Результат интеллектуальной деятельности: КЕРАМИЧЕСКАЯ ПЛИТКА И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ПЛИТОК
Вид РИД
Изобретение
Настоящее изобретение относится к керамическим плиткам и способу изготовления комплекта керамических плиток.
Изобретение, в частности, относится к керамическим плиткам, имеющим керамический базовый слой и слой покровной глазури, содержащий отпечатанный рисунок.
Подобные керамические плитки хорошо известны. ES 2 196 991 описывает способ изготовления керамических плиток, на которых рисунок напечатан посредством трафаретной печати или ротационной шелкографии. EP 1 038 689 описывает технологию цифровой печати для декорирования керамических плиток, например, мраморным рисунком, в которой многоцветная печать осуществляется за один проход плитки под множеством блоков печатных секций. Печать осуществляется перед первым обжигом или между последовательными обжигами. Хотя с помощью данных технологий можно создавать сложные узоры, полученная поверхность керамической плитки является однообразной. CN 103241049 A показывает пример сложности, которая может быть получена с мраморными узорами.
CN 203080849 U описывает оборудование для получения полностью полированной покрытой глазурью фарфоровой плитки. Данное оборудование содержит экологически чистое оборудование для обработки кирпича для получения керамического базового слоя, в котором слой покровной глазури распыляют, и рисунок может быть напечатан с использованием оборудования для струйной печати. Оборудование дополнительно содержит печь для обжига плиток.
Из DE 31 13 661 A1 известно предоставление керамического базового слоя с фаской по периметру. Из GB 1 320 637 известно предоставление поверхности плитки с рельефом. Плитки из данных документов не имеют отпечатков, полученный рельеф является довольно грубым, и каждая плитка имеет идентичный рельеф. Следовательно, подобные технологии, в частности - подобный рельеф, не подходят для керамических плиток, которые имитируют натуральные продукты, такие как дерево и камень.
US 8507098 и BE 1019265 описывают примеры слоев глазури, наносимых на керамические базовые слои, и способы нанесения глазури. В данных случаях это касается в основном так называемых сухих глазурей. JP 3-150283 раскрывает сухие, а также мокрые глазури для керамических плиток, на которых гладкую поверхность покровного слоя глазури получают после операции прессования.
Также известны керамические плитки, имеющие отпечатанный рисунок, показывающее текстуру древесины. Подобные плитки часто имеют прямоугольную и продолговатую форму с линиями текстуры, проходящими по существу в продольном направлении. Рельеф, предоставленный на поверхности подобных плиток, если таковой вообще имеется, является грубым и выглядит искусственным. Когда не применяют никакого рельефа, или только признаки случайного рельефа, плитки могут выглядеть глянцевыми, если смотреть против света, и предстают в виде белой поверхности вследствие зеркального отражения света на слое глазури.
Керамические плитки прямоугольной и продолговатой формы вызывают проблемы при установке. Подобные керамические плитки могут быть несколько куполообразными, и укладка плиток рядом друг с другом со смещенным взаимным расположением создает разницу высоты, которая особенно четко видна, если смотреть против света. Смещенное взаимное расположение между установленными плитками в соседних рядах является особенно желательным, когда плитки имеют отпечатанный рисунок, показывающий текстуру древесины.
Настоящее изобретение в первую очередь направлено на альтернативную керамическую плитку, которая в соответствии с несколькими его предпочтительными вариантами осуществления может предложить решение одной или более проблем с плитками существующего уровня техники. Вследствие этого, изобретение относится к керамической плитке, имеющей керамический базовый слой и слой покровной глазури, содержащий отпечатанный рисунок, отличающейся тем, что поверхность керамической плитки содержит рельеф, имеющий структурные элементы, соответствующие указанному отпечатанному рисунку. Другими словами, керамическая плитка отличается тем, что один или более рельефных элементов в фиксированном отношении к элементам отпечатанного рисунка. Например, рельефный элемент может совпадать с напечатанным элементом, следовать напечатанному элементу или располагаться на определенном расстоянии до рельефного элемента. Совпадение между некоторыми рельефными элементами и отпечатанным рисунками приводит к впечатлению менее искусственной керамической плитки.
Изобретение особенно интересно при установке, где продолговатые прямоугольные плитки соседних рядов присутствуют со смещенным взаимным расположением. Возможные разницы высоты, возникающие от соседних смещенных куполообразных плиток, могут казаться менее заметными, если смотреть против света, поскольку неправильная поверхность будет отражать падающий свет более размыто. Кроме того, внимание зрителя будет отвлекаться сложными элементами рельефа.
Согласно важному предпочтительному варианту осуществления изобретения неправильные или случайные рельефные элементы, распределенные по всей поверхности керамической плитки, или по существу по всей поверхности керамической плитки, объединены со структурными элементами, которые соответствуют отпечатанному рисунку. С данным предпочтительным вариантом осуществления может достигаться оптимальная нейтрализация зеркального отражения света. Предпочтительно, неправильные или случайные рельефные элементы определяют среднюю глубину или высоту, которая меньше, чем средняя глубина или высота структурных рельефных элементов, которые соответствуют отпечатанному рисунку. Следует заметить, что средняя глубина или высота данных элементов могут быть зарегистрированы с использованием технологий, аналогичных технологиям, обычно используемым в области измерений шероховатости поверхности, в частности аналогичных технологиям, используемым для определения значений индекса шероховатости профиля шероховатости, а именно посредством регистрирования и вычисления арифметического среднего абсолютного отклонения от средней плоскости. Предпочтительно, подобные неправильные или случайные рельефные элементы определяют значение индекса шероховатости, равное по меньшей мере 10 микрометрам, но предпочтительно - более высокое, а именно приблизительно 25 микрометров или более, или даже приблизительно 50 микрометров или более.
Структурные элементы, которые соответствуют отпечатанному рисунку, предпочтительно имеют среднюю глубину или высоту, равную по меньшей мере 100 микрометрам, или даже лучше по меньшей мере 250 микрометрам.
Предпочтительно, указанный рельеф в основном образован в виде множества выемок, присутствующих в общем плоской верхней поверхности керамической плитки.
Предпочтительно указанный отпечатанный рисунок и/или указанный рельеф продолжается по существу по всей поверхности керамической плитки. Понятно, что структурные рельефные элементы, которые соответствуют отпечатанному рисунку, доступны на протяжении всей поверхности керамической плитки, не покрывая всей поверхности керамической плитки, в то время, как упомянутые выше необязательные неправильные или случайные элементы предпочтительно закрывают всю поверхность керамической плитки. При имитации деревянного материала структурные рельефные элементы, имитирующие текстуру древесины, доступны в соответствии со всеми доступными напечатанными линиями текстуры древесины, в то время, как между напечатанными линиями текстуры древесины подобные структурные рельефные элементы недоступны. Вместо этого, между напечатанными линиями текстуры древесины могут быть доступны упомянутые ранее неправильные или случайные рельефные элементы.
Предпочтительно, указанный отпечатанный рисунок представляет деревянный или каменный рисунок, предпочтительно представляя только одну цельную деревянную планку или каменную плитку по всей поверхности керамической плитки.
Согласно предпочтительному варианту осуществления указанный отпечатанный рисунок представляет собой рисунок дерева, и указанными структурными элементами являются линии, следующие направлению линий текстуры рисунка дерева, и/или множество последовательных черточек, имеющих конфигурацию, следующую линиям текстуры рисунка дерева.
Указанные структурные элементы могут быть сформированы на поверхности керамического базового слоя и проявляться через слой глазури на верхней поверхности плитки. Однако, предпочтительно, указанные структурные элементы имеют такую глубину, чтобы они существенно или полностью располагались выше указанного керамического базового слоя. Подобные структурные элементы могут быть сделаны менее грубыми.
Предпочтительно, указанный слой покровной глазури по меньшей мере содержит слой глазури однородного цвета, расположенный под указанным отпечатанным рисунком, предпочтительно - белого, бежевого или серого цвета. Подобный слой глазури может скрывать недостатки на поверхности керамического базового слоя. Использование глазури иного цвета, чем белый, может приводить к снижению необходимой укладки чернил для получения желательных цветов в отпечатанном рисунке.
Предпочтительно, указанный слой покровной глазури получают по меньшей мере частично из так называемой мокрой глазури. В наиболее предпочтительном варианте осуществления указанные структурные элементы образованы на поверхности керамического базового слоя, а структурированная поверхность керамического базового слоя снабжена нанесенным слоем мокрой глазури. Нанесенный слой мокрой глазури является предпочтительным вследствие его мощности для копирования структуры керамического базового слоя на его собственной поверхности. Подобный слой мокрой глазури предпочтительно относится к водной суспензии по меньшей мере двуокиси кремния или SiO2, предпочтительно - в количестве выше, чем 20 процентов сухой массы суспензии и, еще более предпочтительно - между 30 и 75 процентов сухой массы. Предпочтительно, суспензия также содержит компонент расплава для понижения температуры плавления глазури. Разумеется, не исключено, что указанный слой покровной глазури будет получен по меньшей мере частично из так называемой сухой глазури. В таком случае сухую глазурь предпочтительно получают из частиц, имеющих средний размер частиц, равный 500 микрометров или ниже. Предпочтительно, средний размер частиц составляет между 200 и 400 микрометров.
Согласно специальному варианту осуществления указанный слой покровной глазури по меньшей мере содержит прозрачный слой глазури, расположенный поверх указанного отпечатанного рисунка. В таком случае по меньшей мере некоторые или все указанные структурные элементы могут быть образованы в указанном прозрачном слое глазури, например, с такой глубиной, чтобы они по существу или полностью располагались выше печатного слоя.
Согласно еще одному специальному варианту осуществления, который может быть объединен или не объединен с приведенными выше вариантами осуществления, указанный слой покровной глазури обладает или образован так, чтобы иметь неправильную текстуру, которая функционирует в качестве упомянутых выше неправильных или случайных рельефных элементов, распределенных по поверхности керамической плитки.
Предпочтительно, указанный отпечатанный рисунок представляет собой рисунок с цифровой печатью и предпочтительно образован по меньшей мере из основных цветов голубого, пурпурного, желтого и черного. Подобный отпечатанный рисунок может быть нанесен с использованием устройства, аналогичного устройству, раскрытому в EP 1 038 689, а именно однопроходного струйного принтера, на котором каждая плитка печатается отдельно с одним проходом соответствующей плитки под прикрепленными печатающими головками устройства.
Наиболее предпочтительный вариант осуществления представленного изобретения относится к керамической плитке, которая является прямоугольной и продолговатой, на которой слой покровной глазури содержит напечатанный рисунок древесины с линиями текстуры, проходящими по существу в продольном направлении плитки. Структурные элементы на поверхности плитки следуют направлению напечатанных линий текстуры. Между данными структурными элементами неправильный или случайный рельеф может быть достижим по всей или почти по всей поверхности плитки.
Предпочтительно, керамическая плитка изобретения и, в частности, указанный слой покровной глазури, имеет стойкость к истиранию по меньшей мере 2 класса, но предпочтительно - 3 класса или выше, что измеряется согласно ASTM C1027-99.
Изобретение также относится к керамическому полу или упаковке, содержащей множество плиток с взаимно отличающимися отпечатанными рисунками и соответствующими структурными элементами в соответствии с описанным выше изобретением. Когда отпечатанный рисунок получен в цифровом виде, его можно удобно заменять на другой рисунок, таким образом, чтобы получалась плитка с взаимно отличающимися отпечатанными рисунками. Предпочтительно, также рельеф адаптируется таким образом, чтобы структурные элементы нового рельефа соответствовали новому отпечатанному рисунку. Предпочтительно, производят по меньшей мере шесть или восемь отличающихся плиток. В таком случае керамический пол, собранный из подобных плиток, будет получать выгоду от натурального вида с убедительными нюансами.
Изобретение дополнительно относится к способу изготовления керамических плиток, который также может использоваться для изготовления плиток представленного изобретения. Таким образом, изобретение относится к способу изготовления керамической плитки, при этом указанная керамическая плитка имеет керамический базовый слой и слой покровной глазури с отпечатанным рисунком, и при этом способ включает следующие стадии:
- стадию формирования керамического базового слоя;
- стадию предоставления слоя глазури на указанном керамическом базовом слое;
- стадию печати рисунка на указанном слое глазури;
- стадию обжига керамического базового слоя со слоем глазури, имеющим отпечатанный рисунок;
отличающийся, что способ дополнительно включает стадию формирования рельефа, имеющего структурные элементы, соответствующие указанному отпечатанному рисунку. Понятно, что полученная плитка предпочтительно показывает характерные элементы ранее описанной керамической плитки изобретения. Предпочтительно, указанный рельеф в основном образован в виде множества выемок, имеющихся в обычно плоской и/или неправильно структурированной верхней поверхности керамической плитки.
Рельеф может быть получен в нескольких местах или экземплярах во время процесса изготовления плитки. Ниже в данном документе перечислен неполный перечень возможностей, согласно которым способ согласно изобретению может быть введен в практику.
Согласно первой возможности указанный рельеф формируется на поверхности указанного слоя покровной глазури перед указанной стадией обжига и/или в одно и то же время с указанной стадией обжига. Предпочтительно, указанный рельеф достигается посредством структурированного прессовального элемента, такого как структурированный ролик или структурированная пластина. При использовании в процессе обжига указанный прессовальный элемент предпочтительно изготовлен из керамического материала таким образом, чтобы он мог выдерживать температуры обжига, которые предпочтительно достигают максимальных по меньшей мере 1000 градусов по стоградусной шкале. При использовании исключительно перед обжигом указанный прессовальный элемент может быть изготовлен из металлического или пластмассового материала, наподобие материала на основе термоактивного меламина или материала на основе силикона или аналогичного.
Предпочтительно, каждая плитка, или ограниченное количество плиток, например, максимально четыре, имеет свой собственный связанный с ней структурированный прессовальный элемент. Для того, чтобы получить приемлемое количество различных текстур поверхности, каждая из которых содержит элементы, которые находятся в соответствии с отпечатанным рисунком, предпочтительно необходимо использовать по-разному структурированные прессовальные элементы. Предпочтительно, по этому первому возможному способу изобретения получают плитки по меньшей мере с шестью или восемью различными текстурами поверхности.
В соответствии с данной первой возможностью керамические плитки предпочтительно уже снабжены указанным отпечатанным рисунком перед тем, как образован указанный рельеф, так что печать может происходить на все еще плоской поверхности глазури. В таком случае отпечатанный рисунок может быть нанесен с помощью любой технологии печати, например, с помощью роликов или с помощью цифрового принтера, такого как струйный принтер. Для того, чтобы убедиться, что на каждой плитке правильно нанесены текстура или рельеф поверхности, так что получены соответствующие структурные элементы, способ согласно изобретению предпочтительно включает стадию обнаружения отпечатанного рисунка, либо непосредственно или опосредованно. Под «непосредственно» подразумевается, что регистрируется фактическая печать, например, с помощью датчиков камеры или других, и идентифицируется таким образом, чтобы можно было выбрать подходящий прессовальный элемент для прохождения с плиткой или ограниченным количеством плиток. Под «опосредованно» подразумевается, что плитка идентифицируется с использованием выявления признака, иного чем сама печать, но который находится в индивидуальной связи с отпечатанным рисунком, например, маркировки, наносимой на дне плитки. Не исключено, что печать будет наноситься на плитку только после того, как поверхность плитки уже была снабжена рельефом. В таком случае для реализации отпечатанного рисунка предпочтительно используется процесс бесконтактного печатания, такой как процесс с использованием струйного принтера. В качестве альтернативы может использоваться процесс контактного печатания, например, процесс, в котором применяется роликовый принтер, имеющий относительно мягкие, например, резиновые ролики. Для того, чтобы убедиться, что на каждой структурированной плитке правильно нанесен отпечатанный рисунок таким образом, что получены соответствующие структурные элементы, способ согласно изобретению предпочтительно включает стадию выявления поверхностной структуры плитки, либо непосредственно, либо опосредованно, так чтобы на каждую плитку можно было наносить правильную печать. С «непосредственно» и «опосредованно», имеющими аналогичные значения, как описано выше, но теперь относительно поверхностной структуры, вместо отпечатанного рисунка. Непосредственное регистрирование поверхностной структуры, например, возможно с тактильными датчиками или с оптическими сканирующими устройствами.
Структурными элементами, нанесенными посредством указанных первых возможностей, могут быть выемки в по существу плоской и/или неправильно структурированной верхней поверхности покровного слоя глазури, и/или зоны различной степени блеска в указанной верхней поверхности. В случае зон различной степени блеска, они предпочтительно также соответствуют частям отпечатанного рисунка, но в соответствии с отличающимся вариантом изобретения они являются независимыми от отпечатанного рисунка.
Согласно второй возможности указанный рельеф формируется на поверхности указанного керамического базового слоя перед указанной стадией предоставления слоя глазури. Предпочтительно, указанный рельеф получается во время стадии формирования указанного керамического базового слоя. Подобный керамический базовый слой может формироваться, начиная с порошкового материала, например, глины, который прессуют с образованием так называемой необожженной плитки, которую можно сушить и/или можно обжигать с образованием так называемой бисквитной плитки. Указанный рельеф традиционно получают в процессе прессования указанного порошкового материала, например, за счет использования структурированной матрицы в соответствующем прессе. Указанная структурированная матрица может быть изготовлена из металлического или пластмассового материала, наподобие материала на основе термоактивного меламина или материала на основе силикона или аналогичного.
Предпочтительно, каждая плитка, или ограниченное количество плиток, например, максимально четыре, имеет свою собственную связанную с ней структурированную матрицу. Для того, чтобы получить приемлемое количество различных текстур поверхности, каждая из которых содержит элементы, которые находятся в соответствии с отпечатанным рисунком, предпочтительно необходимо использовать по-разному структурированные матрицы. Предпочтительно, по этому второму возможному способу изобретения получают плитки по меньшей мере с шестью или восемью различными текстурами поверхности.
Обычные прессы для необожженной плитки являются относительно небольшими и за один раз прессуют только одну или ограниченное количество плиток. Даже с подобными небольшими прессами различные текстуры поверхности могут достигаться несколькими практическими способами. Согласно первой возможности между последовательными прессованиями можно заменять структурированную матрицу, предпочтительно - автоматическим способом. Согласно второй возможности необожженные плитки можно прессовать двумя или более прессами, каждый из которых содержит по-другому структурированную матрицу, а затем дополнительно обрабатывать аналогичным образом, а именно по меньшей мере пропечатывать аналогичными отпечатанными рисунком таким образом, чтобы их можно было смешанно устанавливать на керамический пол. Согласно третьей возможности происходит использование пресса с множеством отсеков таким образом, чтобы несколько необожженных плиток можно было одновременно прессовать и структурировать в одном и том же прессе, каждый со своим собственным ассоциированным прессовальным элементом или структурированной матрицей. Согласно четвертой возможности одну или более необожженных плиток можно прессовать последовательно во множестве прессов, каждый из которых оборудован по-иному структурированной матрицей таким образом, чтобы полученный рельеф находился в фактическом напластовании со структурами, нанесенными в последующих операциях прессования. Согласно примеру может быть задействовано четыре пресса, и каждый оборудован по-иному структурированной матрицей. Каждая необожженная плитка прессуется либо в одном из данных прессов, либо в двух из данных прессов последовательно. Подобная операция будет приводить к десяти различным поверхностным структурам.
Понятно, что в соответствии с данной второй возможностью реализации изобретения на практике, отпечатанный рисунок наносят на уже структурированную верхнюю поверхность керамической плитки. Для того, чтобы убедиться, что на каждой структурированной плитке нанесен правильный отпечатанный рисунок, так что получены соответствующие структурные элементы, способ согласно изобретению предпочтительно включает стадию обнаружения поверхностной структуры плитки, либо непосредственно или опосредованно, таким образом, чтобы на каждую плитку можно было наносить правильную печать. Как утверждалось ранее, структурированную верхнюю поверхность керамического базового слоя предпочтительно сперва обрабатывают слоем глазури перед тем, как происходит печать. На стадии печати посредством струйного принтера предпочтительно наносится цифровой рисунок, но не исключаются роликовые принтеры, предпочтительно - с мягкими или резиновыми роликами.
Согласно третьей возможности некоторые рельефные элементы делают в соответствии с указанной второй возможностью, в то время, как другие рельефные элементы делают в соответствии с указанной первой возможностью. Предпочтительно, более грубые рельефные элементы делают в соответствии с указанной второй возможностью. Например, указанная вторая возможность может применяться для формирования скошенных кромок на плитке или для формирования имитации чешуйчатых структур камня, таких как шифер, или для имитации изношенности или поцарапанных частей дерева, в то время, как указанная первая возможность применяется для формирования имитации неровностей поверхности камня или зернистой структуры дерева. Указанная первая возможность также может быть использована для формирования зон с различным глянцем на поверхности плитки, в то время, как указанная вторая возможность используется для формирования выемок на указанной поверхности.
В целом в способах изобретения предпочтительно происходит использование блока или печи непрерывного обжига, в которых каждая плитка движется в течение предпочтительно 20-45 минут по туннелю с нагреваемыми и/или охлаждаемыми зонами. Когда во время стадии обжига наносится рельеф или часть рельефа, что может происходить в случае упомянутой выше первой возможности осуществления способа изобретения, прессовальный элемент может быть плоским и двигаться вдоль по поверхности плитки. В случае продолговатых плиток, плитки предпочтительно движутся через печь в их продольном направлении.
Следует заметить, что в случае, когда для получения указанного отпечатанного рисунка используется струйный принтер, изменение рисунка предпочтительно связано с изменением данных, которые должны быть напечатаны. В случае, когда используется роликовый принтер, изменение рисунка предпочтительно связано с использованием другого ролика или различных наборов роликов, но также может относиться к индексированию ролика или набора роликов таким образом, чтобы по окружности соответствующего ролика выбиралась другая печатающая секция. Следует заметить, что использование другого ролика или наборов роликов может применяться для практических целей за счет перестановки или замены соответствующих роликов в положении ролика вдоль печатающей секции производственной линии или за счет активации и деактивации соответствующих роликов, уже имеющихся вдоль печатающей секции производственной линии. Указанные перестановки, замены, активации, деактивации могут выполняться вручную или автоматически.
Дополнительно следует заметить, что отпечатанный рисунок предпочтительно наносится с фиксированным взаимным расположением относительно предварительно заданной точки таким образом, чтобы печать наносилась в предварительно заданном местоположении плитки, например, на фиксированном расстоянии, которое от края или от угла может быть нулевым, и что в случае продолговатых плиток отпечатанный рисунок предпочтительно выровнен с краем, предпочтительно, с продольным краем. Этого можно добиться за счет обнаружения идущей вперед плитки и с использованием данного обнаружения для управления принтером. Нанесение отпечатанного рисунка с фиксированным расположением к предварительно заданной точке является предпочтительным для получения соответствующих структурных элементов рельефа.
Это является предпочтительным для соответствия между рельефом и отпечатанным рисунком, когда плитка не подвергается операции обжига между стадией печати и стадией структурирования, какая бы ни была первой. Предпочтительно, между двумя данными стадиями плитка не подвергается температурам выше, чем 500 градусов по стоградусной шкале. Предпочтительно, между двумя данными стадиями к плитке не применяется никакого дополнительного нагрева, и даже лучше, плитка хранится при той же самой температуре, которая предпочтительно находится между 10 градусами и 80 градусами по стоградусной шкале, например при комнатной температуре или приблизительно при 18-23 градусах.
С намерением лучше показать характерные элементы изобретения далее в качестве примера без какого-либо ограничительного характера несколько предпочтительных форм вариантов осуществления описаны со ссылкой на сопровождающие чертежи, на которых:
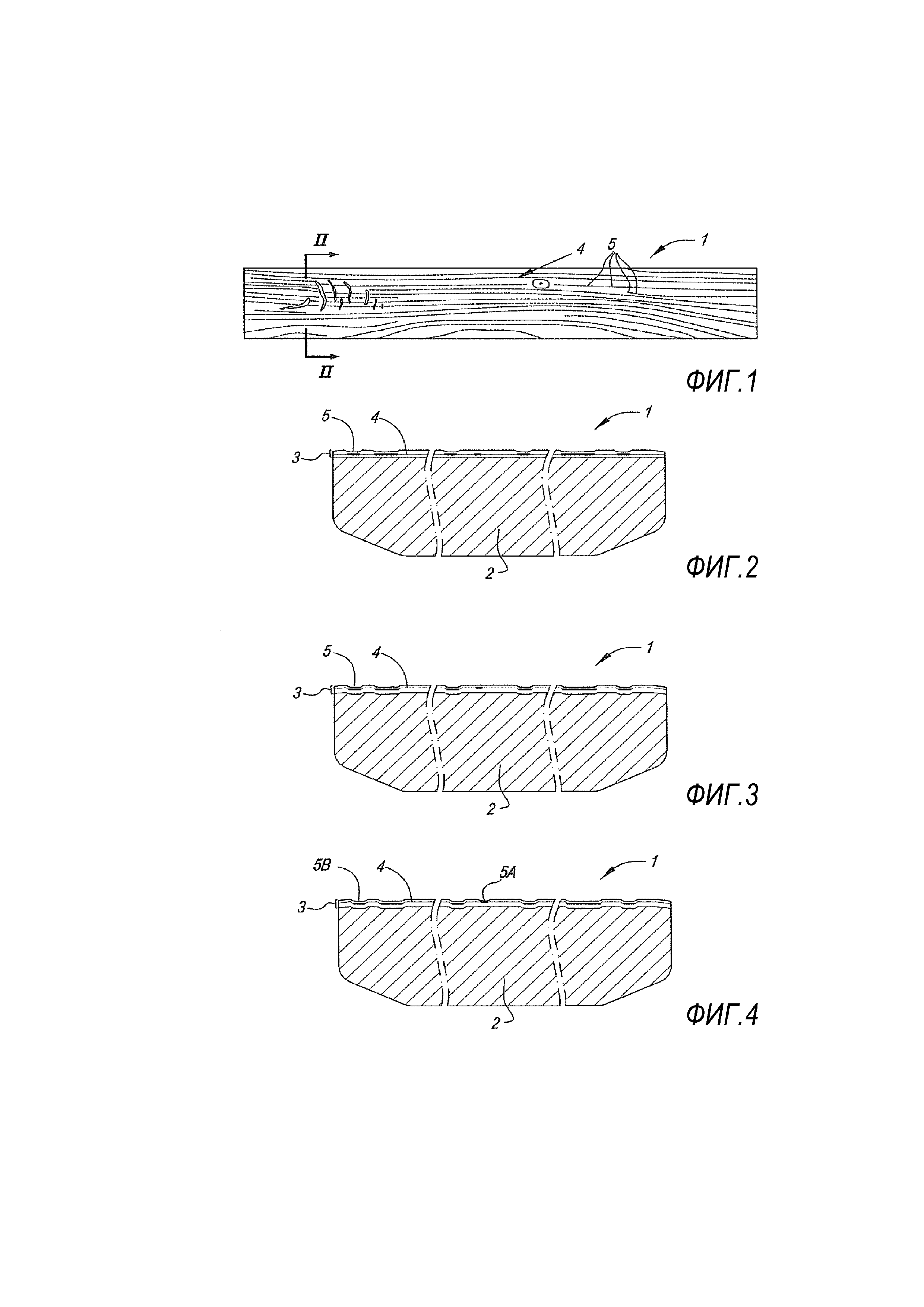
Фиг.1 представляет вид сверху керамической плитки в соответствии с представленным изобретением;
Фиг.2 в большем масштабе представляет поперечное сечение в соответствии с линией II-II, показанной на фиг.1;
Фиг.3-4 - вид, аналогичный виду согласно фиг.2, представляющий вариант.
Фиг.1 показывает пример керамической плитки 1, имитирующей цельную деревянную планку. Плитка является прямоугольной и продолговатой с текстурой древесины, проходящей по существу в продольном направлении плитки.
Фиг.2 поясняет, что плитка содержит керамический базовый слой 2 и слой 3 покровной глазури, имеющий отпечатанный рисунок 4. Плитка имеет рельеф, образованный выемками 5 на своей в общем плоской верхней поверхности. В соответствии с отпечатанным рисунком 4 имеется множество выемок 5 или структурных элементов рельефа, в данном случае с затемненными областями отпечатанного рисунка 4. Данные выемки 5 следуют направлению напечатанной текстуры древесины.
Выемки согласно фиг.2 образованы в соответствии с упомянутой выше первой возможностью способа согласно изобретению, при этом указанный рельеф формируется в слое покровной глазури перед обжигом. Как можно видеть на фиг.2, поверхность керамического базового слоя 2 остается плоской или практически плоской.
Фиг.3 приводит пример, где выемки 5 образованы в соответствии с упомянутой выше второй возможностью способа согласно изобретению, при этом указанный рельеф формируется на поверхности керамического базового слоя 2 и копируется через слой 3 покровной глазури.
Фиг.4 приводит пример, где рельеф частично образован в соответствии с указанной первой возможностью, а именно - выемками 5A, и частично образован в соответствии с указанной второй возможностью, а именно - выемками 5B.
Настоящее изобретение никоим образом не ограничено формами варианта осуществления, описанного посредством примера и представленного на фигурах. Подобная керамическая плитка и способ изготовления могут быть реализованы в различных формах и размерах без выхода за пределы объема правовых притязаний изобретения, который определен приложенной формулой изобретения.
Плита, способы изготовления плит и панель, содержащая материал такой плиты

