Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ
Вид РИД
Изобретение
Изобретение относится к технологии электрополирования поверхности деталей из металлов и сплавов и может быть использовано для обработки поверхностей лопаток турбомашин для повышения их эксплуатационных характеристик.
С повышением шероховатости поверхности ответственных металлических деталей, работающих в условиях воздействия значительных знакопеременных нагрузок, например валов, лопаток газовых турбин и т.п., резко снижаются их эксплуатационные характеристики. Качество обработки поверхности пера лопаток существенно влияет на их прочностные характеристики, так например, повышение класса чистоты поверхности способствует увеличению предела выносливости и статической прочности лопаток (В.Ф. Макаров, Е.Н. Бычина, А.О. Чуян. Математическое моделирование процесса полирования лопаток газотурбинных двигателей // Авиационно-космическая техника и технология. №8 (85), 2011, с.11-14). Развитая шероховатость поверхности лопаток газовых турбин приводит к ухудшению газодинамической устойчивости газотурбинного двигателя (ГТД), к возрастанию аэродинамических потерь, приводящих к снижению КПД, к потере мощности, росту удельных расходов и к снижению экономичности двигателя или газотурбинной установки.
В то же время производство и ремонт лопаток газотурбинных двигателей (ГТД)и установок (ГТУ), в связи с высокими требованиями к качеству поверхности (Ra≤0,32…0,16 мкм), характеризуется значительной трудоемкостью их финишной обработки. Это вызывает проблемы при механической обработке поверхностей деталей турбомашин. В этой связи развитие способов получения высококачественных поверхностей деталей турбомашин является весьма актуальной задачей.
Известен способ полирования поверхности детали кругом, при котором детали (лопатке турбины) сообщают возвратно-поступательное перемещение относительно инструмента (А.С. СССР №1732604. МПК B24B 19/14. Способ полирования пера лопаток ГТД лепестковым кругом. Опубл. Бюл. № 1, 2014 г.), в котором полирование производят с деформацией лепесткового круга.
Известен также способ обработки, позволяющий полировать криволинейную кромку пера лопаток газовой турбины заправленным по радиусу полировальным кругом, движущимся вдоль пера лопатки (Патент РФ №2379170. МПК B24B 19/14. Способ обработки лопаток газотурбинных двигателей. Опубл. 2010 г.).
Однако применение в известных способах полирования поверхности детали механического воздействия вызывает ухудшение параметров качества поверхностного слоя материалов, что приводит к снижению ее эксплуатационных характеристик, особенно в случаях обработки таких деталей как лопатки турбины с тонким пером.
Наиболее перспективными методами обработки деталей сложной формы, в частности лопаток турбомашин являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.1986].
Известен также способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, опубл. 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, МПК B23H 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.1991].
Однако известные способы электрополирования не позволяют производить однородную обработку поверхности детали из металлического сплава, особенно деталей сложной формы.
Наиболее близким техническим решением, выбранным в качестве прототипа является способполирования металлической детали, заключающийся в заполнении электропроводящими гранулами рабочего контейнера, выполненного из электропроводного материала, закрепление детали на держателе, погружении детали в электропроводящие гранулы, заполняющие контейнер, подключении детали к аноду, а контейнера к катоду [ WO2017186992 - |Methodforsmoothingandpolishingmetalsviaiontransportbymeansoffreesolidbodies, andsolidbodiesforcarryingoutsaidmethod. Опубл. 2017.11.02] .
Однако известный способ-прототип [WO2017186992] обладает низкой надежностью и не может быть использован для обработки поверхности ответственных деталей, таких как лопатки турбомашин, поскольку существует значительная вероятность «припайки» гранул к обрабатываемой поверхности и возникновения в результате этого дефектов, приводящих к снижению эксплуатационных характеристик обработанных деталей.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества и надежности обработки металлических деталей, особенно ответственных деталей сложной формы, таких как лопатки турбомашин.
Техническим результатом изобретения является повышение качества и надежности обработки поверхности металлической детали за счет повышения однородности обработки ее поверхности, снижения вероятности появления дефектов и уменьшения ее шероховатости.
Технический результат достигается за счет того, что в способе электрополирования металлической детали, включающем погружение детали в проводящую среду и подачу противоположного по знаку электрического потенциала на деталь и проводящую среду в отличие от прототипа электрополирование проводят в среде гранул, выполненных из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность упомянутых гранул и ионный унос металла с поверхности детали с удалением с нее микровыступов, устанавливают щетки с щетинами из диэлектрического материала вокруг детали, осуществляют контакт щетин щетки с обрабатываемой поверхностью детали, обеспечивают контакт всей полируемой поверхности детали с упомянутыми гранулами и гранул между собой, приводят щетки и/или деталь во вращательное движение, подают на деталь и гранулы электрический потенциал, обеспечивающий ионный унос металла с поверхности обрабатываемой детали и ее полирование в среде упомянутых гранул до получения заданной шероховатости полируемой поверхности.
Кроме того возможны следующие, дополнительные приемы выполнения способа:в качестве анионитов упомянутых гранул используют ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, причем размеры гранул выбирают из диапазона от 0,1 до 0,4 мм, причемупомянутые гранулы дополнительно проводят в вибрационное движение; электрополирование гранулами проводят подавая на деталь положительный, а на гранулы отрицательный электрический потенциал от 25 до 35 В; электрополирование гранулами проводят в импульном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, период импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс; в качестве детали используют турбомашины, выполненную из легированной стали, дополнительно приводят ее в возвратно-поступательное движение относительно ее продольной оси, используют цилиндрические щетки, совмещают направление осей цилиндров щеток с продольной осью лопатки, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или NH4F, концентрацией от 6 до 24 г/л, или NаF, концентрацией от 4 до 18 г/л, или KF концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л, или смеси NаF и KF при содержании NаF - от 3 до 14 г/л и KF - от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л и KF - от 35 до 55 г/л, или смеси NH4F , NаF и KF при содержании NH4F - от 3 до 9 г/л и KF - от 20 до 30 г/л, и NaF - от 10 до 25 г/л, или смеси NH4F и НF при содержании NH4F - от 5 до 15 г/л и НF - от 3 до 5 г/л, или от 8 до 14% водном растворе NaNO3 , или в электролитах составов, мас.%: (NH4)2SO4 - 5; Трилон Б - 0,8, или содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
Серная кислота - 10-30
Ортофосфорная кислота - 40-80
Блок-сополимер окисей этилена и пропилена - 0,05-1,1
Натриевая соль сульфированного бутилолеата - 0,01-0,05
Вода – Остальное;
в качестве детали используют лопатку турбомашины, выполненную из титанового сплава, дополнительно приводят ее в возвратно-поступательное движение относительно ее продольной оси, используют цилиндрические щетки, совмещают направление осей цилиндров щеток с продольной осью лопатки, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30 - 50 г/л KF·2H2O и 2 - 5 г/л СrO3;в качестве детали используют лопатку турбомашины, выполненную из никелевого сплава, дополнительно приводят ее в возвратно-поступательное движение относительно ее продольной оси, используют цилиндрические щетки, совмещают направление осей цилиндров щеток с продольной осью лопатки, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6 - 9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8…3,4 или водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
|
используют щетку, с щетинами, закрепленными на металлическом стержне, причем металлический стержень используют как электрод-инструмент.
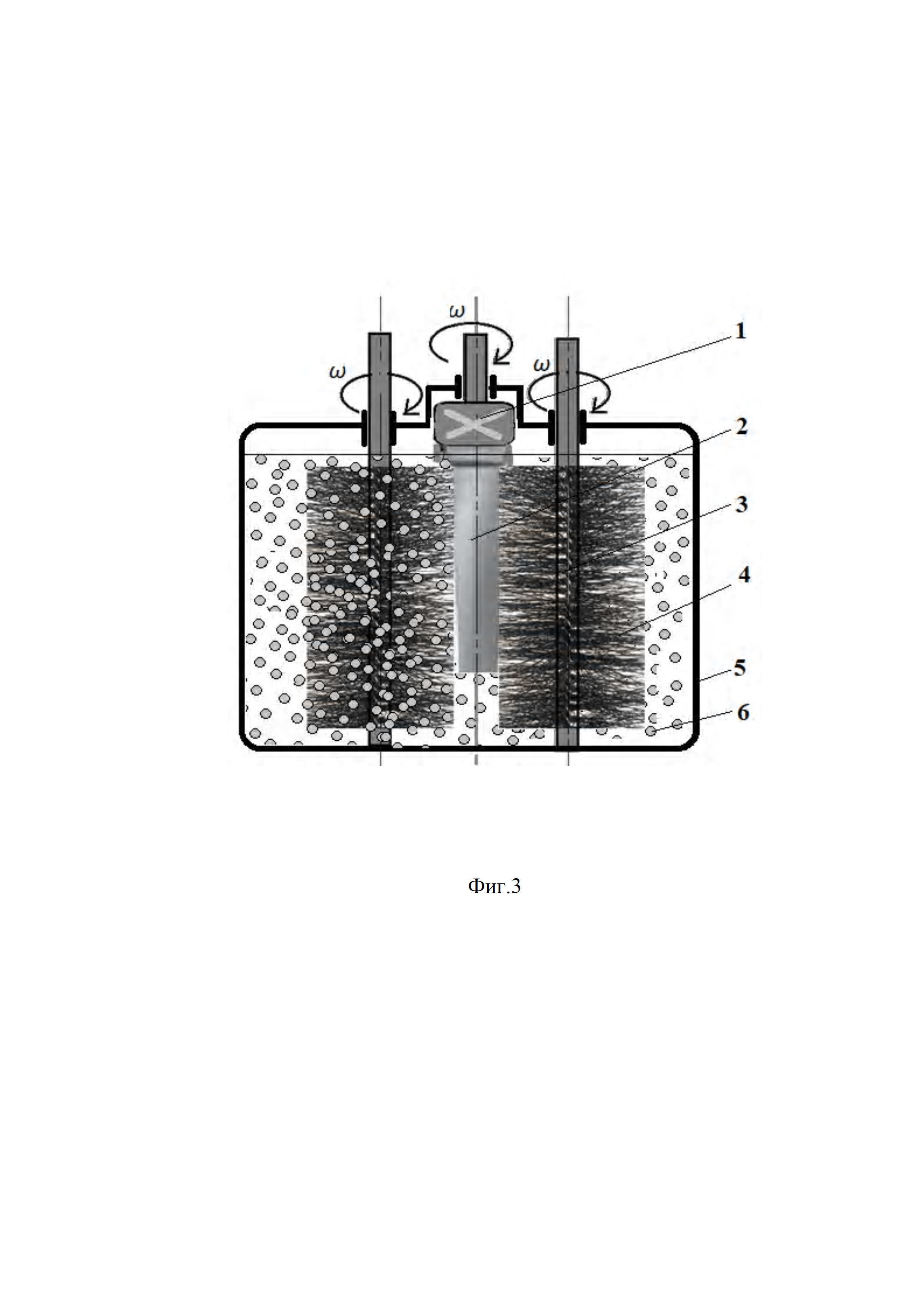
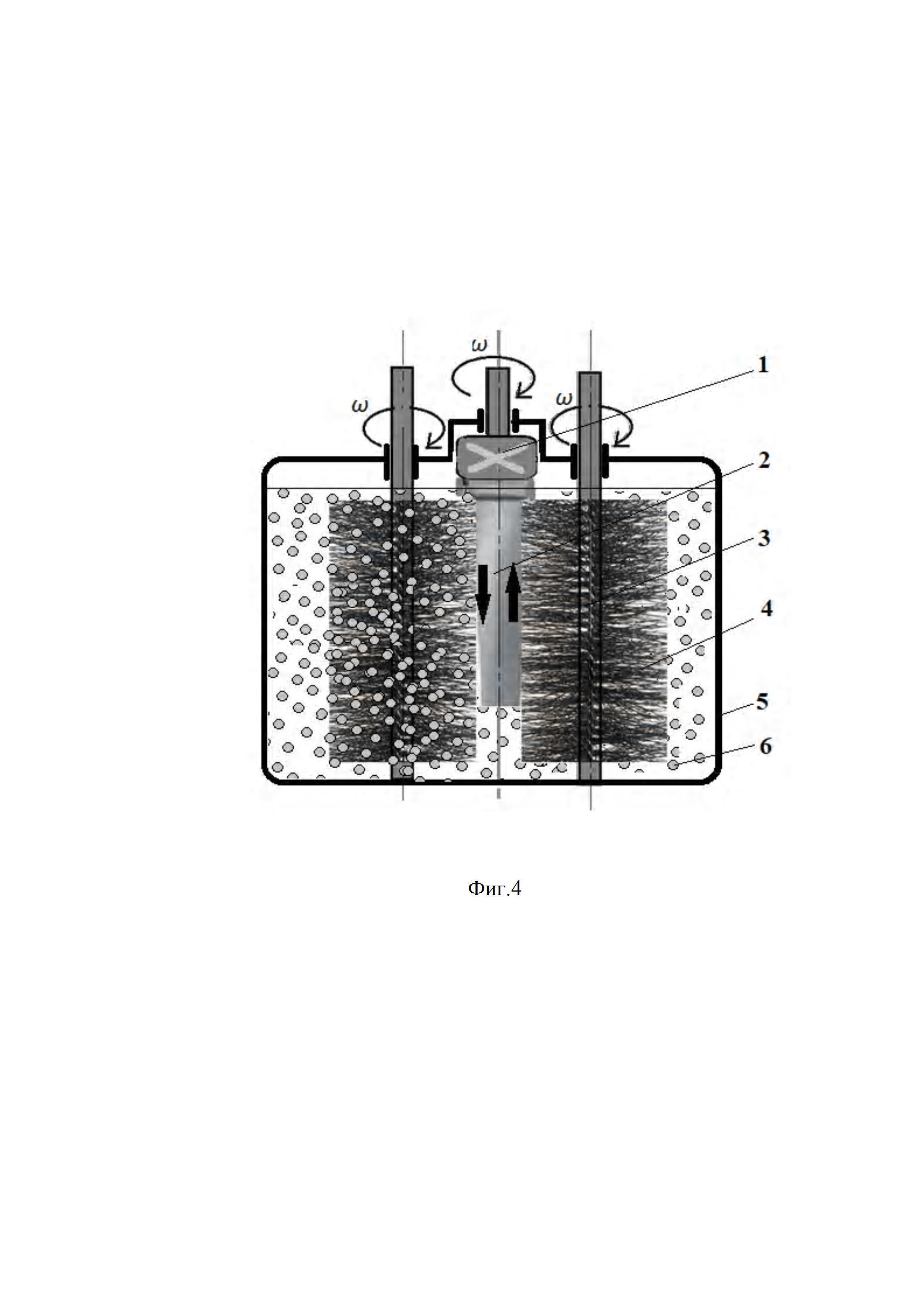
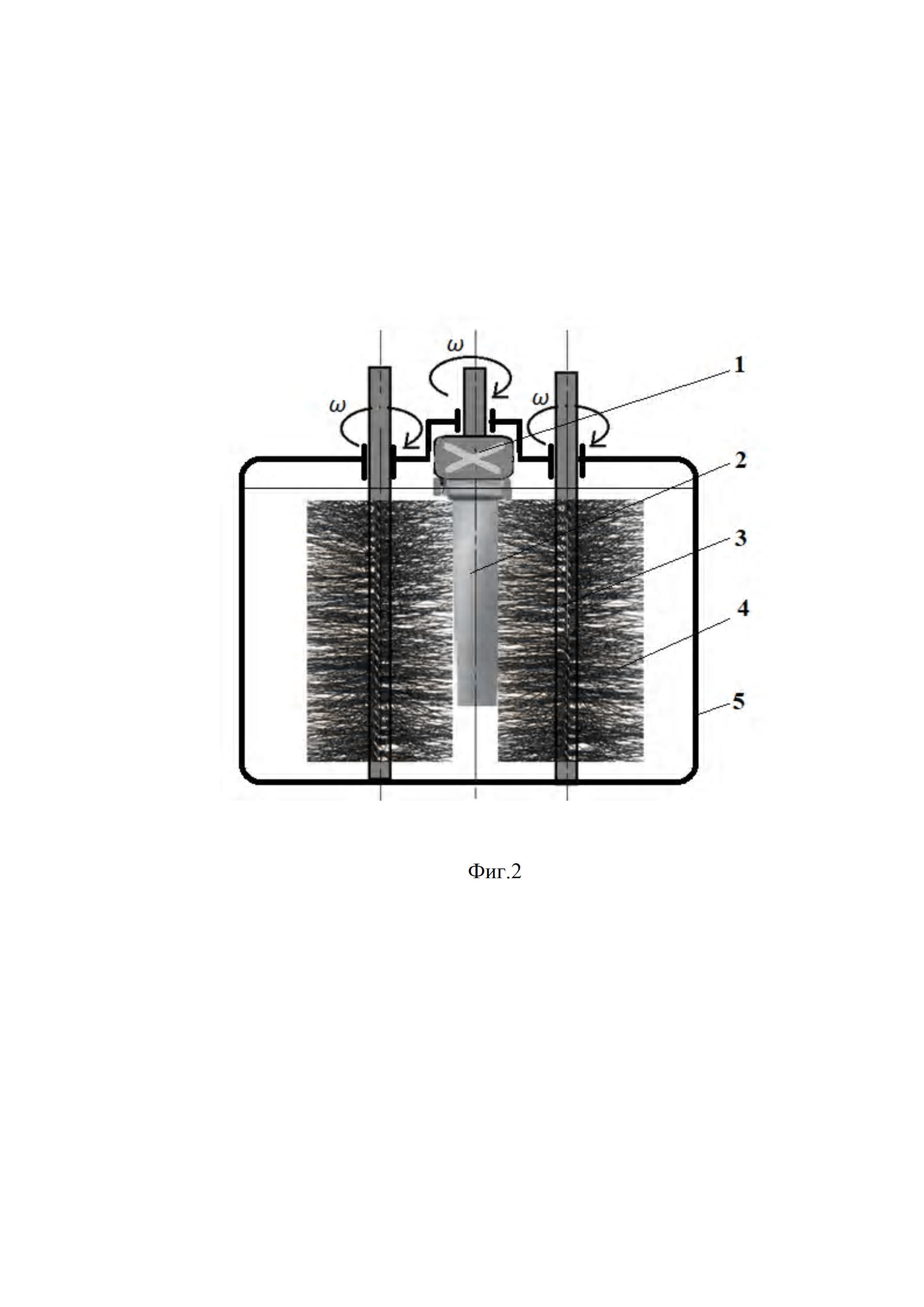
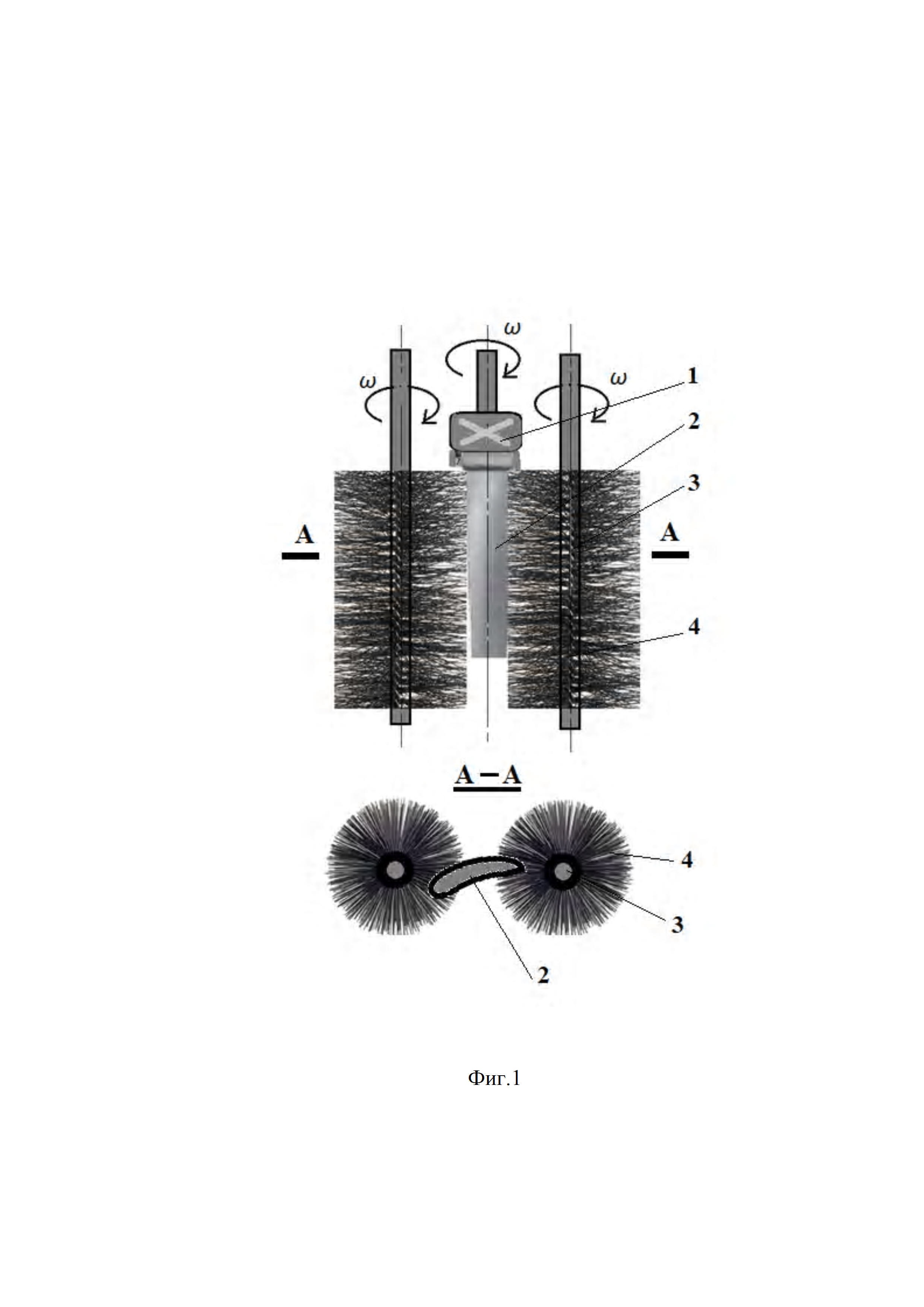
Сущность изобретения поясняется чертежами. На фиг.1 показано схематическое расположение полируемой детали и щеток-электродов. На фиг. 2 показано размещение обрабатываемой детали в контейнере. На фиг. 3 – деталь в процессе полирования в среде электропроводящих гранул. На фиг. 4 – деталь в процессе полирования в среде электропроводящих гранул при возвратно-поступательном движении гранул относительно детали. Фигуры 1-4 содержат: 1 – держатель; 2 –обрабатываемая деталь; 3 – металлический стержень-электрод щетки; 4 –щетка; 5 – рабочий контейнер; 6 –гранулы, пропитанные электролитом (дугообразными стрелками обозначены направления вращения детали и щеток; прямыми стрелками- возвратно-поступательное движение гранул; ω – угловая скорость вращения детали и щеток.)
Заявляемый способ электрополирования металлической детали, в частности поверхности пера лопатки в процессе его изготовления или восстановительного ремонта осуществляется следующим образом.
На держателе 1 (фиг.1 и фиг.2) закрепляют деталь 2 и размещают ее в пространстве между щетками 4 таким образом, чтобы щетинки щетки 4 касались обрабатываемой поверхности детали 2 при любом ее положении. Деталь помещают в рабочий контейнер 5 и заполняют контейнер 5 электропроводящими гранулами 6 (фиг.3). На обрабатываемую деталь 2 и металлические стержни 3 подается электрический потенциал и включают привод вращения детали 2 и щеток 4 и проводят полирование поверхности детали 2 до получения заданной шероховатости, после чего готовую деталь 2 вынимают и складывают в тару для хранения. При этом, в зависимости от конфигурации детали 2 можно приводить во вращение либо деталь и щетки, либо только деталь, либо только щетки.
Электрополирование детали 2 (фиг.3) проводят в среде гранул 6, выполненных из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность гранул 6 и ионный унос металла с поверхности детали 2 с удалением с нее микровыступов. устанавливают щетки 4 с щетинами из диэлектрического материала вокруг детали, осуществляют контакт щетин щетки с обрабатываемой поверхностью детали, обеспечивают контакт всей полируемой поверхности детали2 с гранулами 6 и гранул 6 между собой, приводят щетки 4 и деталь 2 во вращательное движение, подают на деталь 2 и гранулы 6 электрический потенциал, обеспечивающий ионный унос металла с поверхности обрабатываемой детали2 и ее полирование в среде гранул 6 до получения заданной шероховатости полируемой поверхности.
В качестве анионитов для гранул 6 используют ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Размеры гранул 6 выбирают из диапазона от 0,1 до 0,4 мм. При обработке детали 6 гранулы дополнительно проводят в вибрационное движение.
Электрополирование гранулами 6 проводят либо подавая на деталь 2 положительный, а на гранулы 6 отрицательный электрический потенциал, величиной от 25 до 35 В, либо в импульcном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, периода импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
При полировании лопатки турбомашины (детали 2), выполненной из легированной стали, дополнительно приводят лопатку 2 в возвратно-поступательное движение относительно ее продольной оси, используют цилиндрические щетки, совмещают направление осей цилиндров щеток с продольной осью лопатки (фиг.4). В качестве электролитов для пропитки гранул 6 из анионитов используют один из следующих водных растворов: или NH4F, концентрацией от 6 до 24 г/л, или NаF, концентрацией от 4 до 18 г/л, или KF концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л, или смеси NаF и KF при содержании NаF - от 3 до 14 г/л и KF - от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л и KF - от 35 до 55 г/л, или смеси NH4F , NаF и KF при содержании NH4F - от 3 до 9 г/л и KF - от 20 до 30 г/л, и NaF - от 10 до 25 г/л, или смеси NH4F и НF при содержании NH4F - от 5 до 15 г/л и НF - от 3 до 5 г/л, или от 8 до 14% водном растворе NaNO3 , или в электролитах составов, мас.%: (NH4)2SO4 - 5; Трилон Б - 0,8, или содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
Серная кислота - 10-30
Ортофосфорная кислота - 40-80
Блок-сополимер окисей этилена и пропилена - 0,05-1,1
Натриевая соль сульфированного бутилолеата - 0,01-0,05
Вода - Остальное.
При полировании лопатки турбомашины выполненной из титанового сплава, дополнительно приводят ее в возвратно-поступательное движение относительно ее продольной оси, используют цилиндрические щетки, совмещают направление осей цилиндров щеток с продольной осью лопатки, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л, или водного раствора с содержанием 30 - 50 г/л KF·2H2O и 2 - 5 г/л СrO3.
При полировании лопатки турбомашины выполненной из никелевого сплава, дополнительно приводят ее в возвратно-поступательное движение относительно ее продольной оси, используют цилиндрические щетки, совмещают направление осей цилиндров щеток с продольной осью лопатки, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: водный раствор соли фторида аммония концентрацией 6 - 9,0 г/литр, или водный раствор сульфата аммония с концентрацией 0,8-3,4 или водный раствор, содержащий серную и ортофосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас. %:
|
Процесс полирования осуществляют до получения заданной величины шероховатости поверхности лопаток.
Возвратно-поступательные движения гранул 6 и их вибрация позволяют обеспечить равномерную обработку всей поверхность детали 2 и тем самым повысить качество и однородность свойств ее поверхности.
При осуществлении способа происходят следующие процессы. При возвратно-поступательном движении гранул происходят их столкновения с обрабатываемой поверхностью детали 2. При этом столкновения между гранулами 6 происходят также и во всем объеме рабочего контейнера 5, создавая таким образом для всего объема гранул 6 равномерные условия протекания электрических процессов. При этом электрические процессы между деталью (анодом) и гранулами (катодом) происходят за счет контакта массы электропроводных гранул друг с другом и с находящимся под отрицательным потенциалом рабочего контейнера и/или введенных в массу гранул электродов (катодов), находящихся под отрицательным потенциалом. При столкновениях гранул с микровыступами на обрабатываемой поверхности детали происходит ионный унос массы с микровыступов, в результате чего происходит выравнивание поверхности, уменьшается ее шероховатость и происходит полирование поверхности.
Однако, в процессе обработки, особенно деталей сложной формы, существует достаточно большая вероятность прилипания («припайки») гранул к обрабатываемой поверхности и формирования на ней точечных дефектов, снижающих качество поверхности обработанной детали. Для предотвращения указанного отрицательного явления в предлагаем способе используются щетки с щетиной, выполненной из диэлектрического материала. В процессе обработки щетки сметают с поверхности детали гранулы и не дают им к ней прилипнуть.
Были проведены также следующие исследования по полированию деталей (лопаток турбомашин) из легированных сталей, никелевых и титановых сплавов. Неудовлетворительным результатом (Н.Р.) считался результат, при котором, в результате прилипания гранул возникали точечные дефекты на полируемой поверхности и не наблюдался эффект полирования. При отсутствии точечных или иных дефектов на поверхности детали результат признавался удовлетворительным (У.Р.)
Во всех случаях, следующие режимы обработки деталей оказались универсальными.
Гранулы, выполненные из анионитов и пропитанными раствором электролита размерами от 0,1 до 0,4 мм (0,05 мм (Н.Р.), 0,1 мм (У.Р.), 0,2 мм (У.Р.), 0,4 мм (У.Р.), 0,6 мм (Н.Р.)).
Применяемые аниониты - ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Марки использованных в предлагаемом изобретении анионитов на основе синтетических смол: Анионит 17-8ЧС , Анионит PuroliteA520E , LewatitS 6328 A (на основе сополимера стирол-дивинилбензола), «Lewatit М500», «Lewatit MonoPlus MК 51», «Lewatit MonoPlus MP 68 », Purolite C150E, Purolite A-860 (макропористая сильно основная анионообменная смола основанная на акрилатах), анионит сульфированный сополимерстирол-дивинилбензола. Перечисленные аниониты пропитанные вышеприведенными составами электролитов, показали положительный результат при полировании лопаток из легированных сталей.
При обработке использовались вибрационное движение гранул с частотой от 50 ... 400 Гц: 40 Гц (Н.Р.), 50 Гц (У.Р.), 100Гц (У.Р.), 150 Гц (У.Р.), 250 Гц (У.Р.), 300 Гц (У.Р.), 350 Гц (У.Р.), 400 Гц (У.Р.), 450 Гц (Н.Р.) и амплитудой 1,0 до 6,0 мм(0,5 мм - Н.Р., 1,0 мм - У.Р., 2,0мм - У.Р., 3,0 мм - У.Р., 4,0 мм - У.Р., 5,0 мм - У.Р., 6,0 мм - У.Р., 7,0 мм - Н.Р.).
При импульсном режиме со сменой полярности:
- диапазон частот импульсов от 20 до 100 Гц: 15Гц (Н.Р.), 20Гц (У.Р.), 40Гц (У.Р.), 60Гц (У.Р.), 80Гц (У.Р.), 100Гц (У.Р.), 120Гц (Н.Р.)
- период импульсов от 50 мкс до 10 мкс,: 60 мкс (Н.Р.), 50 мкс (У.Р.), 40 мкс (У.Р.), 30 мкс (У.Р.), 20 мкс (У.Р.), 10 мкс (У.Р.), 5 мкс (Н.Р.);
- амплитуда тока положительной полярности во время импульса +50 А и их длительности 0,4 мкс до 0,8 мкс : 0,2 мкс (Н.Р.), 0,4 мкс (У.Р.), 0,6 мкс (У.Р.), 0,8 мкс (У.Р.), 10,0 мкс (Н.Р.);
- при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 мкс до 0,4 мкс, 0,1 мкс (Н.Р.), 0,2 мкс (У.Р.), 0,3 мкс (У.Р.), 0,4 мкс (У.Р.), 0,5 мкс (Н.Р.);
- при прямоугольной форме выходных импульсов тока(У.Р.),
- и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс – (У.Р.) выход за пределы диапазона – (Н.Р.).
При режиме без смены полярности: электрополирование гранулами проводили подавая на деталь положительный, а на гранулы отрицательный электрический потенциал от 25 до 35 В: 22 В (Н.Р.), 25 В (У.Р.), 28 В (У.Р.), 30 В (У.Р.), 35 В (У.Р.), 40 В (Н.Р.),
Первая группа: детали из легированных сталей.
Обработке подвергались детали (образцы и лопатки) из легированных сталей ЭП718-ИД, ВЖ105-ИД, ЭП718-ПД, ВЖ105-ПД.
Условия обработки по предлагаемому способу.
Применяемые электролиты для пропитки гранул, выполненных из анионитов:
1) NH4F, концентрацией от 6 до 24 г/л (выход за пределы концентраций NH4F от 6 до 24 г/л дает отрицательный результат);
2) NаF, концентрацией от 4 до 18 г/л, (выход за пределы концентраций от 4 до 18 г/л, дает отрицательный результат);
3) KF концентрацией от 35 до 55 г/л, (выход за пределы концентраций от 35 до 55 г/л, дает отрицательный результат);
4) смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат) и KF - от 30 до 50 г/л (выход за пределы концентраций KF - от 30 до 50 г/л, дает отрицательный результат),
5) смеси NаF и KF при содержании NаF - от 3 до 14 г/л (выход за пределы концентраций NаF - от 3 до 14 г/л, дает отрицательный результат), и KF - от 35 до 60 г/л (выход за пределы концентраций KF - от 35 до 60 г/л, дает отрицательный результат),
6) смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л (выход за пределы концентраций NH4F - от 4 до 12 г/л, дает отрицательный результат) и KF - от 35 до 55 г/л (выход за пределы концентраций KF - от 35 до 55 г/л, дает отрицательный результат),
7) смеси NH4F , NаFи KF при содержании NH4F - от 3 до 9 г/л (выход за пределы концентраций NH4F - от 3 до 9 г/л, дает отрицательный результат), и KF - от 20 до 30 г/л, (выход за пределы концентраций KF - от 20 до 30 г/л, дает отрицательный результат), и NaF - от 10 до 25 г/л (выход за пределы концентраций NaF - от 10 до 25 г/л, дает отрицательный результат),
8) смеси NH4F и НF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат), и НF - от 3 до 5 г/л (выход за пределы концентраций НF от 3 до 5 г/л, дает отрицательный результат),
9) от 8 до 14% водном растворе NaNO3 (выход за пределы концентраций NaNO3 от 8 до 14% , дает отрицательный результат).
Вторая группа: детали (образцы и лопатки) из титановых сплавов марок ВТ9, ВТ-1, ВТ3-1, ВТ8. Блиск погружали в контейнер с электропроводящими пористыми гранулами, пропитанными электролитом состава водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л и проводили полирование при плотности тока 1,2 до 1,8 А/см2 до достижения минимально возможной шероховатости поверхности.
Условия обработки по предлагаемому способу.
Состав электролита: водный раствор смеси NH4F и KF при содержании NH4F (6 г/л – Н.Р., 8 г/л – У.Р., 10 г/л – У.Р., 12 г/л – У.Р., 14 г/л – У.Р., более14 г/л– Н.Р.) и KF (32 г/л – Н.Р., 36 г/л – У.Р., 42 г/л – У.Р., 45 г/л – У.Р., 48 г/л – У.Р., 52 г/л – Н.Р.)
детали (образцы и лопатки)
Третья группа: детали (образцы и лопатки) из никелевых сплавов марок ЖС6У, ЖС32. Блиск погружали в контейнер с электропроводящими пористыми гранулами, пропитанными электролитом и проводили полирование при плотности тока 1,5 до 2,1 А/см2 до достижения минимально возможной шероховатости поверхности.
Условия обработки по предлагаемому способу.
Электропроводящие пористые гранулы, пропитанные электролитом состава водный раствор соли фторида аммония концентрацией 6 - 9,0 г/литр (5,0 г/литр (Н.Р.), 6,0 г/литр (У.Р.), 7,0 г/литр (У.Р.), 8,0 г/литр (У.Р.), 10,0 г/литр (У.Р.), 12,0 г/литр (Н.Р.)) и при плотности тока 1,5 до 2,1 А/см2 (1,3 А/см2(Н.Р.), 1,5 А/см2(У.Р.), 1,6 А/см2(У.Р.), 1,9 А/см2(У.Р.), 2,1 А/см2(У.Р.), 2,3 А/см2(Н.Р.)).
По сравнению с известным способом полирования [WO2017186992] при обработке деталей сложной формы из легированных сталей, никелевых и титановых сплавов по предлагаемому способу образование точечных дефектов не наблюдалось, в то время как при обработке по известному способу полирования [WO2017186992] образование точечных дефектов в результате налипания и припайки гранул, наблюдалось в среднем, в 85% от количества всех обработанных деталей (легированные стали – 81 %, никелевые сплавы – 84%, титановые сплавы – 91%). Предложенный способ позволил практически полностью устранить появление точечных дефектов, возникающих в результате прилипания гранул.
Таким образом, предложенный способ электрополирования металлической деталей позволил достигнуть поставленного в изобретении технического результата - повысить качество и надежность обработки поверхности металлической детали за счет повышения однородности обработки ее поверхности, снижения вероятности появления дефектов и уменьшения ее шероховатости.
Способ оценки степени упрочнения поверхностного слоя твердых материалов
Способ ионно-плазменного нанесения покрытия в вакууме на поверхность гравюры штампа из жаропрочного никелевого сплава
Способ получения ионно-плазменного покрытия на лопатках компрессора из титановых сплавов
Способ изготовления прирабатываемого уплотнения турбомашины
Способ восстановления торца пера лопатки турбомашины с формированием щеточного уплотнения
Способ формирования теплозащитного покрытия на деталях газовых турбин из никелевых и кобальтовых сплавов
Способ ионно-имплантационной обработки деталей из титановых сплавов
Способ получения теплозащитного покрытия
Способ изготовления элемента прирабатываемого уплотнения турбины
Композиционный элемент прирабатываемого уплотнения турбины
Способ оценки степени упрочнения поверхностного слоя твердых материалов
Способ получения ионно-плазменного покрытия на лопатках компрессора из титановых сплавов
Способ восстановления торца пера лопатки турбомашины с формированием щеточного уплотнения
Способ ионно-имплантационной обработки деталей из титановых сплавов
Способ получения теплозащитного покрытия
Способ изготовления элемента прирабатываемого уплотнения турбины
Элемент прирабатываемого уплотнения турбины
Способ полирования деталей из титановых сплавов
Способ электролитно-плазменного полирования деталей из титановых сплавов
Способ ионно-имплантационной обработки лопаток компрессора из высоколегированных сталей и сплавов на никелевой основе

