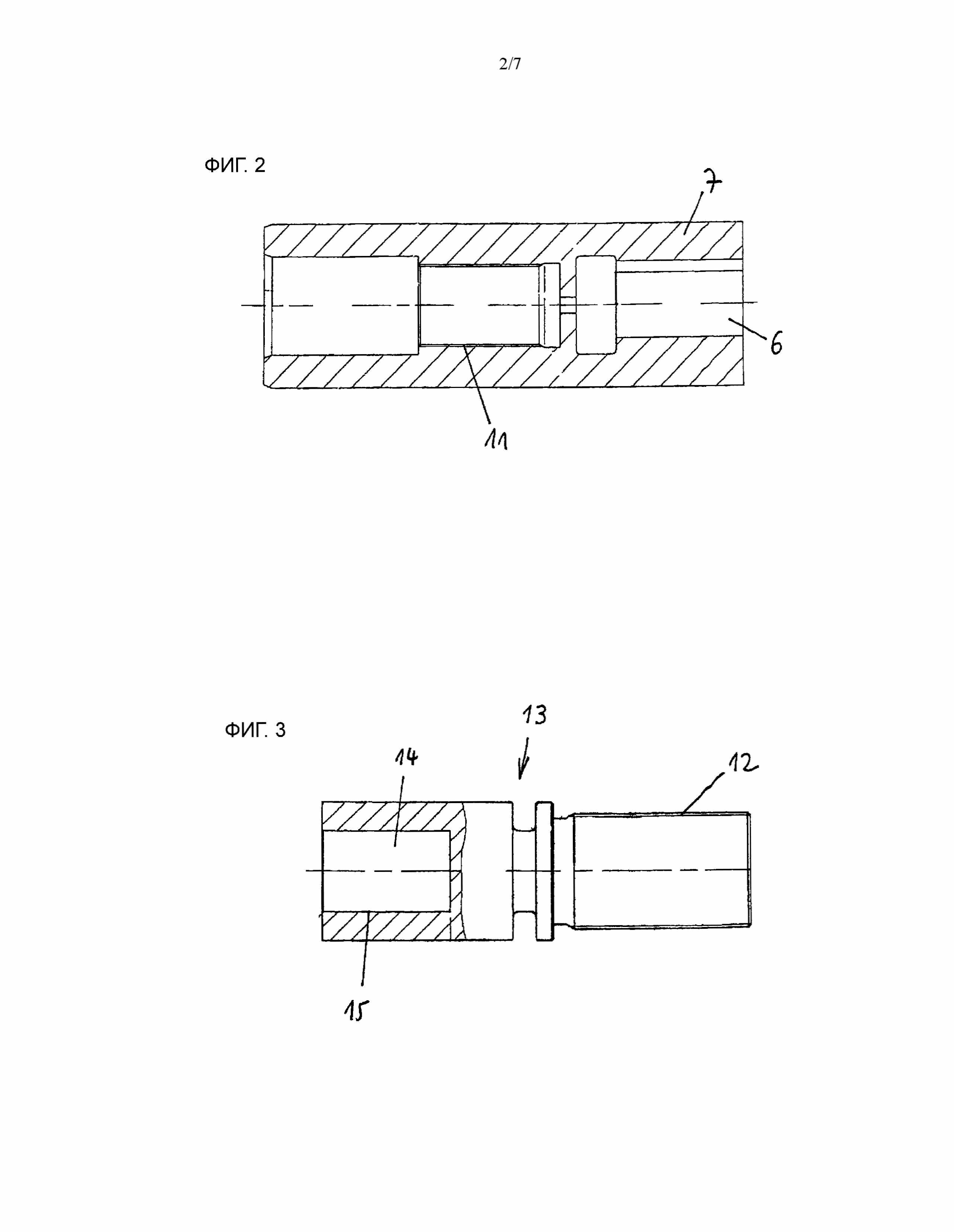
на Фиг. 2 представлен вид в разрезе полого вала распылительного насадочного устройства с Фиг. 1;
на Фиг. 3 представлен вид с частичным разрезом регулировочного штифта;
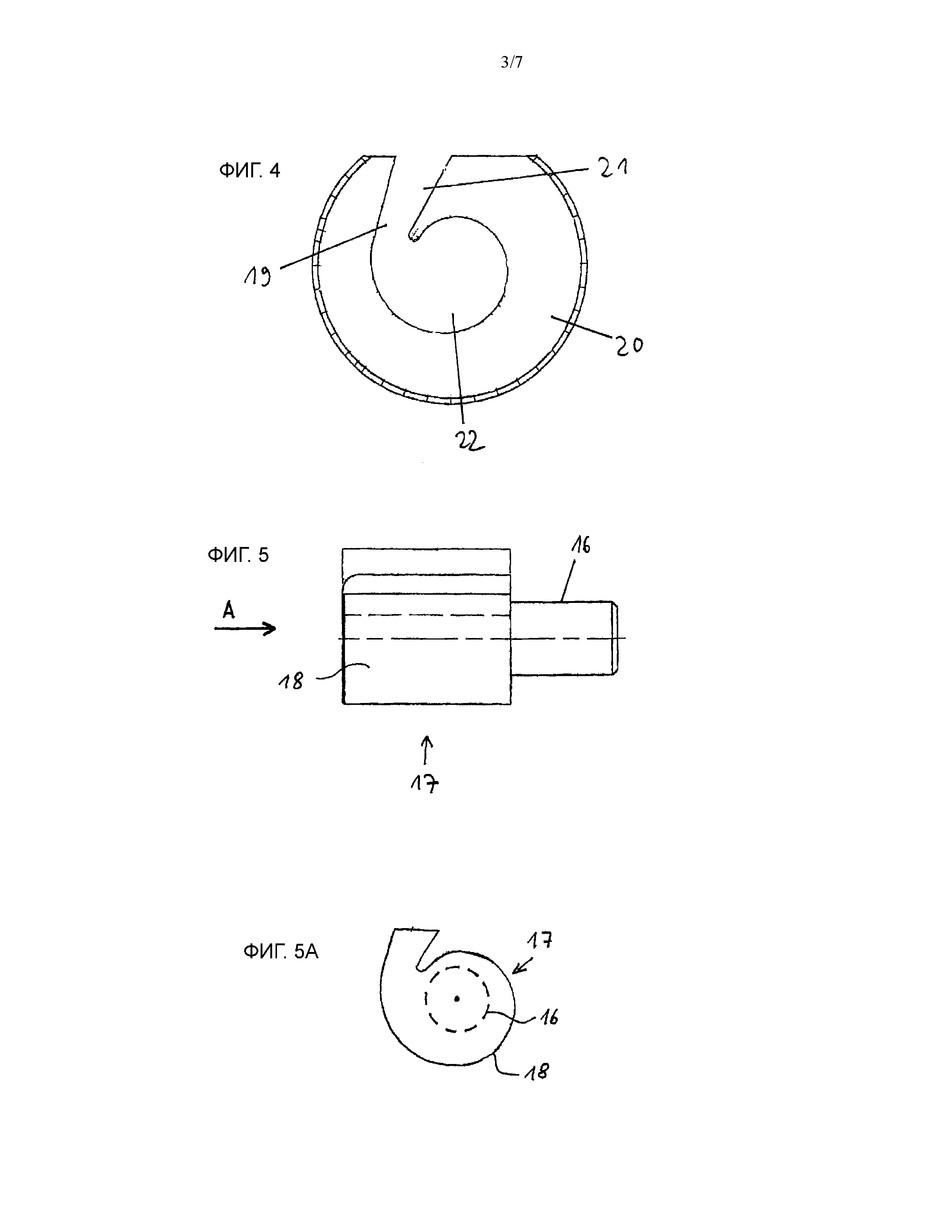
на Фиг. 4 представлен вид спереди корпуса вихревой камеры распылительного насадочного устройства с Фиг. 1;
на Фиг. 5 и 5A представлены вид сбоку и вид спереди (в направлении стрелки А) плунжера распылительного насадочного устройства с Фиг. 1;
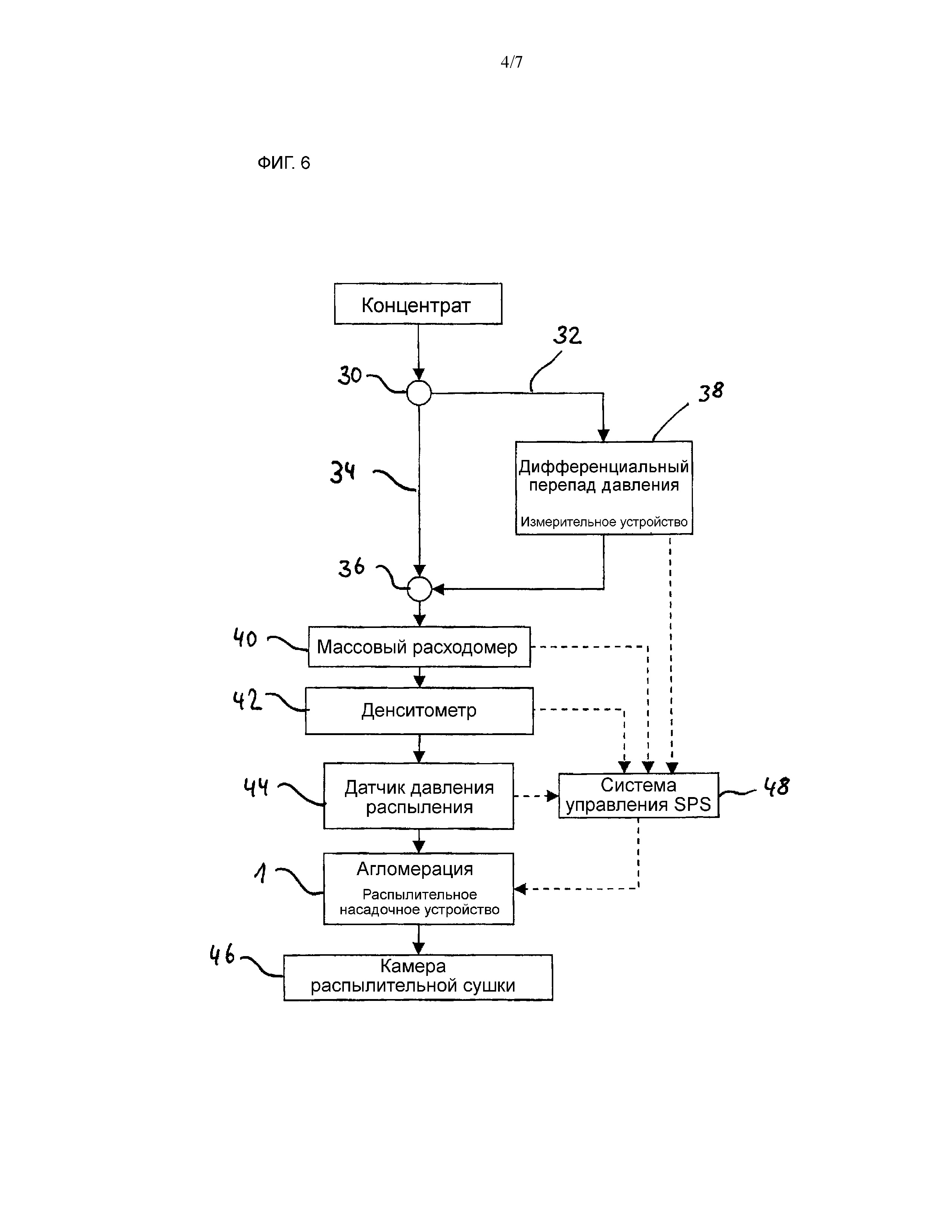
на Фиг. 6 представлена блок-схема способа контроля процесса в соответствии с изобретением;
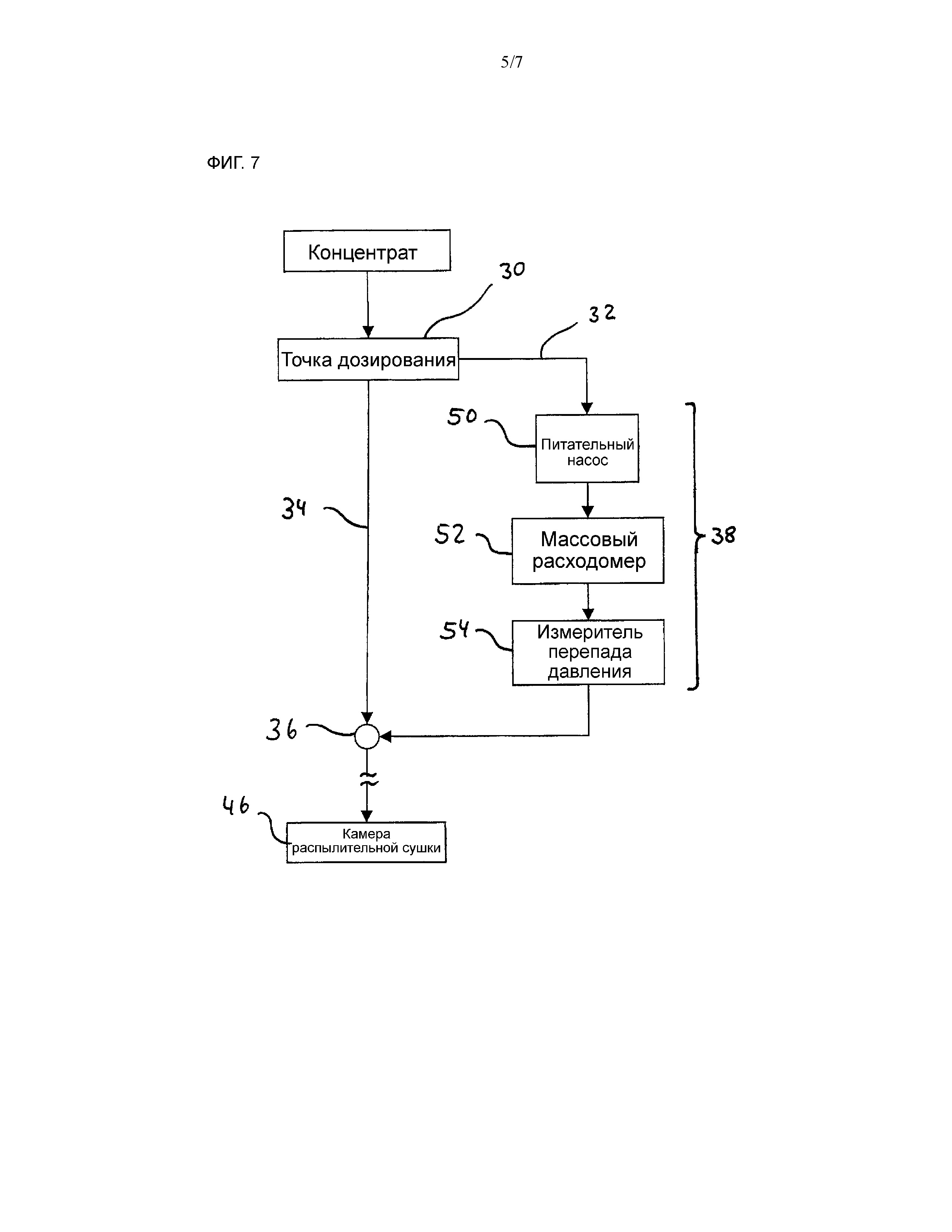
на Фиг. 7 представлена блок-схема способа измерения дифференциального перепада давления;
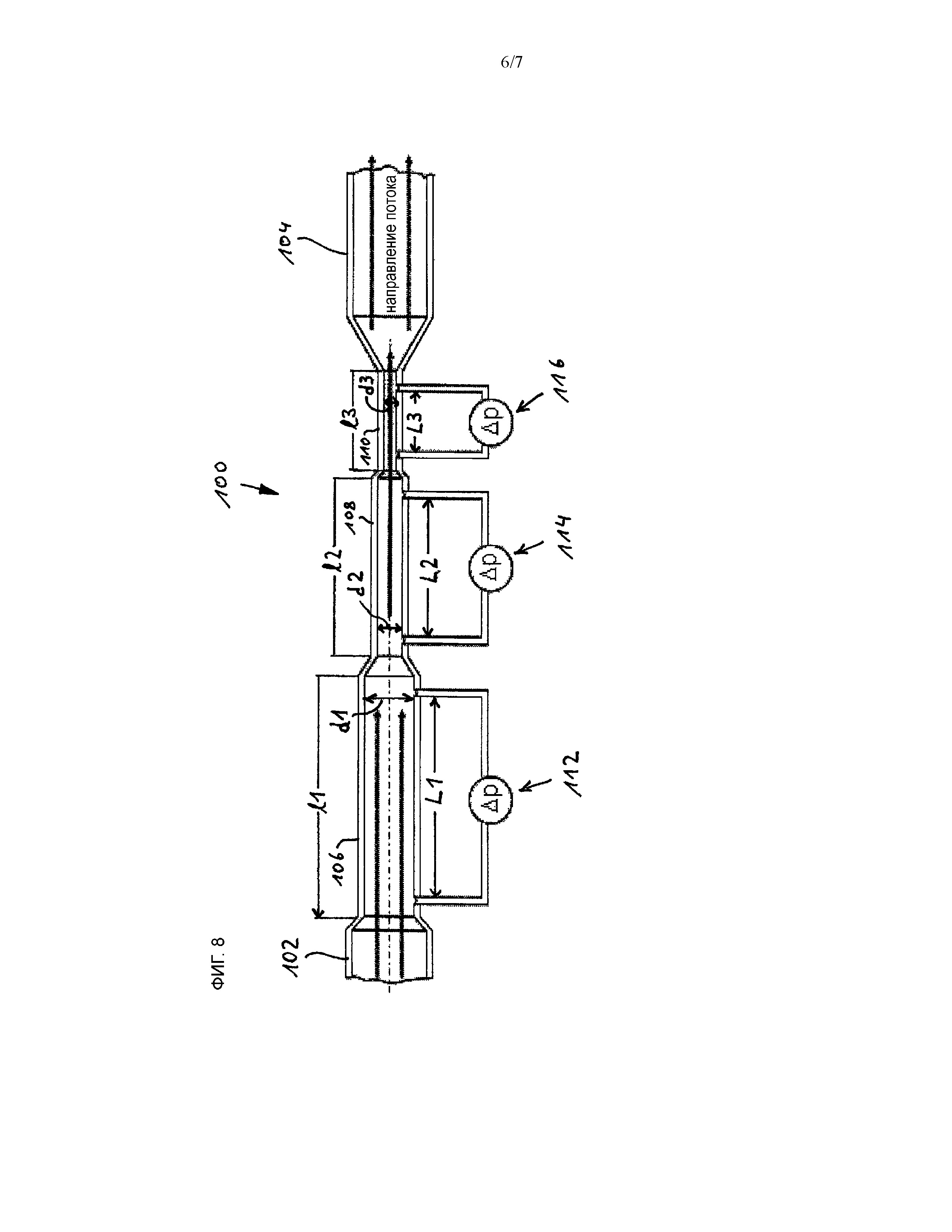
на Фиг. 8 представлен принцип работы измерительного устройства для способа измерения дифференциального перепада давления; и
на Фиг. 9 представлен пример безразмерной корреляции между размером капель на распылителе и параметрами геометрической формы, процесса и продукта.
Распылительное насадочное устройство 1 в соответствии с Фиг. 1 содержит электропривод 2, обеспеченный интерфейсом (таким как интерфейс Profibus) и источником питания (например, источником питания на 24 В постоянного тока) в 3 и электродвигателем 4, включающим передачу, соединенную с 3.
Электродвигатель 4 приводит во вращение выходной вал 5. Выходной вал 5 проходит в продольный внутренний канал 6 полого вала 7, который более подробно представлен на Фиг. 2.
Полый вал 7 установлен с возможностью вращения в продольном внутреннем канале 8 соединительной втулки 9, которая может быть прикреплена к корпусу передачи 4 болтами 10.
Внутренний канал 6 полого вала 7 снабжен внутренней резьбой 11, которая может быть введена в резьбовое зацепление с наружной резьбой 12, обеспеченной на концевой части регулировочного штифта 13, более подробно показанного на Фиг. 3, который может быть вставлен во внутренний канал 6 полого вала 7.
Напротив концевой части 12 с резьбой регулировочного штифта 13 обеспечена приемная секция регулировочного штифта 13, которая образована внутренним каналом 14, снабженным внутренней резьбой 15.
Внутренняя резьба 15 регулировочного штифта 13 служит для введения в резьбовое зацепление с наружной резьбой 16 плунжера 17, более подробно показанного на Фиг. 5 и 5A.
Как видно на Фиг. 5 и 5A, плунжер 17 содержит секцию 18 наружной кольцевой поверхности с поперечным сечением спиральной формы, соответствующую по форме и размеру приемной секции 19 корпуса 20 вихревой камеры, размещенного в корпусе 23 насадки, которая установлена на соединительной втулке 9, как показано на Фиг. 4.
Корпус 20 вихревой камеры содержит боковой или тангенциальный входной канал 21 для ввода пастообразного материала или т. п. в вихревую камеру 22 насадки корпуса 20 вихревой камеры.
Материал, подлежащий перемещению через входной канал 21 в вихревую камеру 22 насадки, может поступать в корпус 23 насадки через первое отверстие 24 или входное отверстие, которое проходит радиально к общей продольной оси 28 корпуса 23 насадки и соединительной втулки 9. С этой целью предусмотрена трубка 25, соединенная с первым отверстием 24 корпуса 23 насадки, определяющим входное отверстие устройства 1.
Паста или пастообразный материал, подаваемый в корпус 23 насадки через трубку 25, поступает в корпус 23 насадки через первое отверстие 24 и далее поступает в вихревую камеру 22 насадки через входной канал 21.
Вихревая камера 22 насадки снабжена проходящим в осевом направлении сквозным отверстием, имеющим внутренний участок кольцевой поверхности с поперечным сечением спиральной формы, образующий таким образом направляющую поверхность в форме геликоидальной спирали, которая служит для ускорения движения материала в направлении второго отверстия 26 или отверстия насадки корпуса 23 насадки, образующего выпускное отверстие устройства 1. Между осевым выходом вихревой камеры 22 насадки и вторым отверстием 26 имеется диафрагменная пластина 27; с помощью этой диафрагменной пластины 27 можно, по существу, регулировать угол раскрытия распылительного рожка.
На Фиг. 1 показан плунжер 17, закрывающий первое отверстие 24. Электродвигатель 4 приводит полый вал 7 во вращение и, таким образом, вызывает вращение регулировочного штифта 13 вокруг его продольной оси. Плунжер 17 соединен с внутренней резьбой 15 регулировочного штифта 13 через наружную резьбу 16 и может осуществлять только поступательное движение относительно корпуса 20 вихревой камеры вдоль продольной оси 28 плунжера 17, но не может вращаться относительно корпуса 20 вихревой камеры. Таким образом, вращение регулировочного штифта 13 преобразуется в осевое перемещение плунжера 19 относительно корпуса 20 вихревой камеры.
За счет этого перемещения плунжера 18 можно изменять осевую ширину первого отверстия 24 и геометрическую форму вихревой камеры 22 насадки. Поскольку контроль электропривода 2 осуществляется на основе параметров процесса и продукта, которые, в свою очередь, получают или оценивают в режиме реального времени в процессе изготовления получаемого порошка, контроль осуществляется в режиме реального времени в процессе производства порошка. Для достижения этого результата схема управления обеспечивает электропривод 2 сигналами, под действием которых плунжер 17 перемещается аксиально в направлении продольной оси 28, как показано на Фиг. 1. Благодаря этому перемещению плунжера 17 размер распыленных капель подлежащего распылению материала можно регулировать в сторону минимального диаметра Саутера, возможного для данного набора входных параметров. Перемещение плунжера не является единственным средством регулировки размеров вихревой камеры. Как пример, стены камеры могут быть подвижными.
Измерение этих входных параметров в режиме реального времени во время процесса изготовления порошка в соответствии со способом изобретения позволяет регулировать размер капель в режиме реального времени в сторону минимально возможного диаметра Саутера и, таким образом, позволяет учитывать полный диапазон вязкостей распыляемых материалов в ходе процесса изготовления получаемого порошка.
Пастообразный продукт, поступающий в вихревую камеру насадки через входной канал 21, проходит по спиральной траектории благодаря конструкции вихревой камеры насадки, имеющей поперечное сечение спиральной формы в объединенном окружном и аксиальном направлении к отверстию 26 насадки. Эта конструкция ускоряет движение потока пастообразного продукта в вихревой камере насадки при условии, что массовый расход пастообразного продукта является постоянным. Пастообразный продукт выходит из распылительной насадки через диафрагменную пластину 27 и отверстие 26 насадки в виде конусообразной пленки 29 с углом конусности а, при этом пленка 29 распыляется в виде капель, образующих распыленный туман. Угол конусности а прямо пропорционален скорости перемещения пастообразного продукта через отверстие 26 насадки, то есть чем выше скорость перемещения, тем больше угол конусности и тем меньше размер капель.
При угле конусности α, равном 0°, атомизация не осуществляется, а в реализованном примере при угле конусности α, равном 100°, образовывались капли с диаметром Саутера D32 = 30 мкм. Чем шире угол конусности а, тем меньше становятся капли, т.е. размер капель можно контролировать с помощью угла конусности а и, следовательно, скорости перемещения пастообразного продукта через отверстие 26 насадки.
На Фиг. 6 представлена блок-схема способа контроля процесса в соответствии с настоящим изобретением. Пастообразный продукт, который на Фиг. 6 обозначен как «концентрат», доставляется в точку 30 дозирования, где часть потока пастообразного продукта отводится в байпасную линию 32. Большая часть потока пастообразного продукта направляется в основную линию 34 пастообразного продукта. Байпасная линия 32 снова вливается в основную линию 34 пастообразного продукта на узле 36 соединения линий, расположенном за устройством 38 измерения дифференциального перепада давления, обеспеченным на байпасной линии 32.
Ниже по потоку за узлом 36 соединения линий на основной линии пастообразного продукта обеспечиваются массовый расходомер 40, денситометр 42 и датчик 44 давления распыления. Ниже по потоку за датчиком 44 давления распыления основная линия 34 пастообразного продукта входит в распылительное насадочное устройство 1, показанное на Фиг. 1, через трубку 25. Пастообразный продукт, поданный в распылительное насадочное устройство 1, затем распыляется в камере 46 распылительной сушки.
Устройство 38 измерения дифференциального перепада давления определяет скорость сдвига и сдвиговую вязкость η пастообразного продукта, подаваемого в распылительную насадку. Данные скорости сдвига и сдвиговой вязкости η поступают с устройства 38 измерения дифференциального перепада давления на устройство управления (система управления SPS) 48. Аналогично на устройство управления 48 также подаются значения массового расхода Qm пастообразного продукта, определенного массовым расходомером 40, плотности ρ пастообразного продукта, определенной денситометром 42, и давления P распыления пастообразного продукта, определенного датчиком 44 давления распыления.
Устройство управления 48 содержит компьютер, который вычисляет выходной управляющий параметр на основе вышеуказанных данных, подаваемых в устройство управления 48, и на основе известных параметров геометрической формы распылительной насадки, сохраненных в памяти устройства управления 48. Выходной управляющий параметр подается на распылительное насадочное устройство 1, чтобы регулировать расчетное положение поршня 17 вихревой камеры насадки для получения желаемого объема вихревой камеры насадки.
Приведенные ниже уравнения 1-7 описывают порядок решения для контроля положения плунжера (обозначается hsc) на основе изменения сдвиговой вязкости η пастообразного продукта.
Соответственно, этот порядок решения применяется для изменения массового расхода Qm и плотности ρ пастообразного продукта.
Универсальная зависимость массового расхода от потока под давлением через вихревую насадку:

Соотношение между давлением P распыляемого вещества и осевым положением плунжера (обозначенным как hsc) получают, например, по изменению сдвиговой вязкости с η old на η new:

Разрешив для отношения давлений распыления, получим:

Чтобы найти прямую связь между положением плунжера hsc и сдвиговой вязкостью η, нужно найти отношение давлений распыления из другого уравнения, см. уравнения 4-6 ниже:
Универсальная зависимость размера распыленных капель от давления распыления на вихревой насадке:

И в этом случае можно получить отношение давлений распыления при соблюдении условий согласованности, что D32-global-old и D32-global-new остаются постоянными:
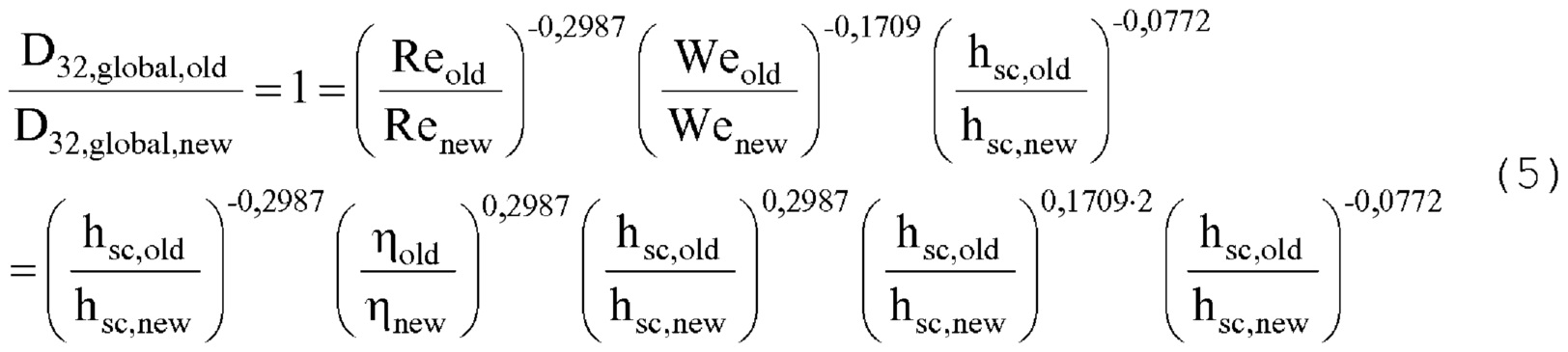
И, следовательно, решение для контроля высоты плунжера hsc,new на основе текущего положения hsc,old выглядит как:

Объединив уравнения 3 и 6, получим решение для контроля давления распыления:

На Фиг. 7 представлена блок-схема способа измерения дифференциального перепада давления, реализованного с применением устройства 38 измерения дифференциального перепада давления. В байпасной линии 32 ниже точки 30 дозирования обеспечивается питательный насос 50. Питательный насос 50 создает постоянный расход подачи через устройство 38 измерения дифференциального перепада давления, чтобы обеспечить скорости сдвига, которые соответствуют второму плато ньютоновской вязкости. За питательным насосом 50 обеспечен массовый расходомер 52, через который пастообразный продукт по байпасной линии 32 направляется в измеритель 54 перепада давления. Сдвиговую вязкость (η) пастообразного продукта в байпасной линии 32 вычисляют на основе массового расхода, измеренного массовым расходомером 52, известной плотности пастообразного продукта и перепада давления, измеренного измерителем 54 перепада давления. Это вычисление производится компьютером (не показан) устройства 38 измерения дифференциального перепада давления либо соответствующие данные подаются в устройство управления 48, а сдвиговая вязкость η вычисляется компьютером устройства управления 48. Чтобы принять во внимание тот факт, что перепад давления измеряется в байпасной линии 32, массовый расход байпасной линии регулируют питательным насосом 50 до тех пор, пока не будет достигнуто такое значение скорости сдвига, при которой можно измерить второе плато ньютоновской вязкости с помощью измерителя 54 перепада давления в условиях ламинарного потока.
В настоящем примере в точке 30 дозирования расход байпасной линии регулируют так, чтобы поддерживать гидродинамическое давление в байпасной линии < 2 МПа (< 20 бар) в условиях ламинарного потока, т. е. поддерживать расходы < 1000 кг/ч.
На Фиг. 8 представлен принцип работы измерительного устройства (измеритель перепада давления) для способа измерения дифференциального перепада давления при определении второго плато ньютоновской вязкости по трем независимым значениям перепада давления при трех различных значениях скорости сдвига.
Измеритель 100 перепада давления содержит трубку, имеющую впускную секцию 102 для текучей среды, выпускную секцию 104 для текучей среды и три секции 106, 108, 110 для измерения перепада давления, обеспеченные между впускной секцией 102 и выпускной секцией 104. Первая секция 106 для измерения перепада давления, которая находится вблизи впускной секции 102, имеет первый внутренний диаметр d1 и первую осевую длину l1. Первый измеритель 112 дифференциального давления, измеряющий первый перепад давления Δp1, соединен с первой секцией 106 для измерения перепада давления общеизвестным способом, при этом осевое расстояние L1 между двумя отверстиями для измерения статического давления в стенке первой секции 106 для измерения перепада давления, по существу, равно длине l1 первой секции 106 для измерения перепада давления.
Вторая секция 108 для измерения перепада давления обеспечивается ниже по потоку относительно первой секции 106 для измерения перепада давления. Внутренний диаметр d2 второй секции 108 для измерения перепада давления меньше, чем диаметр d1 первой секции для измерения перепада давления. Длина l2 второй секции 108 для измерения перепада давления меньше, чем длина первой секции 106 для измерения перепада давления. Вторая секция 108 для измерения перепада давления содержит второй измеритель 114 дифференциального давления, измеряющий второй перепад давления Δp2, в котором расстояние L2 между двумя отверстиями для измерения статического давления в стенке второй секции 108 для измерения перепада давления меньше, чем расстояние L1 первого измерителя 112 дифференциального давления.
Третью секцию 110 для измерения перепада давления обеспечивают ниже по потоку относительно второй секции 108 для измерения перепада давления, и третья секция 110 для измерения перепада давления открывается в выпускную секцию 104. Внутренний диаметр d3 третьей секции 110 для измерения перепада давления меньше, чем диаметр d2 второй секции 108 для измерения перепада давления, а длина l3 третьей секции для измерения перепада давления меньше, чем длина l2 второй секции для измерения перепада давления. Третья секция 110 для измерения перепада давления содержит общеизвестным способом третий измеритель 116 дифференциального давления, измеряющий третий перепад давления Δp3. Расстояние L3 между двумя отверстиями для измерения статического давления в стенке третьей секции 110 для измерения перепада давления меньше, чем расстояние L2 второго измерителя 114 дифференциального давления.
Измеритель 100 дифференциального перепада давления позволяет регистрировать три независимых показания перепадов давления с первого, второго и третьего измерителей дифференциального перепада давления. За счет применения этих трех последовательно расположенных датчиков дифференциального перепада давления один массовый расход создает три увеличивающиеся скорости сдвига возле стенок по мере уменьшения диаметра трубки.
Приведенное ниже уравнение 8 используется для вычисления сдвиговой вязкости η для ламинарных потоков в трубках (Re < 2300) и применимо ко всем 3 дифференциальным давлениям Δp1, Δp2 и Δp3 (соответственно, измеренным в точках 112, 114 и 116, Фиг. 8) после подстановки в уравнение 8 Δpi и соответствующих размеров трубки (Ri и Li):
Только если сдвиговая вязкость η i равна (η 1 = η 2 = η 3) при всех 3 дифференциальных давлениях и определено 2-е плато ньютоновской сдвиговой вязкости, которое используется, например, в уравнениях 1 и 7 и т. п.

где используются следующие определения символов:
Ri: радиус трубки (R1, R2 и R3) в [м];
Δpi: перепад давления в трубке (Δp1, Δp2 и Δp3) в [Па];
ρ: плотность продукта в [кг/м3]4
Qm: массовый расход в [кг/с];
Li: длина трубки (L1, L2 и L3) в [м].
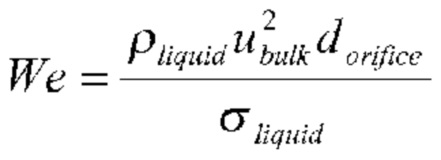
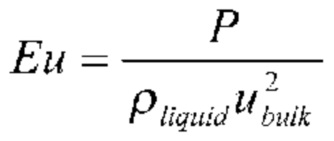
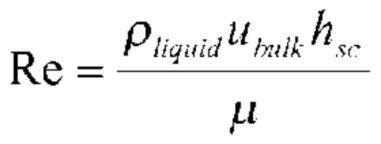
На Фиг. 9 представлен пример безразмерной корреляции между размером капель на распылителе и параметрами геометрической формы, процесса и продукта. Размер капель D32, global представляет собой диаметр Саутера распыленных капель. Безразмерные число Вебера We и число Эйлера Eu отражают четыре входных параметра процесса: массовый расход при распылении Qm, статическое давление распыления P, плотность ρ продукта и сдвиговую вязкость η продукта. Геометрическая форма распылительной насадки описывается параметрами hsc, dsc, dor и bch. Эти сокращения расшифровываются ниже в таблице 1.
Диаметр Саутера D32, global измеряли фазово-доплеровской анемометрией (ФДА) капель, распыленных распылительным насадочным устройством.
Измеренный диаметр Саутера D32, global был скоррелирован с соответствующими параметрами геометрической формы, процесса и продукта, которые варьировались в ходе ФДА-измерений для достижения корреляции, как показано на Фиг. 9.
Таблица 1. Сокращения и формулы
|
Настоящее изобретение не следует рассматривать как ограниченное приведенным и описанным выше вариантом осуществления, и в него могут быть внесены различные изменения и комбинации характеристик без отклонения от существа приведенной ниже формулы изобретения.
Способ производства сбивных конфет
Сменный элемент с пищевым веществом для автоматического дозирующего устройства, автоматическое дозирующее устройство и устройство для автоматической выдачи напитков или соуса
Замороженный взбитый кондитерский продукт, содержащий рисунки, способ и устройство для его изготовления
Пищевой продукт
Лактат-цитратный кальциевый комплекс (варианты), лактат-цитратный калиево-кальциевый комплекс (варианты), способ получения лактат-цитратного кальциевого комплекса, обогащенный кальцием пищевой продукт и способ его получения
Способ изготовления слоистого пищевого изделия, слоистое пищевое изделие, изготовленное этим способом, и устройство для осуществления способа
Состав молочной смеси, способ его получения и молочная смесь, содержащая его (варианты)
Смесь пальмоядровых масел, съедобный пищевой продукт (варианты) и композиция заменителя шоколада (варианты)
Способ получения вкусовых концентратов и их применение
Твердая бульонная таблетка и способ ее производства
Улучшенная питательная композиция с особыми жировыми частицами, предназначенная специально для младенцев
Распылительное насадочное устройство для распылительной сушки
Способ непрерывного измерения сдвиговой вязкости пастообразного продукта
Способ обработки материала сладкой молочной сыворотки, содержащего cgmp, и соответствующий способ получения белкового материала, имеющего заданное соотношение триптофан/треонин
Способ обработки сладкой молочной сыворотки с получением белкового материала, пригодного для приготовления гипоаллергенных детских смесей

