Результат интеллектуальной деятельности: СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЁРА
Вид РИД
Изобретение
Область техники
Изобретение относится к цветной металлургии, в частности, к электролитическому получению алюминия, а именно к способам обжига подины алюминиевого электролизера с обожженными или инертными анодами.
Уровень техники
Некоторые из процессов, используемых в алюминиевой промышленности, требуют значительного количества тепловой энергии, необходимой для предварительного нагрева оборудования перед его запуском в эксплуатацию. В прошлом процессом предварительного нагрева футерованных конструкций часто пренебрегали, что, например, приводило к холодным пускам электролизеров и сокращению их срока службы. Перед вводом электролизера в эксплуатацию катодная футеровка должна быть тщательно и равномерно обожжена для того, чтобы минимизировать потенциальный ущерб от чрезмерных температурных перепадов.
Высокотемпературные перепады и использование необожженной набивной подовой массы при заливке электролита в электролизер могут привести к тепловому удару, растрескиванию катодного блока, протеканию и, в итоге, к снижению срока службы электролизера.
Существуют два основных метода обжига подины электролизеров:
- электрический обжиг;
- обжиг с использованием газа или жидкого топлива.
При обжиге с помощью газа или жидкого топлива сложно контролировать количество вырабатываемой тепловой энергии и распределение тепла по поверхности катода и по толщине катодной футеровки. Не менее трудно, если не невозможно, должным образом осуществлять нагрев боковых и торцевых стенок, если в этом возникает необходимость. Существует вероятность неравномерного распределения температуры по поверхности катода с избыточным перегревом отдельных участков, а также довольно значительными температурными перепадами по всей катодной футеровке.
Методы обжига электричеством основаны на подаче тока от анодных стержней к катоду через коксовую подушку с целью нагрева электролизера за счет электропроводности и теплового излучения.
Известен способ обжига подины алюминиевого электролизера, включающий установку обожженных анодов на подину, крепление анододержателей обожженных анодов к анодным шинам анодной ошиновки, подъем обожженных анодов, заливку жидкого алюминия из расчета погружения в него обожженных анодов, подключение электролизера в электрическую цепь (Вольфсон Г.Е., Ланкин В.П. Производство алюминия в электролизерах с обожженными анодами. М.: Металлургия, 1974, с. 55, 56).
Недостаток известного способа обжига подины алюминиевого электролизера заключается в том, что при заливке жидкого алюминия подина подвергается тепловому удару, что может привести к образованию трещин в катодных блоках разрушению при дальнейшей эксплуатации электролизера. Также большим недостатком является прямой контакт подины с жидким алюминием, который имеет малую вязкость и температуру плавления. Алюминий может проникать глубоко внутрь подины перед затвердеванием и, реагируя с изоляцией, разрушать ее или создавать тепловой шунт.
Известен способ обжига подины алюминиевого электролизера (патент RU 2215825, МПК С25С 3/06), включающий покрытие подины, выполненной из катодных блоков и торцевых периферийных швов, слоем углеродной засыпки, размещение на нем обожженных анодов так, чтобы их подошвы соприкасалась со слоем углеродной засыпки по всей площади, а штанги анододержателей прилегали к анодным шинам анодной ошиновки электролизера, крепление анододержателей обожженных анодов к анодным шинам анодной ошиновки электролизера, пропускание электрического тока через обожженные аноды, слой углеродной засыпки и катодные блоки, и регулирование токовой нагрузки по обожженным анодам путем их контролируемого отключения.
Недостатком известного способа обжига подины алюминиевого электролизера является то, что допускается до 50% от общего числа обожженных анодов закреплять с анодными шинами анодной ошиновки электролизера посредством базовых замков (жестко). Из-за того, что при нагреве подины за счет естественного выгорания угольного материала аноды, закрепленные с помощью гибких элементов, будут опускаться, а жестко закрепленные аноды оставаться на месте, что приведет к появлению локальных перегревов подины.
Наиболее близким к заявленному по технической сущности является способ обжига подины алюминиевого электролизера с обожженными анодами по патенту RU 2526351, МПК С25С 3/06, включающий покрытие подины, выполненной из катодных блоков с катодными блюмсами, электропроводным материалом, размещение на нем обожженных анодов с ниппелями, соединение анододержателей установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через электропроводный материал и регулирование токовой нагрузки обожженных анодов. При этом в качестве электропроводного материала используют насыпной графитовый материал, размещенный в виде рядов усеченной пирамиды, расположенных в проекции ниппелей по всей длине обожженного анода, при этом высоту каждого ряда устанавливают в обратно пропорциональной зависимости от силы пропускаемого тока, а соединение всех анододержателей установленных обожженных анодов с анодными шинами анодной ошиновки электролизера осуществляют посредством гибких элементов.
Недостатком данного способа обжига подины алюминиевого электролизера является то, что графитовый материал насыпается в виде рядов в проекции ниппелей по всей длине на всех обожженных анодных блоках. Этот способ насыпки графитового материала не позволяет равномерно нагревать подину в первой половине обжига, т.к. при одинаковом сечении графитового материала под анодом по мере нагрева ток будет стремиться в середину электролизера, и как следствие торцы электролизера будут нагреваться медленнее, что приведет к значительному градиенту по температуре.
Раскрытие изобретения Задачей предложенного изобретения является обеспечение равномерного нагрева подины алюминиевого электролизера в течение всего времени обжига.
Техническим результатом является решение указанной задачи, безопасный ввод в эксплуатацию и повышение срока службы алюминиевого электролизера.
Технический результат, достигаемый при осуществлении заявленного способа, заключается также в неравномерном распределении тока в подине, за счет которого происходит равномерный нагрев подины до 900°С менее чем за 60 часов, как при газопламенном обжиге.
Сущность изобретения поясняется чертежами, где:
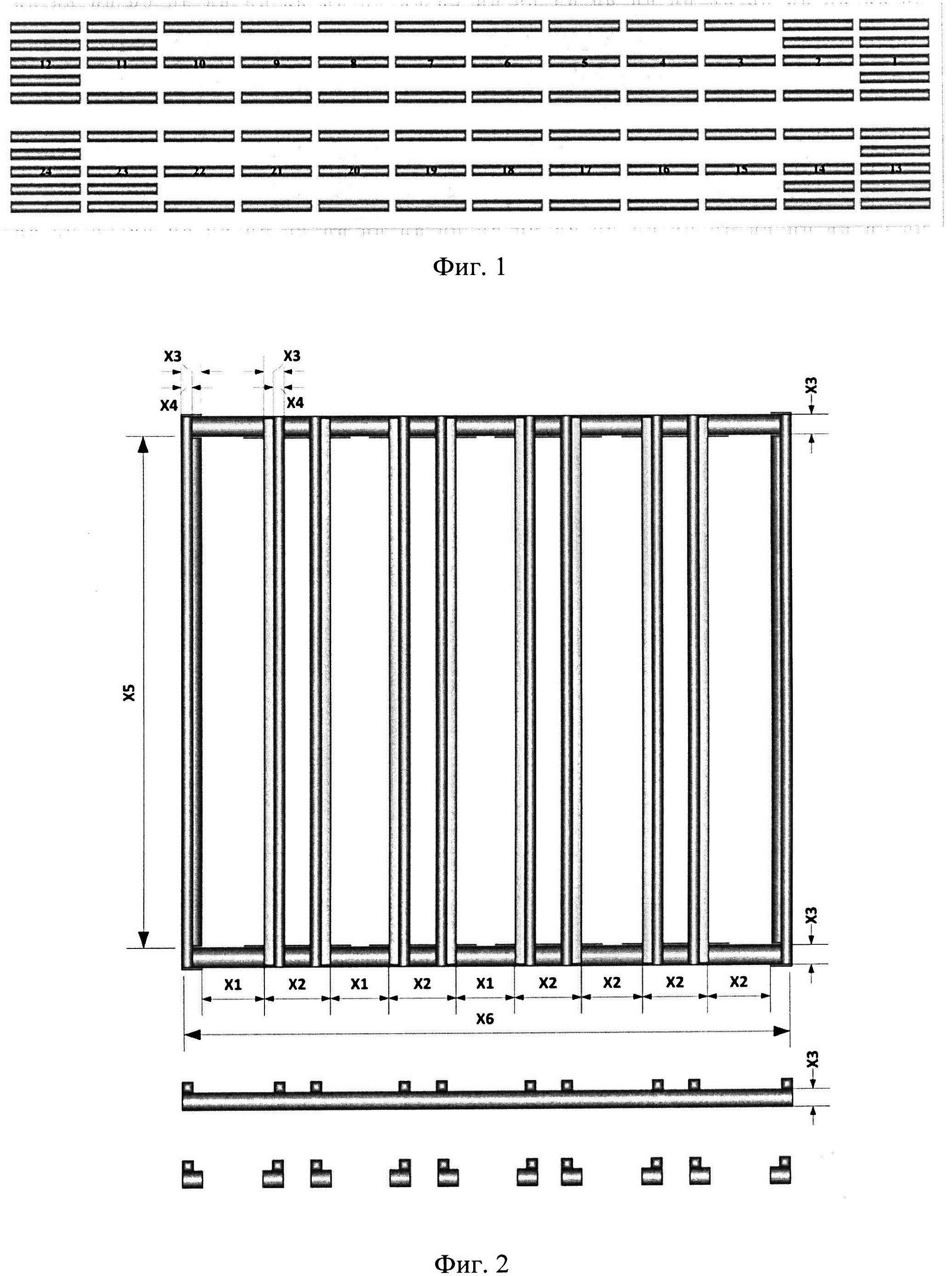
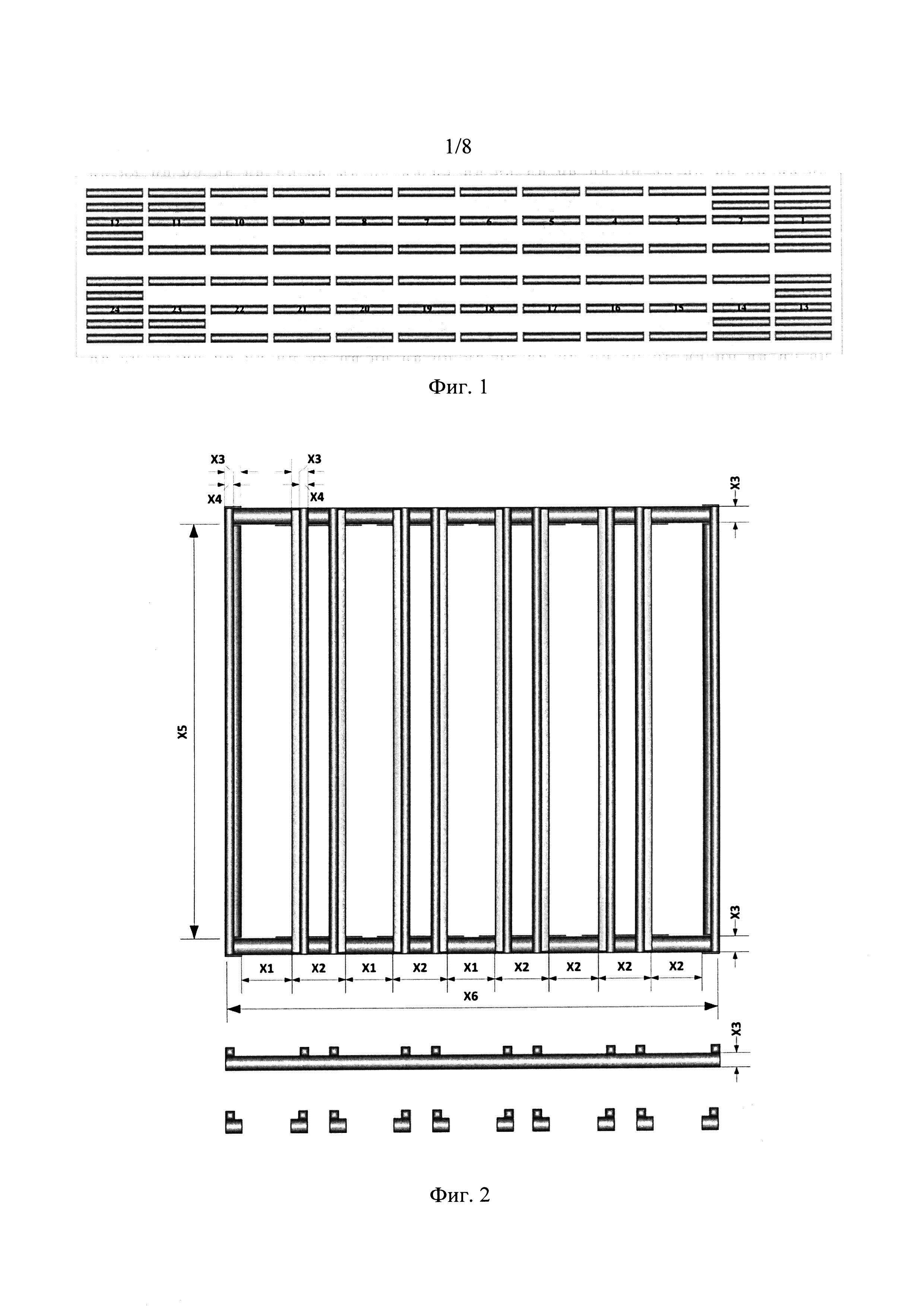
на фиг. 1 показана геометрия электропроводного материала (графитовая «подушка») - вид сверху на примере электролизера с 24 спаренными анодами;
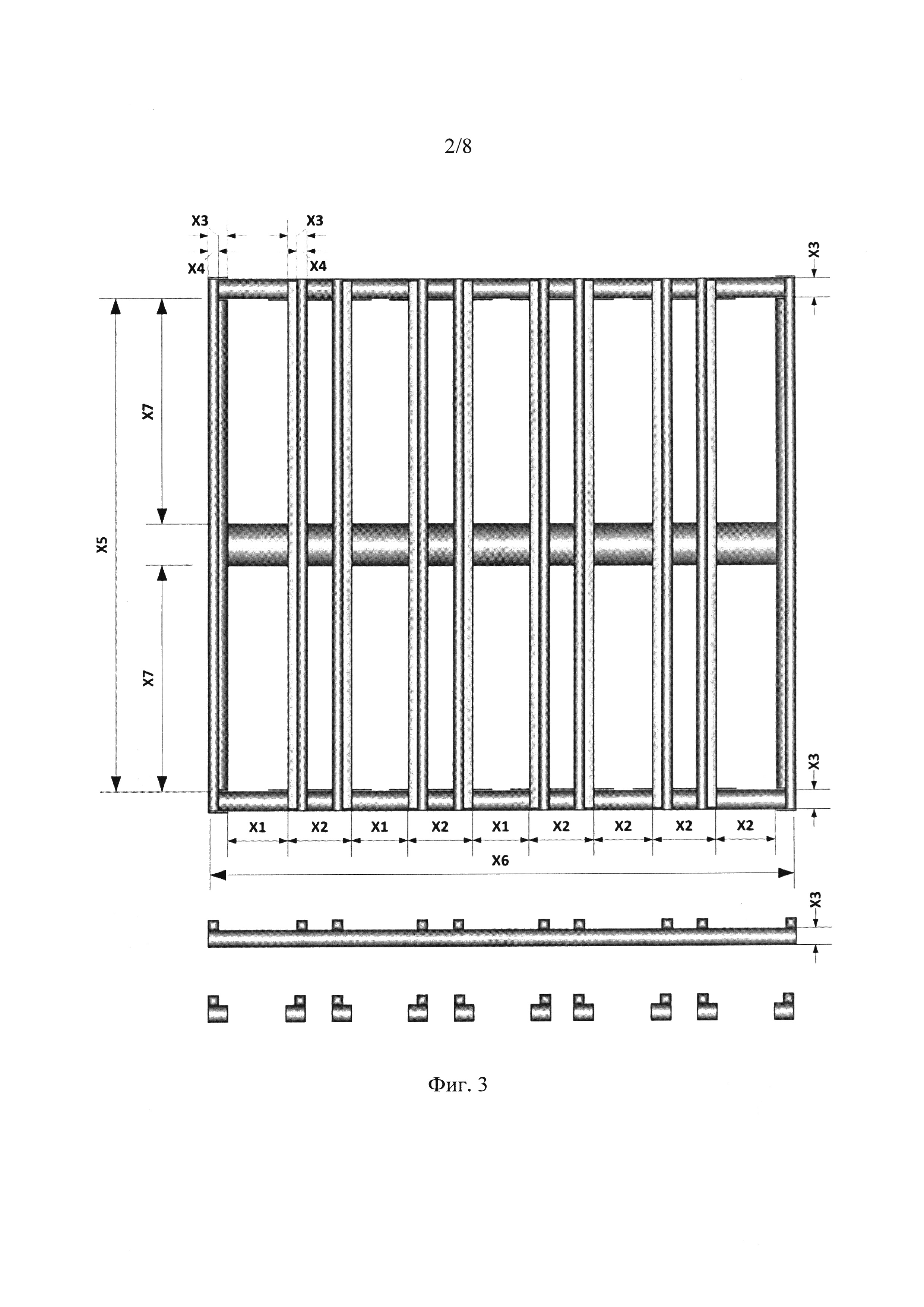
на фиг. 2 - шаблон для накатки графитовой «подушки» до 200кА;
на фиг. 3 - шаблон для накатки графитовой «подушки» более 200кА;
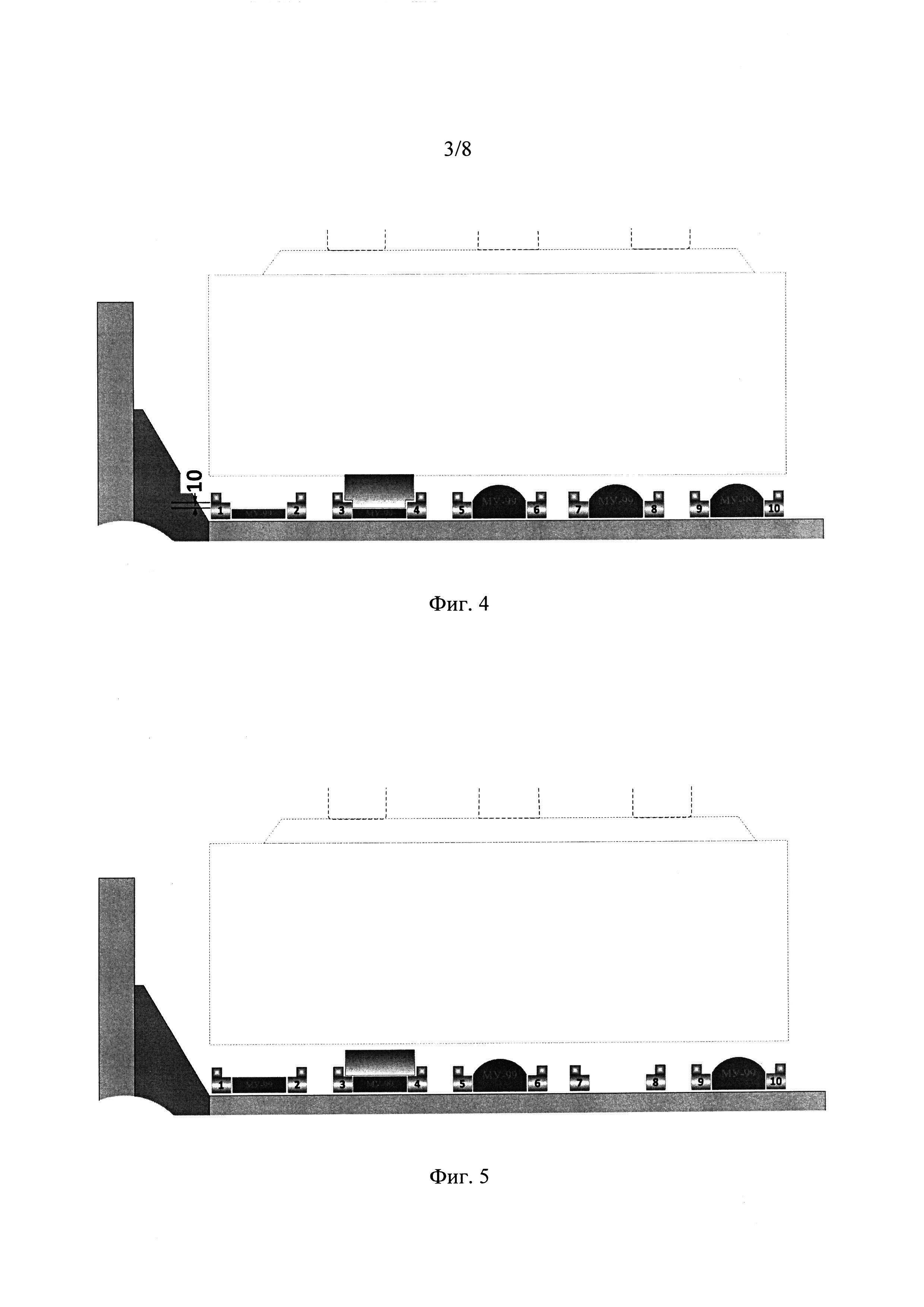
на фиг. 4 - накатка графитовой «подушки» в районе торцевых анодов;
на фиг. 5 - накатка графитовой «подушки» в районе анодов, расположенных рядом с торцевыми анодами;
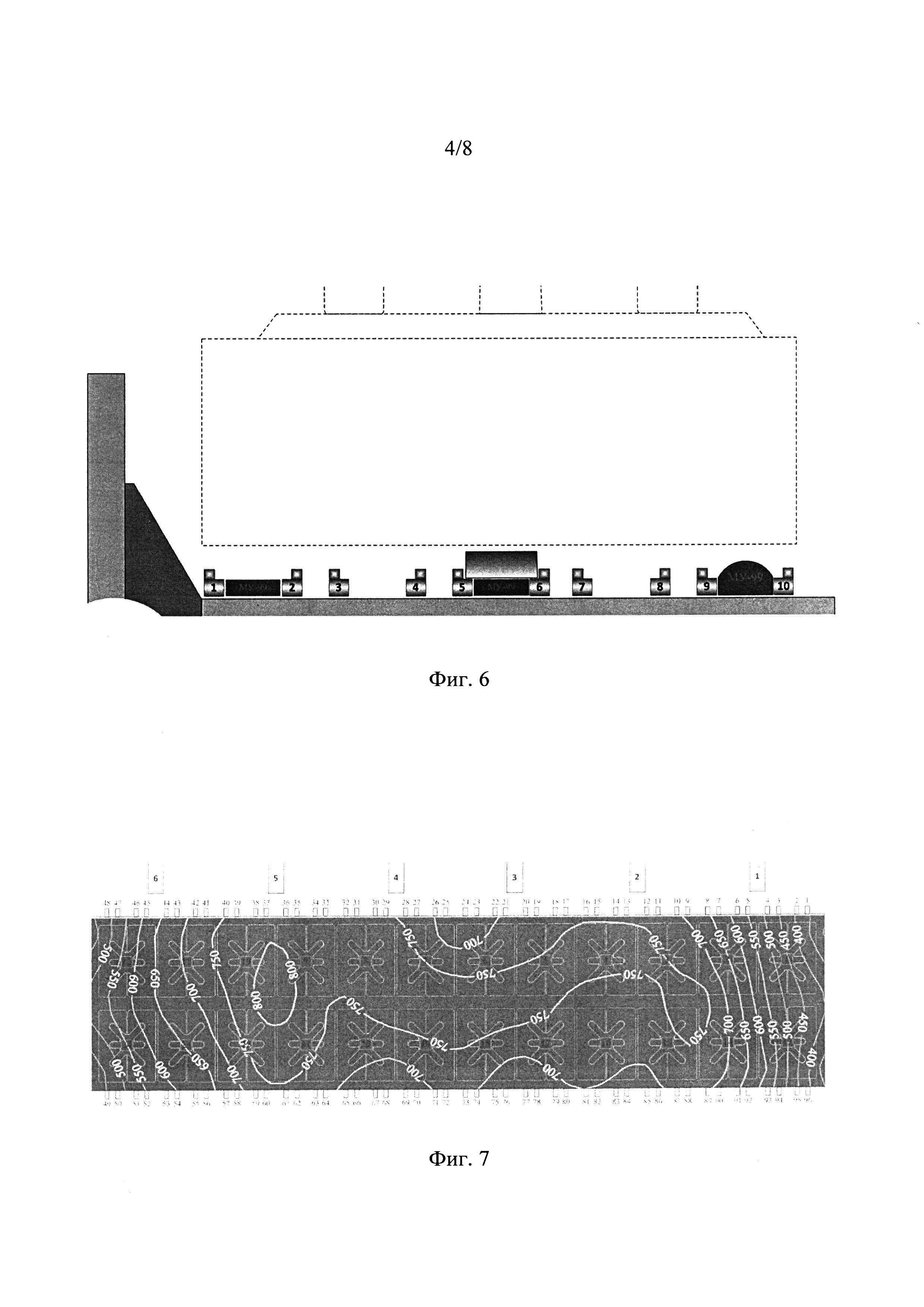
на фиг. 6 - накатка графитовой «подушки» в районе остальных анодов.
на фиг. 7 - показано температурное поле подины перед пуском электролизера с неравномерным нагревом подины из-за неоптимальной насыпки графитового материала;
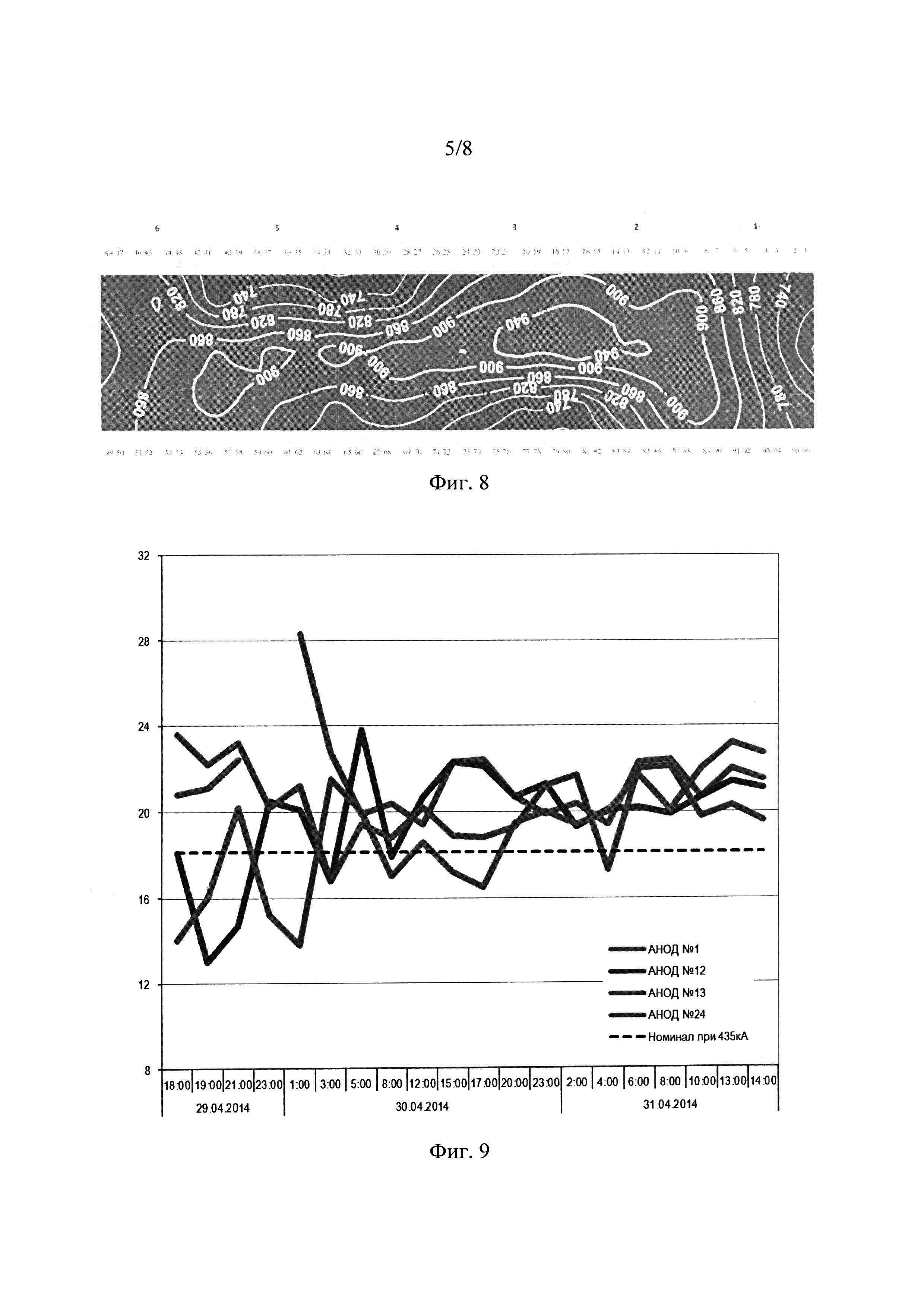
на фиг. 8 - показана температура поверхности подины за 1 час до начала пуска электролизера;
на фиг. 9 - показана сила тока, измеренная «клещами» по торцевым анодам (1, 12, 13, 24) на протяжении всего обжига электролизера с изменением конфигурации графитового материала (см. фиг. 1);
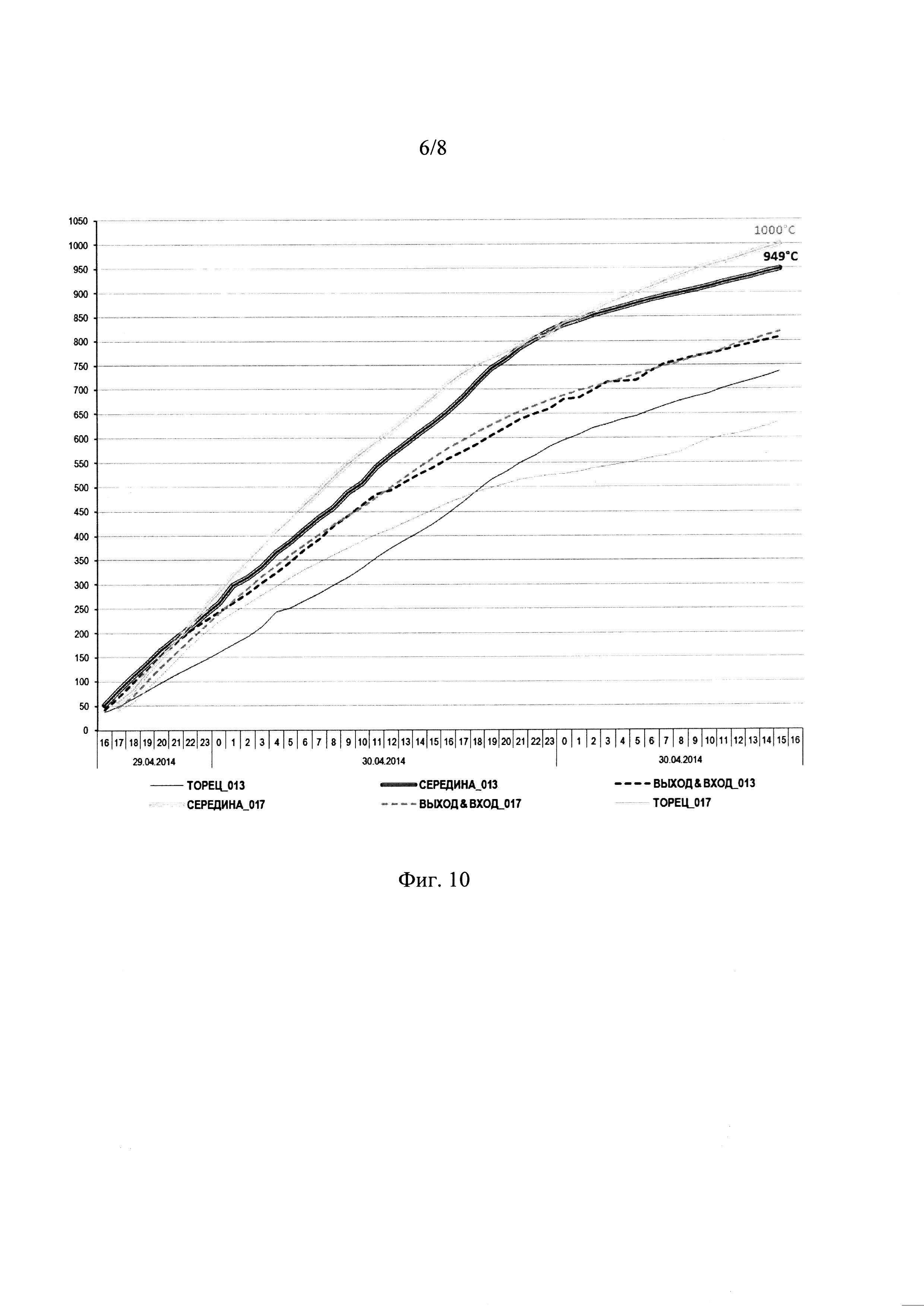
на фиг. 10 - представлена динамика нагрева подины по контрольным точкам;
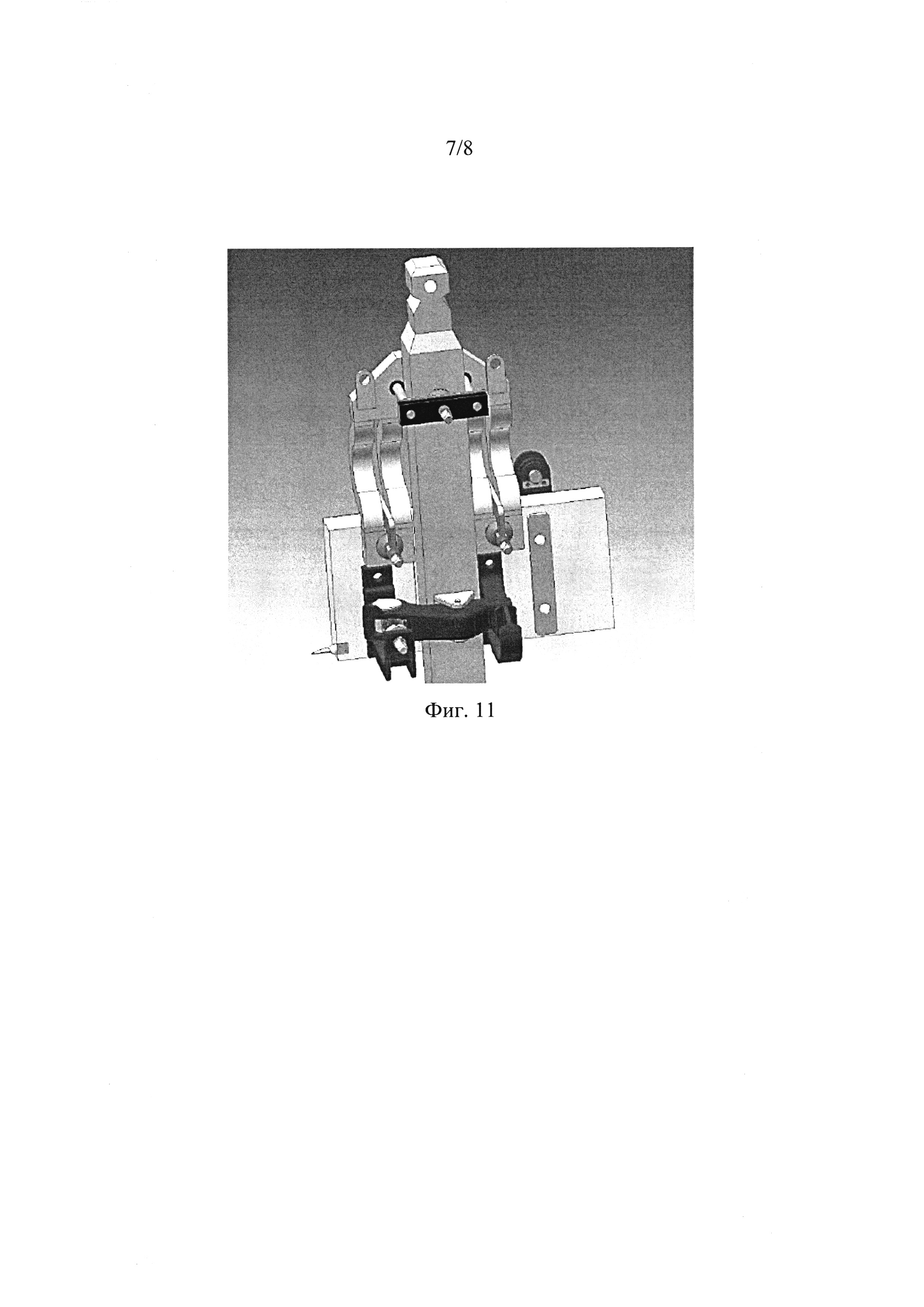
на фиг. 11 - представлены предлагаемые гибкие элементы для соединения анодных штанг с анодной шиной для проведения независимого обжига;
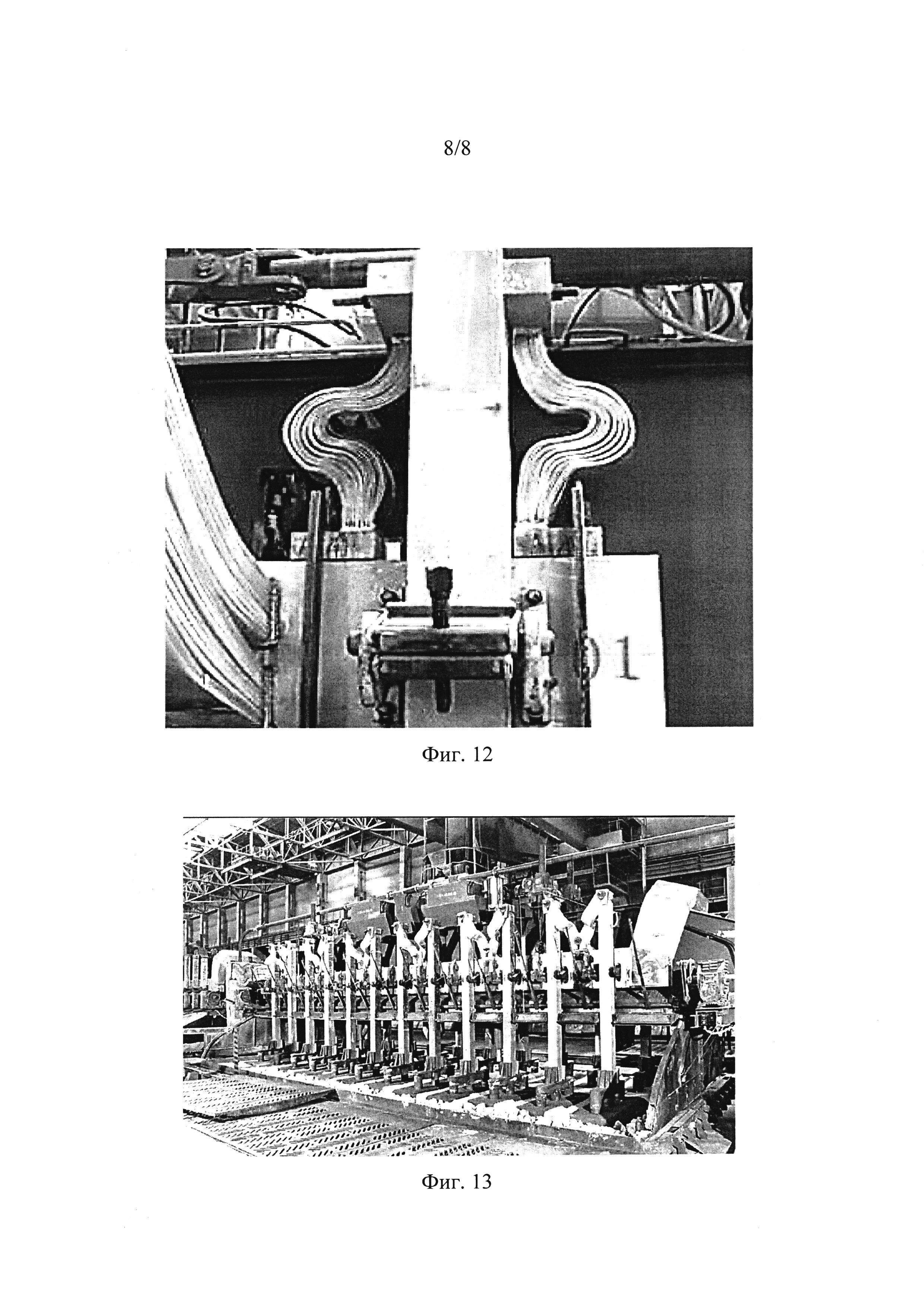
на фиг. 12, 13 - представлены альтернативные гибкие элементы.
Осуществление изобретения
На фиг. 1 монтаж «подушки» из графита осуществляется с применением одного из предложенных шаблонов (фиг. 2, 3) в зависимости от силы тока на электролизере.
Накатку графитовой «подушки» в районе крайних торцевых анодов осуществляют следующим образом.
В районе накатки графитовой «подушки» по проекции анода укладывают на подину шаблон, фиг. 4 (расположение брусков: №1 - борт - анод; №10 - междурядье). Засыпают до верхней грани (заподлицо) в пространство между рейками графитовый материал. Не трамбуя, используя края брусков как опору, разравнивают и убирают излишек графитового материала, например, при помощи скребка для разравнивания графитового материала. Демонтируют шаблон с подины электролизера, убирают излишки графитового материала.
Накатка графитовой «подушки» в районе анодов расположенных рядом с торцевыми анодами осуществляется следующим образом.
Монтаж «подушки» из графита осуществляется с применением одного из предложенных шаблонов (фиг. 2, 3) в зависимости от силы тока на электролизере. В районе накатки графитовой «подушки», по проекции анода укладывают на подину шаблон (расположение брусков: №1 - борт - анод; №10 - междурядье). Засыпают до верхней грани («заподлицо») в пространство между рейками графитовый материал. В пространство между 7-м и 8-м брусками шаблона сырье не засыпают (фиг. 5). Не трамбуя, используя края брусков как опору, разравнивают и убирают излишек графитового материала, например, при помощи скребка для разравнивания графитового материала. Демонтируют шаблон с подины электролизера, убирают излишки графитового материала.
Накатка графитовой «подушки» в районе остальных анодов осуществляется следующим образом.
Монтаж «подушки» из графита осуществляют с применением одного из предложенных шаблонов (фиг. 2, 3) в зависимости от силы тока на электролизере. В районе накатки графитовой «подушки», по проекции анода укладывают на подину шаблон (расположение брусков: №1 - борт - анод; №10 - междурядье). Засыпают до верхней грани («заподлицо») в пространство между рейками графитовый материал. В пространство между 3-ми 4-м, 7-м и 8-м брусками шаблона сырье не засыпают (фиг. 6). Не трамбуя, используя края брусков как опору, разравнивают и убирают излишек графитового материала, например, при помощи скребка для разравнивания графитового материала. Демонтируют шаблон с подины электролизера, убирают излишки графитового материала.
После установки всех анодов в пространство борт - анод загружают пусковую шихту (криолит, дробленый оборот, сода), и сверху анодный массив укрывают криолитом.
Соединяют анододержатели всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, например, с помощью пакета алюминиевых гибких лент и пропускают полный электрический ток через слой графитового материала. Производят регулирование токовой нагрузки обожженных анодов путем отключения анодов берущих высокую нагрузку или имеющих локальный перегрев подин.
На фиг. 7 представлено температурное поле подины перед пуском электролизера с неравномерным нагревом подины из-за неоптимальной насыпки графитового материала. Видно, что середина электролизера нагрета до 800-750°С, при этом торцы электролизера имеют температуру ниже 400°С. Во второй половине обжига нагрев торцов происходит за счет теплопередачи тепла от середины, и как следствие в конце обжига достигается равномерная температура подины.
На фиг. 8 представлена температура поверхности подины за 1 час до начала пуска электролизера. На фиг. 9 показана сила тока измеренная «клещами» по торцевым анодам (1, 12, 13, 24) на протяжении всего обжига электролизера с изменений конфигурацией графитового материала (см. фиг. 1), т.е. представлена динамика силы тока по торцевым анодам. Из графика на фиг. 9 видно, что за счет увеличения полос графитового материала (согл. фиг. 1) ток по этим анодам выше на 20-25% от номинала.
Из представленных фиг. 8 и 9 видно, что новая геометрия графитовой насыпки позволила:
1) Равномерно нагреть поверхность подины до целевых значений за 48 часов;
2) Перераспределить ток на торцевые аноды.
На фиг. 10 представлена динамика нагрева подины по контрольным точкам. Видно, что достигнута средняя температура поверхности подины по контрольным термопарам расположенным:
1. В междурядье - 949°С (цель - более 900°С);
2. В районе 1-го ниппеля с «входной» и «выходной» стороны - 808°С (цель - более 800°С);
3. В торцах электролизера - 736°С (цель - более 550°С).
Таким образом, предложенный способ обжига подины алюминиевого электролизера с обожженными анодами включает покрытие подины электропроводным материалом, размещение на нем обожженных анодов, соединенных с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через электропроводный материал и регулирование токовой нагрузки по анодам для обжига, что присуще прототипу. При этом равномерный обжиг обеспечивают подбором количества электропроводного материала под анодами, а именно, количество электропроводного материала под анодами выбирают таким образом, чтобы под анодами, расположенными в середине электролизера, материала было меньше, чем под анодами, расположенными рядом с торцевыми крайними анодами, а под анодами, расположенными рядом с торцевыми крайними анодами, электропроводного материала было меньше, чем под торцевыми крайними анодами. В качестве электропроводного материала предпочтительно используют графитовый материал с фракцией от 0,1 мм до 10 мм. Высоту и длину каждого ряда электропроводного материала под анодами целесообразно устанавливать в обратно пропорциональной зависимости от силы пропускаемого тока. Соединение анододержателей, установленных обожженных анодов, с анодными шинами анодной ошиновки электролизера, обычно осуществляют посредством гибких элементов (фиг. 11).
В гибком элементе «анодная шина - штанга анода» приняты конструктивные решения, отличающие его от альтернативных вариантов:
- Сечение контактов, площадь и усилие прижима обеспечивают плотность тока: для контакта деталей не более 0,6 А/мм; для гибких проводников не более 1,2 А/мм2;
- Габаритные и присоединительные размеры создают беспрепятственный монтаж и отключение гибкого элемента;
- Размеры и шаг резьбы гаек унифицированы, винты имеют конструкцию, позволяющую использовать крановый механизм (ключ) для закручивания анодных замков.
После установки всех анодов в пространство борт - анод загружают пусковую шихту, например, криолит, дробленый оборот, соду, и сверху анодный массив укрывают криолитом. При этом соединяют анододержатели всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера с помощью пакета алюминиевых гибких лент и пропускают электрический ток через слой графитового материала. Также производят регулирование токовой нагрузки обожженных анодов путем отключения анодов, берущих высокую нагрузку или имеющих локальный перегрев подин.
Следует отметить, что в настоящее время, в связи со сложившейся экономической ситуацией необходимо проводить работу по выявлению и исключению операционных издержек и общепроизводственных затрат, оказывающих влияние на себестоимость при производстве товарной продукции, на всех этапах производства без снижения качества выпускаемой продукции. Одним из аспектов напрямую влияющим на себестоимость выпускаемого алюминия-сырца является капитальный ремонт и приведение в технологическое состояние металлургического оборудования путем предварительного нагрева (обжига).
Стадия обжига электролизеров перед подключением в работу является одной из важнейших операций в процессе их эксплуатации. От качества проведения операции обжига во многом зависит срок службы электролизеров, качество производимого алюминия, технико-экономические показатели работы. Важно при обжиге обеспечить равномерный, плавный нагрев рабочей области и катодного устройства электролизера.
Требования к обжигу электролизера перед его пуском заключаются в следующем:
- Обеспечение плавного перевода из холодного состояния к температурному режиму электролиза;
- Исключение термических «ударов», в том числе, при заливке электролита;
- Достижение минимального термического давления на катод как в вертикальном, так и в планарных направлениях;
- Качественный обжиг подовой набивной массы;
- Обеспечение полной просушки цоколя подины после его футеровки с использованием жидкостей.
В мировой практике используются три основных метода обжига электролизеров, зависящих от принципа нагрева:
1. Обжиг, электрическим током при котором выделение тепла определяется законом Джоуля - Ленца:
1.1. Как на мелкодисперсном, так и углеродном материале крупной фракции;
1.2. На жидком металле или алюминиевой стружке;
1.3. С формовкой нового анода (Содерберг);
2. Термический обжиг, где теплоносителем является природный газ или нефтепродукты;
3. Пуск без предварительного нагрева с заливкой электролита и металла непосредственно в холодный электролизер.
До 1995 года обжиг электролизеров на Саяногорском алюминиевом заводе осуществлялся двумя способами:
- На электролизерах типа С-175М2 - пламенный обжиг (установка обжига - по проекту института ВАМИ);
- На электролизерах типа С-255 - электрическим током на угольной крупке (семечках), аноды после установки на слой «семечек» жестко прижимались к анодной ошиновке штатными зажимами.
С 1995 года в рамках программы по увеличению срока службы электролизеров, с целью оптимизации процесса обжига на Саяногорском алюминиевом заводе реализованы следующие мероприятия:
- Применено гибкое соединение анодных штанг с анодными шинами для проведения независимого обжига электрическим током на всех типах электролизеров;
- Усовершенствование регулирования подаваемой мощности на электролизер отключением шунтов-реостатов с увеличением числа ступеней отключения с 2-3 до 6-8, что существенно улучшило качество нагрева;
- Внедрение специализированной бригады для проведения обжига и пуска электролизеров.
Электрический на угольной крупке, аноды жестко прижимались к анодной ошиновке штатными зажимами, после 1995 г применено гибкое соединение анодных штанг с анодными шинами. Основные недостатки данного электрического обжига на коксе:
- Проблемы с регулировкой скорости нагрева (отключение шунтов -реостатов);
- Неравномерный нагрев подины из-за используемого сырья (коксик) и неравномерного прилегания подошвы анода (накатка, конструкция лент для подключения);
- Высокая трудоемкость при пуске электролизеров (съем коксика).
С 2004 года и настоящее время, после отработки технологии РА-300 и пуска Хакасского алюминиевого завода, все электролизеры Саяногорского алюминиевого завода обжигаются с помощью газопламенного обжига. Существующая процедура обжига и пуска электролизеров РА-300 и РА-400 схематично выглядит следующим образом:
газопламенный обжиг=>заливка электролита=>включение электролизера в цепь без отключения серии=>приведение параметров к целевым значениям
Недостатки газопламенного обжига:
1) Для прогрева футеровки в объеме и достижения целевых значений температур, необходимо увеличивать время обжига с 72 часов до 96 часов, (актуально в холодный период года).
2) Недостаточное количество горелок на установке "Hotwork" для электролизеров большой длины. Малое количество точек контроля температуры. Проблемы с работой установки в магнитных полях и при сильных морозах.
3) Незнание температуры подины в процессе обжига - измеряется температуры газовоздушной среды.
4) Проблемные операции подключения/ пуска на полной силе тока:
- безопасность персонала;
- высокая вероятность неплановых снижений тока;
- длительное время пуска (заливка большего объема электролита) высоковольтные АЭ при пуске.
Полученный опыт при вводе в эксплуатацию электролизеров опытного участка РА-400 показал, что проводимый газопламенный обжиг в холодный период года не удовлетворяет требованиям технологии (для достижения минимально требуемой температуры подины продолжительность обжига приходилось увеличивать). Данный факт является неприемлемым для быстрого ввода в эксплуатацию Тайшетского алюминиевого завода, т.к. согласно климатическим параметрам город Тайшет (Иркутская область, Россия) семь месяцев в году имеет отрицательную среднемесячную температуру окружающей среды. Так же основным условием для подключения электролизеров на Тайшетском алюминиевом заводе, с учетом его мощности, для исключения больших нагрузок на энергосистему Сибири является включение электролизера РА-400 в цепь без отключения технологической нагрузки на серии.
Основным техническим решением позволяющим исключить вышеперечисленные недостатки является замена газопламенного обжига электролизеров на обжиг электрическим током. Применение технологии электрического обжига позволит:
- Гарантированно включить электролизер в цепь без отключения или снижения электрического тока серии;
- Исключить затраты на дорогостоящее оборудование для обжига и топливо (исключение лимитирующего фактора для быстрого запуска завода и экологической нагрузки на окружающую среду);
- Снизить время обжига электролизеров. Достигнутые показатели эффективности:
1. Обеспечено гарантированное и безопасное подключение электролизера на полном токе серии.
2. Снижение время обжига электролизера с 72 ч до 54 ч.
3. Исключение затрат на дорогостоящее оборудование для обжига и топливо (снижение экологической нагрузки).
Принципиальные отличия предложенного технического решения:
1) Обжиг на полной силе тока без шунтов-реостатов;
2) Применение графитового материала;
3) Дифференцированная накатка графитовой «подушки»;
4) Оптимальная конструкция гибких контакт-деталей:
- Обеспечение степени свободы анода в 3-х направлениях (X,Y,Z);
- Оперативное регулирование распределением тока по анодам;
5) Автоматизированный мониторинг температуры.
Принимая во внимание приведенное выше описание способа, примеры и отличия, объем правовой охраны по формуле испрашивается в следующих пределах:
1. Способ обжига подины алюминиевого электролизера с обожженными анодами, включающий покрытие подины электропроводным материалом, размещение на нем обожженных анодов, соединенных с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через электропроводный материал и регулирование токовой нагрузки по анодам для обжига, отличающийся тем, что равномерный обжиг обеспечивают подбором количества электропроводного материала под анодами, а именно, количество электропроводного материала под анодами выбирают таким образом, чтобы под анодами, расположенными в середине электролизера, материала было меньше, чем под анодами, расположенными рядом с торцевыми крайними анодами, а под анодами, расположенными рядом с торцевыми крайними анодами, электропроводного материала было меньше, чем под торцевыми крайними анодами.
2. Способ по п. 1, отличающийся тем, что в качестве электропроводного материала используют графитовый материал с фракцией от 0,1 мм до 10 мм.
3. Способ по п. 1, отличающийся тем, что высоту и длину каждого ряда электропроводного материала под анодами устанавливают в обратно пропорциональной зависимости от силы пропускаемого тока.
4. Способ по п. 1, отличающийся тем, что соединение анододержателей, установленных обожженных анодов, с анодными шинами анодной ошиновки электролизера, осуществляют посредством гибких элементов с обеспечением степени свободы анода в трех направлениях (X,Y,Z).
5. Способ по п. 1, отличающийся тем, что после установки всех анодов в пространство борт - анод загружают пусковую шихту, например, криолит, дробленый оборот, соду, и сверху анодный массив укрывают криолитом.
6. Способ по п. 1, отличающийся тем, что соединяют анододержатели всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера с помощью пакета алюминиевых гибких лент и пропускают электрический ток через слой графитового материала.
7. Способ по п. 1, отличающийся тем, что производят регулирование токовой нагрузки обожженных анодов путем отключения анодов, берущих высокую нагрузку или имеющих локальный перегрев подин.
Катодное устройство алюминиевого электролизера с рельефной подиной
Катодное устройство электролизера для получения алюминия и способ его ремонта
Устройство для непрерывного литья, прокатки и прессования катанки
Способ получения топливных брикетов
Способ создания смачиваемого покрытия углеродной подины алюминиевого электролизера
Способ получения фторида кальция
Мешалка
Смесь для приклеивания плит
Кладочная смесь
Финишная шпатлевочная смесь
Катодное устройство электролизера для получения алюминия и способ его ремонта
Ошиновка электролизера для получения алюминия
Способ замены четырехстоячной ошиновки на трехстоячную в алюминиевом электролизере содерберга
Способ обжига подины алюминиевого электролизера с обожженными анодами
Ошиновка мощных алюминиевых электролизеров при их продольном расположении в корпусе
Способ автоматического контроля криолитового отношения
Устройство для сбора и удаления газов из алюминиевого электролизера
Система для извлечения клиновидных шунтов при подключении электролизной ванны
Укрытие алюминиевого электролизера с обожженными анодами
Способ обжига подины алюминиевого электролизера

