Результат интеллектуальной деятельности: ДЕТАЛЬ АВИАЦИОННОГО ДВИГАТЕЛЯ, ВКЛЮЧАЮЩАЯ ПОКРЫТИЕ ДЛЯ ЗАЩИТЫ ОТ ЭРОЗИИ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ДЕТАЛИ
Вид РИД
Изобретение
Настоящее изобретение относится к общей области покрытий для защиты от эрозии. Более конкретно, изобретение относится к детали авиационного двигателя, на которую нанесено покрытие для защиты от эрозии.
При работе двигатели самолета или вертолета засасывают большие количества воздуха. Засосанный воздух затем сжимается, чтобы подаваться в камеру сгорания в качестве окислителя. Воздух может нести частицы с большей или меньшей твердостью, которые наталкиваются на стационарные или подвижные детали внутри двигателя. Таким образом, детали, испытывающие удары таких частиц с высокой скоростью, могут претерпевать изменение своих форм в результате эрозии, которая может приводить к выходу двигателя из строя.
Известно применение песочных фильтров, в особенности в двигателях вертолетов, чтобы сократить присутствие частиц в двигателе. Тем не менее, такие фильтры не препятствуют проходу через них малого количества частиц, которого достаточно для повреждения деталей двигателя при долговременном воздействии.
Также известно применение противоэрозионных покрытий, которые осаждаются на детали двигателя, которые подвержены эрозии. Например, известно осаждение нитридов металлов (типа TiN, TiAlN, AlCrN, и т.д.) на деталь методами физического осаждения из паровой фазы (PVD) или химического осаждения из паровой фазы (CVD). Тем не менее, такие покрытия, как правило, не выдерживают в достаточной мере температуры, необходимые для изготовления детали, и способы, используемые для формирования таких покрытий, не обеспечивают возможности нанесения покрытий на детали, которые имеют сложную форму.
Также известно осаждение на металлические детали покрытия на основе шестивалентного хрома способом электроосаждения. Таким способом можно наносить покрытия на детали, которые имеют сложную форму. Тем не менее, такие покрытия, как правило, не имеют достаточной твердости для вышеуказанных вариантов применения, чтобы противостоять эрозии.
Патентный документ GB 2 180 558 раскрывает способ изготовления покрытия на основе хрома, который включает стадию осаждения хрома и карбидов хрома Cr3С2 на деталь из металлического сплава плазменным напылением, и стадию термической обработки покрытия в течение времени с длительностью свыше 200 часов (ч). Этот способ непригоден для обработки деталей со сложными формами, и его недостатком является то, что он занимает много времени, в частности, вследствие длительной продолжительности термической обработки.
Поэтому существует потребность в получении детали авиационного двигателя, на которую нанесено покрытие для защиты от эрозии, которая не имеет вышеупомянутых недостатков, и также в создании способа изготовления такой детали.
Задача и сущность изобретения
Тем самым основной задачей настоящего изобретения является устранение указанных недостатков предшествующего уровня техники и создание детали авиационного двигателя с нанесенным покрытием для защиты от эрозии, которая обеспечивает устойчивость к эрозии, которая является удовлетворительной в условиях эксплуатации авиационного двигателя, и которая может быть изготовлена простым путем, даже когда деталь имеет сложную форму.
Эта задача решается посредством разработки способа изготовления детали авиационного двигателя, включающей по меньшей мере металлическую подложку и защитное покрытие для защиты от эрозии, которое присутствует на подложке, причем покрытие включает по меньшей мере одну фазу, содержащую по меньшей мере хром с содержанием, превышающим или равным 45 ат.%, и углерод с содержанием, варьирующим в диапазоне от 5 ат.% до 20 ат.%, причем указанная фаза содержит карбиды хрома Cr7С3 и Cr23С6.
Присутствие карбидов хрома Cr7С3 и Cr23С6 в покрытии благоприятным образом содействует значительному улучшению устойчивости покрытой детали к эрозии. Как подробно описано ниже, такие карбиды хрома образуются в результате проведения термической обработки покровной композиции на основе хрома и углерода, которая сформирована на подложке. Таким образом, в изобретении проведение термической обработки служит для упрочнения покрытия, которое было образовано осаждением карбидов Cr7С3 и Cr23С6. Такой эффект является неожиданным в той мере, насколько это является общепринятым при использовании покрытий на основе хрома согласно прототипу, где проведение термической обработки после осаждения на деталь проявляется в значительном снижении твердости покрытия.
Таким образом, согласно изобретению, выбор для получения на подложке хромо-углеродного отложения, которое присутствует с конкретным содержанием углерода, благоприятным образом содействует, после термической обработки, формированию содержащего карбиды хрома Cr7С3 и Cr23С6 покрытия, которое проявляет хорошую устойчивость к эрозии в среде авиационного двигателя, и также хорошую адгезию к нижележащей подложке. Присутствие карбидов Cr7С3 и Cr23С6 может быть выявлено, в частности, методом рентгеновской дифракции (XRD). Содержание углерода в атомных процентах в покрытии должно превышать 5%, чтобы сформировать карбиды Cr7С3 и Cr23С6, которые достаточны для значительного повышения твердости покрытия. Тем не менее, такое содержание углерода должно составлять менее 20%, во избежание ухудшения механической прочности покрытия.
Покрытие на детали согласно изобретению может благоприятным образом проявлять высокую твердость, например, свыше 1500 по шкале Виккерса (HV). Следует заметить, что покрытие также может содержать кислород в пропорциях, которые зависят от способа изготовления покрытия.
Покровная фаза предпочтительно имеет содержание хрома в атомных процентах, варьирующее в диапазоне от 48% до 58%, и содержание углерода в атомных процентах, варьирующее в диапазоне от 8% до 18%.
Покровная фаза может включать хром с содержанием в атомных процентах в диапазоне от 45% до 80%, и углерод с содержанием в атомных процентах в диапазоне от 5% до 20%. Необязательно, покровная фаза может включать кислород с содержанием в атомных процентах, варьирующим в диапазоне от 15% до 40%, и, возможно, также другие элементы с содержанием в атомных процентах, меньшим или равным 4%, и действительно варьирующим в диапазоне от 0,5% до 4%.
В одном варианте исполнения покровная фаза может содержать углерод с содержанием в атомных процентах, варьирующим в диапазоне от 12% до 18%.
В одном варианте исполнения покровная фаза может содержать хром с содержанием в атомных процентах, варьирующим в диапазоне от 45% до 55%, например, в диапазоне от 48% до 52%.
В одном варианте исполнения хром представляет собой единственный металлический элемент в покровной фазе.
Кроме того, покрытие предпочтительно включает металлические частицы и/или керамические частицы. В дополнение, объемное содержание в покрытии металлических частиц и/или керамических частиц может составлять менее 20%, или может варьировать в диапазоне от 5% до 15%. В качестве примера, такие металлические частицы могут представлять собой частицы вольфрама или никеля, предпочтительно вольфрама, поскольку он является более тяжелым и более жестким. В порядке примера, такие керамические частицы могут представлять собой частицы оксида алюминия или оксида циркония. Частицы предпочтительно диспергированы в покровной фазе, содержащей хром и углерод, причем указанная фаза тогда действует как матрица для частиц. Частицы служат для дополнительного повышения устойчивости к эрозии, в частности, когда сталкиваются с крупноразмерными засасываемыми частицами.
Металлические частицы и/или керамические частицы могут иметь размер, больший или равный 1 микрометру (мкм). Металлические частицы и/или керамические частицы могут иметь размер, который является меньшим или равным 30 мкм, например, варьирующим в диапазоне от 1 мкм до 30 мкм. Термин «размер» используется для обозначения среднего размера D50 частиц.
Толщина покрытия предпочтительно варьирует в диапазоне от 5 мкм до 100 мкм.
Подложка может быть изготовлена из стали, сплава на основе алюминия, сплава на основе титана, сплава на основе никеля, или другого металлического материала, пригодного для применения в газовой турбине.
Деталь может составлять часть авиационного двигателя, выбранную из следующего: по меньшей мере части диффузора; по меньшей мере части осевого или центробежного компрессора; по меньшей мере части сопла; или любой другой части, используемой в турбине, и которая могла бы подвергаться воздействию потока воздуха.
В еще одном аспекте изобретение также представляет способ изготовления детали, как отмеченной выше, причем способ включает по меньшей мере следующие стадии, в которых:
- осаждают на подложку покровную композицию, содержащую по меньшей мере хром с содержанием в атомных процентах, бóльшим или равным 45%, и углерод с содержанием в атомных процентах, варьирующим в диапазоне от 5% до 20%; и
- подвергают покрытую указанной композицией деталь термической обработке при температуре, варьирующей в диапазоне от 250°С до 700°С, чтобы получить покрытие.
Как было показано выше, термическая обработка служит для получения покрытия с повышенной твердостью в результате осаждения и срастания карбидов хрома. Перед термической обработкой карбиды хрома Cr7С3 и Cr23С6 могут быть не детектированы методом рентгеновской дифракции (XRD) в композиции покрытия. Покрытие может не иметь такие карбиды. В одном варианте покровная композиция может уже содержать карбиды Cr7С3 и Cr23С6, но присутствующие со средним размером (D50), меньшим или равным 10 нанометрам (нм), тем самым препятствуя детектированию методом XRD.
Температура термической обработки предпочтительно может варьировать в диапазоне от 300°С до 600°С, или более предпочтительно в диапазоне от 300°С до 500°С, например, в диапазоне от 400°С до 500°С. Продолжительность термической обработки может отрегулирована, в частности, в зависимости от желательной твердости покрытия. Продолжительность термической обработки может быть дольше 10 минут (мин), например, дольше 15 минут, или на самом деле дольше 30 минут. В качестве примера, продолжительность термической обработки может варьировать в диапазоне от 15 минут до 280 минут. Продолжительность термической обработки может быть адаптирована в зависимости от выбранной температуры и от желательной твердости покрытия.
Кроме того, покровную композицию осаждают на подложку способом электроплакирования из электролитической ванны, содержащей по меньшей мере трехвалентный хром и органическое соединение. При таких обстоятельствах покрываемая деталь покрытия может составлять катод устройства для электроплакирования так, что на детали происходит восстановление ионов хрома. Такая стадия осаждения путем электроплакирования является предпочтительной, поскольку она позволяет легко осаждать покровную композицию на детали со сложной формой, в то же время обеспечивая повышенный контроль формирования покрытия. Более конкретно, можно легко модифицировать параметры электроплакирования, такие как напряжение, сила тока или площадь электрода, например, чтобы получить возможность тонкого регулирования толщины покрытия, скорости, с которой оно формируется, и микроструктуры покрытия. В дополнение, присутствие трехвалентного хрома, который обычно представляет собой комплекс с органическими лигандами в электролитической ванне, создает возможность одновременного осаждения хрома и углерода в покрытии. Следует отметить, что этим способом в покрытие на детали также может быть введен кислород.
Осаждение покровной композиции электроплакированием служит для сокращения продолжительности термической обработки, которая выполняется после осаждения. Более конкретно, электроплакирование обеспечивает возможность получения равномерного распределения углерода в покровной композиции, которая была осаждена, что, как правило, невозможно с другими способами осаждения, такими как плазменное напыление. Это равномерное распределение углерода затем благоприятным образом обеспечивает возможность сократить продолжительность последующей термической обработки, необходимой для формирования или развития карбидов хрома Cr7С3 и Cr23С6, чтобы повысить твердость покрытия.
Также предпочтительно электролитическая ванна дополнительно содержит металлические частицы и/или керамические частицы в суспензии. Во время электроплакирования покровной композицией частицы в суспензии внедряются в покровную композицию в таком процессе, который является равномерным и непрерывным. Тем самым не требуется никакая дополнительная стадия для введения частиц в покрытие.
Ток во время электроплакирования может подводиться непрерывно или в пульсирующем режиме. Выбор между непрерывным или пульсирующем током, как правило, зависит от микроструктуры и толщины, которые желательны для покрытия.
Способ также может включать стадию обезжиривания поверхности подложки и стадию подготовки поверхности подложки перед стадией осаждения покровной композиции на подложку. Стадия подготовки поверхности, например, может выполняться химическим травлением (например, кислотным травлением), пескоструйной обработкой, и т.д.
Краткое описание чертежей
Другие характеристики и преимущества настоящего изобретения будут очевидны из нижеследующего описания, приведенного со ссылкой на сопровождающие чертежи, на которых:
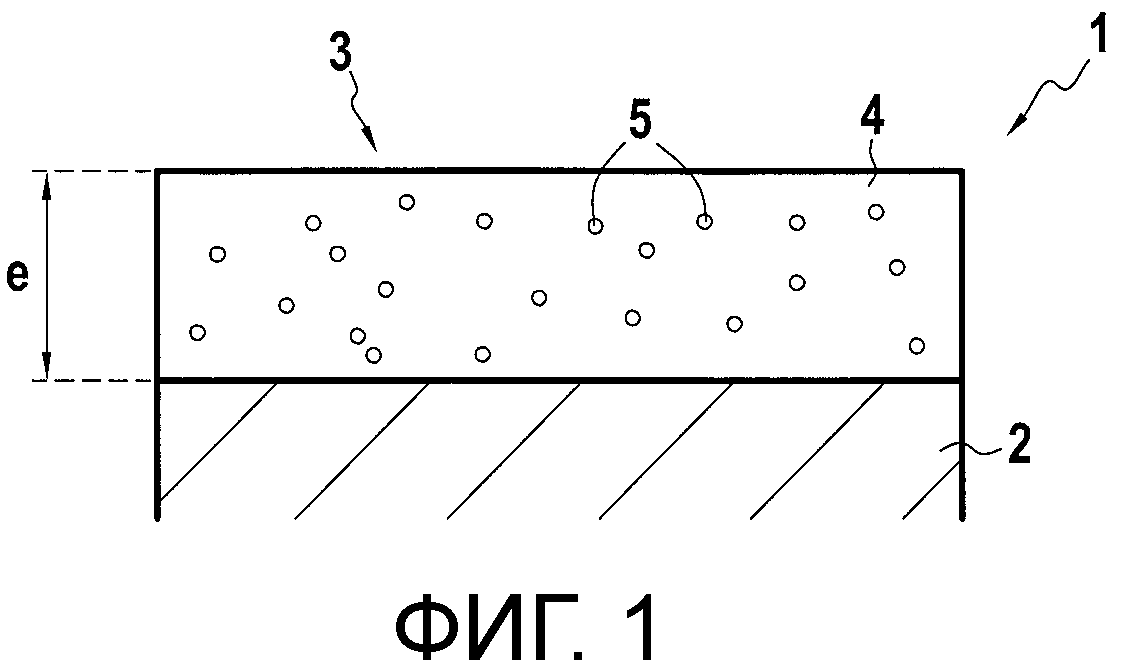
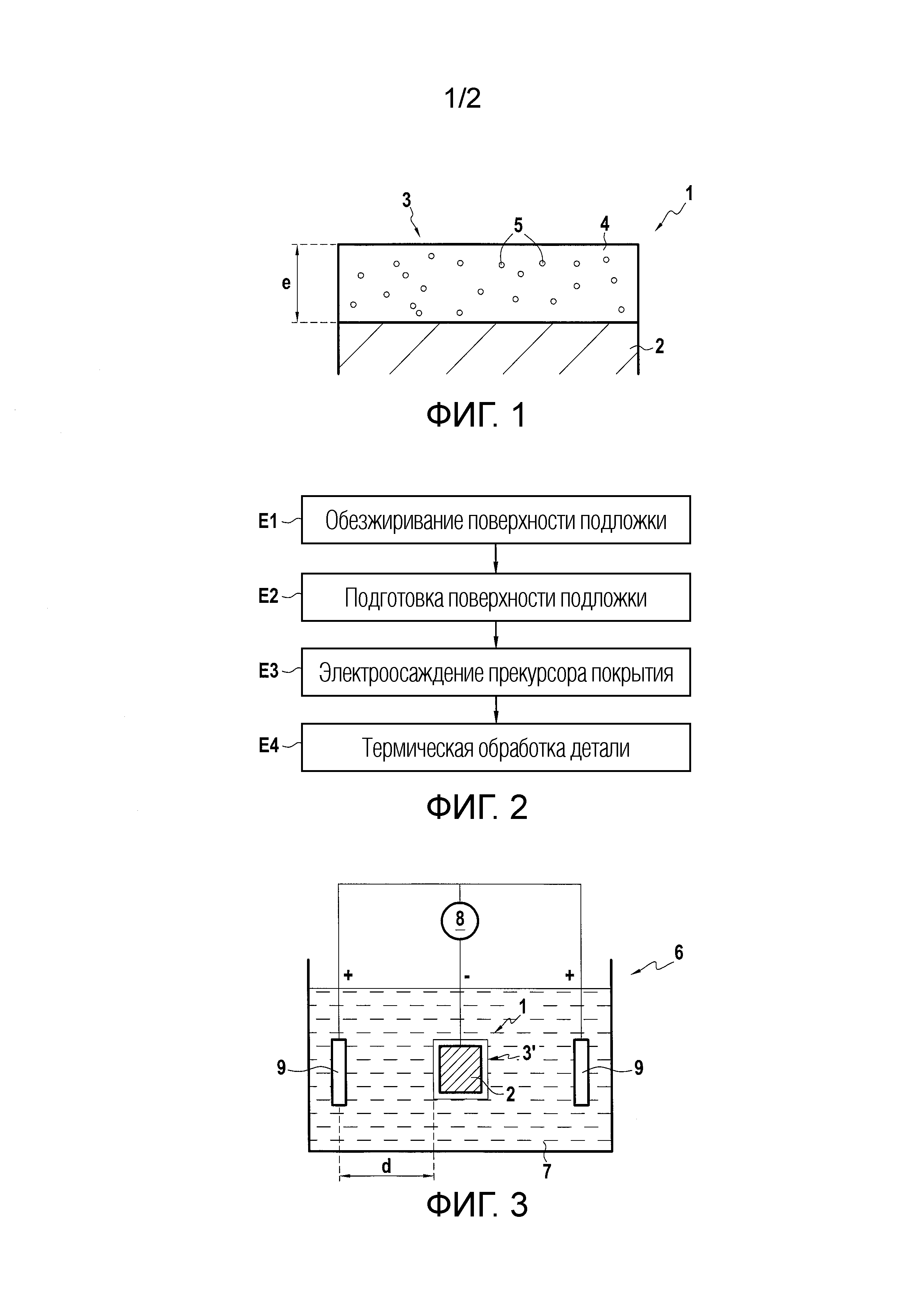
- Фигура 1 представляет схематический вид в разрезе детали авиационного двигателя с нанесенным покрытием для защиты от эрозии;
- Фигура 2 представляет технологическую блок-схему, показывающую основные стадии способа изготовления покрытой детали согласно изобретению;
- Фигура 3 представляет схематический вид в разрезе устройства, применяемого для электроплакирования покровной композицией согласно изобретению;
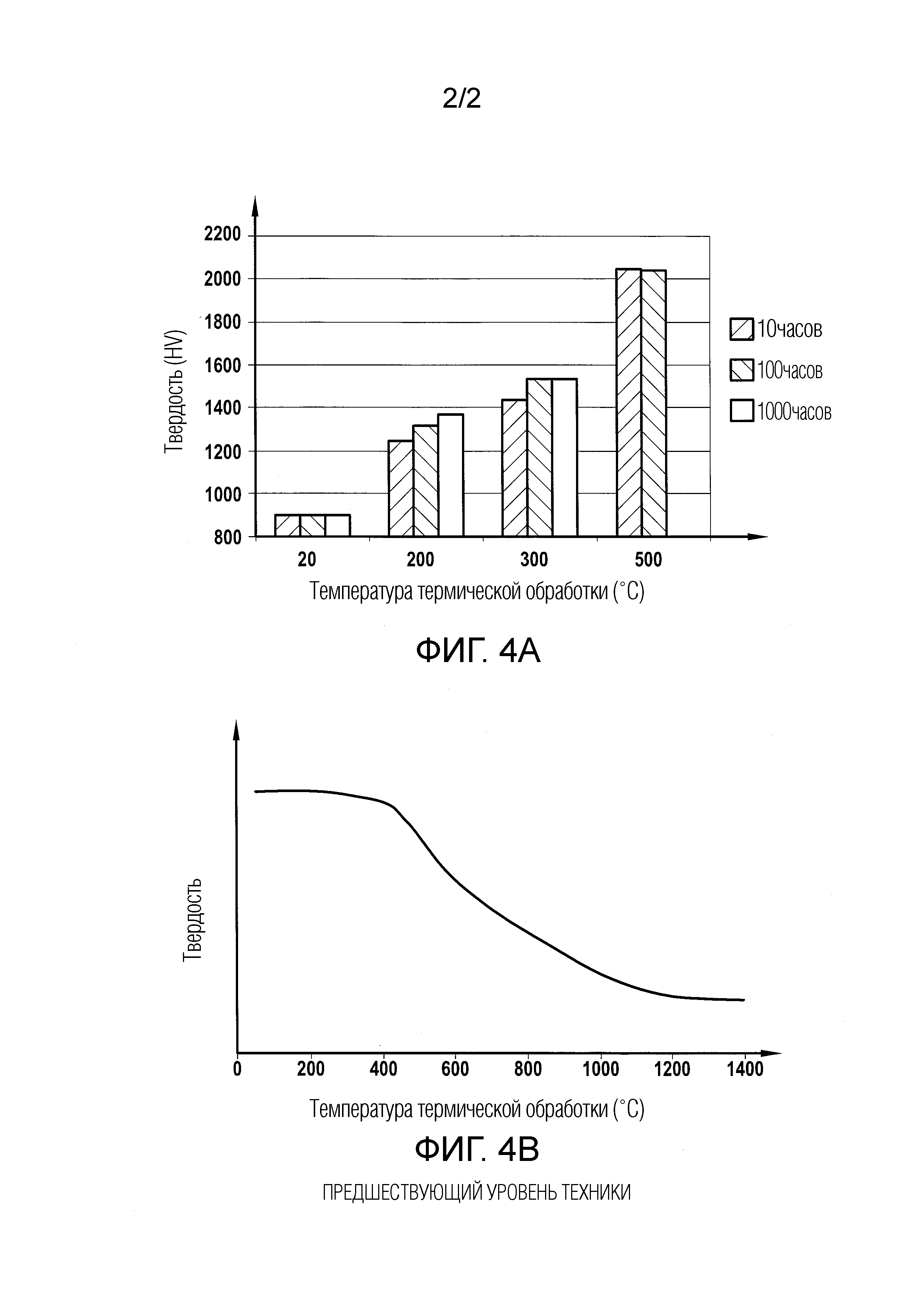
- Фигура 4А показывает влияние температуры термической обработки на твердость покрытия детали согласно изобретению; и
- Фигура 4В показывает влияние температуры термической обработки после осаждения покрытия на основе хрома согласно прототипу.
Подробное описание изобретения
На всем протяжении описания термин «варьирующий в диапазоне от... до...» следует понимать как включающий граничные значения.
Фигура 1 представляет схематический вид в разрезе, показывающий деталь 1 авиационного двигателя согласно изобретению, например, составляющую диффузор турбовального двигателя.
Такая деталь 1 включает металлическую подложку 2, например, изготовленную из стали, алюминия, титана, сплава на основе алюминия, сплава на основе титана, или сплава на основе никеля. Подложка 2 покрыта защитным покрытием 3 для защиты от эрозии. Покрытие 3 для защиты от эрозии в этом примере находится в непосредственном контакте с подложкой 2 и покрывает ее. Покрытие 3 предпочтительно имеет толщину е, варьирующую в диапазоне от 5 мкм до 100 мкм.
В соответствии с изобретением, покрытие 3 включает фазу 4, составляющую основную часть по весу покрытия, которая основана на хроме и углероде. Более точно, фаза 4 содержит хром с содержанием в атомных процентах, превышающим или равным 45%, и углерод с содержанием в атомных процентах, варьирующим в диапазоне от 5% до 20%. Хром и углерод внутри фазы 4 покрытия 3 присутствуют, в частности, в форме карбидов хрома типа Cr7С3 и Cr23С6.
Покрытие 3 также может включать дисперсную фазу 5, которая диспергирована внутри фазы 4 хрома и углерода, и которая содержит металлические и/или керамические частицы. В качестве примера, такие металлические частицы могут представлять собой частицы вольфрама или никеля. В качестве примера, такие керамические частицы могут быть частицами оксида алюминия или оксида циркония. Объемное содержание в покрытии металлических частиц и/или керамических частиц предпочтительно составляет менее 20%, и более предпочтительно варьирует в диапазоне от 5% до 15%. Металлические частицы и/или керамические частицы могут иметь размер, варьирующий в диапазоне от 1 мкм до 30 мкм.
Таким образом, покрытие может быть сформировано фазой 4, содержащей хром и углерод, которая имеет диспергированные в ней металлические частицы и/или керамические частицы 5. В варианте, который не показан, покрытие 3 может быть сформировано только из фазы 4, содержащей хром и углерод.
Способ изготовления детали 1 авиационного двигателя согласно изобретению описывается ниже со ссылкой на блок-схему Фигуры 2 и на диаграмму Фигуры 3, показывающую устройство 6 для электроплакирования. Описываемый ниже способ включает стадию электроплакирования покровной композицией 3'. Разумеется, изобретение не ограничивается осаждением покровной композиции способом электроплакирования, и для получения покрытой детали согласно изобретению применимы другие технологии. В качестве примера, могут быть упомянуты способы физического осаждения из паровой фазы, химического осаждения из паровой фазы, или в принципе цементация.
Первая стадия способа (стадия Е1) может состоять в обезжиривании поверхности подложки, на которую должна быть осаждена покровная композиция, например, с использованием водного обезжиривающего раствора. После этого поверхность подложки может быть подготовлена (стадия Е2), чтобы обеспечить то, что электроплакирование является равномерным по всей подложке 2, и чтобы повысить его эффективность. Для подготовки поверхности можно известным путем подвергнуть ее пескоструйной обработке, химическому травлению (например, с помощью раствора кислоты), и т.д.
После этого может быть приготовлена электролитическая ванна 7, которая содержит по меньшей мере ионы хрома(III) (трехвалентного хрома) и органическое соединение в качестве комплексообразователя для ионов хрома. В качестве примера, могут быть привлечены известные водные растворы, содержащие хлорид хрома(III) и карбоновую кислоту в качестве комплексообразователя. Электролитическая ванна 7 во время стадии электроплакирования необязательно может быть нагрета. Кроме того, электролитическая ванна может включать металлические и/или керамические частицы в суспензии упомянутого выше типа, так что они становятся встроенными в покровную композицию во время электроплакирования.
Затем деталь 1 с ее подготовленной поверхностью может быть соединена с отрицательной клеммой (действуя в качестве катода) электрического генератора 8, и может быть погружена в приготовленную заранее электролитическую ванну 7. В устройстве согласно Фигуре 3 два электрода 9, действующих в качестве анодов, соединены с положительной клеммой генератора 8 и погружены в ванну 7 так, что деталь 1 находится между двумя электродами 9 в ванне. Величина, полученная делением площади анода (соответственно рабочей площади двух электродов 9) на площадь катода (соответственно площади подложки 2 детали, которая должна быть покрыта), предпочтительно составляет около 4. Электроды 9, образующие аноды, предпочтительно размещены на расстоянии d от поверхности детали, варьирующем в диапазоне от 1 сантиметра (см) до 20 см.
Затем генератор 8 включается, чтобы начать электроплакирование покровной композицией 3' на детали (стадия Е3). Во время этой стадии хром(III) восстанавливается на подложке 2 детали 1 так, что образуется покровная композиция 3', содержащая хром, углерод (происходящий из присутствующего в ванне органического соединения), и металлические и/или керамические частицы, которые были в ванне в виде суспензии. Такие параметры, как плотность тока, температура ванны и продолжительность электроплакирования, могут быть отрегулированы, в частности, в зависимости от толщины покрытия, которую желательно получить. В дополнение, электроплакирование может проводиться с использованием в то же время постоянного тока (DC), либо непрерывно, либо в форме импульсов.
Как только деталь была покрыта покровной композицией 3', ее промывают и высушивают, и затем помещают в печь. Деталь 1 с покровной композицией 3' затем подвергают термической обработке (стадия Е4) при температуре, которая предпочтительно варьирует в диапазоне от 250°С до 700°С, или более предпочтительно варьирует в диапазоне от 300°С до 600°С, или еще более предпочтительно варьирует в диапазоне от 400°С до 500°С. Термическая обработка может выполняться в инертной атмосфере. Продолжительность термической обработки может быть дольше 10 минут, например, дольше 15 минут, или даже дольше 30 минут. Например, продолжительность термической обработки может составлять величину в диапазоне от 15 минут до 280 минут. Продолжительность термической обработки может быть отрегулирована в зависимости от выбранной температуры и от желательной тверди покрытия.
Покрытие 3 детали 1 согласно изобретению, которое получено в конце стадии термической обработки, может проявлять твердость свыше 1500 HV, и может иметь достаточную устойчивость к эрозии для применения в авиационном двигателе.
В качестве примера, деталь 1 может составлять по меньшей мере часть диффузора турбовинтового двигателя, по меньшей мере часть осевого или центробежного компрессора, например, рабочее колесо центробежного компрессора, по меньшей мере часть сопла, или любую другую часть турбинного двигателя, которая подвергается воздействию потока воздуха.
Пример 1
В приведенном ниже примере на стальной диффузор турбовинтового двигателя было нанесено покрытие способом согласно изобретению. Поверхности для нанесения покрытия были заблаговременно обезжирены и подготовлены.
Покровная композиция была осаждена электроплакированием в электролитической ванне. Использованная электролитическая ванна представляла собой водный раствор, содержащий:
- 0,39 моля на литр (моль/л) гексагидрата хлорида хрома(III) (CrCl3·6H2O);
- 3,72 моль/л формиата аммония (HCOONH4); и
- 0,81 моль/л хлорида калия (KCl).
Ванна была нагрета до температуры около 35°С, чтобы выполнять электроплакирование. Деталь погрузили в ванну и соединили с отрицательной клеммой электрического генератора. Образующие анод электроды погрузили в ванну и присоединили к генератору, как описано выше. Отношение площади анода к площади катода было равным 4.
Постоянный ток с плотностью 40 Ампер на квадратный дециметр (А/дм2) подводили в течение 180 минут так, чтобы сформировать покровную композицию на подложке. Как только электроплакирование было выполнено, деталь промыли и высушили.
Наконец, деталь, покрытую покровной композицией, поместили в печь и подвергли термической обработке при температуре 500°С в течение 1 часа (ч).
Покрытие имело толщину около 35 мкм.
Твердость сформированного этим путем покрытия составляла около 2050 HV.
Химический состав покрытия, как сформированного этим путем (уровни содержания в атомных процентах), по оценке с помощью рентгеновской фотоэлектронной спектрометрии (XPS), приведен ниже в Таблице 1.
Таблица 1 - уровни содержания в атомных процентах элементов в покрытии
|
Анализ покрытия методом XRD также показал присутствие карбидов хрома типа Cr7С3 и Cr23С6.
Пример 2
Одиннадцать стальных подложек были покрыты в таких же условиях, как в Примере 1, в то же время с вариацией параметров термической обработки (температуры и продолжительности). Результаты показаны на графике в Фигуре 4А.
Фигура 4В приводит график, показывающий вариацию твердости покрытия на основе хрома, осажденного на подложке электроплакированием с использованием раствора хрома(VI), в зависимости от температуры термической обработки, выполненной после осаждения. Использованная электролитическая ванна представляла собой стандартный раствор на основе хромовой кислоты, имеющий состав около 250 граммов на литр (г/л) CrО3, причем раствор также содержал 2,5 г/л серной кислоты H2SO4. Для выполнения осаждения использовалась плотность тока 40 А/дм2. Эти данные заимствованы из работы автора F. Durut: «Recherche des mécanismes microstructuraux qui régissent les propriétés macroscopiques de dépôts de chrome: influence des paramètres d'elaboration» [Исследование микроструктурных механизмов, обусловливающих макроскопические свойства хромовых отложений: влияние параметров получения], Engineering Sciences (physics), Ecole Nationale Supérieure des Mines de Saint-Etienne, 1999.
В отношении покрытия на основе хрома согласно прототипу (Фигура 4В) можно видеть, что термическая обработка, выполненная после осаждения, не повышает твердость покрытия. Более точно, можно видеть, что твердость мало варьирует или вообще не меняется при температурах термической обработки вплоть до 400°С, после которой снижается.
Напротив, для покрытия детали согласно изобретению, содержащего хром и углерод (Фигура 4 А), можно видеть, что твердость покрытия возрастает с температурой термической обработки, выполняемой после осаждения. Эта фигура также показывает, что продолжительность термической обработки оказывает малое влияние на твердость покрытия для продолжительностей термической обработки дольше 10 часов.
Способ пропитывания волокнистой заготовки и устройство для осуществления данного способа
Способ обнаружения неисправности первого газотурбинного двигателя двухмоторного вертолета и управления вторым газотурбинным двигателем и соответствующее устройство
Газотурбинный двигатель, содержащий устройство управляемого механического соединения, вертолет, оснащенный таким газотурбинным двигателем, и способ оптимизации режима сверхмалого газа с нулевой мощностью такого вертолета
Устройство, предназначенное для выполнения анодирования, и обработка анодированием
Двухканальная архитектура
Устройство защиты от заброса оборотов авиационного двигателя
Способ изготовления детали из композиционного материала, содержащей по меньшей мере одну часть для приложения усилия или локальное утолщение
Вспомогательное устройство для газотурбинного двигателя со свободной турбиной воздушного судна
Узел для камеры сгорания газотурбинного двигателя, содержащий вкладыш и кольцевой элемент
Устройство быстрой помощи для двигателя со свободной турбиной летательного аппарата
Устройство, предназначенное для выполнения анодирования, и обработка анодированием

