Результат интеллектуальной деятельности: Способ получения износостойкого покрытия для режущего инструмента
Вид РИД
Изобретение
Изобретение относится к способам нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке.
Известен способ повышения стойкости режущего инструмента (РИ), при котором на его поверхность вакуумно-плазменным методом наносят износостойкое покрытие (ИП) из нитрида ниобия (NbN) (см. Табаков В.П., Чихранов А.В., Долженко Я.А. Влияние состава износостойких покрытий на основе нитрида ниобия на механические свойства и работоспособность режущего инструмента // Материалы и технологии XXI века: сборник статей XVI Международной научно-технической конференции. - Пенза: Приволжский Дом знаний, 2019. - С. 76-80). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе покрытие имеет относительно низкие механические свойства: твердость, вязкость разрушения. В результате этого покрытие в большей мере подвергается износу, в нем быстро зарождаются и распространяются трещины, приводящие к разрушению покрытия, что снижает стойкость РИ с покрытием.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ нанесения износостойкого покрытия из нитрида ниобия и циркония NbZrN (см. патент на изобретение RU 2637860 С1), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного режущего инструмента с покрытием, принятого за прототип, относится то, что в известном способе износостойкое покрытие обладает недостаточной твердостью, а следовательно, трещиностойкостью. В результате покрытие плохо сопротивляется процессам износа и разрушения и быстро разрушается при резании.
Повышение в последнее время стоимости металлорежущего инструмента и ужесточение требований к точности обрабатываемых деталей сделало еще более актуальной проблему повышения стойкости РИ. Одним из путей повышения стойкости и, как следствие, работоспособности РИ с покрытием является нанесение покрытий, обладающих высокой твердостью, трещино- и износостойкостью. Такой эффект может быть достигнут целенаправленным легированием и созданием микрослоистости покрытия при его осаждении.
Технический результат - повышение работоспособности РИ.
Указанный технический результат при осуществлении изобретения достигается тем, что наносят износостойкое покрытие из нитрида или карбонитрида соединения ниобия, титана и кремния при их соотношении, ат. %: ниобий 52,5, титан 45,3, кремний 2,2, а нанесение покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый и второй из которых выполняют из ниобия и располагают противоположно друг другу, а третий изготавливают из сплава титана и кремния и располагают между ними.
Такое расположение катодов позволяет получить при осаждении покрытия наибольшее количество микрослоев в покрытии с хорошей адгезией между ними и максимальным их упрочнением за счет взаимного легирования элементами из разных катодов. В случае расположения катодов в другой последовательности (альтернативная схема: два катода из ниобия располагаются рядом, а не противоположно друг другу) образование микрослоев не приведет к максимальному эффекту от взаимного твердорастворного упрочнения.
Сущность изобретения заключается в следующем. В покрытии при резании происходят процессы трещинообразования, приводящие к его разрушению. В этих условиях покрытие должно иметь слоистую структуру для торможения трещин. Покрытие должно обладать высокой твердостью для повышения износо- и трещиностойкости.
Пластины с покрытиями, полученные с отклонениями от указанной технологии нанесения, показали более низкие результаты.
Для экспериментальной проверки заявленного способа было нанесено покрытие-прототип, а также износостойкие покрытия по предлагаемому способу.
Нанесение предлагаемых покрытий осуществляется следующим образом. Твердосплавные пластины МК8 (размером 4,7×12×12 мм) промывают в ультразвуковой ванне, протирают ацетоном, спиртом и устанавливают на поворотном устройстве в вакуумной камере установки «Булат-6», снабженной тремя катодами, расположенными горизонтально в одной плоскости. При нанесении покрытия используют первый и второй катоды, изготовленные из ниобия и расположенные в камере установки противоположно друг другу, а третий изготавливают из сплава титана и кремния и располагают между ними.
Также была использована альтернативная схема расположения катодов: первый катод изготавливался из ниобия, второй - из сплава титана и кремния и располагался противоположно первому, а третий -из ниобия и располагался между ними.
Камеру откачивают до давления 6,65⋅10-3 Па, включают поворотное устройство, подают на него отрицательное напряжение 1,1 кВ, включают катод из сплава титана и кремния и при токе дуги 100 А производят ионную очистку и нагрев пластин до температуры 560-580°С. Ток фокусирующей катушки 0,4 А. Затем при отрицательном напряжении 160 В, токе катушек 0,3 А и подаче реакционного газа (азота для нанесения нитридных покрытий или 70% азота и 30% ацетилена для нанесения карбонитридных покрытий) включают все три катода и осаждают износостойкое покрытие NbTiSiN или NbTiSiCN толщиной 6 мкм. Затем отключают испарители, подачу реакционного газа, напряжение и вращение приспособления. Через 15-20 мин камеру открывают и извлекают инструмент с покрытием.
Микротвердость покрытий определяли на микротвердомере «ПМТ-3» под нагрузкой 100 г.
Стойкостные испытания режущего инструмента проводили при продольном точении заготовок из стали 30ХГСА на токарном станке 16К20. Режимы резания: скорость резания V = 160 м/мин, подача S = 0,3 мм/об, глубина резания t = 1,0 мм, обработка производилась без применения СОЖ. Испытывали твердосплавные пластины марки МК8, обработанные по известному и предлагаемому способам. Критерием износа служила фаска износа по задней поверхности шириной 0,4 мм.
В табл. 1 приведены результаты испытаний РИ с полученными покрытиями.
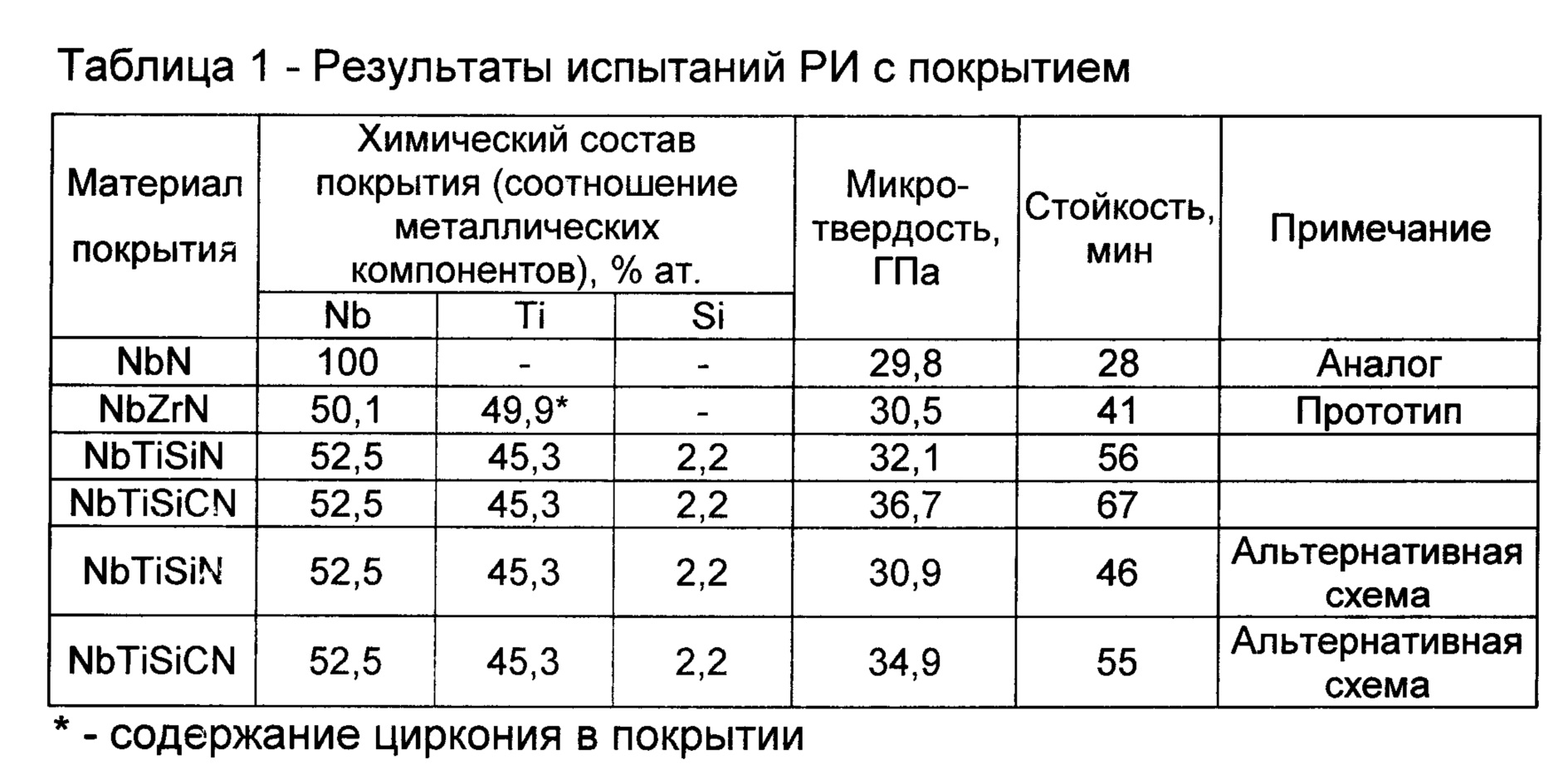
Как видно из приведенных в таблице 1 данных, стойкость пластин, с покрытиями, нанесенными по предлагаемому способу, выше стойкости пластин с покрытием, нанесенным по способу-прототипу в 1,4-1,6 раза.
Способ получения износостойкого покрытия для режущего инструмента, включающий вакуумно-плазменное нанесение покрытия, отличающийся тем, что наносят износостойкое покрытие из нитрида или карбонитрида соединения ниобия, титана и кремния при их соотношении, ат. %: ниобий 52,5, титан 45,3, кремний 2,2, а нанесение покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый и второй из которых выполняют из ниобия и располагают противоположно друг другу, а третий изготавливают из сплава титана и кремния и располагают между ними.Способ получения многослойного покрытия для режущего инструмента
Устройство для исследования двустороннего торцового шлифования деталей
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Узловое соединение стержней п-образного сечения пространственной конструкции
Логический преобразователь
Способ получения износостойкого покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента

