Результат интеллектуальной деятельности: Способ механической обработки керамических изделий с наружной сферической поверхностью
Вид РИД
Изобретение
Изобретение относится к технологии механической обработки резанием, а именно к области абразивной обработки сферических поверхностей деталей.
Известно техническое решение по авторскому свидетельству СССР №906673 МПК В24В 11/10 «Станок для обработки сферических поверхностей». В данном решении описан способ обработки сферических поверхностей путем независимого вращения обрабатываемой детали и режущего инструмента, при этом профиль режущего инструмента соответствует профилю обрабатываемой сферической поверхности, а его перемещение относительно детали осуществляется по дуге окружности.
Такой способ механической обработки требует сложной механической системы управления движением режущего инструмента, включающий в рассматриваемом техническом решении комплекс кривошипно-шатунного, кулисного и зубчато-реечного механизмов. Исполнение указанных механизмов неизбежно связано с наличием зазоров в движущихся соединениях. Ввиду достаточно большого количества таких соединений общая погрешность в траектории перемещения режущего инструмента оказывается значительной, а точность выполнения размеров сферической поверхности изготавливаемой детали значительно снижается.
Наиболее близким к заявленному решению является способ механической обработки сферических поверхностей (патент на изобретение Российской Федерации №2405666 «Способ обработки сферических поверхностей», МПК В28В 1/26, 2010 г.), включающий установку изделия в заданное положение относительно центра сферы, обработку кольцевым режущим инструментом, наружный описываемый диаметр которого равен длине хорды, стягивающей половину сектора обрабатываемой сферической поверхности. Вращающемуся кольцевому инструменту придают линейное перемещение по нормали к обрабатываемой сферической поверхности в горизонтальной плоскости симметрии сферы и совпадающего с направлением вектора, проходящего через центр сферы. Линейное перемещение кольцевого режущего инструмента осуществляют до момента соприкосновения его наружного описываемого диаметра и центральной оси симметрии сферы. При этом обрабатываемая деталь и режущий инструмент имеют независимое вращение.
Недостатком известного способа является его узкая технологическая возможность, т.к. под определенный диаметр наружной сферической поверхности изделия необходимо подбирать соответствующий диаметр кольцевого режущего инструмента. Кроме того, как показывает практика обработки наружных сферических поверхностей керамических изделий, кольцевой инструмент нуждается в периодической заточке (правке), что приводит к значительному увеличению длительности механической обработки.
Задачей настоящего изобретения является расширение технологических возможностей, уменьшение длительности процесса механической обработки с сохранением качества обрабатываемой поверхности.
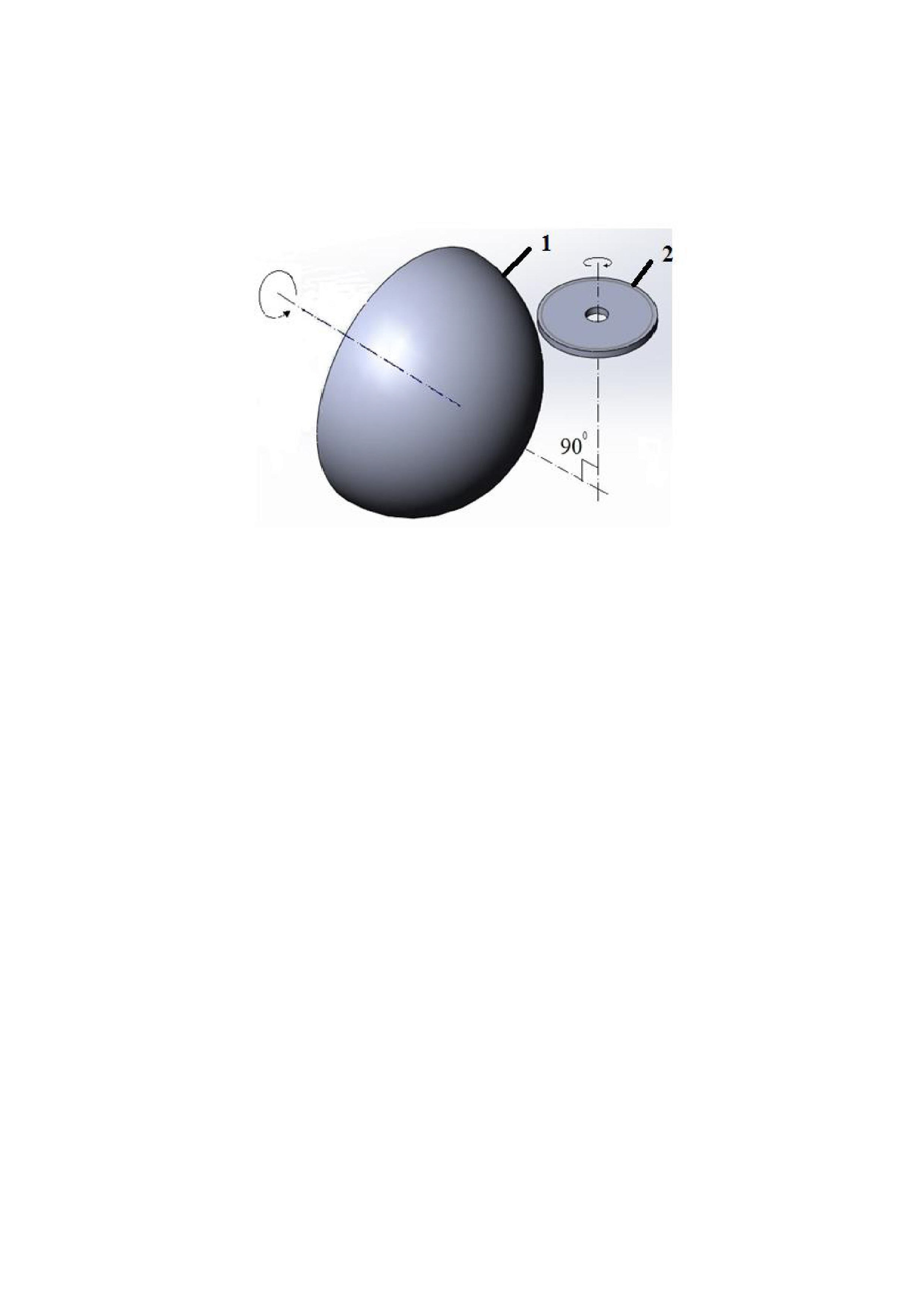
Поставленная задача достигается тем, что предложен способ механической обработки керамических изделий со сферической поверхностью, включающий установку изделия в заданное положение относительно центра сферы и обработку наружной поверхности изделия режущим инструментом при независимом вращении обрабатываемой детали и режущего инструмента, отличающийся тем, что в качестве режущего инструмента используют алмазный дисковый круг, частота вращения которого составляет 5000-7000 об/мин, ось его вращения перпендикулярна оси вращения изделия а глубина резания составляет 0,3-1,8 мм.
Авторы установили, использование в качестве режущего инструмента алмазного дискового круга позволяет обрабатывать сферические поверхности любых диаметров, при этом дисковый круг не нуждается в периодической заточке.
Установлено, что ось вращения дискового круга должна быть перпендикулярна оси вращения изделия, так как отклонение осей от перпендикулярности приведет к неравномерному износу дискового круга.
Установлено, что при частоте вращения дискового круга меньше 5000 об/мин ухудшается качество обрабатываемой поверхности - появляются царапины, риски, волнистость и т.д., а при частоте вращения больше 7000 об/мин происходит вырывание кусков керамического материала с поверхности изделия.
Экспериментально установлено, что величина глубины резания алмазного дискового круга менее 0,3 мм приведет к неоправданному увеличению длительности механической обработки, а размер глубина резания более 1.8 мм может привести к разрушению керамического изделия.
На фигуре схематично представлено сферическое изделие 1 и режущий инструмент 2 в виде алмазного дискового круга с их взаимным расположением.
Реализация предложенного технического решения представлена в следующих примерах.
Пример 1. Изделие устанавливают на оправку токарного станка и алмазным дисковым кругом проводят механическую обработку наружной сферической поверхности изделия, при этом круг перемещается по наружной поверхности изделия с частотой вращения 5290 об/мин, а глубина резания составляет 0,4 мм. Общее время механической обработки по сравнению с прототипом уменьшилось на 27%. При этом качество обработки осталось на высоком уровне.
Пример 2. Аналогично описанному выше примеру 1 проводят механическую обработку наружной сферической поверхности изделия при частоте вращения алмазного дискового круга 6140 об/мин, а глубина резания составляет 0,9 мм. Общее время механической обработки по сравнению с прототипом уменьшилось на 34%. При этом качество обработки осталось на высоком уровне.
Пример 3. Аналогично описанному выше примеру 2 проводят механическую обработку наружной сферической поверхности изделия при частоте вращения дискового круга 6730 об/мин, а глубина резания составляет 1,6 мм. Общее время механической обработки по сравнению с прототипом уменьшилось на 41%. При этом качество обработки осталось на высоком уровне.
Применение способа по предложенному техническому решению позволяет существенно сократить трудоемкость механической обработки наружной сферической поверхности керамических изделий.
Способ механической обработки керамических изделий со сферической поверхностью, включающий установку изделия в заданное положение относительно центра сферы и обработку наружной поверхности изделия режущим инструментом при независимом вращении обрабатываемой детали и режущего инструмента, отличающийся тем, что осуществляют обработку режущим инструментом в виде алмазного дискового круга, частота вращения которого составляет 5000-7000 об/мин, ось его вращения перпендикулярна оси вращения изделия, а глубина резания составляет 0,3-1,8 мм.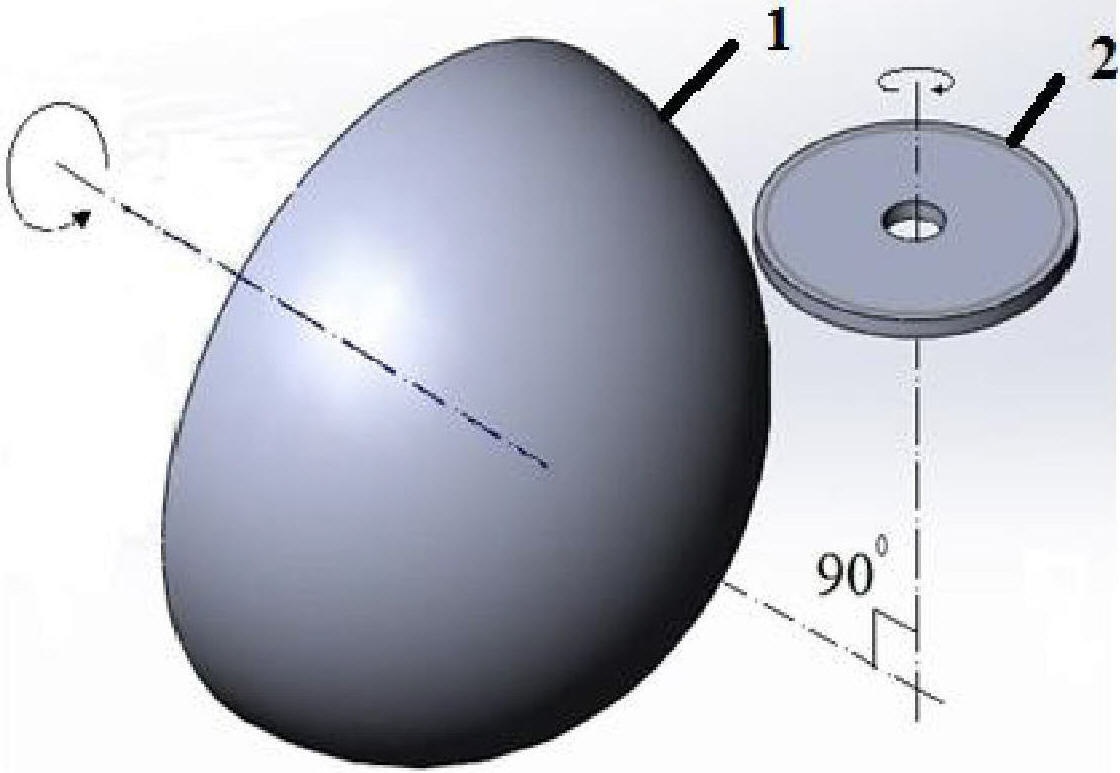
Способ управления нагревом при тепловых испытаниях керамических обтекателей
Способ изготовления изделий из эпоксидно-керамического материала
Оснастка для формования крупногабаритных изделий из композиционного материала
Способ изготовления термостойкой керамики
Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков
Способ соединения керамического изделия с металлическим шпангоутом
Способ получения изделий из стеклокристаллического материала литийалюмосиликатного состава
Способ обезгаживания и активирования газопоглотителя в рентгеновской трубке и катод рентгеновской трубки для его осуществления
Вакуумный пост для изготовления электровакуумного прибора
Способ теплового нагружения обтекателей ракет из неметаллических материалов
Способ изготовления кварцевых тиглей
Способ изготовления стеклокерамического материала кордиеритового состава
Способ изготовления стеклокерамического материала
Способ получения керамических изделий на основе волластонита
Способ тепловых испытаний керамических обтекателей ракет
Антенный обтекатель
Антенный обтекатель
Антенный обтекатель
Способ определения предела прочности при растяжении диэлектрических материалов при индукционном нагреве

