Результат интеллектуальной деятельности: НЕТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ПРОИЗВОДСТВА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Данное раскрытие изобретения относится к нетекстурированной электротехнической листовой стали и способу ее производства.
Уровень техники
Для удовлетворения возрастающих потребностей по экономии энергии на предприятиях с недавних пор используются высокоэффективные индукционные двигатели. Для улучшения эффективности индукции таких двигателей предпринимаются попытки увеличения толщины пластины железного сердечника и улучшения у них коэффициента заполнения обмотки. Кроме того, предпринимаются попытки по замене обычного низкосортного материала на более высокосортный материал, демонстрирующий характеристики низких потерь в сердечнике в виде электротехнической листовой стали, использующейся для железных сердечников.
В дополнение к этому, с точки зрения уменьшения потерь в обмотке от таких материалов сердечников для индукционных двигателей требуются демонстрация характеристик низких потерь в сердечнике и уменьшение эффективного тока намагничивания при расчетной магнитной индукции. В целях уменьшения эффективного тока намагничивания эффективным является увеличение магнитной индукции материала сердечника.
Кроме того, в случае приводных двигателей гибридных электромобилей, которые быстро распространяются с недавних пор, во время запуска и разгона потребуется высокий крутящий момент, и, таким образом, желательным является дополнительное улучшение магнитной индукции.
В качестве электротехнической листовой стали, характеризующейся высокой магнитной индукцией, в публикации JP2000129410A (ИПЛ 1), например, описывается нетекстурированная электротехническая листовая сталь, образованная из стали, к которой добавляют Si в количестве, составляющем 4% или менее, и Со в количестве в диапазоне от 0,1% или более до 5% или менее. Однако, вследствие очень большой дороговизны Со это приводит к появлению проблемы, связанной со значительным увеличением стоимости при использовании для двигателя общего назначения.
С другой стороны, использование определенного материала, характеризующегося низким уровнем содержания Si, делает возможным увеличение магнитной индукции. Однако, такой материал является мягким и обнаруживает значительное увеличение потерь в сердечнике при штамповке из него материала сердечника двигателя.
Перечень цитирования
Источник патентной литературы
ИПЛ 1: JP2000129410A
Раскрытие сущности изобретения
Техническая проблема
В данных обстоятельствах имеет место потребность в методике увеличения магнитной индукции для электротехнической листовой стали и уменьшения потерь в сердечнике без стимулирования значительного увеличения стоимости.
Таким образом, было бы полезным предложение нетекстурированной электротехнической листовой стали, характеризующейся увеличенной магнитной индукцией и уменьшенными потерями в сердечнике, и способа ее производства.
Решение проблемы
В результате проведения обширных исследований в отношении разрешения вышеупомянутых проблем заявители установили то, что в результате подстраивания химического состава таким образом, чтобы это позволяло бы осуществить превращение γ → α (превращение γ-фазы в α-фазу) во время горячей прокатки, и в результате установления твердости по Виккерсу в диапазоне от 140 HV или более до 230 HV или менее является возможным получение материала, характеризующегося улучшенным балансом между его магнитной индукцией и характеристиками потерь в сердечнике без проведения отжига горячей полосы.
Настоящее раскрытие изобретения было совершено на основании данных открытий, и основные его признаки соответствуют представленному ниже описанию изобретения.
1. Нетекстурированная электротехническая листовая сталь, характеризующаяся химическим составом, содержащим нижеследующее (состоящим из него), в % (масс.):
С: 0,0050% или менее,
Si: от 1,50% или более до 4,00% или менее, Al: 0,500% или менее, Mn: от 0,10% или более до 5,00% или менее, S: 0,0200% или менее, Р: 0,200% или менее, N: 0,0050% или менее, О: 0,0200% или менее и по меньшей мере один представитель, выбираемый из Sb: от 0,0010% или более до 0,10% или менее или Sn: от 0,0010% или более до 0,10% или менее, при этом остаток представляют собой Fe и неизбежные примеси, где нетекстурированная электротехническая листовая сталь характеризуется температурой превращения Ar3, составляющей 700°С или более, размером зерен в диапазоне от 80 мкм или более до 200 мкм или менее и твердостью по Виккерсу в диапазоне от 140 HV или более до 230 HV или менее.
2. Нетекстурированная электротехническая листовая сталь, соответствующая позиции 1, где химический состав, кроме того, содержит, в % (масс.), Са: от 0,0010% или более до 0,0050% или менее.
3. Нетекстурированная электротехническая листовая сталь, соответствующая позициям 1 или 2, где химический состав, кроме того, содержит, в % (масс.), Ni: от 0,010% или более до 3,0% или менее.
4. Нетекстурированная электротехническая листовая сталь, соответствующая любой одной из позиций от 1 до 3, где химический состав, кроме того, содержит, в % (масс.) по меньшей мере одного представителя, выбираемого из группы, состоящей из Ti: 0,0030% или менее, Nb: 0,0030% или менее, V: 0,0030% или менее и Zr: 0,0020% или менее.
5. Способ производства нетекстурированной электротехнической листовой стали, соответствующей указанию в любой одной позиции от 1 до 4, при этом способ включает проведение горячей прокатки по меньшей мере в один проход в двухфазной области перехода от γ-фазы до α-фазы.
Выгодный эффект
В соответствии с раскрытием изобретения является возможным получение электротехнической листовой стали, характеризующейся высокой магнитной индукцией и низкими потерями в сердечнике, без проведения отжига горячей полосы.
Краткое описание чертежей
На приложенных чертежах:
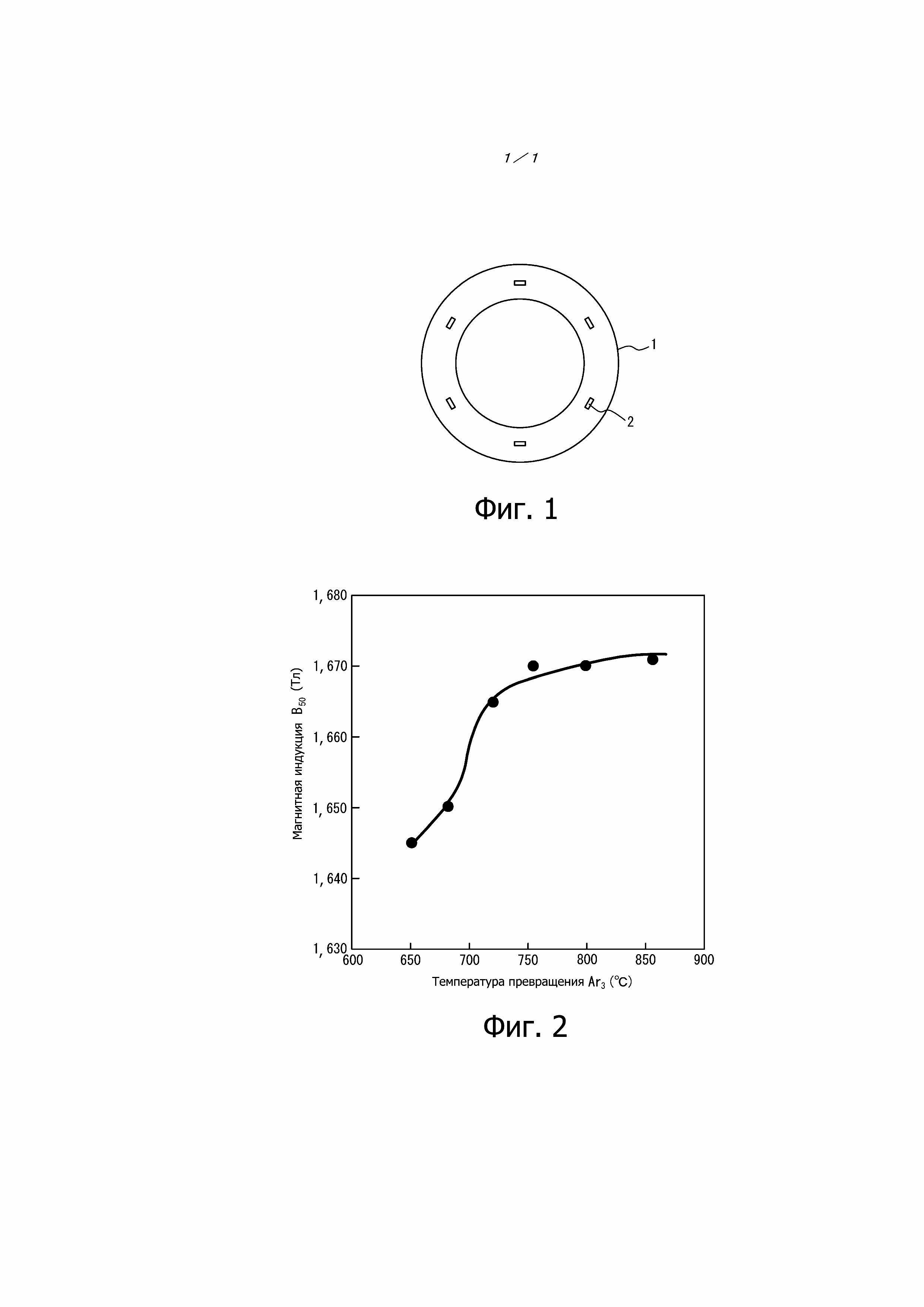
фиг. 1 представляет собой схематическое изображение образца прокладочного кольца; и
фиг. 2 представляет собой график, иллюстрирующий воздействие температуры превращения Ar3 на магнитную индукцию В50.
Осуществление изобретения
Причины наложения ограничений на раскрытие изобретения будут описываться ниже.
Сначала в целях исследования воздействия двухфазной области перехода от γ-фазы до α-фазы на магнитные свойства в результате выплавки стали в лаборатории получали стали от стали А до стали С, характеризующиеся химическими составами, перечисленными в таблице 1, и проводили горячую прокатку. Горячую прокатку проводили в 7 проходов, где температуру на входе для первого прохода (F1) доводили до 1030°С, а температуру на входе для конечного прохода (F7) – до 910°С.

После травления каждую горячекатаную сталь подвергали холодной прокатке для получения толщины листа 0,35 мм, а вслед за этим чистовому отжигу при 950°С на протяжении 10 секунд в атмосфере 20% Н2 – 80% N2 для получения листа, подвергнутого чистовому отжигу.
Из каждого таким образом полученного листа, подвергнутого чистовому отжигу, в результате штамповки получали кольцевой образец 1, имеющий внешний диаметр 55 мм и внутренний диаметр 35 мм. После этого в шести равным образом разнесенных позициях кольцевого образца 1 использовали V-образное расчеканивание 2, как это проиллюстрировано на фиг. 1, и 10 кольцевых образцов 1 укладывали в стопку и фиксировали друг с другом в виде уложенной в стопку конструкции для измерения магнитных свойств, твердости по Виккерсу и размера зерен. Измерение магнитных свойств проводили при использовании уложенной в стопку конструкции, полученной таким образом, при наличии обмоток с первичными 100 витками и вторичными 100 витками, а результаты измерения оценивали при использовании ваттметра. Твердость по Виккерсу измеряли в соответствии с документом JIS Z2244 в результате вдавливания алмазного индентора при 500 гс в поперечное сечение каждой листовой стали. Кроме того, размер зерен измеряли в соответствии с документом JIS G0551 после полирования поперечного сечения и травления при использовании ниталя.
Результаты измерений магнитных свойств и твердости по Виккерсу для сталей от стали А до стали С из таблицы 1 перечисляются в таблице 2. Как это должно быть понятно при концентрировании внимания на магнитной индукции, магнитная индукция является низкой для стали А и высокой для сталей В и С. В целях идентифицирования причины заявители исследовали текстуру материала после чистового отжига и выявили то, что в сопоставлении со сталями В и С в стали А развивалась текстура (111), которая является невыгодной с точки зрения магнитных свойств. Поскольку, как это известно, микроструктура электротехнической листовой стали до холодной прокатки оказывает большое воздействие на формирование текстуры в электротехнической листовой стали, заявители провели исследование в отношении микроструктуры после горячей прокатки до холодной прокатки и обнаружили наличие у стали А нерекристаллизованной микроструктуры. По данной причине, как это считается, в стали А во время технологического процесса холодной прокатки и чистового отжига после горячей прокатки развивалась текстура (111).
Таблица 2
|
Заявители также наблюдали микроструктуры сталей В и С после проведения горячей прокатки и обнаружили полностью рекристаллизованные микроструктуры. Таким образом, как это считается, в сталях В и С подавлялось формирование текстуры (111), невыгодной с точки зрения улучшения магнитных свойств, и магнитная индукция увеличивалась.
В соответствии с представленным выше описанием изобретения в целях идентифицирования причины варьирования микроструктур после горячей прокатки среди различных сталей характеристики превращения во время горячей прокатки оценивали в результате измерения коэффициента линейного расширения.
В результате, как это было выявлено, сталь А содержит одну лишь α-фазу в интервале от высокотемпературного диапазона до низкотемпературного диапазона, и во время горячей прокатки какого-либо фазового превращения не происходило. С другой стороны, как это было выявлено, температура превращения Ar3 составляла 1020°С для стали В и 930°С для стали С, и превращение γ → α происходило в первом проходе для стали В и в проходах от третьего до пятого для стали С. То есть, как это считается, различие микроструктур между сталями после горячей прокатки может быть приписано протеканию превращения γ → α во время горячей прокатки, что вызывает прохождение в листовой стали рекристаллизации при наличии в качестве движущей силы деформации превращения.
Как это установили заявители исходя из вышеизложенного, в целях получения увеличенной магнитной индукции важным является протекание превращения γ → α в температурном диапазоне, в котором проводят горячую прокатку. Поэтому для идентифицирования температуры превращения Ar3, при которой превращение γ → α должно быть завершено, проводили следующий далее эксперимент. Говоря конкретно, в результате выплавки стали в лаборатории получали стали, при этом каждая из них содержит, в % (масс.), С: 0,0016%, Al: 0,001%, P: 0,010%, S: 0,0008%, N: 0,0020%, O: от 0,0050% до 0,0070%, Sb: 0,0050%, Sn: 0,0050%, Ni: 0,100%, Ca: 0,0010%, Ti: 0,0010%, V: 0,0010%, Zr: 0,0005% и Nb: 0,0004% в качестве основных компонентов, причем баланс между уровнями содержания Si и Mn меняли для изменения температур превращения Ar3, из чего формовали слябы. Слябы, полученные таким образом, подвергали горячей прокатке. Горячую прокатку проводили в 7 проходов, где температуру на входе для первого прохода (F1) доводили до 900°С, а температуру на входе для конечного прохода (F7) – до 780°С таким образом, чтобы по меньшей мере один проход при горячей прокатке был бы проведен в двухфазной области, в которой протекало бы превращение α-фазы в γ-фазу.
Каждый горячекатаный лист, полученный таким образом, подвергали травлению, а после этого холодной прокатке для получения толщины листа 0,35 мм и чистовому отжигу при 950°С на протяжении 10 секунд в атмосфере 20% Н2 – 80% N2 для получения листа, подвергнутого чистовому отжигу.
Из каждого таким образом полученного листа, подвергнутого чистовому отжигу, в результате штамповки получали кольцевой образец 1, имеющий внешний диаметр 55 мм и внутренний диаметр 35 мм, в шести равным образом разнесенных позициях кольцевого образца 1 использовали V-образное расчеканивание 2, как это проиллюстрировано на фиг. 1, и 10 кольцевых образцов 1 укладывали в стопку и фиксировали друг с другом в виде уложенной в стопку конструкции. Измерение магнитных свойств проводили при использовании уложенной в стопку конструкции при наличии обмоток с первичными 100 витками и вторичными 100 витками, а результаты измерения оценивали при использовании ваттметра.
Фиг. 2 иллюстрирует воздействие температуры превращения Ar3 на магнитную индукцию В50. Как это может быть видно, в случае температуры превращения Ar3, составляющей менее, чем 700°С, магнитная индукция В50 уменьшится. Как это считается несмотря на отсутствие ясности в отношении причины, в случае температуры превращения Ar3, составляющей менее, чем 700°С, размер зерен до холодной прокатки был настолько маленьким, что это стимулировало развитие текстуры (111), невыгодной с точки зрения магнитных свойств, во время технологического процесса на этапе от последующей холодной прокатки до чистового отжига.
Исходя из вышеизложенного в настоящем раскрытии изобретения температуру превращения Ar3 устанавливают составляющей 700°С или более. Для температуры превращения Ar3 какого-либо верхнего предельного значения не устанавливают. Однако, важными являются стимулирование прохождения превращения γ → α во время горячей прокатки и необходимость проведения по меньшей мере одного прохода горячей прокатки в двухфазной области для γ-фазы и α-фазы. С учетом этого предпочтительным является установление температуры превращения Ar3 составляющей 1000°С или менее. Это обуславливается промотированием развития текстуры, которая является предпочтительной для магнитных свойств, в результате проведения горячей прокатки во время превращения.
Как это может быть видно при концентрировании внимания на оценке потерь в сердечнике в приведенной выше таблице 2, потери в сердечнике являются низкими для сталей А и С и высокими для стали В. Как это считается несмотря на отсутствие ясности в отношении причины, вследствие низкой твердости (HV) листовой стали после чистового отжига для стали В легко распространялось поле напряжения сжатия, образованное в результате штамповки и расчеканивания, и потери в сердечнике увеличивались. Поэтому в настоящем раскрытии изобретения твердость по Виккерсу устанавливают составляющей 140 HV или более, а предпочтительно 150 HV или более. С другой стороны, твердость по Виккерсу, составляющая более, чем 230 HV, приводит к более серьезному изнашиванию матрицы для штамповки, что излишне увеличивает стоимость. Таким образом, верхнее предельное значение устанавливают составляющим 230 HV. С точки зрения подавления изнашивания матрицы его предпочтительно устанавливают составляющим 200 HV или менее.
В следующем далее изложении описывается нетекстурированная электротехническая листовая сталь, соответствующая одному из раскрытых вариантов осуществления. Сначала будут разъяснены причины наложения ограничений на химический состав стали. При выражении количеств компонентов в «%» это будет относиться к «% (масс.)», если только не будет указываться на другое.
С: 0,0050% или менее
С точки зрения предотвращения магнитного старения уровень содержания С устанавливают составляющим 0,0050% или менее. С другой стороны, поскольку С демонстрирует эффект улучшения магнитной индукции, уровень содержания С предпочтительно составляет 0,0010% или более.
Si: от 1,50% или более до 4,00% или менее
Si представляет собой элемент, подходящий для использования при увеличении удельного сопротивления листовой стали. Таким образом, уровень содержания Si предпочтительно устанавливают составляющим 1,50% или более. С другой стороны, уровень содержания Si, превышающий 4,00%, в результате приводит к уменьшению магнитной индукции насыщения и соответствующему уменьшению магнитной индукции. Таким образом, верхнее предельное значение для уровня содержания Si устанавливают составляющим 4,00%. Уровень содержания Si предпочтительно составляет 3,00% или менее. Это обуславливается тем, что в случае превышения уровнем содержания Si 3,00% будет необходимо добавлять большое количество Mn в целях получения двухфазной области, что излишне увеличивает стоимость.
Al: 0,500% или менее
Al представляет собой элемент, который сужает температурный диапазон, в котором появляется γ-фаза, и предпочтительным является меньший уровень содержания Al. Уровень содержания Al устанавливают составляющим 0,500% или менее. Следует обратить внимание на то, что уровень содержания Al составляет предпочтительно 0,020% или менее, а более предпочтительно 0,002% или менее. С другой стороны, с точки зрения производственной себестоимости и тому подобного уровень содержания Al предпочтительно составляет 0,0005% или более.
Mn: от 0,10% или более до 5,00% или менее
Поскольку Mn представляет собой эффективный элемент для расширения температурного диапазона, в котором появляется γ-фаза, нижнее предельное значение устанавливают составляющим 0,10%. С другой стороны, уровень содержания Mn, превышающий 5,00%, в результате приводит к уменьшению магнитной индукции. Таким образом, верхнее предельное значение для уровня содержания Mn устанавливают составляющим 5,00%. Уровень содержания Mn предпочтительно составляет 3,00% или менее. Причина заключается в том, что уровень содержания Mn, превышающий 3,00%, излишне увеличивает стоимость.
S: 0,0200% или менее
S вызывает увеличение потерь в сердечнике вследствие формирования выделений MnS при добавлении S сверх 0,0200%. Таким образом, верхнее предельное значение для уровня содержания S устанавливают составляющим 0,0200%. С другой стороны, с точки зрения производственной себестоимости и тому подобного уровень содержания S предпочтительно составляет 0,0005% или более.
P: 0,200% или менее
Р увеличивает твердость листовой стали при добавлении Р сверх 0,200%. Таким образом, уровень содержания Р устанавливают составляющим 0,200% или менее, а более предпочтительно 0,100% или менее. Еще более предпочтительно уровень содержания Р устанавливают в диапазоне от 0,010% или более до 0,050% или менее. Это обуславливается тем, что Р демонстрирует эффект подавления азотирования в результате поверхностной ликвации.
N: 0,0050% или менее
N вызывает формирование большего количества выделений AlN и увеличивает потери в сердечнике при добавлении N в большом количестве. Поэтому уровень содержания N устанавливают составляющим 0,0050% или менее. С другой стороны, с точки зрения производственной себестоимости и тому подобного уровень содержания N предпочтительно составляет 0,0005% или более.
О: 0,0200% или менее
О вызывает образование большего количества оксидов и увеличивает потери в сердечнике при добавлении О в большом количестве. Поэтому уровень содержания О устанавливают составляющим 0,0200% или менее. С другой стороны, с точки зрения производственной себестоимости и тому подобного уровень содержания О предпочтительно составляет 0,0010% или более.
По меньшей мере, один представитель, выбираемый из Sb: от 0,0010% или более до 0,10% или менее или Sn: от 0,0010% или более до 0,10% или менее
Sb и Sn представляют собой эффективные элементы для улучшения структуры текстуры, и нижнее предельное значение для каждого из них устанавливают составляющим 0,0010%. В частности, в случае уровня содержания Al, составляющего 0,010% или менее, в результате добавления Sb и Sn будет иметь место большой эффект улучшения магнитной индукции, и их добавление в количестве, составляющем 0,050% или более, значительно улучшит магнитную индукцию. С другой стороны, добавление сверх 0,10% заканчивается излишне увеличенными стоимостями, поскольку эффект, которого добиваются в результате добавления, достигает плато. Таким образом, верхнее предельное значение для каждого из них устанавливают составляющим 0,10%.
Были описаны основные компоненты листовой стали, соответствующей раскрытию изобретения. Остаток, отличный от вышеупомянутых компонентов, состоит из Fe и неизбежных примесей. Однако, там, где это уместно, также могут быть добавлены и следующие далее необязательные элементы.
Са: от 0,0010% или более до 0,0050% или менее
Са может фиксировать сульфиды в виде CaS и уменьшать потери в сердечнике. Поэтому при добавлении Са нижнее предельное значение для уровня содержания Са предпочтительно устанавливают составляющим 0,0010%. С другой стороны, в случае превышения уровнем содержания 0,0050% сформируется большое количество выделений CaS, и потери в сердечнике увеличатся. Таким образом, верхнее предельное значение для уровня содержания Са устанавливают составляющим 0,0050%. В целях стабильного уменьшения потерь в сердечнике уровень содержания Са более предпочтительно устанавливают в диапазоне от 0,0015% или более до 0,0035% или менее.
Ni: от 0,010% или более до 3,0% или менее
Поскольку Ni представляет собой эффективный элемент для увеличения γ-области, при добавлении Ni нижнее предельное значение для уровня содержания Ni предпочтительно устанавливают составляющим 0,010%. С другой стороны, уровень содержания Ni, превышающий 3,0%, излишне увеличивает стоимость. Поэтому предпочтительным является установление верхнего предельного значения для уровня содержания составляющим 3,0%, а более предпочтительным является установление уровня содержания Ni в диапазоне от 0,100% до 1,0%.
Ti: 0,0030% или менее
Ti может вызывать формирование большего количества выделений TiN и увеличивать потери в сердечнике при добавлении Ti в большом количестве. Поэтому при добавлении Ti уровень содержания Ti устанавливают составляющим 0,0030% или менее. С другой стороны, с точки зрения производственной себестоимости и тому подобного уровень содержания Ti предпочтительно устанавливают составляющим 0,0001% или более.
Nb: 0,0030% или менее
Nb может вызывать формирование большего количества выделений NbC и увеличивать потери в сердечнике при добавлении Nb в большом количестве. Поэтому при добавлении Nb уровень содержания Nb устанавливают составляющим 0,0030% или менее. С другой стороны, с точки зрения производственной себестоимости и тому подобного уровень содержания Nb предпочтительно устанавливают составляющим 0,0001% или более.
V: 0,0030% или менее
V может вызывать формирование большего количества выделений VN и VC и увеличивать потери в сердечнике при добавлении V в большом количестве. Поэтому при добавлении V уровень содержания V устанавливают составляющим 0,0030% или менее. С другой стороны, с точки зрения производственной себестоимости и тому подобного уровень содержания V предпочтительно устанавливают составляющим 0,0005% или более.
Zr: 0,0020% или менее
Zr может вызывать формирование большего количества выделений ZrN и увеличивать потери в сердечнике при добавлении Zr в большом количестве. Поэтому при добавлении Zr уровень содержания Zr устанавливают составляющим 0,0020% или менее. С другой стороны, с точки зрения производственной себестоимости и тому подобного уровень содержания Zr предпочтительно устанавливают составляющим 0,0005% или более.
Средний размер зерен листовой стали, раскрытой в настоящем документе, устанавливают в диапазоне от 80 мкм или более до 200 мкм или менее. В случае среднего размера зерен, составляющего менее, чем 80 мкм, твердость по Виккерсу может быть доведена до 140 HV или более при использовании материала, характеризующегося низким уровнем содержания Si, в случае чего, однако, увеличивались бы потери в сердечнике. Поэтому размер зерен устанавливают составляющим 80 мкм или более. С другой стороны, в случае превышения размером зерен 200 мкм увеличится пластическая деформация, обусловленная штамповкой и расчеканиванием, что в результате приведет к получению увеличенных потерь в сердечнике. Таким образом, верхнее предельное значение для размера зерен устанавливают составляющим 200 мкм.
Для получения размера зерен в диапазоне от 80 мкм или более до 200 мкм или менее необходимо надлежащим образом контролируемо выдерживать температуру чистового отжига. В дополнение к этому, для получения твердости по Виккерсу в диапазоне от 140 HV или более до 230 HV или менее необходимо надлежащим образом добавлять элемент, приводящий к получению твердо-растворного упрочнения, такой как Si, Mn или Р.
В следующем далее изложении приводится конкретное описание условий производства нетекстурированной электротехнической листовой стали, соответствующей раскрытию изобретения.
Нетекстурированная электротехническая листовая сталь, раскрытая в настоящем документе, может быть произведена и иным образом, следуя обычному способу производства нетекстурированной электротехнической листовой стали, до тех пор, пока химический состав и условия проведения горячей прокатки будут попадать в пределы диапазонов, указанных в настоящем документе. То есть, расплавленную сталь подвергают дутью в конверторе и вакуумирующей обработке, когда ее доводят до предварительно определенного химического состава, а впоследствии литью и горячей прокатке. Для температуры скатывания в рулон во время горячей прокатки конкретных указаний не дают, тем не менее, необходимо провести по меньшей мере один проход горячей прокатки в двухфазной области для γ-фазы и α-фазы. Температуру скатывания в рулон предпочтительно устанавливают составляющей 650°С или менее в целях предотвращения окисления во время скатывания в рулон. В дополнение к этому, температуру конечного отжига предпочтительно устанавливают в диапазоне, удовлетворяющем размеру зерен листовой стали, например, в диапазоне от 900°С до 1050°С. В соответствии с настоящим раскрытием изобретения могут быть получены превосходные магнитные свойства без проведения отжига горячей полосы. Однако, отжиг горячей полосы может быть и проведен. После этого листовую сталь подвергают холодной прокатке один раз или два или более раз при проведении в промежутке между ними промежуточного отжига для получения предварительно определенной толщины листа и последующему чистовому отжигу.
Примеры
Расплавленные стали подвергали дутью в конверторе и вакуумирующей обработке, когда их доводили до химических составов, соответствующих перечислению в таблицах 3-1 и 3-2, после этого нагреванию сляба при 1120°С на протяжении 1 часа, а впоследствии горячей прокатке для получения толщины 2,0 мм. Горячую чистовую прокатку проводили в 7 проходов, температуры на входе для первого прохода и для конечного прохода, соответственно, устанавливали в соответствии с перечислением в таблицах 3-1 и 3-2 и температуру скатывания в рулон устанавливали составляющей 650°С. После этого выполняли травление, проводили холодную прокатку для получения толщины 0,35 мм и проводили чистовой отжиг при использовании атмосферы 20% Н2 – 80% N2 на протяжении времени отжига 10 секунд в условиях, перечисленных в таблицах 3-1 и 3-2, в целях получения образцов для испытаний. У каждого образца для испытаний оценивали магнитные свойства (W15/50, B50), твердость по Виккерсу (HV) и размер зерен (мкм). Измерение магнитных свойств проводили в соответствии с измерением Эпштейна в отношении образцов Эпштейна, вырезанных в направлении прокатки и поперечном направлении (направлении, ортогональном направлению прокатки). Твердость по Виккерсу измеряли в соответствии с документом JIS Z2244 в результате вдавливания алмазного индентора при нагрузке 500 гс в поперечное сечение каждой листовой стали. Размер зерен измеряли в соответствии с документом JIS G0551 после полирования поперечного сечения и травления при использовании ниталя.
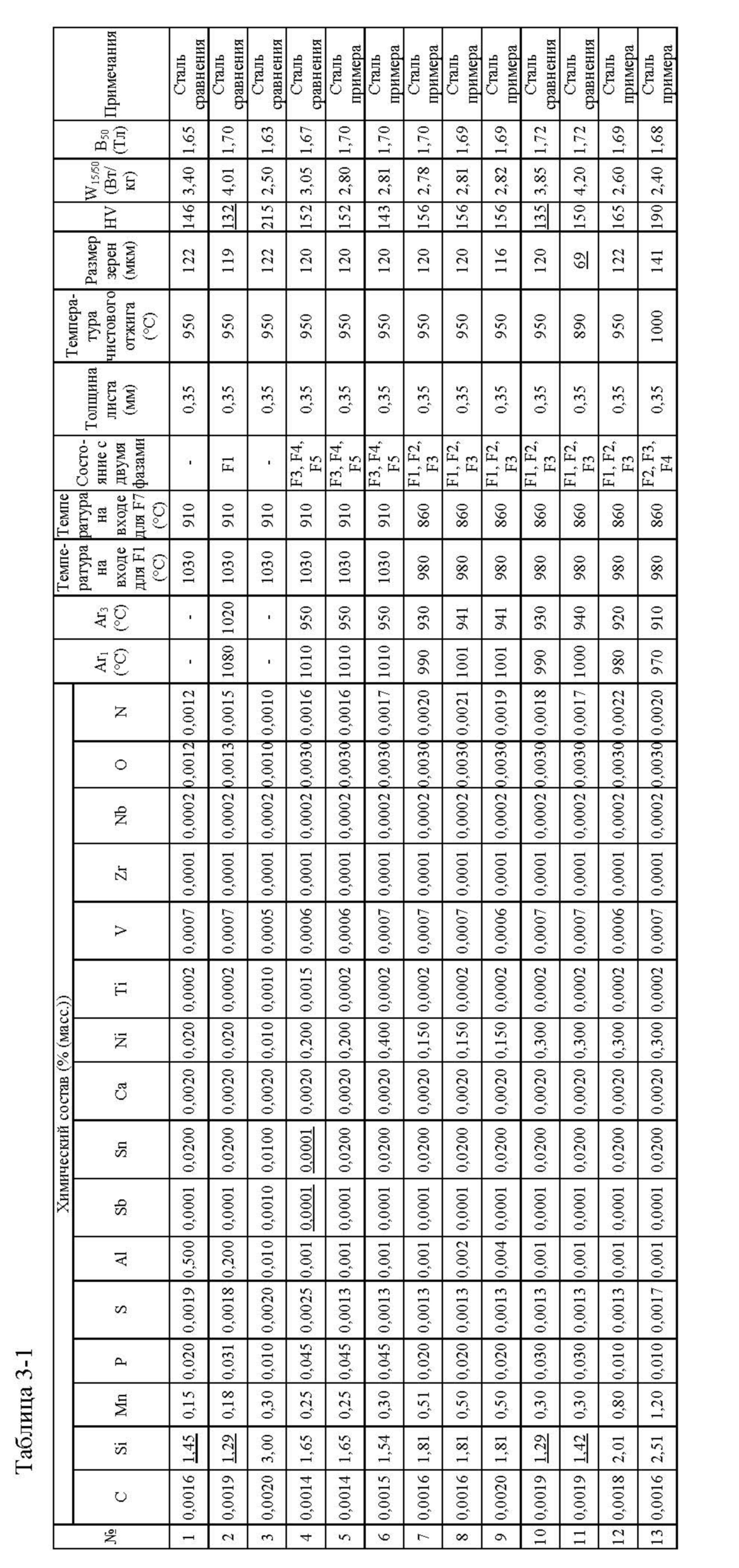
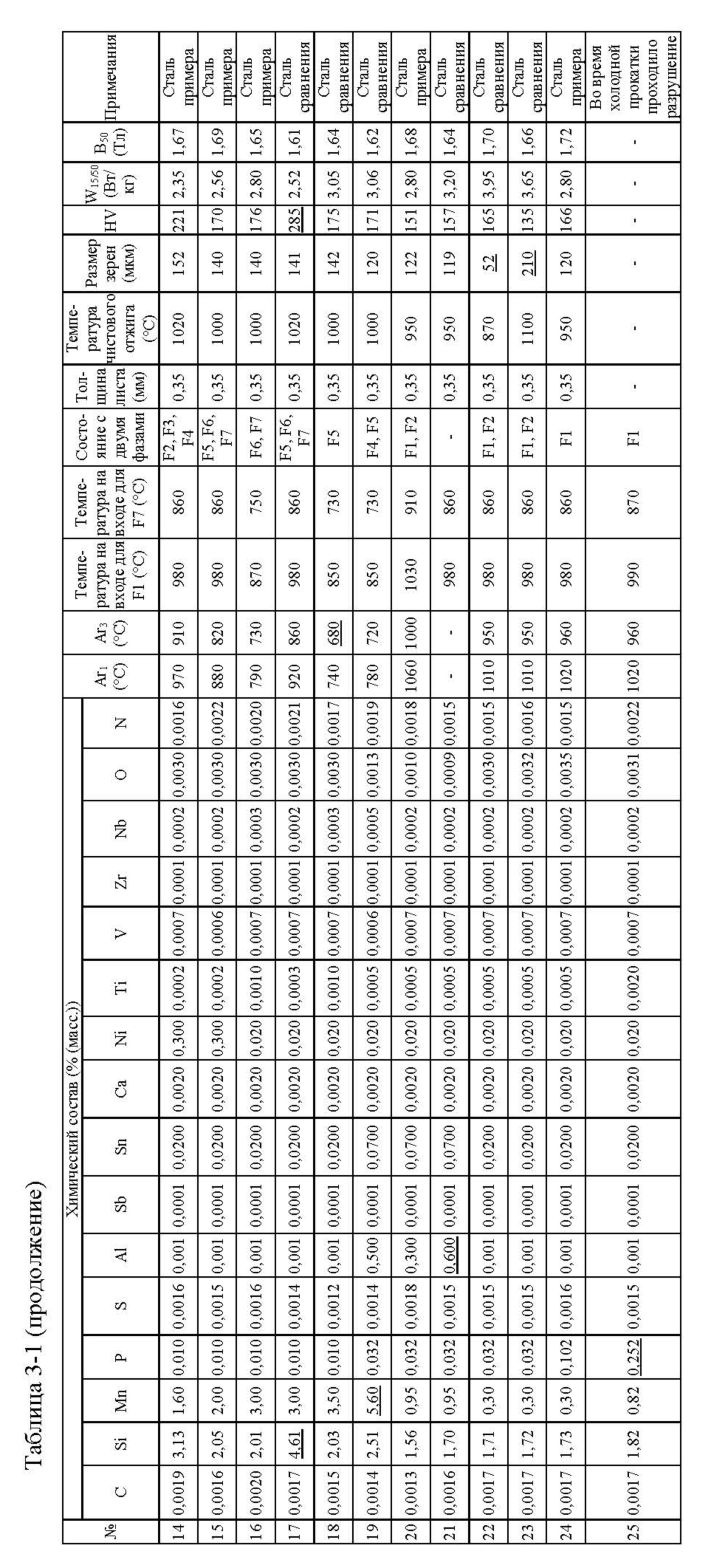
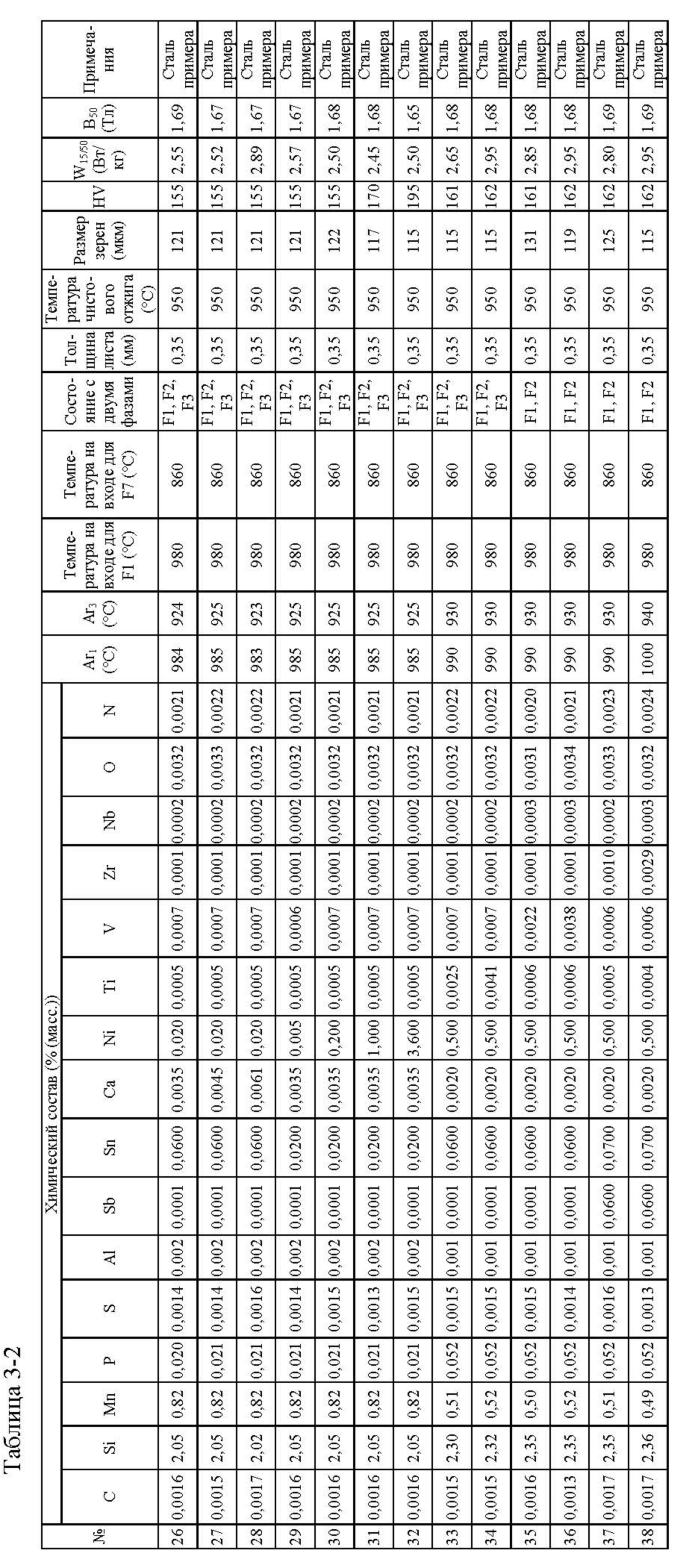
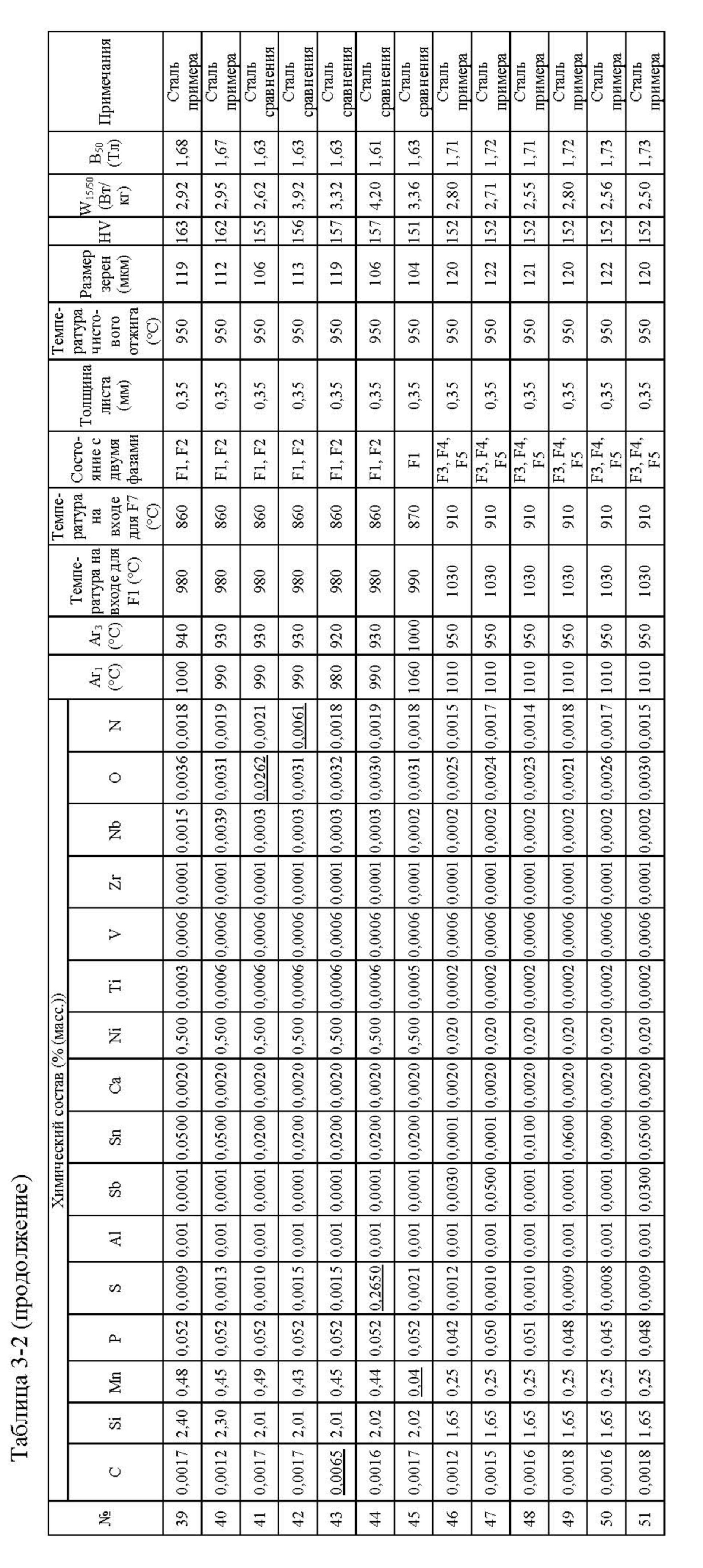
Как это может быть видно исходя из таблиц 3-1 и 3-2, все нетекстурированные электротехнические листовые стали, соответствующие примерам заявителей, у которых химический состав, температура превращения Ar3, размер зерен и твердость по Виккерсу попадают в объем раскрытия изобретения, демонстрируют превосходные как магнитную индукцию, так и характеристики потерь в сердечнике в сопоставлении с листовыми сталями в сравнительных примерах, не попадающих в объем раскрытия изобретения.
Применимость в промышленности
В соответствии с раскрытием изобретения является возможным предложение нетекстурированных электротехнических листовых сталей, позволяющих добиться достижения хорошего баланса между магнитной индукцией и характеристиками потерь в сердечнике без проведения отжига горячей полосы.
Перечень ссылочных позиций
1 Кольцевой образец
2 V-образное расчеканивание.
Текстурированный лист из электротехнической стали и способ производства такого листа
Стальная сварная труба, полученная контактной сваркой, для гибкой непрерывной трубы и способ ее изготовления
Горячекатаный стальной лист для колтюбинга
Резьбовое соединение стальных труб для нефтяных скважин
Листовая электротехническая сталь с неориентированной структурой и способ ее производства
Способ непрерывного литья стали
Лист из текстурированной электрической стали и способ его изготовления
Текстурированный лист из электротехнической стали
Способ нанесения суспензии и устройство для нанесения суспензии
Способ изготовления текстурированных листов из электротехнической стали
Текстурированная электротехническая листовая сталь, железный сердечник трансформатора, трансформатор и способ уменьшения шума трансформатора
Лист из нетекстурированной электротехнической стали и способ его изготовления
Нетекстурированная электротехническая листовая сталь и способ ее изготовления
Неориентированный лист электротехнической стали и способ его получения
Неориентированный лист электротехнической стали и способ его получения

