Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка притязает на приоритет предварительной заявки на патент США № 62/159,653, поданной 11 мая 2015, озаглавленной ʺApparatuses and Methods for Holding, Retaining, and/or Processing Glassware Articlesʺ, которая полностью включена в данный документ путем ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Настоящее описание относится в целом к магазинным устройствам для удерживания и фиксации стеклянных изделий во время обработки и, более конкретно, к магазинным устройствам для удерживания и фиксации стеклянных изделия во время ионообменной обработки.
[0003] Исторически стекло использовалось в качестве предпочтительного материала для многих применений, включая упаковку пищевых продуктов и напитков, упаковку фармацевтической продукции, кухонную и лабораторную стеклянную посуду и окна или другие архитектурные элементы, вследствие его герметичности, оптической прозрачности и отличной химической стойкости по отношению к другим материалам.
[0004] Однако использование стекла для многих применений ограничено механическими характеристиками стекла. В частности, разбивание стекла является проблемой, в особенности при упаковывании пищевых продуктов, напитков и фармацевтической продукции. Разбивание может быть связано с затратами в отраслях по упаковыванию пищевых продуктов, напитков и фармацевтической продукции, поскольку, например, разбивание на линии наполнения может потребовать выбрасывания соседних неразбившихся контейнеров, поскольку контейнеры могут содержать фрагменты разбившегося контейнера. Разбивание также может потребовать замедления или останова линии наполнения, что вызывает снижение выхода продукции. Кроме того, некатастрофическое разбивание (то есть, когда стекло трескается, но не разбивается) может вызывать потерю стерильности содержимого стеклянной тары или контейнера, что, в свою очередь, может привести к затратному возврату продукции.
[0005] Одной основной причиной разбивания стекла является образование дефектов на поверхности стекла при обработке стекла и/или во время последующего заполнения. Данные дефекты могут появиться на поверхности стекла вследствие разнообразных причин, включая контакт между соседними предметами стеклянной посуды и контакт между стеклянными изделиями и оборудованием, таким как транспортно-загрузочное оборудование и/или оборудование для заполнения. Независимо от причины наличие данных дефектов может в конце концов привести к разбиванию стекла.
[0006] Кроме того, ионообменное стекло, иногда называемое химически упрочненным стеклом, может обеспечить дополнительную прочность. Однако как наружная часть, так и внутренняя часть стеклянного контейнера должны быть введены в контакт с ионообменной ванной для уравновешивания напряжений, создаваемых в стекле. Надлежащая фиксация стеклянных контейнеров для обеспечения возможности полного погружения в ионообменную ванну при одновременном отсутствии образования дефектов на поверхности стекла затруднена.
[0007] Соответственно, существует потребность в альтернативных устройствах для удерживания стеклянных изделий во время обработки для уменьшения разбивания стекла при одновременном обеспечении возможности полного контакта внутренней и наружной зон стеклянных изделий с технологическими ваннами, такими как ионообменные ванны.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Согласно одному варианту осуществления устройство может удерживать и фиксировать стеклянные изделия во время обработки. В устройстве может быть образовано множество приемных пространств для удерживания стеклянных изделий. Устройство может содержать нижнее опорное основание, элемент для фиксации стеклянных изделий, расположенный над нижним опорным основанием, и закрывающую плиту, расположенную над элементом для фиксации стеклянных изделий. Нижнее опорное основание может содержать множество проточных каналов, элемент для фиксации стеклянных изделий может содержать множество отверстий для удерживания стеклянных изделий, и закрывающая плита может содержать множество проточных каналов. Каждый элемент из нижнего опорного основания, элемента для фиксации стеклянных изделий и закрывающей плиты может быть по существу плоским. Нижнее опорное основание, элемент для фиксации стеклянных изделий и закрывающая плита могут быть по существу параллельными друг другу. Каждое предназначенное для удерживания стеклянного изделия отверстие элемента для фиксации стеклянных изделий может определять размер приемного пространства по ширине. Нижнее опорное основание и закрывающая плита могут определять размер приемного пространства по высоте.
[0009] В другом варианте осуществления комплект может обеспечивать удерживание и фиксацию стеклянных изделий во время обработки. Комплект может содержать множество магазинных устройств, и в одном или более магазинных устройствах может быть образовано множество приемных пространств. Одно или более магазинных устройств могут содержать нижнее опорное основание, элемент для фиксации стеклянных изделий, расположенный над нижним опорным основанием, и закрывающую плиту, расположенную над элементом для фиксации стеклянных изделий. Нижнее опорное основание может содержать множество проточных каналов, элемент для фиксации стеклянных изделий может содержать множество отверстий для удерживания стеклянных изделий, и закрывающая плита может содержать множество проточных каналов. Каждый элемент из нижнего опорного основания, элемента для фиксации стеклянных изделий и закрывающей плиты может быть по существу плоским. Нижнее опорное основание, элемент для фиксации стеклянных изделий и закрывающая плита могут быть по существу параллельными друг другу. Каждое предназначенное для удерживания стеклянного изделия отверстие элемента для фиксации стеклянных изделий может определять размер приемного пространства по ширине. Нижнее опорное основание и закрывающая плита могут определять размер приемного пространства по высоте.
[0010] В еще одном варианте осуществления способ ионообменной обработки стеклянных изделий может включать подачу устройства или комплекта для удерживания и фиксации стеклянных изделий во время обработки, размещение одного или более стеклянных изделий в одном или более приемных пространств устройства или комплекта и по меньшей мере частичное погружение устройства или комплекта в ионообменную ванну для контакта данных одного или более стеклянных изделий с ионообменной ванной.
[0011] Дополнительные признаки и преимущества устройств, описанных в данном документе, будут приведены в нижеследующем подробном описании и частично будут очевидными для специалистов в данной области техники из данного описания или будут выявлены при реализации на практике вариантов осуществления, описанных в данном документе, включая нижеследующее подробное описание, формулу изобретения, а также приложенные чертежи.
[0012] Следует понимать, что как в вышеприведенном общем описании, так и в нижеследующем подробном описании описаны различные варианты осуществления, и они предназначены для обеспечения обзора или основы для понимания сущности и характера заявленного предмета изобретения. Сопровождающие чертежи включены для обеспечения дополнительного понимания различных вариантов осуществления и включены в данное описание и образуют его часть. Чертежи иллюстрируют различные варианты осуществления, описанные в данном документе, и вместе с описанием служат для разъяснения принципов и функционирования заявленного предмета изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
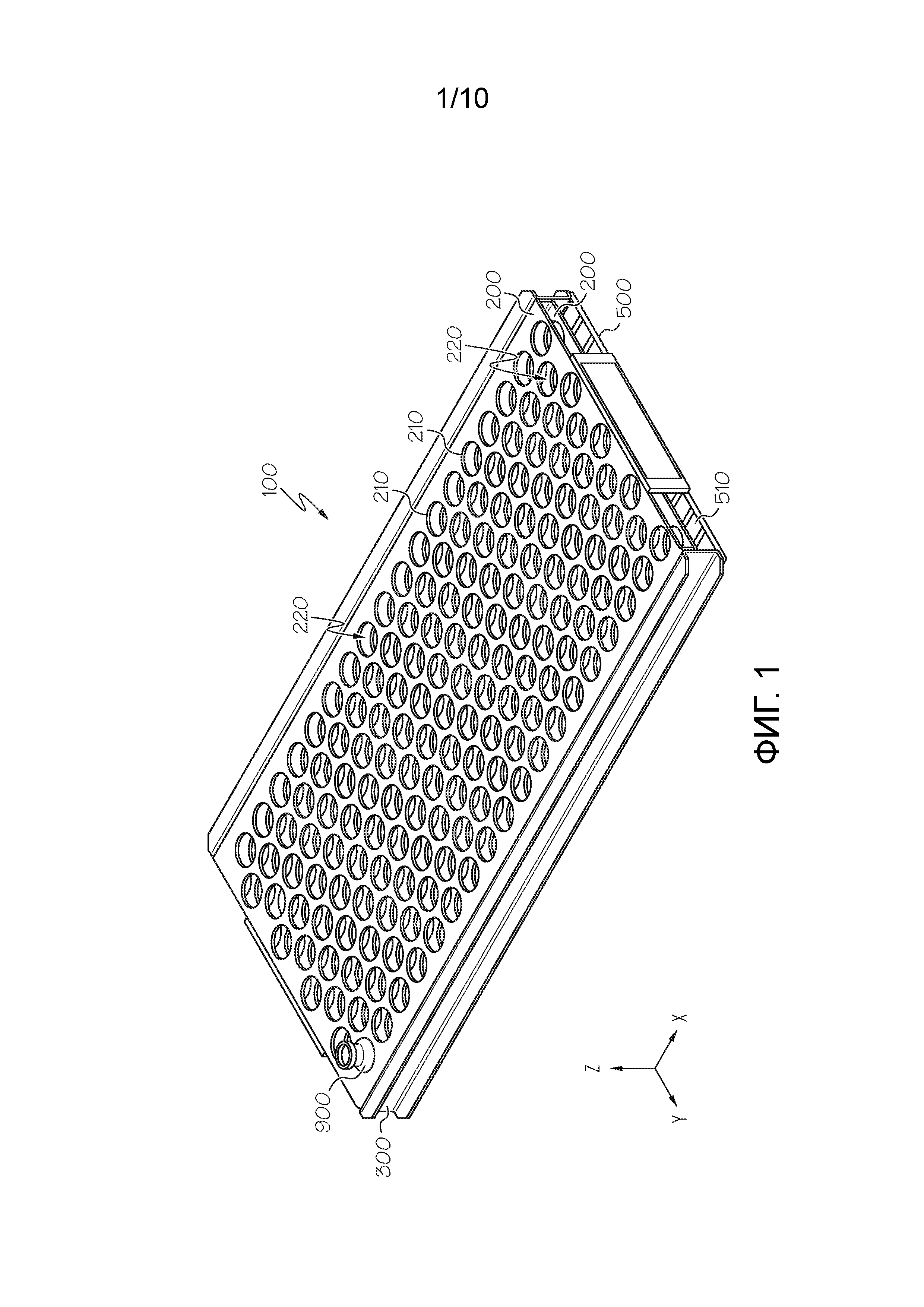
[0013] Фиг.1 схематически показывает вид в перспективе магазинного устройства без закрывающей плиты согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
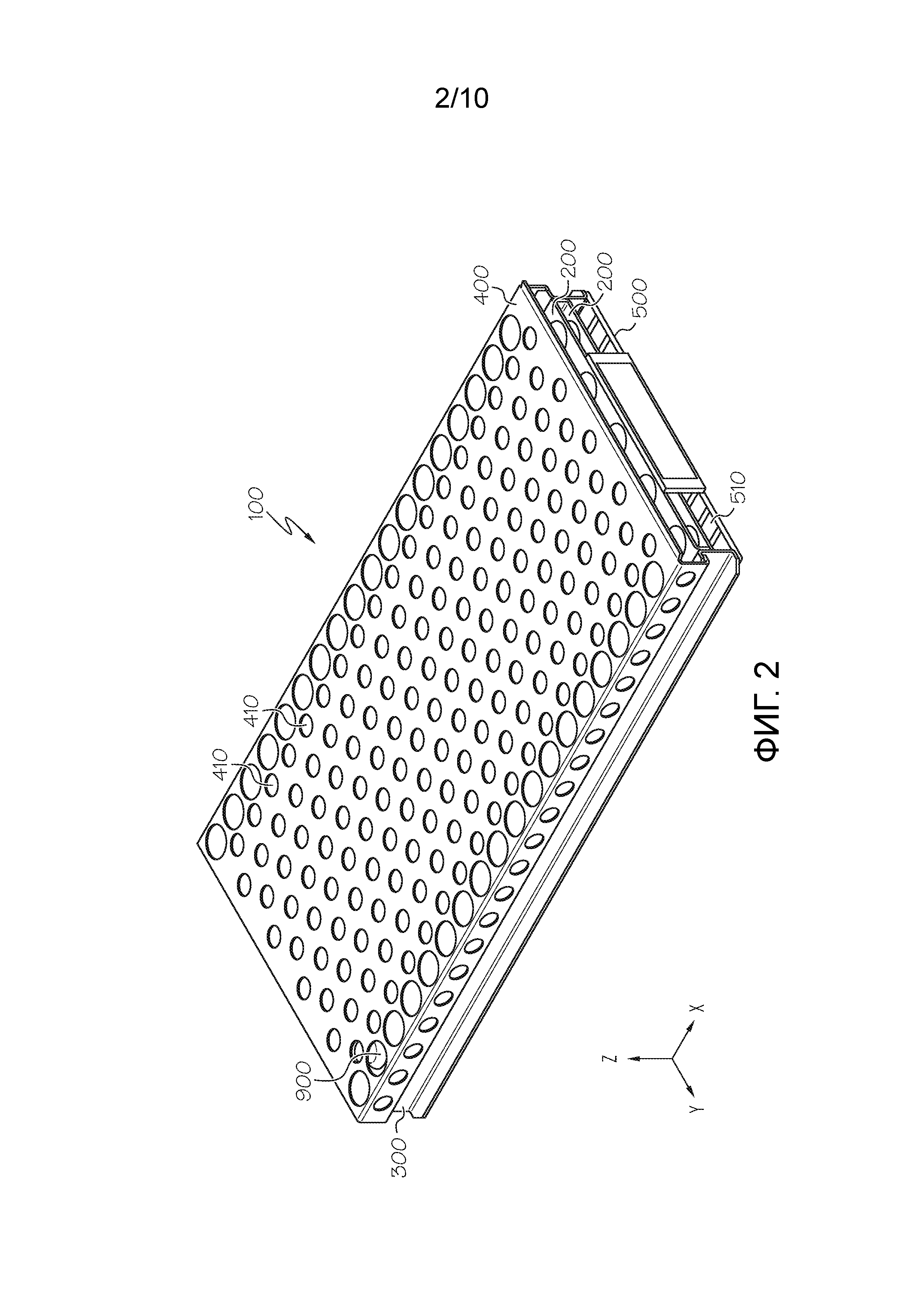
[0014] фиг.2 схематически показывает вид в перспективе магазинного устройства с закрывающей плитой согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
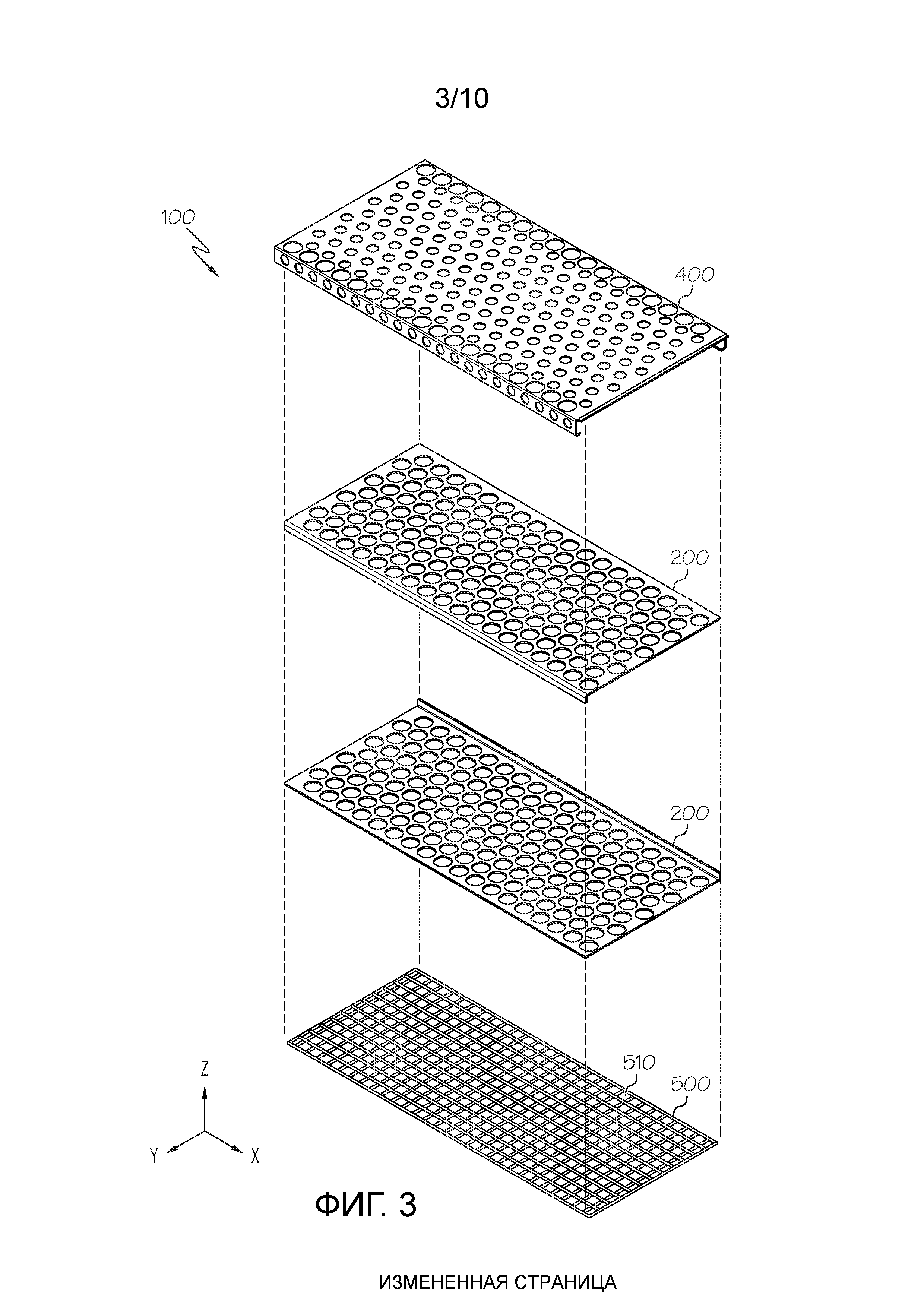
[0015] фиг.3 схематически показывает выполненный с пространственным разделением элементов вид в перспективе магазинного устройства согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
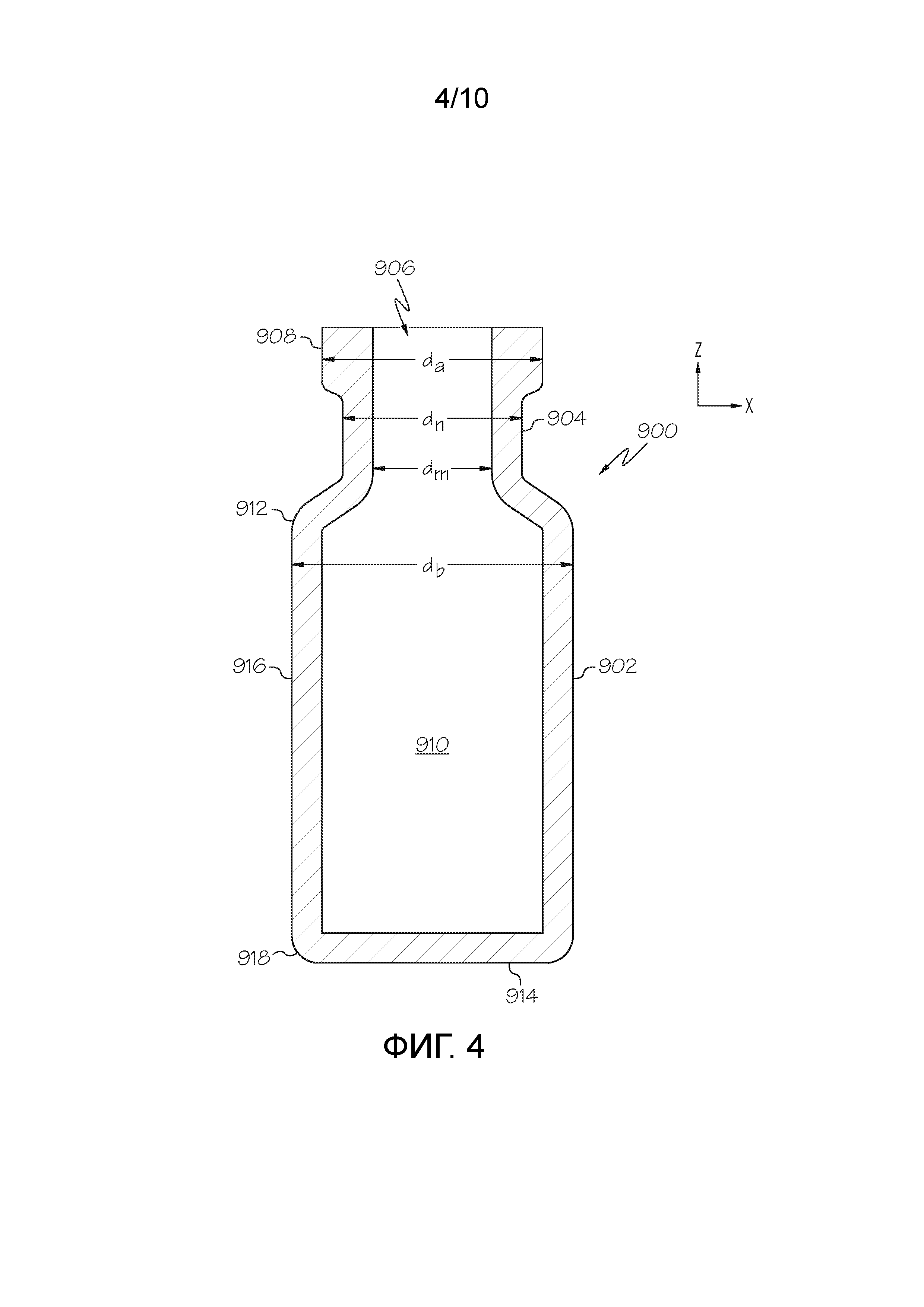
[0016] фиг.4 схематически показывает сечение стеклянного изделия согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
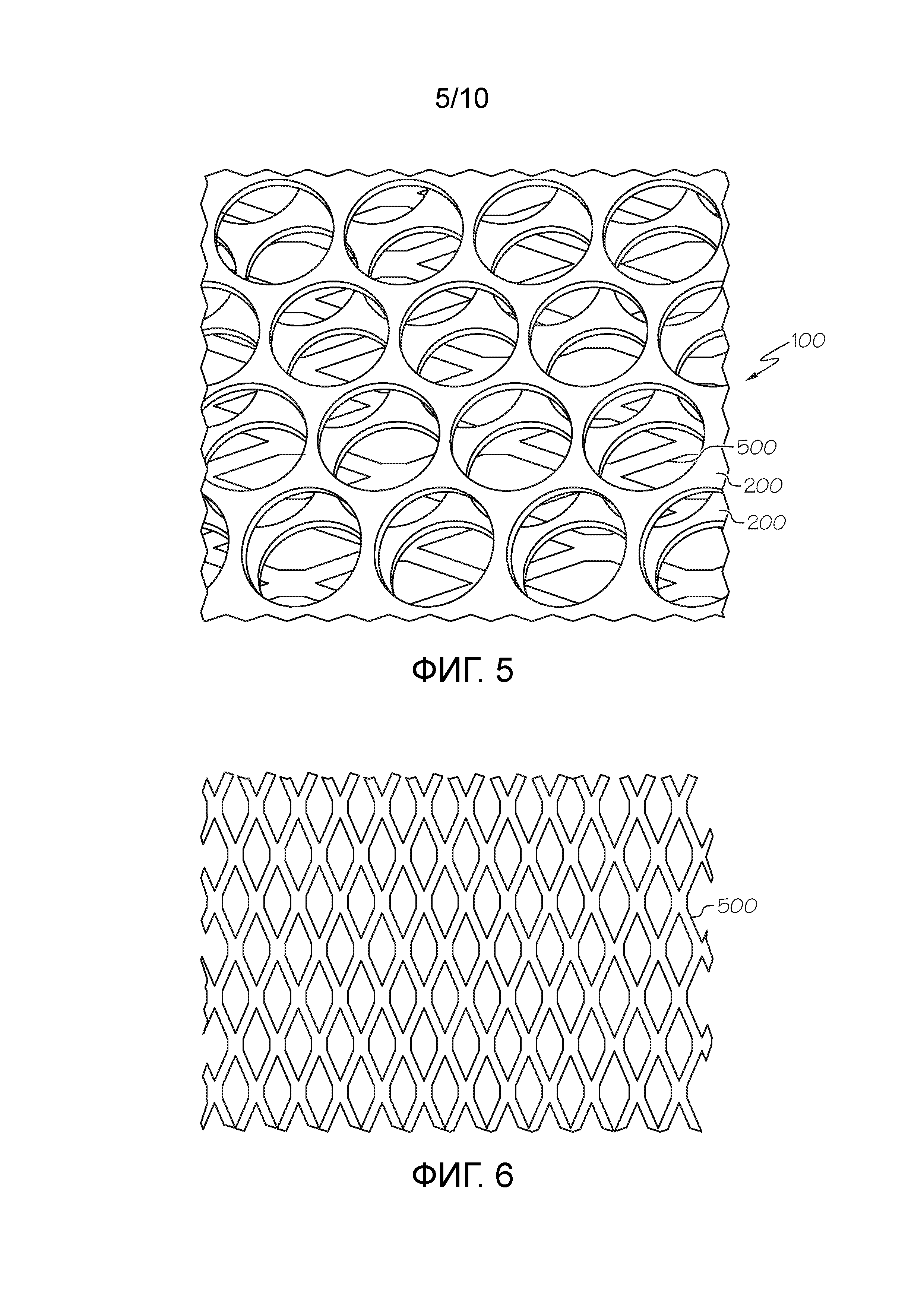
[0017] фиг.5 схематически показывает увеличенный вид в перспективе магазинного устройства без закрывающей плиты согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
[0018] фиг.6 схематически показывает нижнее опорное основание по фиг.5 согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
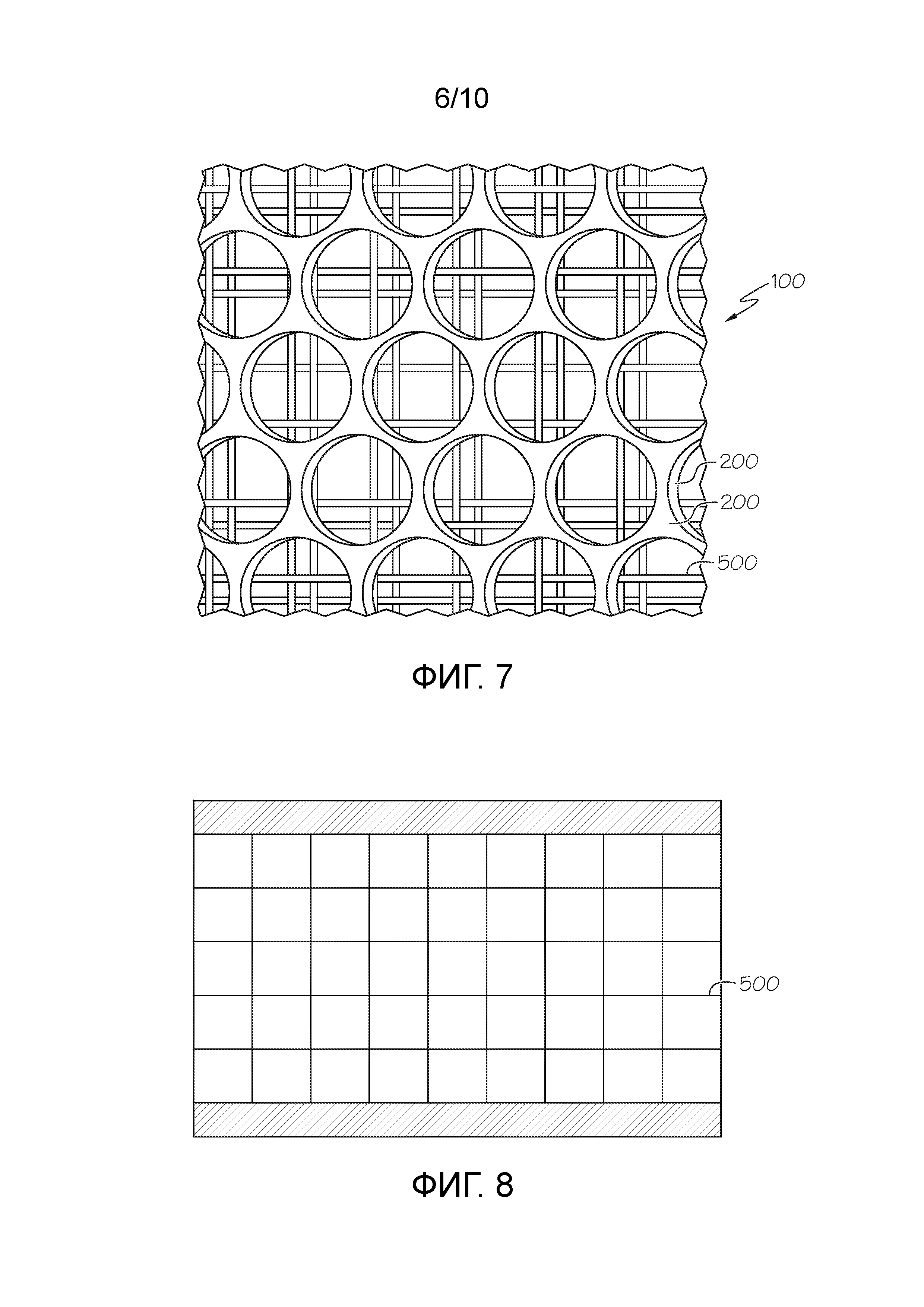
[0019] фиг.7 схематически показывает увеличенный вид в перспективе магазинного устройства без закрывающей плиты согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
[0020] фиг.8 схематически показывает нижнее опорное основание по фиг.7 согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
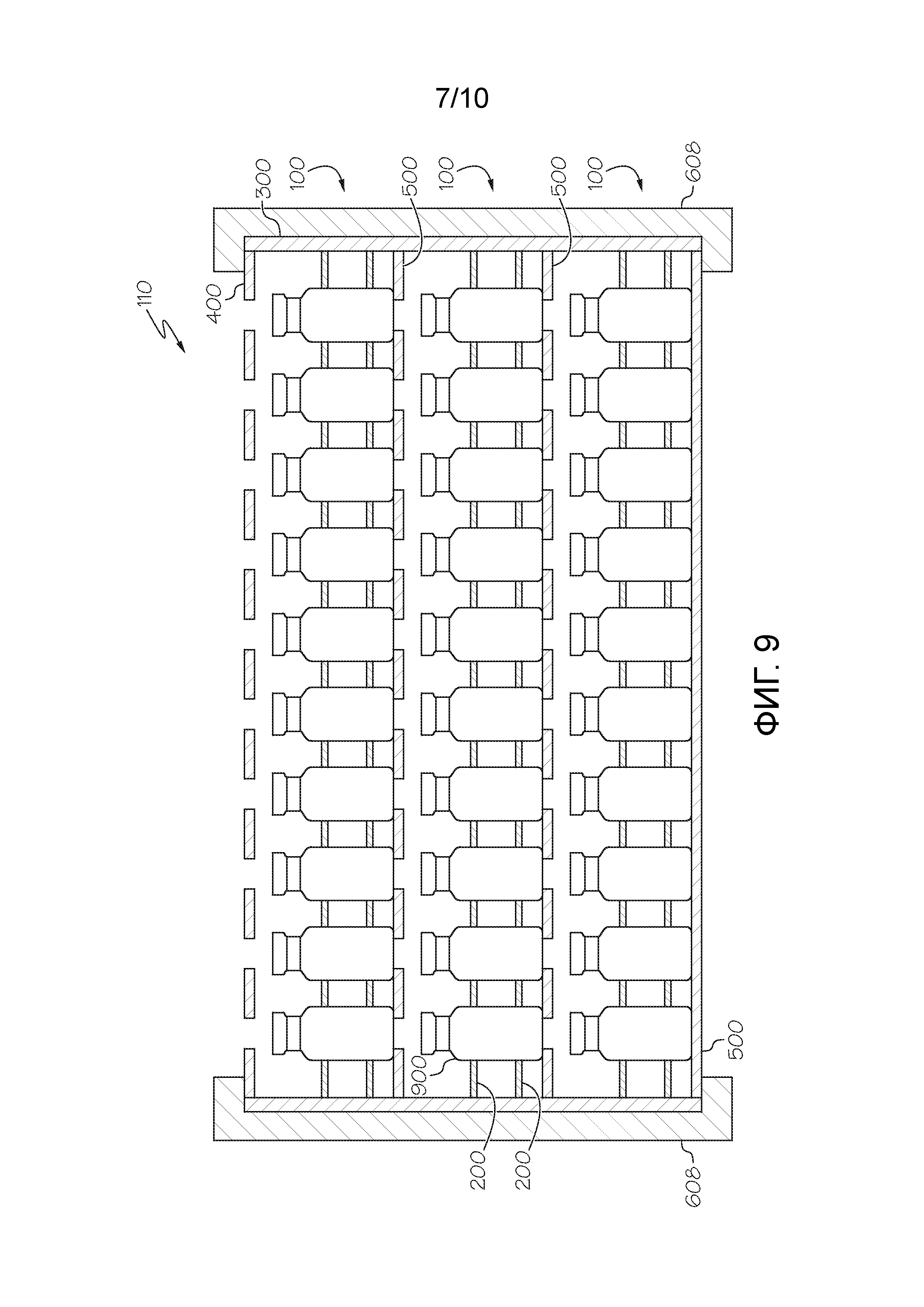
[0021] фиг.9 схематически показывает сечение комплекта с загруженной кассетой согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
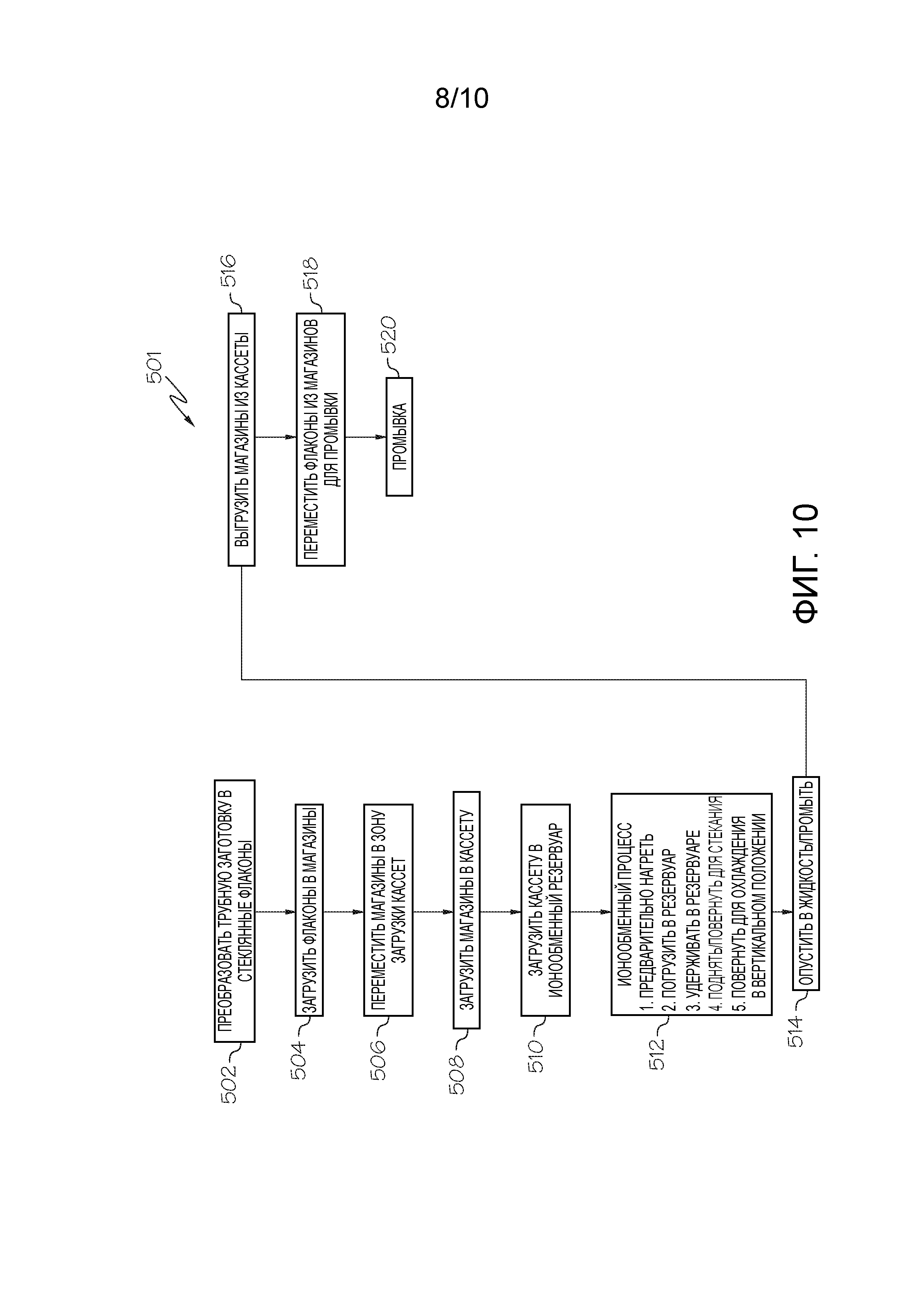
[0022] фиг.10 показывает схему последовательности технологических операций способа упрочнения стеклянных изделий посредством ионообменной обработки согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
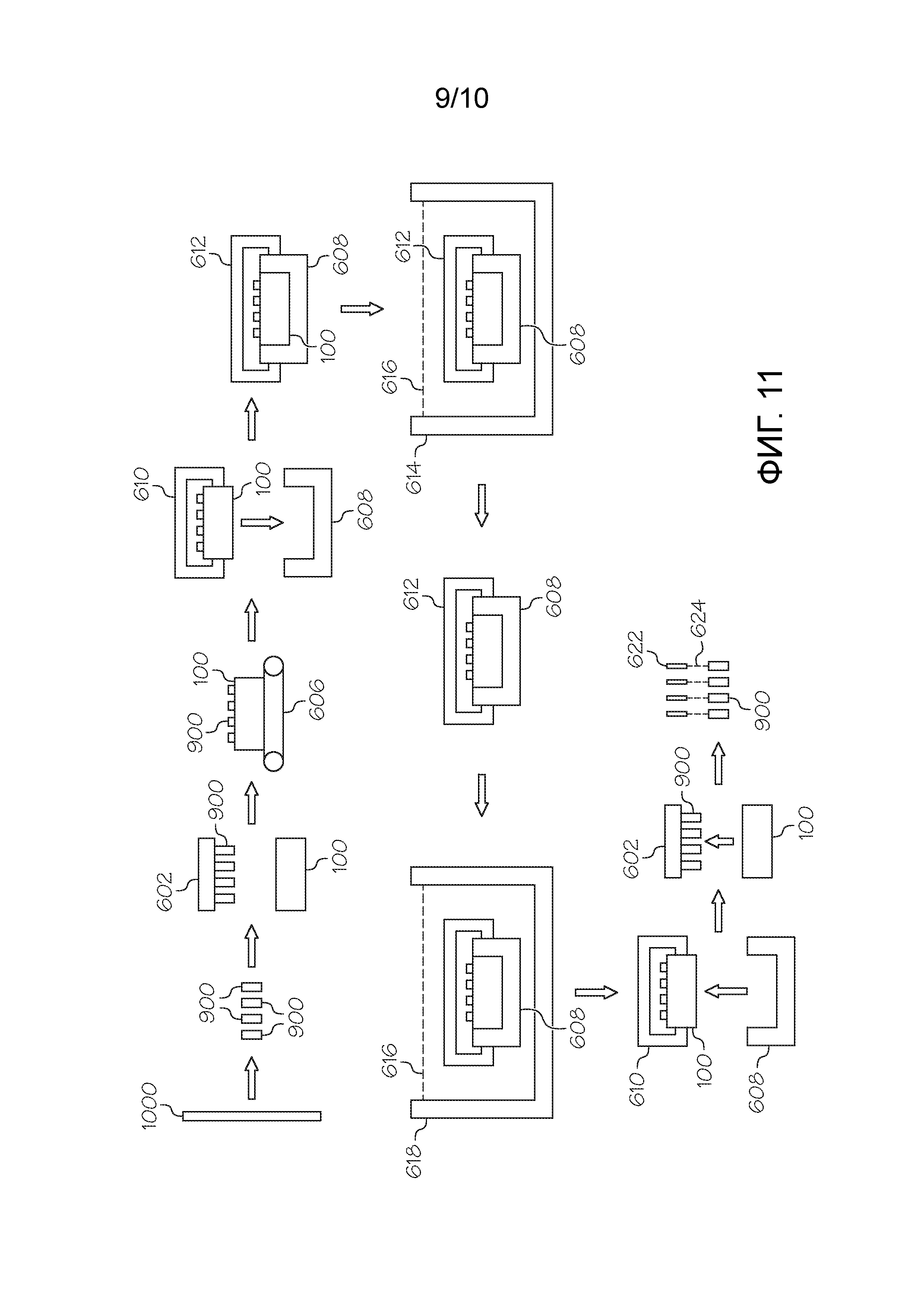
[0023] фиг.11 схематически показывает технологический процесс, описанный в схеме последовательности операций по фиг.10, согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
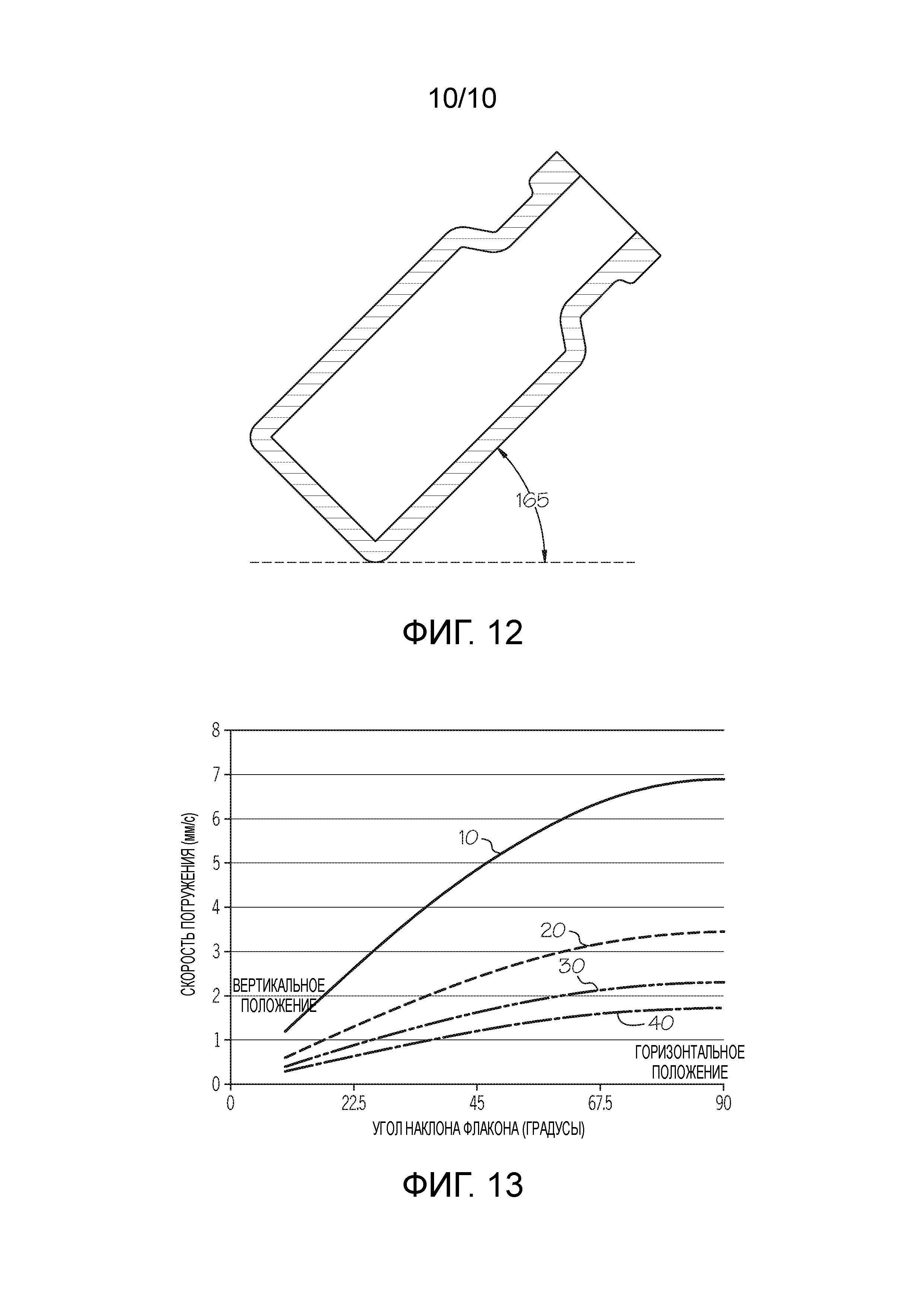
[0024] фиг.12 схематически показывает стеклянное изделие под непрямым углом согласно одному или более вариантам осуществления, показанным и описанным в данном документе;
[0025] фиг.13 показывает результаты испытаний по заполнению флаконов согласно одному или более вариантам осуществления, показанным и описанным в данном документе.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0026] Далее приводится подробное описание вариантов осуществления магазинных устройств для удерживания и фиксации стеклянных изделий во время обработки, примеры которых проиллюстрированы на сопровождающих чертежах. Всякий раз, когда это возможно, одни и те же ссылочные позиции будут использованы на всех чертежах для обозначения одних и тех же или аналогичных компонентов. Один вариант осуществления устройства для удерживания и фиксации стеклянных изделий во время обработки схематически показан на фиг.1. Магазинное устройство в основном содержит множество приемных пространств, при этом в каждом приемном пространстве может удерживаться и фиксироваться стеклянное изделие, такое как флакон. Магазинное устройство может быть выполнено с возможностью прочного удерживания стеклянных изделий при их погружении в ионообменную соляную ванну. Например, в одном варианте осуществления стеклянные изделия могут быть зафиксированы в магазинном устройстве, и магазинное устройство может быть погружено в ионообменную ванну в технологическом процессе, который обеспечивает химическое упрочнение стеклянных изделий. В некоторых вариантах осуществления несколько магазинных устройств могут быть соединены друг с другом в виде комплекта, и комплект может быть погружен в ионообменную ванну. Как правило, магазинные устройства могут быть выполнены с возможностью манипулирования ими так, что стеклянные изделия могут быть погружены в ионообменную ванну под непрямым углом относительно поверхности ванны.
[0027] Магазинные устройства, описанные в данном документе, могут быть выполнены с возможностью удерживания и фиксации стеклянных изделий, таких как стеклянные контейнеры с самыми разными геометрическими характеристиками. В используемом в данном документе смысле «стеклянное изделие» может относиться к любой стеклянной посуде, такой как стекло, отформованное с формой флакона, ампулы (ampoule), ампулы (ampul), бутылки, колбы, пузырька, лабораторного сосуда, ковша, графина, чана, корпуса шприца, баллончика или тому подобного, но стеклянные изделия не ограничены вышеуказанными. Кроме того, «стеклянные изделия» могут быть названы в данном документе «стеклянной посудой», и данные термины могут быть взаимозаменяемыми. Различные варианты осуществления устройств для удерживания и фиксации стеклянных изделий во время обработки будут описаны в данном документе с дополнительными подробностями со ссылкой на приложенные чертежи.
[0028] Как указано в данном документе, разбивание стеклянных изделий во время обработки и/или заполнения является причиной потерь продукции и может привести к неэффективности процесса и повышенным затратам. Кроме того, косметические дефекты в стеклянных изделиях часто нежелательны для пользователей. Упрочнение стеклянных изделий может способствовать уменьшению разбивания и образования царапин. Стеклянные изделия могут быть упрочнены при использовании различных способов, включая химический и термический отпуск. Например, химический отпуск, называемый иногда ионообменным упрочнением, может быть использован для упрочнения стеклянных изделий посредством создания слоя с сжимающим напряжением на поверхности стеклянных изделий. Сжимающее напряжение создается при погружении стеклянного изделия в ванну солевого расплава, иногда называемую ионообменной ванной. При замене ионов из стекла сравнительно бóльшими ионами из солевого расплава сжимающее напряжение создается на поверхности стекла. Во время химического отпуска стеклянные изделия, такие как стеклянные контейнеры, могут подвергаться механическому манипулированию как для заполнения стеклянных изделий солевым расплавом, так для освобождения их от него.
[0029] В то время как химический отпуск повышает прочность стеклянных изделий, механическое манипулирование стеклянными изделиями во время процесса упрочнения может вызвать дефекты на поверхности стекла. Например, контакт между стеклянными изделиями и крепежной оснасткой, такой как магазинное устройство, используемой для фиксации стеклянных изделий во время обработки, может вызвать дефекты в стекле, в частности, когда стеклянные изделия и крепежную оснастку первоначально погружают в ванну солевого расплава и/или когда крепежную оснастку и стеклянные изделия извлекают из ванны солевого расплава и поворачивают для освобождения стеклянных изделий от солевого расплава. В частности, при погружении стеклянного изделия оно может всплывать и, следовательно, выталкиваться вверх относительно крепежной оснастки. Кроме того, после завершения ионообменной обработки крепежную оснастку и стеклянные изделия извлекают из ванны солевого расплава, и крепежную оснастку поворачивают для освобождения стеклянных изделий от солевого расплава, содержащегося во внутреннем пространстве стеклянных изделий. При повороте крепежной оснастки стеклянные изделия могут резко сталкиваться с крепежной оснасткой. Данное воздействие при соударении тупых предметов в виде стеклянных изделий и крепежной оснастки может вызвать дефекты на поверхности стекла.
[0030] В большинстве случаев дефекты являются поверхностными и находятся в пределах слоя с поверхностным сжимающим напряжением, образованным в стекле. Данное поверхностное сжимающее напряжение предотвращает перерастание дефектов в трещины. Однако в некоторых случаях дефекты могут распространяться через слой с поверхностным сжимающим напряжением, что может привести к разбиванию стеклянных изделий.
[0031] Магазинные устройства для удерживания и фиксации стеклянных изделий во время обработки, описанные в данном документе, уменьшают появление дефектов в стеклянных изделиях, удерживаемых в них. Кроме того, магазинные устройства, описанные в данном документе, обеспечивают возможность наличия приемлемых уровней межфазового контакта ванны солевого расплава со всеми зонами (внутренней и наружной) стеклянного изделия, когда магазинное устройство частично или полностью погружено в ванну солевого расплава. Далее рассматриваются фиг.1, 2 и 3, на которых схематически показан один вариант осуществления магазинного устройства 100 для удерживания и фиксации стеклянных изделий 900 во время обработки. Магазинное устройство 100 по существу включает в себя нижнее опорное основание 500, множество элементов 200 для фиксации стеклянных изделий и закрывающую плиту 400. В частности, фиг.1 показывает магазинное устройство 100, которое не имеет прикрепленной закрывающей плиты 400, и фиг.2 показывает магазинное устройство 100 с прикрепленной закрывающей плитой 400. Фиг.3 показывает выполненный с пространственным разделением элементов вид нижнего опорного основания 500, элементов 200 для фиксации стеклянных изделий и закрывающей плиты 400. Когда магазинное устройство 100 не имеет прикрепленной закрывающей плиты 400, стеклянные изделия 900 могут быть свободно перемещены в магазинное устройство 100 и из него. Однако, когда закрывающая плита 400 магазинного устройства 100 расположена поверх элементов 200 для фиксации стеклянных изделий, стеклянные изделия 900, расположенные в магазинном устройстве 100, удерживаются при манипулировании и маневрировании магазинного устройства 100, включая поворот магазинного устройства 100 вокруг горизонтальной оси, чтобы способствовать освобождению стеклянных изделий 900 от технологической текучей среды. В других вариантах осуществления магазинное устройство 100 может не иметь прикрепленной закрывающей плиты 400, и вместо этого в нем в качестве закрывающей плиты 400 может использоваться другая секция соседнего штабелированного магазинного устройства, такая как нижнее опорное основание магазинного устройства, установленного над магазинным устройством 100. Следует понимать, что в используемом в данном документе смысле закрывающая плита 400 может представлять собой отдельный конструктивный элемент, который прикреплен к нижнему опорному основанию 500 и/или элементам 200 для фиксации стеклянных изделий, или может представлять собой часть другого магазинного устройства 100.
[0032] В одном варианте осуществления компоненты магазинного устройства 100 могут быть выполнены с формой и размерами, обеспечивающими возможность прочного удерживания стеклянных изделий 900, имеющих форму флаконов. Как показано на фиг.4, стеклянные изделия 900, как правило, могут включать в себя основную часть 902, горловинную часть 904 над основной частью 902 и отверстие 906, проходящее через горлышко и соединенное с внутренним пространством 910. Основная часть 902 по существу окружает внутреннее пространство 910 стеклянных изделий 901 посредством нижней части 914 и боковых стенок 916. Горловинная часть 904 по существу соединяет основную часть 902 с отверстием 906. Отверстие 906 может быть окружено буртиком 908, выступающим наружу от верха горловинной части 904 стеклянного изделия 900. Основная часть 902 может иметь криволинейный нижний край 918 и криволинейную зону 912 рядом с горловинной частью 904. Как правило, горловинная часть 904, основная часть 902 и буртик 908 могут иметь поперечное сечение по существу круглой формы, при этом каждый из данных элементов имеет наружный диаметр. В одном варианте осуществления диаметр буртика (da на фиг.4) превышает диаметр горловинной части (dn на фиг.4), и диаметр основной части (db на фиг.4) превышает диаметр da буртика. Кроме того, отверстие 906 имеет диаметр (dm на фиг.4), иногда называемый в данном документе диаметром выпускного отверстия, который меньше диаметра (dn) горлышка. Каждое стеклянное изделие 900 может иметь главную ось (в направлении Z на фиг.4), которая может быть нормальной к линии диаметра db основной части и линии диаметра dm отверстия.
[0033] Как правило, нижнее опорное основание 500 может иметь по существу плоскую форму, и стеклянные изделия 900 опираются на нижнее опорное основание 500. Как показано на фиг.3, нижнее опорное основание 500 является плоским, и длина (то есть размер в направлении Х) и ширина (то есть размер в направлении Y) нижнего опорного основания значительно больше высоты (то есть размера в направлении Z) нижнего опорного основания 500. Нижнее опорное основание 500 может содержать проточные каналы 510 для обеспечения возможности прохождения технологической текучей среды, такой как солевой расплав в ванне, используемой при ионообменной обработке, через нижнее опорное основание 500 и ее входа в контакт со стеклянными изделиями 900, расположенными в магазинном устройстве 100. В вариантах осуществления нижнее опорное основание 500 может быть образовано из жесткой проволочной сетки, как показано на фиг.1-3. В других вариантах осуществления нижнее опорное основание 500 может содержать плоский лист, образованный с обработанными отверстиями, через которые технологическая текучая среда, такая как солевой расплав в ванне, используемой при ионообменной обработке, проходит через нижнее опорное основание 500 и входит в контакт со стеклянными изделиями 900, расположенными в магазинном устройстве 100. В альтернативном варианте нижнее опорное основание 500 может быть образовано с любой по существу плоской геометрической формой и с отверстиями, которые обеспечивают возможность прохождения текучей среды через нижнее опорное основание 500 при одновременном обеспечении опоры для множества стеклянных изделий 900, опирающихся на него. Как правило, нижнее опорное основание 500 может представлять собой изделие с любой по существу плоской формой, которое обеспечит возможность прохождения текучей среды, но не обеспечит возможности прохождения стеклянных изделий 900.
[0034] Над нижним опорным основанием 500 находятся один или более элементов 200 для фиксации стеклянных изделий. В используемом в данном документе смысле термины «над/выше» или «под/ниже», как правило, относятся к взаимному расположению компонентов в направлении Z из координат, показанных на фиг.1-3. Элементы 200 для фиксации стеклянных изделий могут иметь по существу плоскую форму и содержат множество отверстий 210 для удерживания стеклянных изделий. Как показано на фиг.3, элементы 200 для фиксации стеклянных изделий являются по существу плоским, и длина (то есть размер в направлении Х) и ширина (то есть размер в направлении Y) элемента 200 для фиксации стеклянных изделий значительно больше высоты (то есть размера в направлении Z) элемента 200 для фиксации стеклянных изделий. В то время как фиг.1-3 показывают варианты осуществления магазинных устройств 100, содержащих два элемента 200 для фиксации стеклянных изделий, может быть предусмотрено любое число элементов 200, предназначенных для фиксации стеклянных изделий и расположенных между нижним опорным основанием 500 и закрывающей плитой 400, такое как один, три, четыре, пять, шесть или даже более элементов для фиксации стеклянных изделий. Множество элементов 200 для фиксации стеклянных изделий могут быть расположены по существу параллельно. Количество элементов 200 для фиксации стеклянных изделий может зависеть от геометрии удерживаемых стеклянных изделий 900.
[0035] Каждый элемент 200 для фиксации стеклянных изделий содержит отверстия 210 для удерживания стеклянных изделий, которые по меньшей мере частично образуют приемное пространство 220, в котором одно стеклянное изделие 900 может быть размещено и зафиксировано. В одном варианте осуществления предназначенные для удерживания стеклянных изделий отверстия 210 элемента 200 для фиксации стеклянных изделий имеют приблизительно круглую форму. Такой вариант осуществления может быть пригодным для размещения стеклянных изделий с круглыми сечениями наружной стороны, таких как показанное на фиг.4. Однако в других вариантах осуществления отверстия 210 для удерживания стеклянных изделий могут иметь геометрические формы, отличные от круглой, такие как треугольная, прямоугольная, пятиугольная, или другие геометрические формы, подходящие для надежного размещения стеклянных изделий 900 с геометрическими формами поперечных сечений, которые являются некруглыми. Отверстия 210 для удерживания стеклянных изделий могут иметь диаметр, немного превышающий наибольший диаметр поперечного сечения стеклянных изделий 900, подлежащих вставке и фиксации в них, который показан в варианте осуществления по фиг.4 как db.
[0036] Отверстия 210 для удерживания стеклянных изделий могут быть расположены в виде двумерных матриц в направлении Х и направлении Y. Например, отверстия 210 для удерживания стеклянных изделий могут быть расположены в виде строк и столбцов или могут быть расположены в других конфигурациях, таких как конфигурация со смещением, показанная на фиг.1.
[0037] В вариантах осуществления закрывающая плита 400 может быть расположена над нижним опорным основанием 500 и элементами 200 для фиксации стеклянных изделий. Закрывающая плита 400 может иметь по существу плоскую форму и может содержать множество проточных каналов 410. Как показано на фиг.3, закрывающая плита 400 является по существу плоской, и длина (то есть размер в направлении Х) и ширина (то есть размер в направлении Y) закрывающей плиты 400 значительно больше высоты (то есть размера в направлении Z) закрывающей плиты 400.
[0038] Закрывающая плита 400 содержит проточные каналы 410, которые позволяют технологической текучей среде, такой как солевой расплав в ванне, используемой при ионообменной обработке, проходить через закрывающую плиту 400 и во внутреннюю зону магазинного устройства 100. В одном варианте осуществления проточные каналы 410 закрывающей плиты 400 имеют приблизительно круглое сечение. Такой вариант осуществления может подходить для размещения стеклянных изделий 900 с круглыми сечениями выпускных отверстий, таких как показанное на фиг.4. Однако в других вариантах осуществления проточные каналы 410 могут иметь геометрические формы сечений, отличные от круглой. Проточные каналы 410 могут быть расположены в виде двумерных матриц в направлении Х и направлении Y. Например, проточные каналы 410 могут быть расположены в виде строк и столбцов или могут быть расположены с другими конфигурациями.
[0039] Нижнее опорное основание 500, элементы 200 для фиксации стеклянных изделий и закрывающая плита 400 могут быть по существу параллельными друг другу. Нижнее опорное основание 500, предназначенные для удерживания стеклянных изделий отверстия 210 в элементах 200 для фиксации стеклянных изделий и закрывающая плита 400 образуют множество приемных пространств 220. В каждом приемном пространстве 220 может надежно размещаться отдельное стеклянное изделие 900. Нижнее опорное основание 500 и закрывающая плита 400 могут определять размер приемного пространства 220 по высоте (в направлении Z). Нижнее опорное основание 500 и закрывающая плита 400 фиксируют стеклянное изделие 900 в вертикальном направлении за счет ограничения его перемещения в вертикальном направлении. Каждое предназначенное для удерживания стеклянного изделия отверстие 210 элемента 200 для фиксации стеклянных изделий определяет размер по ширине (в направлении Х и направлении Y по фиг.1) приемного пространства 220. По существу отверстие 210 для удерживания стеклянного изделия обеспечивает фиксацию стеклянного изделия 900 за счет ограничения его перемещения в направлении ширины (в направлении Х и направлении Y по фиг.1).Как правило, стеклянное изделие 900 размещено в приемном пространстве так, что его главная ось проходит в направлении высоты.
[0040] Магазинное устройство 100 может дополнительно содержать вертикальные опоры 300, которые прочно соединяют нижнее опорное основание 500, элементы 200 для фиксации стеклянных изделий и могут обеспечивать фиксацию закрывающей плиты 400 с возможностью съема. Вертикальные опоры 300 могут представлять собой любое механическое крепежное приспособление, выполненное с возможностью соединения друг с другом нижнего опорного основания 500, элементов 200 для фиксации стеклянных изделий и/или закрывающей плиты 400. В некоторых вариантах осуществления все или, по меньшей мере, часть вертикальных опор 300 могут образовывать цельный элемент. В одном варианте осуществления один или более из элементов, представляющих собой нижнее опорное основание 500, элементы 200 для фиксации стеклянных изделий, закрывающую плиту 400 и вертикальную опору 300, могут быть образованы в виде цельного элемента. В других вариантах осуществления один или более из элементов, представляющих собой нижнее опорное основание 500, элементы 200 для фиксации стеклянных изделий, закрывающую плиту 400 и вертикальную опору 300, могут быть скреплены вместе с помощью механических средств, таких как винты, болты, сварка, склеивание и т.д., но возможные механические средства не ограничены вышеуказанными. Следует отметить, что фиг.3 не показывает вертикальные опоры 300. В одном варианте осуществления вертикальные опоры 300 могут обеспечить возможность прикрепления закрывающей плиты 400 с возможностью съема к остальным частям магазинного устройства 100.
[0041] Фиг.5 и 7 показывают варианты осуществления магазинных устройств 100 (без закрывающих плит), которые имеют нижние опорные основания 500 с разными геометрическими характеристиками. Фиг.5 показывает магазинное устройство 100, которое включает в себя нижнее опорное основание 500 с диагональным рисунком с перекрещиванием (как показано на фиг.6). Фиг.7 показывает магазинное устройство 100, которое включает в себя нижнее опорное основание 500 с геометрией проволочной сетки. Фиг.6 и 8 показывают нижние опорные основания 500 магазинных устройств 100, показанных соответственно на фиг.5 и 7.
[0042] В одном варианте осуществления один или более проточных каналов 410 могут быть выровнены относительно отверстий 210 для удерживания стеклянных изделий. Например, каждый проточный канал 410 может быть расположен непосредственно над отверстием 210 для удерживания стеклянного изделия, как показано на фиг.1-3. Диаметр каждого проточного канала 410 может быть меньше диаметра каждого отверстия 210 для удерживания стеклянного изделия. В одном варианте осуществления магазинное устройство 100 может быть выполнено с возможностью размещения стеклянных изделий, аналогичных или идентичных по геометрии стеклянному изделию, показанному на фиг.4. Отверстия 210 для удерживания стеклянных изделий могут иметь диаметр, немного превышающий диаметр (db) основной части стеклянного изделия 900. В некоторых вариантах осуществления, таких как варианты осуществления, в которых проточные каналы 410 выровнены относительно отверстий 210 для удерживания стеклянных изделий, проточные каналы 410 могут иметь диаметр, который меньше диаметра db стеклянных изделий 900, но возможные варианты осуществления не ограничены вышеуказанными. В одном варианте осуществления диаметр каждого проточного канала 410 над отверстием 210 для удерживания стеклянного изделия может быть меньше диаметра каждого отверстия 210 для удерживания стеклянного изделия. Каждый проточный канал 410 может иметь диаметр, который больше диаметра dm выпускного отверстия и меньше диаметра da буртика размещенного стеклянного изделия 900. В такой конфигурации отверстие 906 не перекрывается закрывающей плитой 400, но стеклянное изделие 900 удерживается от перемещения, поскольку диаметр da его буртика больше диаметра проточного канала 410.
[0043] В другом варианте осуществления один проточный канал 410 может быть выровнен и выполнен с формой, обеспечивающей возможность прохождения текучей среды в несколько приемных пространств 220, образованных несколькими отверстиями 210 для удерживания стеклянных изделий. Например, проточные каналы 410 могут иметь форму удлиненных пазов с концами с формой полукругов одинакового диаметра, и паз, имеющий ширину, равную диаметру полукругов, соединяет два конца, имеющие форму полукругов. Диаметр полукругов может соответствовать диапазонам, описанным в данном документе со ссылкой на проточные каналы 410 круглого сечения. Как показано на фиг.2, в подобном варианте осуществления часть закрывающей плиты 400, расположенная между соседними проточными каналами 410 круглого сечения, может быть исключена, в результате чего образуются удлиненные проточные каналы 410. В вариантах осуществления два, три, четыре, пять или даже больше проточных каналов круглого сечения, ориентированных в виде линии, могут быть объединены в удлиненный проточный канал 410 посредством исключения расположенной между ними части закрывающей плиты 400.
[0044] В некоторых вариантах осуществления нижнее опорное основание 500 может быть по существу идентичным закрывающей плите 400. В некоторых из данных вариантов осуществления магазинное устройство 100 может быть размещено в виде штабеля вместе с другим магазинным устройством 100, так что нижнее опорное основание 500 верхнего магазинного устройства 100 будет служить в качестве закрывающей плиты 400 для нижнего магазинного устройства 100.
[0045] Не будучи ограниченными теорией, полагают, что проточные каналы 410, которые выровнены относительно отверстий 210 для удерживания стеклянных изделий, обеспечивают возможность увеличенного потока текучих сред в стеклянные изделия 900 и из них по сравнению с геометриями некоторых закрывающих плит 400 с большей площадью пропускного сечения для потока текучей среды. Одним показателем способности флакона к заполнению является число Бонда (Bo), которое представляет собой показатель относительной значимости выталкивающих сил в сравнении с поверхностным натяжением в мениске/на границе раздела между текучей средой и воздухом в отверстии контейнера. Для инициирования заполнения флаконов технологической текучей средой, такой как солевой расплав, может быть желательным наличие большого числа Бонда, при котором выталкивающие силы (определяющие образование пузырьков) преобладают над силами поверхностного натяжения. В этом случае число Бонда показывает баланс между поверхностным натяжением и выталкивающими силами. Число Бонда может быть выражено как Bo=(ρgL2)/σ, где ρ=плотность текучей среды, g=ускорение свободного падения, L=характеристическая длина (радиус отверстия) и σ=коэффициент поверхностного натяжения текучей среды. Из данной формулы во многих вариантах осуществления L является наиболее важным фактором, определяющим то, заполняется ли стеклянное изделие, поскольку отношение плотности к коэффициенту поверхностного натяжения может быть почти постоянным для солевого расплава в типовом интервале температур ионообменной обработки. Для этого избежание какой-либо блокировки выпускного отверстия стеклянного изделия во время заполнения может иметь важное значение.
[0046] Один или более элементов из нижнего опорного основания 500, элементов 200 для фиксации стеклянных изделий, вертикальных опор 300, закрывающей плиты 400 могут быть выполнены из металла, такого как нержавеющая сталь (например, нержавеющая сталь 304L). Однако пригоден любой материал, который может выдерживать сравнительно высокие температуры ванны солевого расплава. В одном варианте осуществления один или более компонентов магазинного устройства 100 могут быть изготовлены посредством лазерной или водоструйной обработки исходного листового материала из нержавеющей стали для получения заданных конфигураций в плоскости и последующего придания формы листам и их сварки с образованием их конечной формы. Нижнее опорное основание 500, элементы 200 для фиксации стеклянных изделий и/или закрывающая плита 400 могут быть подвергнуты электрополированию, что может обеспечить устранение острых кромок, которые могут быть образованы при лазерной или водоструйной обработке. Электрополирование также может обеспечить повышение чистоты поверхности, что способствует стеканию или выливанию жидкостей сплошным потоком из магазинного устройства 100. В другом варианте осуществления нижнее опорное основание 500, элементы 200 для фиксации стеклянных изделий и/или закрывающая плита 400 могут быть пассивированы после электрополирования, что может обеспечить дополнительное увеличение пассивного слоя нержавеющей стали для дополнительного повышения коррозионной стойкости магазинного устройства 100.
[0047] В еще одном варианте осуществления два или более магазинных устройств 100 могут быть уложены в штабель рядом друг с другом и зафиксированы вместе в кассете 608 для образования комплекта 110, показанного на фиг.9. В одном варианте осуществления вследствие того, что два или более магазинных устройств 100 находятся в контакте друг с другом, нижнее опорное основание 500 вышерасположенного магазинного устройства 100 может служить в качестве закрывающей плиты 400 для нижерасположенного магазинного устройства 100. В таком варианте осуществления может быть предусмотрена только одна закрывающая плита 400 на комплект 110. В подобном варианте осуществления нижнее опорное основание 500 может иметь проточные каналы 510, такие как описанные в связи с закрывающей плитой 400, и может быть по существу идентичным закрывающей плите 400 самого верхнего магазинного устройства 100. Например, нижнее опорное основание 500 может содержать проточные каналы 510, которые имеют диаметр, который меньше диаметра da и больше диаметра dm стеклянного изделия 900. В другом варианте осуществления закрывающая плита 400 может быть объединена в одно целое с кассетой 608, так что только верхнее магазинное устройство 100, загруженное в кассету 608, включает в себя закрывающую плиту.
[0048] При приложении вертикального давления к стеклянному изделию 900 большее напряжение может создаваться на криволинейном нижнем крае 918 и в криволинейной зоне 912, чем на боковой стенке 916 основной части. В вариантах осуществления поверхностные трещины или другие дефекты формы на криволинейном нижнем крае 918 и в криволинейной зоне 912 могут с большей вероятностью перерастать в трещину, которая может нежелательным образом вызывать полное разбивание стеклянного изделия 900. В некоторых вариантах осуществления элементы 200 для фиксации стеклянных изделий контактируют только с боковой стенкой 916 стеклянного изделия 900, как показано на фиг.9.
[0049] Следует понимать, что закрывающая плита 400 в используемом в данном документе смысле может включать нижнее опорное основание соседнего устройства. Закрывающая плита 400 может не быть постоянно прикрепленной к магазинному устройству 100, например, для обеспечения возможности извлечения стеклянных изделий 900. Закрывающая плита 400 может быть прикреплена к магазинному устройству 100 любыми пригодными механическими средствами, например, посредством крепежных деталей, винтов, болтов, или за счет геометрии закрывающей плиты 400 и магазинного устройства 100, предназначенной для стабильного удерживания закрывающей плиты 400 относительно магазинного устройства 100.
[0050] Далее, при рассмотрении совместно фиг.1, 2, 10 и 11 следует отметить, что стеклянные изделия 900 могут быть упрочнены посредством ионообменной обработки, будучи удерживаемыми в приемных пространствах 220 магазинных устройств 100. Фиг.10 содержит схему 501 последовательности технологических операций способа упрочнения стеклянных изделий 900 посредством ионообменной обработки, и фиг.11 схематически показывает технологический процесс, описанный в схеме последовательности операций. На первом этапе 502 стеклянной трубной заготовке 1000, образованной из композиции стекла, способной подвергаться ионному обмену, первоначально придают форму стеклянных изделий 900 (в частности, стеклянных флаконов в показанном варианте осуществления), используя обычные способы придания формы и формования. На этапе 504 стеклянные изделия 900 загружают в магазинные устройства 100, используя механическое загрузочное устройство 602 магазинного типа. Загрузочное устройство 602 магазинного типа может представлять собой механическое захватное устройство, такое как захват или тому подобное, которое выполнено с возможностью захвата множества стеклянных изделий 900 за раз. В альтернативном варианте в захватном устройстве может использоваться вакуумная система для захвата стеклянных изделий 900. Загрузочное устройство 602 магазинного типа может быть соединено с роботизированной рукой или другим аналогичным устройством, выполненным с возможностью размещения загрузочного устройства 602 магазинного типа в заданном положении относительно стеклянных изделий 900 и магазинного устройства 100. Загрузочное устройство 602 магазинного типа обеспечивает размещение отдельных стеклянных изделий 900 в приемных пространствах 220.
[0051] На следующем этапе 506 магазинное устройство 100, загруженное стеклянными изделиями 900, перемещают посредством механического конвейера, такого как ленточный конвейер 606, мостового крана или тому подобного в зону загрузки кассет. После этого на этапе 508 множество магазинных устройств 100 (показано одно) загружают в кассету 608. Следует понимать, что, несмотря на то, что только одно магазинное устройство 100 показано на фиг.11, кассета 608 выполнена с конструкцией, позволяющей удерживать множество магазинных устройств 100 так, как показано на фиг.9, так что большое число стеклянных изделий 900 могут быть обработаны одновременно. Каждое магазинное устройство 100 размещают в кассете 608, используя устройство 610 загрузки кассет. Устройство 610 загрузки кассет может представлять собой механическое захватное устройство, такое как захват или тому подобное, которое выполнено с возможностью захвата одного или более магазинных устройств 100 за раз. В альтернативном варианте в захватном устройстве может использоваться вакуумная система для захвата магазинных устройств 100. Устройство 610 загрузки кассет может быть соединено с роботизированной рукой или другим аналогичным устройством, выполненным с возможностью размещения устройства 610 загрузки кассет в заданном положении относительно кассеты 608 и магазинных устройств 100.
[0052] На следующем этапе 510 кассету 608, содержащую магазинные устройства 100 и стеклянные изделия 900, перемещают к ионообменной станции и загружают в ионообменный резервуар 614, чтобы способствовать химическому упрочнению стеклянных изделий 900. Кассету 608 перемещают к ионообменной станции посредством устройства 612 транспортирования кассеты. Устройство 612 транспортирования кассеты может представлять собой механическое захватное устройство, такое как захват или тому подобное, которое выполнено с возможностью захвата кассеты 608. В альтернативном варианте в захватном устройстве может использоваться вакуумная система для захвата кассеты 608. Устройство 612 транспортирования кассеты и прикрепленная кассета могут быть автоматически перемещены из зоны загрузки кассет к ионообменной станции посредством подвесной рельсовой системы, такой как портальный кран или тому подобное. В альтернативном варианте устройство 612 транспортирования кассеты и прикрепленная кассета 608 могут быть перемещены из зоны загрузки кассет к ионообменной станции посредством роботизированной руки. В еще одном варианте осуществления устройство 612 транспортирования кассеты и прикрепленная кассета 608 могут быть перемещены из зоны загрузки кассет к ионообменной станции посредством конвейера и после этого перемещены с конвейера в ионообменный резервуар 614 посредством роботизированной руки или мостового крана.
[0053] Когда устройство 612 транспортирования кассеты и прикрепленная кассеты 608 окажутся на ионообменной станции, кассета 608 и стеклянные изделия 900, содержащиеся в ней, при необходимости могут быть предварительно нагреты перед погружением кассеты 608 и стеклянных изделий 900 в ионообменный резервуар 614. В некоторых вариантах осуществления кассета 608 может быть предварительно нагрета до температуры, превышающей температуру внутри помещения и меньшей, чем температура ванны солевого расплава, или равной температуре ванны солевого расплава в ионообменном резервуаре 614. Например, стеклянные изделия 900 могут быть предварительно нагреты до температуры от приблизительно 300°С до 500°С. Однако следует понимать, что этап предварительного нагрева является возможным, но необязательным вследствие сравнительно малой тепловой массы магазинных устройств 100, описанных в данном документе.
[0054] Без ограничения теорией, термическая однородность магазинного устройства 100 и стеклянных изделий 900 перед вводом в ионообменный резервуар может иметь важное значение для поддержания температуры соляной ванны в резервуаре. Например, ввод флаконов, имеющих температуру внутри помещения, в горячую соль может привести к затвердеванию соли вокруг отверстия стеклянного изделия 900. Кроме того, как видно из формулы для определения числа Бонда, характеристики заполнения также коррелируются с соотношением плотности текучей среды и коэффициента поверхностного натяжения, при этом оба данных параметра представляют собой свойства, «чувствительные» к изменению температуры. Данное соотношение уменьшается при увеличении температуры, что может также улучшить характеристику заполнения.
[0055] Ионообменный резервуар 614 содержит ванну солевого расплава 616, такого как расплав соли щелочного металла, такой как KNO3, NaNO3 и/или их комбинации. В одном варианте осуществления ванна солевого расплава представляет собой 100% расплав KNO3, который поддерживается при температуре, большей или равной приблизительно 350°С и меньшей или равной приблизительно 500°С. Однако следует понимать, что ванны расплавов солей щелочных металлов, имеющих различные другие составы и/или температуры, также могут быть использованы, чтобы способствовать ионообменной обработке стеклянных изделий. В некоторых вариантах осуществления солевой расплав 616 должен поддерживаться при как можно более высокой температуре с учетом технологических ограничений. Не будучи ограниченными теорией, полагают, что более высокая температура соляной ванны может обеспечить уменьшение отношения плотности соли к вязкости.
[0056] На этапе 512 стеклянные изделия 900 подвергают ионообменному упрочнению в ионообменном резервуаре 614. В частности, стеклянные изделия погружают в солевой расплав и удерживают в нем в течение промежутка времени, достаточного для обеспечения заданных сжимающего напряжения и толщины слоя в стеклянных изделиях 900. При погружении стеклянные изделия сначала имеют положительную плавучесть, когда воздух выходит из внутреннего пространства стеклянных изделий и заменяется солевым расплавом. Поскольку стеклянные изделия 900 поднимаются вследствие положительной плавучести, стеклянные изделия удерживаются в заданном положении вертикально посредством нижнего опорного основания 500, закрывающей плиты 400 и элементов 200 для фиксации стеклянных изделий.
[0057] В одном варианте осуществления стеклянные изделия 900 могут удерживаться в ионообменном резервуаре 614 в течение промежутка времени, достаточного для обеспечения толщины слоя до приблизительно 100 мкм с сжимающим напряжением, составляющим, по меньшей мере, приблизительно 300 МПа или даже 350 МПа. Период удерживания может составлять менее 30 часов или даже менее 20 часов. Однако следует понимать, что промежуток времени, в течение которого стеклянные изделия удерживаются в резервуаре 614, может варьироваться в зависимости от состава стеклянного контейнера, состава ванны солевого расплава 616, температуры ванны солевого расплава 616 и заданной толщины слоя и заданного сжимающего напряжения.
[0058] В одном варианте осуществления стеклянные изделия погружают в ионообменный резервуар 614, когда они удерживаются под непрямым углом относительно поверхности текучей среды в резервуаре (показанной в виде пунктирной линии на фиг.12). Непрямой угол показан в виде угла 165 на фиг.12. Ориентация флакона также может влиять на надежность процесса заполнения. Не будучи ограниченными теорией, полагают, что флакон, который вводится перпендикулярно к поверхности текучей среды, с большей вероятностью вызывает образование пузырьков. Это обусловлено балансировкой плавучести пузырьков и гидростатического давления текучей среды. При наклоне стеклянного изделия 900 силы не «выровнены», что позволяет пузырьку выходить и текучей среде входить в стеклянное изделие 900 более надежным образом при меньшей кавитации. Магазинные устройства 100 и процессы, описанные в данном документе, могут обеспечить возможность придания фиксированного непрямого угла стеклянным изделиям 900 относительно поверхности соляной ванны во время ввода в соляную ванну. Кроме того, в некоторых вариантах осуществления стеклянные изделия 900 могут быть перемещены под действием выталкивающих сил, и данные выталкивающие силы могут вызывать частичный наклон стеклянного изделия в отверстиях 210 для удерживания стеклянных изделий для достижения непрямых углов наклона стеклянных изделий 900 относительно поверхности соляной ванны во время ввода в соляную ванну. Подобное перемещение, вызываемое выталкивающими силами, может повысить эффективность заполнения.
[0059] Кроме того, скорость, с которой погружают стеклянное изделие, может вызывать изменения надежности процесса заполнения. Как правило, меньшие скорости погружения могут обеспечить более надежное заполнение стеклянных изделий 900. Однако может существовать возможность использования более высоких скоростей погружения, если стеклянное изделие 900 погружают под непрямым углом. Как также показано на фиг.12, в некоторых вариантах осуществления скорость погружения может быть увеличена при уменьшении угла 165. В некоторых вариантах осуществления может быть желательным погружение стеклянного изделия 900, когда угол 165 составляет приблизительно 45°, например, от приблизительно 40° до приблизительно 50° или от приблизительно 35° до приблизительно 55°. В еще одном варианте осуществления угол 165 может составлять приблизительно 0°, так что входная часть стеклянного изделия будет по существу перпендикулярной к поверхности ионообменной ванны. Например, угол 165 может составлять от приблизительно -5° до приблизительно 5° или от приблизительно -10° до приблизительно 10°.
[0060] После ионообменного упрочнения стеклянных изделий 900 кассету 608 и стеклянные изделия 900 извлекают из ионообменного резервуара 614, используя устройство 612 транспортирования кассеты в сочетании с роботизированной рукой или портальным краном. Во время извлечения из ионообменного резервуара 614 различные проточные каналы магазинного устройства 100 позволяют солевому расплаву, находящемуся внутри магазинного устройства, без труда вытекать из каждого магазинного устройства 100. После извлечения кассеты 608 из ионообменного резервуара 614 кассету 608 и стеклянные изделия 900 подвешивают над ионообменным резервуаром 614, и кассету 608 поворачивают вокруг горизонтальной оси так, чтобы любой солевой расплав, остающийся в стеклянных изделиях 900, выходил обратно в ионообменный резервуар 614. При повороте кассеты 608 стеклянные изделия 900 удерживаются в их заданных положениях в приемном пространстве 220. После этого кассету 608 поворачивают обратно в ее исходное положение, и обеспечивают возможность охлаждения стеклянных изделий перед промывкой.
[0061] Затем кассету 608 и стеклянные изделия 900 перемещают на станцию промывки посредством устройства 612 транспортирования кассеты. Данное перемещение может быть выполнено посредством роботизированной руки или мостового крана, как описано выше, или в альтернативном варианте посредством автоматического конвейера, такого как ленточный конвейер или тому подобное. На следующем этапе 514 кассету 608 и стеклянные изделия 900 опускают в промывной резервуар 620 для удаления любой избыточной соли с поверхностей стеклянных изделий 900. Кассета 608 и стеклянные изделия 900 могут быть опущены в промывной резервуар 618 посредством роботизированной руки, мостового крана или аналогичного устройства, которое соединяется с устройством 612 транспортирования кассеты. Аналогично погружению в водяную ванну, стеклянные изделия сначала имеют положительную плавучесть при погружении в промывной резервуар 618. Поскольку стеклянные изделия 900 поднимаются вследствие положительной плавучести, стеклянные изделия удерживаются вертикально в заданном положении. Стеклянные изделия 900 могут быть погружены под непрямым углом относительно поверхности промывочного резервуара, как рассмотрено в связи с погружением в соляную ванну.
[0062] Затем кассету 608 и стеклянные изделия 900 извлекают из промывного резервуара 618, подвешивают над промывным резервуаром 618, и кассету 608 поворачивают вокруг горизонтальной оси так, чтобы любая промывная вода, остающаяся в стеклянных изделиях 900, выходила обратно в промывной резервуар 618. При повороте кассеты 608 стеклянные изделия 900 удерживаются в их заданных положениях в приемном пространстве 220. В некоторых вариантах осуществления операция промывки может быть выполнена множество раз перед перемещением кассеты 608 и стеклянных изделий 900 на следующую станцию обработки.
[0063] В одном конкретном варианте осуществления кассету 608 и стеклянные изделия 900 окунают в водяную ванну, по меньшей мере, дважды. Например, кассета 608 может быть погружена в первую водяную ванну и впоследствии во вторую, другую водяную ванну для гарантирования того, что все остаточные соли щелочных металлов будут удалены с поверхности стеклянного изделия. Вода из первой водяной ванны может быть направлена в средство очистки отработавшей воды или в испаритель.
[0064] На следующем этапе 516 магазинные устройства 100 извлекают из кассеты 608 посредством устройства 610 загрузки кассет. После этого на этапе 518 стеклянные изделия 900 выгружают из магазинных устройств 100 посредством загрузочного устройства 602 магазинного типа и перемещают на станцию промывки. На этапе 520 стеклянные изделия промывают струей деионизированной воды 624, выпускаемой из сопла 622. Струя деионизированной воды 624 может быть смешана с сжатым воздухом.
[0065] При необходимости на этапе 521 (не показанном на фиг.10) стеклянные изделия 900 перемещают на станцию контроля, на которой стеклянные изделия проверяют на наличие дефектов, осколков, обесцвечивания и тому подобного.
[0066] Несмотря на то, что магазинные устройства были показаны и описаны в данном документе как используемые вместе со стеклянными контейнерами, такими как стеклянные флаконы, следует понимать, что магазинные устройства могут быть использованы для удерживания и фиксации стеклянных изделий различных других типов, включая, без ограничения, вакуумные контейнеры Vacutainers®, баллончики, шприцы, ампулы, бутылки, колбы, пузырьки, трубки, лабораторные сосуды, флаконы или тому подобное, включая как стеклянные изделия круглой формы, так и стеклянные изделия некруглой формы.
[0067] Следует понимать, что магазинные устройства и способы, описанные в данном документе, могут быть использованы для удерживания и фиксации стеклянных изделий во время обработки. Магазинные устройства ограничивают перемещение стеклянных изделий при одновременном обеспечении возможности ионообменной обработки за счет контакта с ваннами солевых расплавов.
[0068] Для специалистов в данной области техники будет очевидно, что различные модификации и изменения могут быть выполнены в вариантах осуществления, описанных в данном документе, без отхода от сущности и объема заявленного предмета изобретения. Таким образом, предусмотрено, что описание охватывает модификации и изменения различных вариантов осуществления, описанных в данном документе, при условии, что такие модификации и варианты находятся в пределах объема приложенных пунктов формулы изобретения и их эквивалентов.
Примеры
[0069] Варианты осуществления, описанные в данном документе, будут дополнительно разъяснены с помощью следующих примеров.
ПРИМЕР 1
[0070] Было проведено исследование влияния различных конфигураций закрывающих плит на заполнение флаконов, включая диагональную геометрическую конфигурацию с перекрещиванием, иногда называемую в данном документе геометрией «заготовки» (показанной на фиг.6), геометрическую конфигурацию проволочной сетки (показанную на фиг.8) и механически обработанную плиту с отверстиями, конкретно соответствующими каждому флакону (вариант осуществления по фиг.2 и 3, в котором отверстие больше отверстия стеклянного изделия). Таблица 1 показывает результаты испытаний на заполнение, проведенных при геометрических характеристиках, соответствующих «заготовке», проволочной сетке и плите с обработанными отверстиями. Для каждого испытания 162 стеклянных флакона погружали и оценивали то, как они заполнялись текучей средой.
Таблица 1
|
[0071] Средняя степень заполнения для геометрии заготовки составляла 71,6%, для геометрии проволочной сетки 87,7% и для обработанных отверстий 99,9%.
ПРИМЕР 2
[0072] Были выполнены вычисления для моделирования стеклянных флаконов, погружаемых при различных скоростях погружения и под различными углами в текучую среду. Фиг.13 показывает расчетное время заполнения флаконов при изменяющихся скоростях погружения и углах ввода. Линия 10 характеризует заполнение за 1 секунду, линия 20 характеризует заполнение за 2 секунды, линия 30 характеризует заполнение за 3 секунды, и линия 40 характеризует заполнение за 4 секунды. Время заполнения - это время, которое требуется для полного заполнения флакона (при отсутствии пузырьков). Ось y отображает скорость погружения и ось x показывает угол наклона флакона, обозначенный 165 на фиг.12. Как отображено на фиг.13, более высокие скорости погружения требуют бóльших углов относительно поверхности технологической текучей среды.
[0073] Для специалистов в данной области техники будет очевидно, что различные модификации и изменения могут быть выполнены в вариантах осуществления, описанных в данном документе, без отхода от сущности и объема заявленного предмета изобретения. Таким образом, предусмотрено, что описание охватывает модификации и изменения различных вариантов осуществления, описанных в данном документе, при условии, что такие модификации и варианты находятся в пределах объема приложенных пунктов формулы изобретения и их эквивалентов.
Отверждение волокна протяженными излучателями
Способ получения оптического волокна с низким ослаблением сигнала
Оптическое волокно, содержащее многослойную систему покрытий
Оптическое волокно с низкими изгибными потерями
Оптическое волокно с низкими потерями
Волокно большой эффективной площади с не содержащей ge сердцевиной
Оптическое волокно с низкими изгибными потерями
Способ изготовления оптического волокна при пониженном давлении
Радиальное напрессовывание сажи для покрытия оптического волокна оболочкой
Оптическое волокно с низкими изгибными потерями
Контейнеры из упрочненного боросиликатного стекла с повышенной устойчивостью к повреждению
Стойкие к расслоению стеклянные контейнеры с теплостойкими покрытиями
Стеклянные изделия с антифрикционными покрытиями
Упрочненные стеклянные контейнеры, устойчивые к расслаиванию и повреждению
Стеклянные контейнеры с устойчивостью к отслаиванию и повышенной устойчивостью к повреждению
Покрытая фармацевтическая упаковка (варианты)
Стеклянные контейнеры с улучшенной прочностью и улучшенной стойкостью к разрушению
Устройства магазина для удержания изделий из стекла во время обработки
Устройство для удержания и сохранения стеклянных изделий
Стеклянные контейнеры с устойчивостью к отслаиванию и повышенной устойчивостью к повреждению

