Результат интеллектуальной деятельности: Мобильный пункт сборки боеприпасов
Вид РИД
Изобретение
Мобильный пункт сборки боеприпасов (далее - МПСБ) предназначен для проведения сборки артиллерийских боеприпасов калибра 57-152 мм. Заявляемый комплекс позволяет производить на одном мобильном комплексе как сборку выстрелов унитарного заряжания (ВУЗ), так и сборку выстрелов раздельно-гильзового заряжания (ВРГЗ). Мобильный пункт сборки боеприпасов применяется на артиллерийских арсеналах или предприятиях промышленности, не имеющих стационарных площадей для проведения сборки боеприпасов.
Известен мобильный ремонтно-диагностический комплекс (передвижная ремонтная мастерская) по Патенту RU №2245805, В60Р 3/14, 3/345, 2003 г. Данный мобильный ремонтно-диагностический комплекс содержит самоходное транспортное средство с установленным на него корпусом ремонтной мастерской, в котором установлены технологические рабочие места, оснащенные технологическим инструментом и оборудованием по профилю работ, подлежащих выполнению на обслуживаемом изделии, средства жизнеобеспечения, связи, навигации и топографической привязки, комплект запасного имущества и принадлежностей по профилю обслуживаемого изделия, съемный защитный тент с элементами крепления. Однако этот комплекс не предназначен для проведения сборки боеприпасов.
Известен мобильный ремонтно-диагностический комплекс, изложенный в описании к патенту RU №66827 U1, опубл. 10.09.2007, относящийся к перебазируемым ремонтным органам для контроля, диагностики, технического обслуживания и ремонта сложных технических систем (СТС) (включая системы вооружений и военной техники) в местах их эксплуатации.
Мобильный ремонтно-диагностический комплекс (РДК) содержит самоходное транспортное средство и закрепленный на нем с возможностью передвижения корпус ремонтной мастерской, оснащенный средствами жизнеобеспечения, связи, навигации и топопривязки, технологическими рабочими местами, технологическим оборудованием, запасными частями и принадлежностями по профилю обслуживаемого изделия, съемным защитным тентом с элементами крепления.
Мобильный ремонтно-диагностический комплекс содержит встроенную автоматизированную систему управления процессами и ресурсами (АСУ ПР) на основе компьютера с размещенными в его памяти базой справочных данных по обслуживаемым техническим системам, каталожной базой данных по составным частям обслуживаемых технических систем, базой данных электронного архива эксплуатационной и ремонтной документации по обслуживаемым техническим системам, базой данных запасного имущества, материалов и принадлежностей в составе РДК и в комплектах обслуживаемых изделий и выносного терминала автоматизированного рабочего места (АРМ) для контроля и диагностики составных частей обслуживаемой технической системы, соединенного каналом удаленного доступа с компьютером встроенной АСУ ПР, при этом перед выездом РДК для проведения конкретного вида работ на конкретной технической системе в базы данных АСУ ПР загружают документы по профилю данной системы, по прибытии на место работ выносной терминал располагают на месте проведения работ непосредственно у обслуживаемой составной части изделия, причем терминал укомплектовывают измерительными модулями и модулями формирования стимулирующих воздействий, подключаемыми к соответствующим точкам контролируемых составных частей обслуживаемой и ремонтируемой технической системы.
Однако этот комплекс также не предназначен для проведения сборки боеприпасов.
Известно техническое решение по патенту на полезную модель RU 44602(13) U1 «Передвижной ремонтно-диагностический комплекс «Редиком» (далее ПРДК «Редиком»).
ПРДК «Редиком» представляет собой комплект ремонтных мастерских для раздельного ремонта СЧ сложных технических систем (преимущественно РЭС - РЛС и АСУ) на местах их дислокации.
ПРДК «Редиком» включает в свой состав объединенные линиями связи:
- мастерскую для диагностики и ремонта типовых сменных элементов из состава АСУ;
- мастерскую для диагностики и ремонта ТСЭ из состава РЛС;
- мастерскую для диагностики и ремонта устройств электропитания;
- мастерскую для ремонта электромеханических, механических и гидравлических узлов и деталей;
- метрологическую лабораторию;
- передвижное хранилище запасных частей;
- пункт управления ПРДК «Редиком».
Все составные части ПРДК «Редиком» размещены в передвижных контейнерах, которые могут быть установлены на автомобильных прицепах, самодвижущихся гусеничных шасси или на платформах железнодорожного транспорта.
Каждый контейнер имеет систему жизнеобеспечения, включающую фильтровентиляционную установку, устройства кондиционирования и климат-контроля, автономную отопительную систему, радио- и телефонные средства связи, входные коробки для разъемов внешнего электропитания и телефонной связи, а также вентиляционные люки, клапаны избыточного давления, средства пожаротушения, установленные в корпусе контейнера.
Однако этот комплекс также не приспособлен для проведения сборки боеприпасов.
Известен мобильный пункт ремонта боеприпасов по патенту на изобретение RU 2700860 С1, опубл. 23.09.2019, являющийся наиболее близким аналогом и принятый в качестве прототипа по отношению к заявленному техническому решению. Мобильный пункт ремонта боеприпасов предназначен для проведения капитального ремонта артиллерийских боеприпасов калибра 37-152 мм и минометных боеприпасов калибра 82, 120 мм. Мобильный пункт ремонта боеприпасов применяется на артиллерийских арсеналах или предприятиях промышленности, не имеющих стационарных площадей для проведения капитального ремонта боеприпасов. Мобильный пункт ремонта боеприпасов выполнен в виде специализированных производственных модулей, размещенных в отдельных передвижных контейнерах, оснащенных оборудованием. Модули размещены в двадцати четырех стандартных транспортных контейнерах и включают модуль подготовки метательных зарядов к ремонту, модуль ремонта зарядов и чистки гильз, модуль ремонта гильз, модуль окраски и сушки лакокрасочного покрытия гильз, модуль ремонта метательных зарядов, модуль сборки зарядов, модуль упаковывания метательных зарядов в тару, модуль подготовки снарядов к ремонту, модуль разборки выстрелов унитарного заряжания, модуль чистки снарядов, модуль подготовки снарядов к окраске и контроля нового лакокрасочного покрытия, модуль патронирования выстрелов унитарного заряжания, модуль упаковывания снарядов и выстрелов унитарного заряжания в тару, модули окраски снарядов, модули сушки снарядов, модуль энергетический с дизель-генератором, модуль изготовления трафаретов и парафинирования бумаги, модуль хранения инструмента и материалов, модуль приточной вентиляции, модуль компрессорный. Модули установлены в такой последовательности, что образуют технологические линии по ремонту определенного вида боеприпасов, при этом исключается пересечение технологических потоков. Технологическое оборудование смонтировано в двадцати одном модуле, в двух модулях установлено вспомогательное оборудование, в одном модуле установлен дизель-генератор. Модули сушки снарядов и модули окраски снарядов снабжены единым цепным подвесным конвейером, проходящим последовательно через модули сушки снарядов и модули окраски снарядов. Мобильный пункт ремонта боеприпасов оборудован системой пожарной сигнализации, приточно-вытяжной вентиляцией с охлаждением и подогревом воздуха и выполнен с возможностью подключения к стационарным источникам энергообеспечения, имеющимся у потребителя. Модули организованы с учетом требований по размещению и установке в них технологического оборудования цехов и участков и правил устройства электроустановок, часть модулей выполнена во взрывозащитном исполнении. Модуль компрессорный установлен на крыше модуля чистки снарядов, модуль приточной вентиляции установлен на крыше модуля хранения инструмента и материалов.
Однако этот комплекс также не приспособлен для проведения сборки боеприпасов.
Техническим результатом заявляемого изобретения является создание универсального мобильного передвижного пункта по сборке боеприпасов, позволяющего эффективно и безопасно производить сборку артиллерийских боеприпасов на артиллерийских арсеналах или предприятиях промышленности, не имеющих стационарных площадей для проведения сборки боеприпасов.
Заявляемый технический результат достигается тем, что мобильный пункт сборки боеприпасов (далее - МПСБ), выполнен в виде специализированных производственных модулей, размещенных в отдельных передвижных контейнерах, оснащенных оборудованием. Модули размещены в пятнадцати стандартных транспортных контейнерах.
Использование такого количества контейнеров позволяет наиболее рационально разместить в них оборудование, необходимое для сборки артиллерийских выстрелов.
МПСБ содержит модули:
модуль подготовки гильз,
модуль подготовки метательных зарядов,
модуль обогрева гильз,
модуль обогрева метательных зарядов, приготовления смазки и предохранительного состава,
модуль комплектации метательного заряда и гильз, изготовления размеднителей,
модуль сборки метательных зарядов в гильзы,
модуль комплектации снарядов и гильз с метательными зарядами перед патронированием выстрелов унитарного заряжания (далее - ВУЗ),
модуль запрессовки фиксирующих устройств в гильзы с метательными зарядами, герметизации гильз с зарядами выстрелов раздельно-гильзового заряжания (далее - ВРГЗ),
модуль обогрева снарядов, подготовки элементов боеприпасов;
модуль патронирования ВУЗ,
модуль подготовки снарядов к сборке ВУЗ,
модуль упаковывания боеприпасов в тару,
модуль энергетический,
модуль климатической станции и приточной вентиляции, модуль дизель-генератора.
Наличие указанных модулей позволяет наиболее рационально разместить в контейнерах оборудование необходимое для сборки выстрелов и эффективно, последовательно и безопасно осуществить сборку боеприпасов.
Модули установлены в такой последовательности, что образуют технологические линии по сборке боеприпасов, при этом модули установлены таким образом, что исключается пересечение технологических потоков.
Это позволяет рационально организовать сборку боеприпасов, при этом сократить время на сборку боеприпасов и повысить безопасность всего процесса.
Мобильный пункт сборки боеприпасов оборудован тремя ленточными конвейерами, проходящими последовательно через модули, при этом один ленточный конвейер проходит последовательно через модули подготовки метательных зарядов, обогрева метательных зарядов, приготовления смазки и предохранительного состава, сборки метательных зарядов в гильзы, запрессовки фиксирующих устройств в гильзы с метательными зарядами, герметизации гильз с зарядами выстрелов раздельно-гильзового заряжания, патронирования ВУЗ, упаковывания боеприпасов в тару, второй ленточный конвейер проходит последовательно через модули подготовки гильз, обогрева гильз и комплектации метательного заряда и гильз, изготовления размеднителей, третий ленточный конвейер проходит последовательно через модули подготовки снарядов к сборке ВУЗ, обогрева снарядов, подготовки элементов боеприпасов и модуль комплектации снарядов и гильз с метательными зарядами перед патронированием ВУЗ.
Таким образом, обеспечивается непрерывный процесс сборки выстрелов.
Мобильный пункт сборки боеприпасов оборудован системой пожарной сигнализации, приточно-вытяжной вентиляцией с охлаждением и подогревом воздуха,
Это делает работу комплекса безопасной.
Модули, в которых производят работы с порохами в открытом виде, выполнены во взрывозащитном исполнении.
Выполнение во взрывозащитном исполнении не всех модулей, а только тех, где производят работы с порохами в открытом виде, с одной стороны, делает работу комплекса безопасной, а также, одновременно снижает стоимость всего комплекса.
Модуль климатической станции и приточной вентиляции установлен на крыше модуля энергетического.
Это уменьшает расстояние, необходимое для подачи чистого воздуха и забора грязного воздуха для фильтрации и очистки и, таким образом, делает работу комплекса более рациональной и эффективной.
При таком расположении модуля трубы приточной вентиляции, расположенные выше модулей, расположенных на грунте, не создают помехи для осуществления технологического процесса. Кроме того, воздух вверху более чистый, а также уменьшается площадь, занимаемая пунктом.
МПСБ выполнен с возможностью подключения к стационарным источникам энергообеспечения, имеющимся у потребителя, и с возможностью автономного энергообеспечения. Это позволяет повысить эффективность и бесперебойность работы, т.к. можно осуществить работу от разных источников энергоснабжения (трансформаторной подстанции потребителя или собственного дизель-генератора).
Модуль подготовки гильз содержит роликовую дорожку для подачи тары с гильзами, конвейер ленточный для подачи гильз, технологический стол для контроля и чистки гильз, компрессор для выработки сжатого воздуха, используемого для продувания внутренней поверхности гильз.
Модуль подготовки метательных зарядов содержит роликовую дорожку для подачи тары с порохами, конвейер ленточный для подачи порохов, стеллаж для размещения порохов, весы для выборочного контроля массы порохов.
Модуль обогрева гильз содержит камеру обогрева и стеллаж для размещения специального, измерительного и рабочего инструмента, а модуль обогрева метательных зарядов, приготовления смазки и предохранительного состава содержит камеру обогрева метательных зарядов, парафиноплавку, емкость для разогрева предохранительного состава и смазки, стеллаж.
Модуль комплектации метательного заряда и гильз, изготовления размеднителей состоит из двух помещений, одно помещение для комплектации метательного заряда и гильз перед сборкой содержит стеллаж и технологические столы, второе помещение для изготовления размеднителей содержит станок для изготовления размедлителей, весы для контроля массы размеднителей, стеллаж, а модуль сборки метательных зарядов в гильзы содержит ленточный конвейер, подающий метательные заряды, станок для запрессовки фиксирующих устройств в гильзы с метательными зарядами выстрелов раздельного гильзового заряжания, станок утряски метательных зарядов из зерненых порохов в гильзах, станок для утряски трубчатых порохов в гильзах.
Модуль комплектации снарядов и гильз с метательными зарядами перед патронированием ВУЗ станок для навивания бумажных рулонов, станок для резки цилиндриков, станок для нанесения клея на бумагу, камеру для сушки цилиндриков, а модуль запрессовки фиксирующих устройств в гильзы с метательными зарядами, герметизации гильз с метательными зарядами ВРГЗ содержит станок для контроля гильзы с метательным зарядом ВРГЗ на вхождение в поверочную камору, - станок для запрессовки фиксирующих устройств в гильзы с метательными зарядами ВРГЗ, станок для контроля усилия извлечения усиленных крышек из гильз ВРГЗ, парафиноплавку, приспособление для герметизации метательного заряда ВРГЗ, стол технологический.
Модуль обогрева снарядов, подготовки элементов боеприпасов содержит ленточный конвейер, станок для вскрытия металлических коробок с капсюльными втулками и трассерами, камеру обогрева снарядов, швейную машинку, стол технологический, а модуль патронирования ВУЗ содержит ленточный конвейер, станок патронирования ВУЗ, станок обжима выстрелов унитарного заряжания, станок контроля ВУЗ на вхождение в поверочную камору, станок для контроля усилия распатронирования выстрелов унитарного заряжания.
Модуль подготовки снарядов к сборке ВУЗ содержит ленточный конвейер, выемщик снарядов из ящика, дорожку роликовую, стол технологический, приспособление для ввинчивания трассерной гайки снаряда ВРГЗ, а модуль упаковывания боеприпасов в тару содержит ленточный конвейер, укладчик собранных выстрелов выстрелов в тару, станок для ввинчивания капсюльных втулок, дорожку роликовую, стол технологический, прибор для кернения взрывателей.
Модуль энергетический содержит электрические шкафы, в модуле отгорожено помещение для изготовления штампов и трафаретов, содержащее лазерный гравер для изготовления резиновых штампов, стол технологический, стеллаж, а модуль дизель-генератора содержит дизель-генератор.
Модуль климатической станции и приточной вентиляции содержит климатическую установку и установку приточной вентиляции.
Такое наполнение модулей оборудованием позволяет эффективно, последовательно и безопасно осуществить сборку боеприпасов.
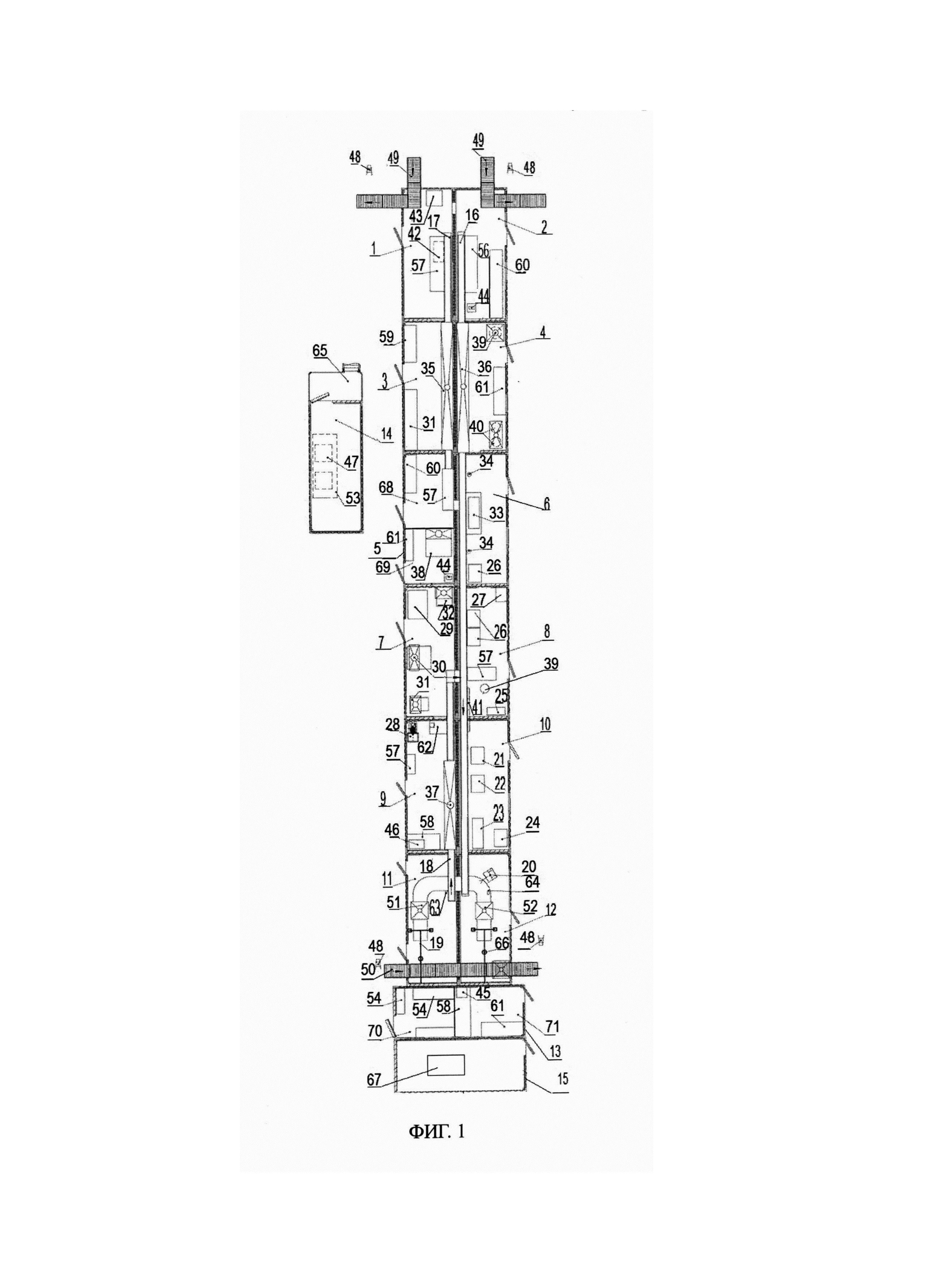
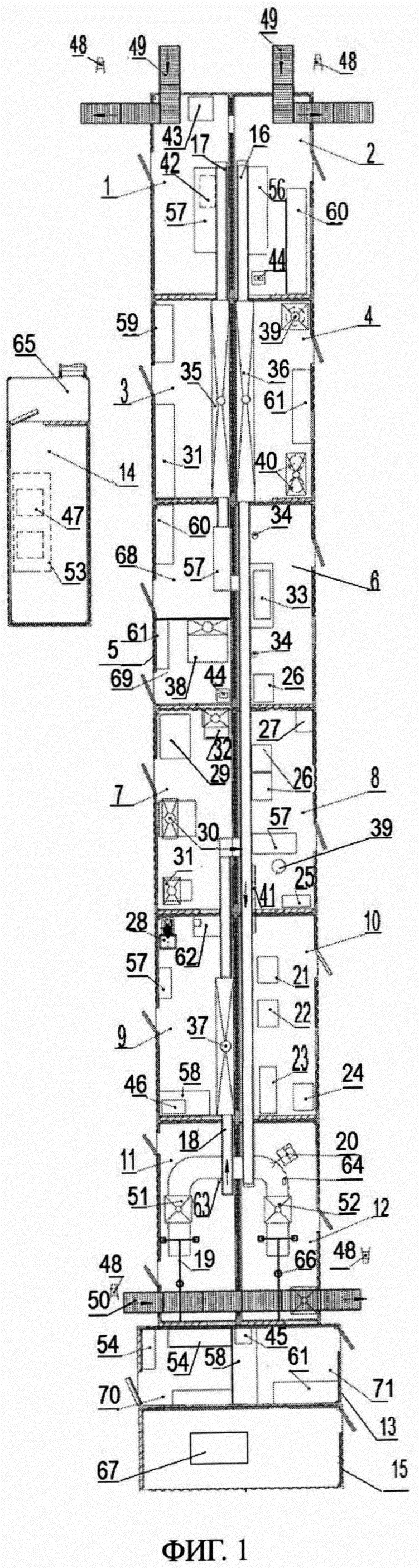
На фиг. 1 изображена структурная схема МПСБ, на фиг. 2 изображен внешний вид пункта.
Мобильный пункт МПСБ содержит:
1 - модуль подготовки гильз;
2 - модуль подготовки метательных зарядов;
3 - модуль обогрева гильз;
4 - модуль обогрева метательных зарядов, приготовления смазки и предохранительного состава;
5 - модуль комплектации метательного заряда и гильз, изготовления размеднителей;
6 - модуль сборки метательных зарядов в гильзы;
7 - модуль комплектации снарядов и гильз с метательными зарядами перед патронированием ВУЗ;
8 - модуль запрессовки фиксирующих устройств в гильзы с метательными зарядами, герметизации гильз с зарядами выстрелов раздельно-гильзового заряжания (ВРГЗ);
9 - модуль обогрева снарядов, подготовки элементов боеприпасов;
10 - модуль патронирования ВУЗ;
11 - модуль подготовки снарядов к сборке ВУЗ;
12 - модуль упаковывания боеприпасов в тару;
13 - модуль энергетический;
14 - модуль климатической станции и приточной вентиляции (установлен на крыше модуля 13);
15 - модуль дизель-генератора;
16 - конвейер ленточный для подачи порохов и гильз;
17 - конвейер ленточный для подачи гильз;
18 - конвейер ленточный для подачи снарядов;
19 - выемщик снарядов из ящиков;
20 - станок для ввинчивания капсюльных втулок;
21 - станок для патронирования ВУЗ;
22 - станок обжима ВУЗ;
23 - станок для контроля ВУЗ на вхождение в поверочную камору;
24 - станок для контроля усилия распатронирования ВУЗ;
25 - станок для контроля гильзы с метательным зарядом ВРГЗ на вхождение в поверочную камору;
26 - станок для запрессовки фиксирующих устройств в гильзы с метательными зарядами ВРГЗ;
27 - станок для контроля усилия извлечения усиленных крышек из гильз ВРГЗ;
28 - станок для вскрытия металлических коробок с капсюльными втулками и трассерами;
29 - станок для навивания бумажных рулонов;
30 - станок для резки цилиндриков;
31 - станок для нанесения клея на бумагу;
32 - камера для сушки цилиндриков;
33 - станок утряски метательных зарядов из зерненых порохов в гильзах;
34 - станок для утряски трубчатых порохов в гильзах;
35 - камера обогрева гильз;
36- камера обогрева метательных зарядов;
37 - камера обогрева снарядов;
38- станок для изготовления размеднителей;
39- парафиноплавка электрическая с вытяжным зонтом;
40 - емкость для разогрева предохранительного состава и смазки с вытяжным зонтом;
41 - приспособление для герметизации метательного заряда ВРГЗ;
42 - компрессор;
43 - приспособление для прессования упаковочной бумаги;
44 - весы;
45- лазерный гравер для изготовления резиновых штампов;
46- швейная машинка;
47- климатическая установка;
48- тачка ручная;
49 - дорожка роликовая;
50 - дорожка роликовая;
51 - стол технологический с вытяжным зонтом;
52 - стол технологический с вытяжным зонтом и алюминиевым покрытием,
53 - установка приточной вентиляции;
54 - шкаф электрический;
55 - стол технологический с алюминиевым покрытием;
56 - стол технологический;
57 - стол технологический с алюминиевым покрытием;
58 - стол технологический;
59 - стеллаж для размещения измерительного, специального и рабочего инструмента;
60 - стеллаж с алюминиевым покрытием для хранения сменного запаса порохов;
61 - стеллаж;
62 - стол технологический с алюминиевым покрытием с тисками и приспособлением для ввинчивания трассерной гайки снарядов ВУЗ;
63 - приспособление для ввинчивания трассерной гайки снарядов ВРГЗ;
64 - прибор для кернения взрывателей;
65 - площадка с трапом;
66 - укладчик собранных выстрелов в тару;
67 - дизель-генератор.
Модуль 5 комплектации снарядов и гильз с метательными зарядами перед патронированием ВУЗ содержит:
68 - помещение комплектации метательного заряда и гильз перед сборкой;
69 - помещение для изготовления размеднителей.
Модуль энергетический 13 содержит:
70 - помещение распределительного электрического щита и шкафов управления;
71 - помещение для изготовления штампов, трафаретов.
Технологическое оборудование МПСБ смонтировано в двенадцати модулях.
Модули установлены в такой последовательности, что образуют технологические линии по сборке боеприпасов, при этом модули установлены таким образом, что исключают пересечение технологических потоков.
Пункт оборудован системой пожарной сигнализации, приточно-вытяжной вентиляцией с охлаждением или подогревом воздуха. Электрический распределительный щит оборудован таким образом, что позволяет подключить МПСБ к стационарным источникам энергообеспечения имеющимся у потребителя, или автономно от дизель-генератора.
Для обеспечения непрерывного процесса сборки выстрелов МПСБ оборудован тремя ленточными конвейерами, проходящими последовательно через модули, при этом один ленточный конвейер проходит последовательно через модули подготовки метательных зарядов, обогрева метательных зарядов, приготовления смазки и предохранительного состава, сборки метательных зарядов в гильзы, запрессовки фиксирующих устройств в гильзы с метательными зарядами, герметизации гильз с зарядами выстрелов раздельно-гильзового заряжания, патронирования ВУЗ, упаковывания боеприпасов в тару. Второй ленточный конвейер проходит последовательно через модули подготовки гильз, обогрева гильз и комплектации метательного заряда и гильз, изготовления размеднителей. Третий ленточный конвейер проходит последовательно через модули модуль подготовки снарядов к сборке ВУЗ, обогрева снарядов, подготовки элементов боеприпасов и модуль комплектации снарядов и гильз с метательными зарядами перед патронированием ВУЗ.
Модули в составе МПСБ организованы с учетом требований по размещению и установке в них технологического оборудования с соблюдением требований нормативных документов.
Часть модулей выполнена во взрывозащитном исполнении. Во взрывозащитном исполнении выполнены модули, в которых производят работы с порохами в открытом виде. Это модули 2, 4, 6, 8 и 10.
Модуль климатической станции и приточной вентиляции установлен на крыше модуля энергетического.
МПСБ может доставляться к месту развертывания воздушным, морским, речным, железнодорожным или автомобильным транспортом. МПСБ разворачивается на подготовленной площадке. Около МПСБ организуется площадка подачи боеприпасов на пункт и площадка приема собранных боеприпасов.
Реализация заявленного технического решения основана на применении технологического оснащения и оборудования, известного из уровня техники на период создания МПСБ. В качестве материалов, комплектующих изделий и запасных частей в процессе сборки используются материалы, комплектующие изделия и составные части, заложенные в конструкцию каждого типа изделия (или их современные аналоги, обеспечивающие допустимую замену).
На пункте МПСБ возможно проведение следующих работ:
- очистка снарядов и гильз от консервационной смазки;
- комплектование и обогрев метательных зарядов;
- сборка метательных зарядов в гильзы;
- патронирование и обжим ВУЗ;
- контроль ВУЗ на вхождение в поверочную камору;
- выборочный контроль усилия патронирования ВУЗ;
- запрессовка нормальной и усиленной крышек у гильз с метательными зарядами ВРГЗ;
- контроль гильзы с метательным зарядом ВРГЗ на вхождение в поверочную камору;
- контроль усилия извлечения усиленной крышки метательных зарядов ВРГЗ;
- герметизация усиленной крышки метательного заряда ВРГЗ предохранительным составом;
- ввинчивание капсюльных втулок в гнездо гильз;
- нанесение на снаряды и гильзы с метательными зарядами маркировки и консервационной смазки;
- укладка и упаковка собранных боеприпасов в тару;
- нанесение маркировки на тару с боеприпасами.
Основные технические характеристики МПСБ приведены в таблице.
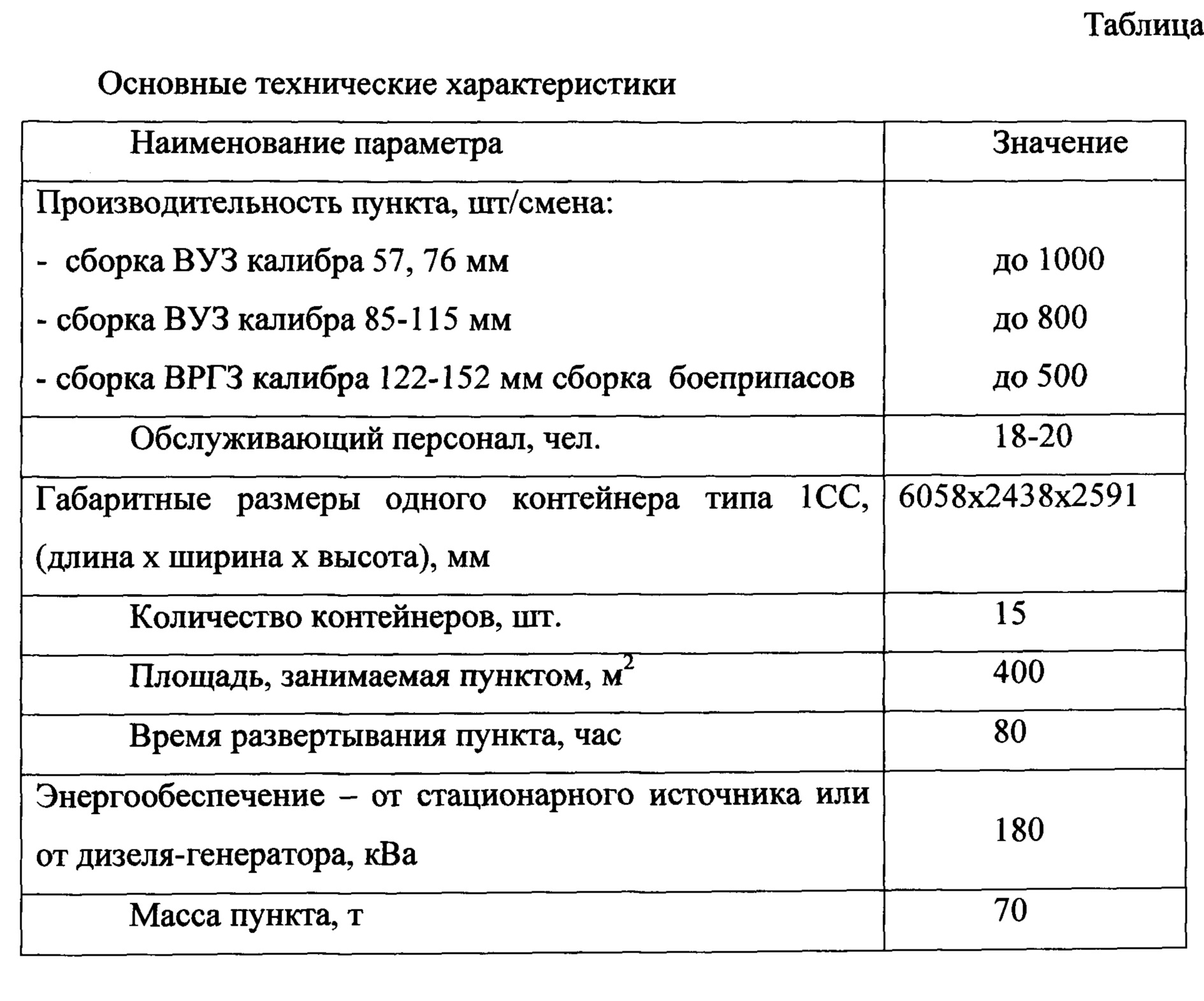
А) Сборка ВУЗ калибра 57-115 мм
а) в модуле 1
Ящики с гильзами подают к модулю 1 ручной тачкой 47 и по роликовой дорожке 49 подают в модуль 1. Гильзы извлекают из ящика и упаковочной бумаги. Проводят визуальный контроль гильз и очистку внутренней поверхности гильзы сжатым воздухом. Гильзы укладывают на ленточный конвейер 17.
Пустые ящики по роликовой дорожке выдают из модуля 1 на площадку.
На приспособлении 43 проводят прессование упаковочной бумаги.
б) в модуле 3
Гильзы транспортируются по конвейеру 17 через камеру обогрева гильз 35.
в) в помещении 68 модуля 5
Поверхности гильз очищают от загрязнений и консервационной смазки ветошью, смоченной уайт-спиритом на технологическом столе 57. Передают гильзы из помещения 68 в модуль 6 на ленточный конвейер 16.
г) в модуле 2
Метательные заряды извлекают из упаковок и укладывают в сборки, которые устанавливают на технологический стол 56. Проводят визуальный контроль метательных зарядов на отсутствие загрязнений и признаков химического разложения и визуальный контроль исправности картузов заряда и воспламенителей. Проводят выборочный измерительный контроль массы метательного заряда на весах 44. Устанавливают сборки с метательными зарядами на ленточный конвейер 16.
д) в модуле 4
Метательные заряды в сборках транспортируются по на конвейеру 16 через камеру обогрева метательных зарядов 36.
е) в модуле 6
Принимают гильзы из помещения 68 модуля 5 и устанавливают их на стол станка 33. Принимают сборки с метательными зарядами с ленточного конвейера 16. Пороха укладывают в гильзу. Зерненый порох в гильзе утрясают на станке 33. Трубчатый порох в гильзе утрясают на станках 34. В гильзу вкладывают размеднитель и элементы фиксирующего устройства (крышки, цилиндрики и др.). На станке 26 в гильзу запрессовывают крышки.
ж) в модуле 11
Ящики со снарядами подают в модуль 11 по роликовой дорожке 50. Снаряды извлекают из ящика выемщиком снарядов 19 и укладывают на технологический стол 51.
Проводят контроль снарядов на безопасность в служебном обращении. Укладывают снаряды на ленточный конвейер 18.
з) в модуле 9
Снаряды, у которых должен быть установлен трассерный узел, перекладывают с ленточного конвейера 18 на технологический стол с тисками 62. Зажимают снаряд в тисках и устанавливают трассерный узел. Перекладывают снаряды со стола 58 на ленточный конвейер 17.
и) в модуле 7
Снаряды с ленточного конвейера 17 передают в модуль 8 на конвейер 16.
к) в модуле 10
Гильзу с метательным зарядом снимают с конвейера 16 и устанавливают на рабочую позицию станка 21. Принимают подготовленный снаряд из модуля 7, устанавливают в дульце гильзы и производят запрессовку снаряда в гильзу.
ВУЗ со станка 21 переставляют на станок 22, на котором производят обжим дульца, тем самым закрепляя снаряд в гильзе.
На станке 24 проводят выборочный контроль усилия распатронирования выстрела.
На станке 23 проводят сплошной контроль на вхождение ВУЗ в поверочную камору.
После контроля в каморе ВУЗ по конвейеру 16 передают в модуль 12.
л) в модуле 12
ВУЗ с конвейера 16 перекладывают на технологический стол 52. При помощи станка 20 в гнездо гильзы ввинчивают капсюльную втулку. На ВУЗ наносят маркировку. На поверхность гильзы наносят консервационную смазку. При помощи укладчика собранных выстрелов в тару 66 укладывают готовый ВУЗ в ящик. На ящик наносят маркировку и по роликовой дорожке 50 выдают из модуля 12.
Б) Сборка ВРГЗ калибра 122, 152 мм
а) в модуле 1
Ящики с гильзами подают к модулю 1 ручной тачкой 48 и по роликовой дорожке 49 подают в модуль 1. Гильзы извлекают из ящика и упаковочной бумаги. Проводят визуальный контроль гильз и очистку внутренней поверхности гильзы сжатым воздухом. Гильзы укладывают на конвейер 17.
Пустые ящики по роликовой дорожке 49 выдают из модуля 1 на площадку.
На приспособлении 43 проводят прессование упаковочной бумаги в пакеты.
б) в помещении 68 модуля 5
Поверхности гильз очищают от загрязнений и консервационной смазки ветошью, смоченной уайт-спиритом на технологическом столе 57. Передают гильзы из помещения 68 в модуль 6 на ленточный конвейер 16.
в) в модуле 2
Метательные заряды извлекают из упаковок и укладывают в сборки, которые устанавливают на технологический стол 56. Проводят визуальный контроль метательных зарядов на отсутствие загрязнений и признаков химического разложения и визуальный контроль исправности картузов заряда и воспламенителей. Проводят выборочный измерительный контроль массы метательного заряда на весах 44. Устанавливают сборки с метательными зарядами на ленточный конвейер 16.
г) в модуле 6
Принимают гильзы из помещения 68 модуля 5 и устанавливают их на стол станка 33. Принимают сборки с порохами с конвейера 16. Пороха укладывают в гильзу. Зерненый порох в гильзе утрясают на станке 33. Трубчатый порох в гильзе утрясают на станках 34. В гильзу вкладывают размеднитель и элементы фиксирующего устройства (нормальную крышку, цилиндрик, усиленную крышку и др. согласно КД на метательный заряд). На первом станке станке 26 в гильзу запрессовывают нормальные крышки.
д) в модуле 8
На станке 26 запрессовывают усиленные крышки.
На станке 27 проводят выборочный контроль усилия извлечения усиленной крышки из гильзы. На станке 25 проводят сплошной контроль гильз с метательными зарядами на вхождение в поверочную камору.
На поверхность усиленной крышки заливают предохранительный состав ПП95/5. На приспособлении 41 формируют мениск предохранительного состава ПП95/5.
Метательный заряд в гильзе по конвейеру 16 подают в модуль 12.
е) в модуле 11
Ящики со снарядами подают в модуль 11 по роликовой дорожке 50. Снаряды извлекают из ящика выемщиком снарядов 19 и укладывают на технологический стол 51.
Проводят контроль снарядов на безопасность в служебном обращении. Передают снаряды из модуля 11 в модуль 12.
ж) в модуле 9
Снаряды, у которых должен быть установлен трассерный узел, перекладывают с ленточного конвейера 18 на технологический стол с тисками 62. Зажимают снаряд в тисках и устанавливают трассерный узел. Перекладывают снаряды со стола 62 на ленточный конвейер 18.
з) в модуле 7
Снаряды с конвейера 18 передают в модуль 8 на конвейер 16.
и) в модуле 12
Метательный заряд в гильзе с конвейера 16 перекладывают на технологический стол 52. При помощи станка 20 в гнездо гильзы ввинчивают капсюльную втулку. На гильзу ВРГЗ наносят маркировку. На поверхность гильзы наносят консервационную смазку. Метательный заряд в гильзе укладчиком собранных выстрелов в тару 66 укладывают в ящик.
Принимают снаряд из модуля 11. Устанавливают трассерный узел (при его наличии). Снаряд при помощи укладчика собранных выстрелов в тару 66 укладывают в ящик.
На ящик наносят маркировку и по роликовой дорожке 49 выдают из модуля 12.
В) Вспамогателные операции
а)в модуле 3
Организовано хранение инструмента.
б) в модуле 4
Проводят подготовку предохранительного состава ПП 95/5 и консервационной смазки, парафинируют бумажные прокладки.
в) в помещении 68
Организовано хранение инструмента и оснастки.
г) в помещении 69
Организовано изготовление размеднителей.
д) в модуле 7
Организовано изготовление картонных цилиндриков
е) в модуле 9
Организованы:
- подготовка капсюльных втулок, трассеров;
- сшивание тесьмяных колец;
ж) в помещении 71
Организованы изготовление резиновых штампов, трафаретов, упаковочных ярлыков, хранение штампов и ярлыков, материалов.
з) Энергетическое оборудование
а) в помещении 70
Размещены шкафы управления.
б) в модуле 14
Размещена климатическая установка и установка приточной вентиляции.
в) в модуле 15
Размещен дизель-генератор.
Заявляемый мобильный пункт сборки боеприпасов позволяет эффективно и безопасно производить сборку боеприпасов на артиллерийских арсеналах или предприятиях промышленности, не имеющих стационарных площадей для проведения сборки боеприпасов. Заявляемый комплекс обладает универсальной конструкцией, т.к. позволяет производить на одном мобильном комплексе как сборку ВУЗ, так и сборку ВРГЗ. Заявляемый мобильный передвижной комплекс по ремонту боеприпасов может быть выполнен на существующем оборудовании существующими техническими средствами.
Мобильный пункт ремонта боеприпасов
Комплекс для переработки твердых отходов
Комплекс для переработки иловых осадков сточных вод
Способ утилизации твердых углеводородных отходов (в том числе медицинских и биологических) и установка для его осуществления
Мобильный пункт ремонта боеприпасов
Устройство для сжигания топлива
Мобильный пункт вывинчивания взрывателей

