Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОИСКРОВОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к обработке материалов, в частности к способам электроискрового упрочнения поверхностей деталей из токопроводящих материалов.
Известен способ обработки поверхностей стальных деталей (патент на изобретение №2279337 RU МПК В23Н 9/00, опубл. 10.07.2006), включающий образование покрытий с чередованием слоев, получаемых электроискровым и не электроискровым способами, при котором первый слой наносят способом электроискрового легирования с определенным подбором материалов детали, а второй слой наносят электродом, материал которого с предыдущим легированным слоем покрытия образует неограниченные твердые растворы заданного состава, после чего поверхность упрочняют методом электроискрового легирования электродом с образованием дополнительного покрытия.
Известен также способ электроискрового упрочнения металлических поверхностей (патент на изобретение №2355522 RU, МПК В23Н 5/00, опубл. 20.05.2009), включающий предварительную обработку поверхности и ее электроискровое упрочнение, при этом каждую поверхность упрочняемого слоя после достижения его максимальной толщины подвергают активации полированием для последующего электроискрового упрочнения. Способ позволяет увеличить толщину упрочняемого слоя в 3-4 раза.
Прототипом изобретения служит способ электроискровой обработки металлов (патент на изобретение №2414999 RU, МПК В23Н 1/00, В23Н 9/06, опубл. 27.03.2011), включающий перемещение электрода, находящегося под потенциалом относительно обрабатываемого изделия и периодически входящего с ним в электрический контакт, при этом электрод приводят во вращение вокруг собственной оси и перемещают относительно обрабатываемого изделия, прижимая наконечник электрода под углом к поверхности изделия.
К недостаткам вышеприведенных способов следует отнести малую толщину наращивания (до 0,1 мм) и низкую производительность.
Предлагаемое изобретение обеспечивает новый технический эффект - за счет дополнительного постоянного потенциала электростатического поля повышается полярный перенос металла электрода на обрабатываемую поверхность изделия.
Технический результат достигается тем, что в способе электроискрового упрочнения поверхности изделия из токопроводящего материала, включающем подачу на электрод и изделие импульсного тока, при этом электрод приводят во вращение вокруг собственной оси, прижимают наконечник электрода под углом к поверхности изделия и перемещают его относительно обрабатываемого изделия, между изделием и электродом дополнительно создают постоянную разность потенциалов, причем в качестве анода используют электрод, а в качестве катода - обрабатываемое изделие.
Приведена схема устройства для осуществления способа.
Предложенный способ заключается в том, что при осуществлении электроискрового упрочнения поверхности изделия, например, посредством вращателя 1, в котором установлен электрод 2, обрабатываемое изделие 3, на которые посредством блока питания 4 подают импульсный ток, источником постоянного тока 5 дополнительно создают постоянную разность потенциалов прямой полярности, при этом в цепь подачи импульсного тока установлен диод 6.
Способ электроискрового упрочнения поверхности изделия из токопроводящего материала осуществляется следующим образом. На электрод 2 и изделие 3 от блока питания 4 подают импульсный ток. Приводя электрод 2 во вращение от вращателя 1 прижимают наконечник электрода 2 под углом к поверхности изделия 3 и перемещают его относительно обрабатываемого изделия 3. После пробоя межэлектродного промежутка за счет запасенной энергии в конденсаторе блока питания 4 на поверхности электрода 2 возникают очаги плавления и испарения, вызывающие электрическую эрозию электрода 2. Также, между изделием 3 и электродом 2 дополнительно создают постоянную разность потенциалов от источника постоянного тока 5. В качестве анода используют электрод 2, а в качестве катода - обрабатываемое изделие 3. Вследствие полярного эффекта происходит перенос эродируемого материала анода (электрода 2) на катод (изделие 3), а также формирование упрочненной поверхности. Постоянный ток за счет длительного воздействия способствует повышенному оплавлению металла электрода 2 на обрабатываемое изделие 3.
Для того, чтобы постоянная разность потенциалов не подавалась на блок питания 4, в цепь между вращателем 1 и блоком питания 4 установлен диод 6. В качестве блока питания можно использовать электроискровые установки марок БИГ-3, БИГ-4, БИГ-5, SZ-8100, UR-121.
Преимуществом данного способа в отличие от электродуговой сварочной технологии является повышение полярного переноса металла электрода на обрабатываемую поверхность изделия за счет дополнительно создаваемой постоянной разности потенциалов.
Способ электроискрового упрочнения поверхности изделия из токопроводящего материала, включающий подачу на электрод и изделие импульсного тока, при этом электрод приводят во вращение вокруг собственной оси, прижимают наконечник электрода под углом к поверхности изделия и перемещают его относительно обрабатываемого изделия, отличающийся тем, что между изделием и электродом дополнительно создают постоянную разность потенциалов, причем в качестве анода используют электрод, а в качестве катода - обрабатываемое изделие.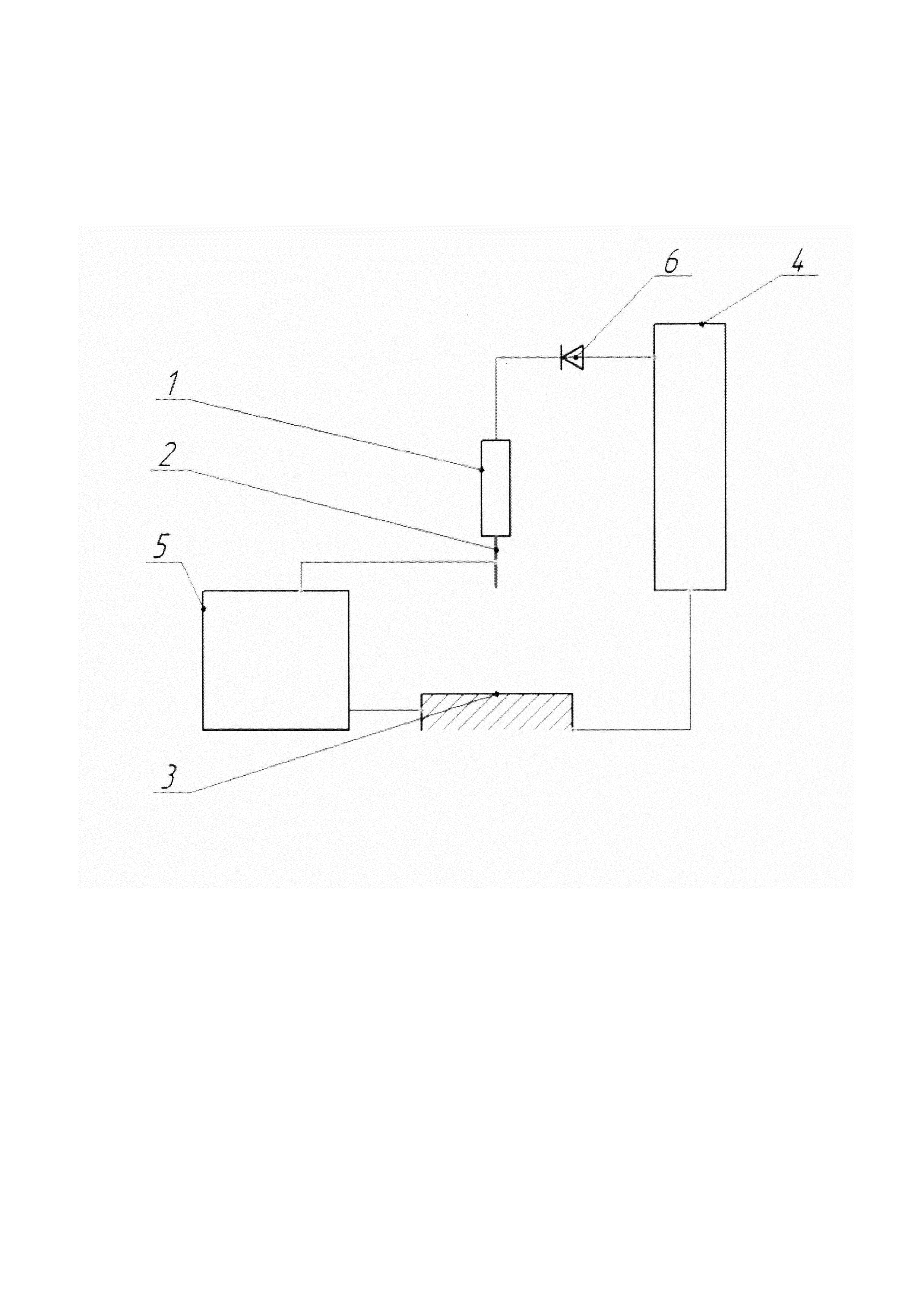
Способ гистологической оценки степени созревания мяса
Полуфабрикат мясорастительный рубленый функциональной направленности
Комбинированное почвообрабатывающее орудие для предотвращения смещения почвы вниз по склону
Технологическая линия формовки и сушки керамического кирпича
Вентилятор системы очистки зерноуборочного комбайна
Вибрационная центрифуга
Устройство для сбора прополиса
Устройство для обработки клубней картофеля защитно-стимулирующими препаратами
Инкрустирующий модуль для предпосевной обработки клубней картофеля
Диагностический блок для технического контроля гидростатической трансмиссии (гст)
Устройство для подачи порошковой смеси для плазменной наплавки
Способ трехмерной печати металлами и смесями порошкообразных материалов
Бункер-дозатор для подачи порошка и связующего в зону приварки
Бункер-дозатор для порошкообразного или пастообразного вещества

