Результат интеллектуальной деятельности: Способ определения технологической температуры плавления шихты при индукционной наплавке
Вид РИД
Изобретение
Изобретение относится к измерительной технике, в частности к способам определения температуры плавления многокомпонентных порошковых смесей, и может быть использовано в металлургии, машиностроении и в научных исследованиях.
При индукционной наплавке поверхности детали происходит расплавление упрочняемых материалов в результате контактирования между собой определенное время наплавляемого сплава с основным металлом. Последний насыщает его различными химическими элементами. В результате такого взаимодействия твердой и жидкой фазы в наплавленном слое после затвердевания (кристаллизации) образуется значительная неоднородность как по химическому составу, так и по структуре. Состоящая из нескольких зон: доэвтектическая и эвтектическая, имеющие пониженную износостойкость (до 70%) по сравнению с исходным сплавом, например, высоколегированным хромистым чугуном марок ПС-14-60, ПГ-С27. (Ткачев В.Н. и др. Индукционная наплавка. - М.: Машиностроение, 1970. - 183 с.). Вероятность уменьшения взаимодействия твердой и жидкой фазы, при упрочнении, возможна при установлении температуры плавления многокомпонентной порошковой смеси (шихты) предельно точно, что позволяет достичь максимальной износостойкости, которую имеет наплавляемый на детали заэвтектический высоколегированный хромистый чугун.
Известен способ определения температуры плавления металлов и сплавов заключающийся в том, что испытуемый материал помещают в тигель и доводят до плавления. В него вводят спай термопары, соответствующим образом изолированный от непосредственного контакта с этим металлом. Холодный и горячий спай выводят к измерительному прибору, записывающему показание температуру от времени. По замеру температуры через определенные интервалы времени или появлению анамалий-перегибов определяют температуры превращений жидкий- твердый расплав (аналог, Ю.А. Геллер, А.Г. Рахштадт / Материаловедение-М: Металлургия, 1984, с. 79-81, 89-90 с.).
Основной недостаток известного способа состоит в том, что измерение температуры осуществляют в тигле стенки которого не предусматривают имитацию упрочняемого материала и расплавленный металл не соприкасается с металлом который предполагается упрочнять. Кроме того, в таком способе расплавляют только металлическую часть и измеряют ее температуру плавления не учитывается влияние флюсующих компонентов (шлака) с упрочняемой поверхностью металла и самим сплавом, где образуются легкоплавкие эвтектики, значительно влияющие, в совокупности, на действительную температуру плавления порошковой смеси (шихты) применяемой для индукционной наплавки.
Известен способ определения температуры плавления порошковой смеси состоящий в том, что исследуемую порошковую смесь насыпают слоем одинаковой толщины на горизонтальную подложку. На поверхности подложки размещают термодатчик, осуществляют неравномерный нагрев подложки до образования направленного фронта плавления, перемещающегося в сторону термодатчика, а по излому температурной кривой определяется температура плавления (прототип, а.с. 1603268 А1).
Однако на точность измерения температуры плавления порошковой смеси влияет отсутствие в нем флюса, который с металлической порошковой смесью и упрочняемым металлом образуют легкоплавкие эвтектики понижающие температуру плавления металлической части шихты, и тем самым снижают точность измерения температуры плавления наплавляемого металла.
Задачей настоящего изобретения является повышение точности измерения температуры плавления многокомпонентных порошковых смесей содержащие металлическую и неметаллические части.
Поставленная задача решается тем что, d способ t определения технологической температуры плавления шихты для индукционной наплавки, заключающимся в нагревании образца и определении температуры плавления шихты предварительно определяют температуру плавления наплавочной шихты различного состава на поверхности стальной заготовки, подлежащей упрочнению и после кристаллизации упрочняющего слоя по величине и количеству дендритного зерна в структуре сплава на разрезе определяют технологическую температуру плавления наплавочной шихты.
Техническим результатом предлагаемого изобретения является снижение образования нежелательных структур в наплавленном слое: доэвтектической и эвтектической, путем определения с высокой степенью точности температуры плавления наплавочной порошковой смеси непосредственно на упрочняемом изделии изготовленном из этого металла.
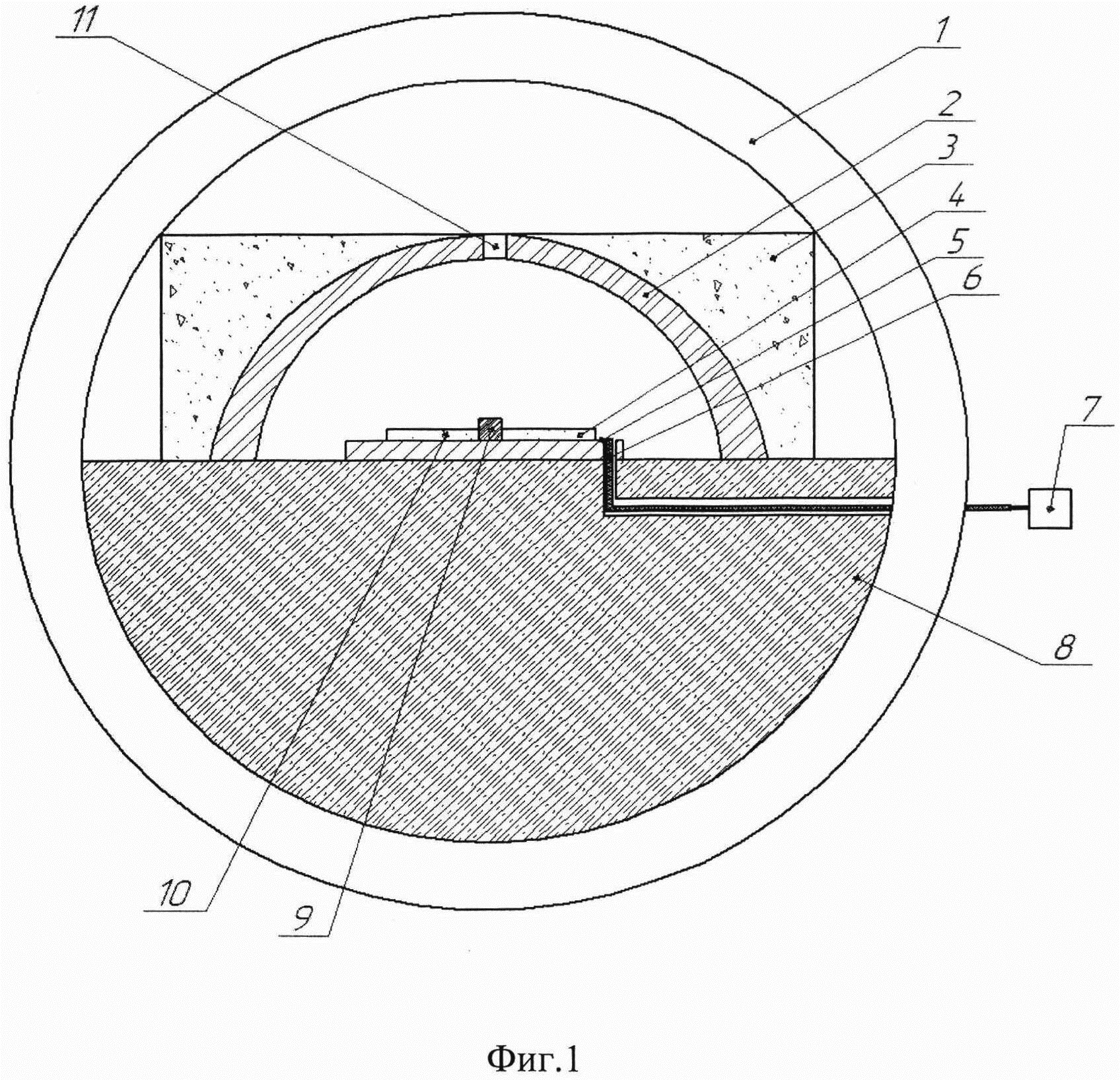
На чертеже показана схема определения температуры плавления наплавочной шихты и отдельно ее металлической части с одновременным нагревом материалов на упрочняемой поверхности.
Способ осуществляется следующим образом. На подготовленный образец 5 под наплавку приваривалась термопара 6 и на нее насыпался порошок твердого сплава 10 ПГ-С27 толщиной 2 мм и устанавливалась керамическая перегородка 9, для разделения порошковых смесей, затем таким же образом наносился слой шихты 4 на поверхность образца. Подготовленный образец располагали на шамотном столике 8, Сверху образец закрывали фарфоровым тиглем 2 имеющим отверстие 11, Далее, фарфоровый тигель уплотняли формовочной землей 3 с использованием круглой опоки. После этого образец помещали в индуктор 1. Температуру регистрировали посредством милливольтметр 7 (регулирующий Ш4501)
Изобретение иллюстрируется следующими примерами.
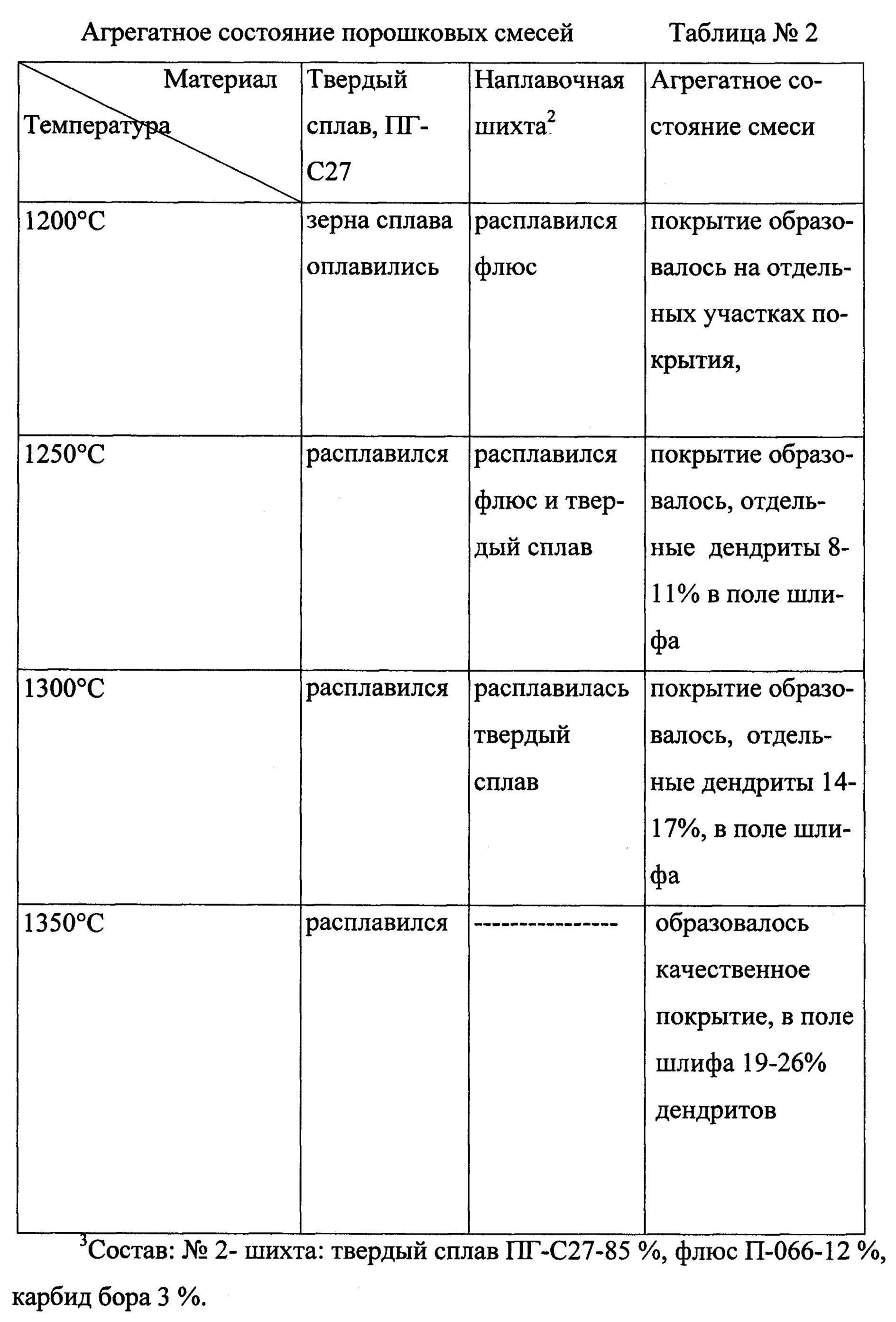
Пример №1. Вырезали образцы из стали 65Г 40*80*8 в количестве 6 штук и на очищенную от ржавчины поверхность насыпали специальным дозатором шихту, состоящую из сплава ПГ-С27-85% и флюс -15% (П-0,66) шириной 20 мм, толщиной 3 мм и длиной 30 мм. На остальную часть образца насыпался сплав ПГ-С27 высотой 2 мм и такой же ширины, и с этого конца на поверхность образца приваривалась конденсаторной сваркой термопара ТПР - 0192-16 (диаметром 0,4 мм). Сверху на образец с шихтой, твердым сплавом и рабочим спаем термопары, приваренной к пластине устанавливался фарфоровый тигель, в дне которого высверливали отверстие для выхода газов. Это нагревательное устройство располагали на огнеупорной пластине (шамот) и затем на нее устанавливали опоку в которую насыпали формовочную смесь (песок-90%; глина-3%; жидкое стекло-2% и остальное вода) и ее уплотняли (перед засыпкой формовочной смеси в опоку, отверстие в тигле для выхода газов закрывали резиновой пробкой). Затем подготовленные образцы, с порошковыми смесями, помещали в петлевой индуктор подключенный к инвертору ЭЛСИТ-100/70-40, и осуществляли их нагрев при различных температурах: 1200°, 1250°С, 1270°С, 1300°С, 1330°С. Температурный интервал определялся тем, что по данным Ткачева В.Н и др. (Индукционная наплавка твердых сплавов. М., Машиностроение, 1970, стр. 32) высоколегированные хромистые чугуны с флюсом начинают плавиться при температуре 1270°С. Регистрацию температуры нагрева осуществляли милливольтметром регулирующим Ш4501 Подвергнутые нагреву образцы с порошковыми смесями охлаждались до комнатной температуры, разрезались, таким образом, чтобы было возможно на одном шлифе сравнивать их агрегатное состояние достигнутое ими при различных температурах в нагревательном устройстве. Подобным образом готовилась шихта с флюсом содержащий карбид бора. Результаты проведенных экспериментов приведены в таблице №1, №2.
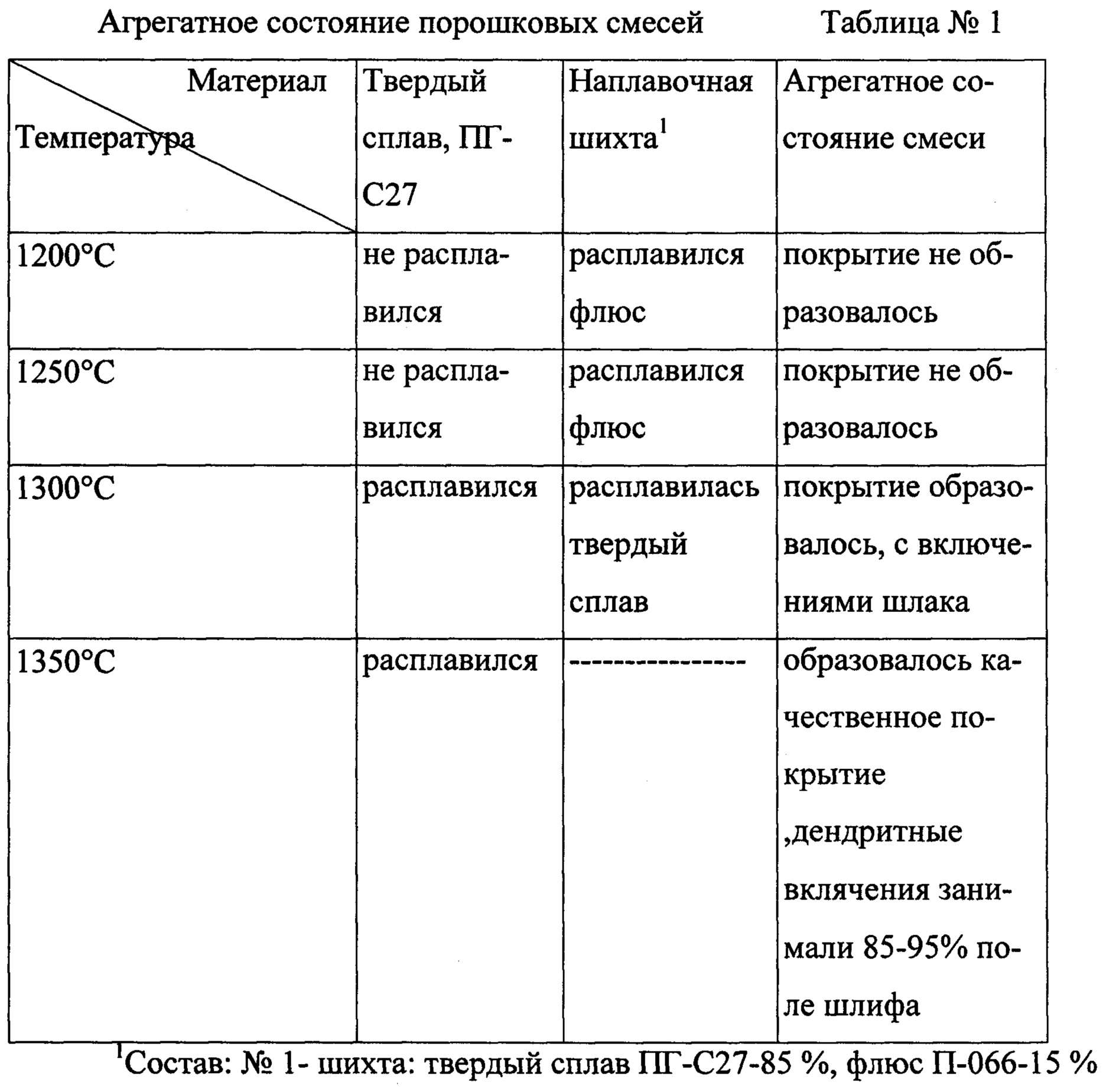
Температура нагрева высоколегированного хромистого чугуна выбрана из технических условий поставки сплава ПГ-С27, где указывается его плавление происходит при температуре 1270°С.
Результаты плавления твердого сплава и шихты приведены в таблицах №1-№2, где начала плавления твердого сплава зависит от состава флюса и может изменяться в широком диапазоне температур, так например состав шихты №1 плавится на 50-70°С выше, чем состав шихты №2, имеющая в своем составе карбид бора образующий при плавлении легкоплавкие эвтектики с температурой плавления 1100°С.
Способ определения технологической температуры плавления шихты для индукционной наплавки, заключающийся в нагревании образца и определении температуры плавления шихты, отличающийся тем, что предварительно определяют температуру плавления наплавочной шихты различного состава на поверхности стальной заготовки, подлежащей упрочнению, и после кристаллизации упрочняющего слоя по величине и количеству дендритного зерна в структуре сплава на разрезе определяют технологическую температуру плавления наплавочной шихты.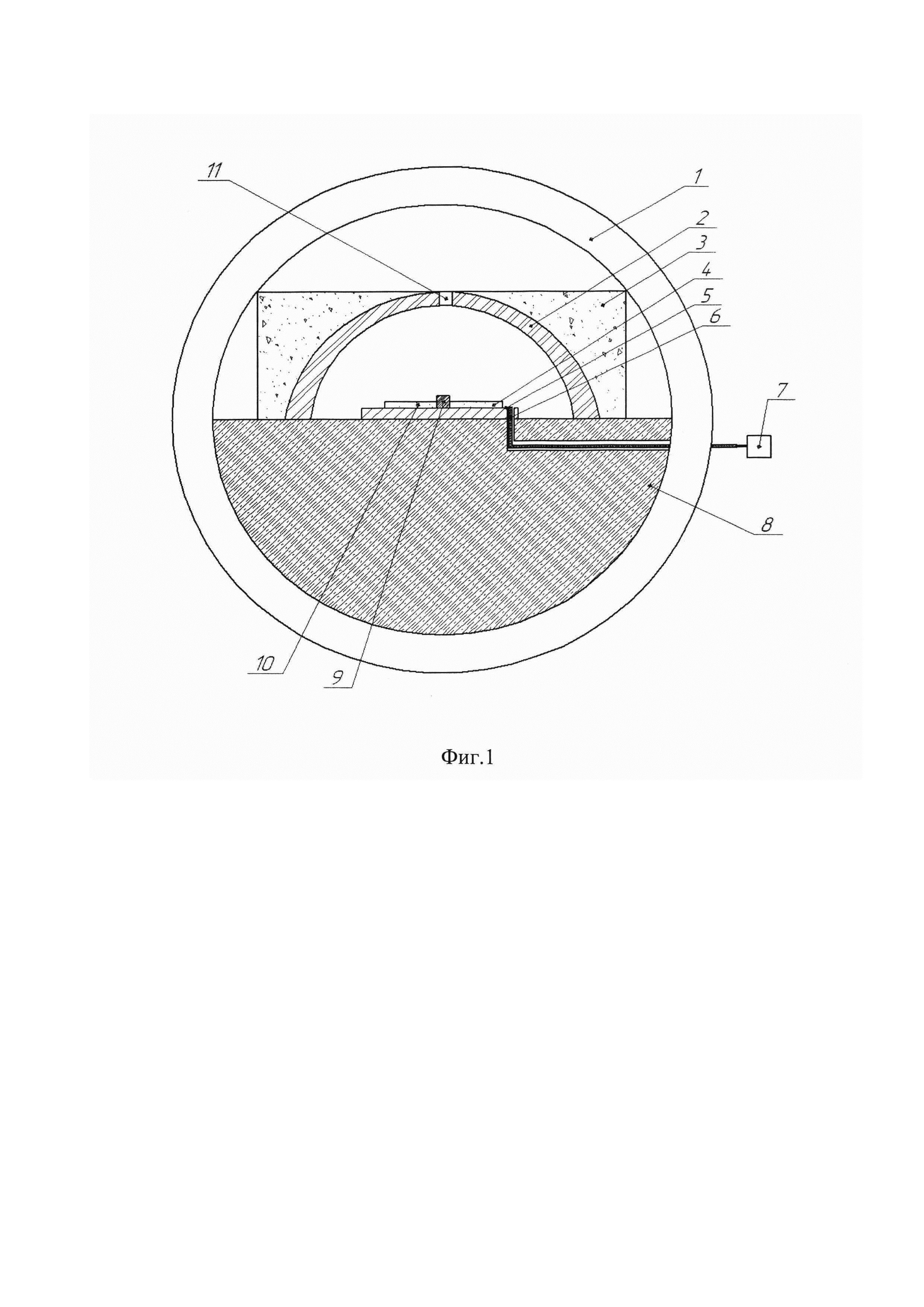
Устройство для увлажнения зерна
Устройство для генерации дыма
Устройство для посева зерновых культур по необработанному полю мульчированному соломой
Способ определения износостойкости материалов упрочняющих покрытий рабочих органов сельхозмашин
Способ изготовления литой стальной детали
Способ скоростного борирования стальной детали
Способ получения отливок в индукционной печи
Способ закрытия медианного лапаротомного доступа у мелких домашних животных
Способ литья
Способ упрочнения лезвийной поверхности детали
Способ изготовления почвообрабатывающего рабочего органа стрельчатого типа
Способ индукционной наплавки твердого сплава на стальную деталь
Лента для упрочнения деталей индукционной наплавкой с односторонней адгезией и способ упрочнения деталей индукционной наплавкой
Способ индукционной наплавки износостойкого покрытия
Способ изготовления пластинчатого молотка кормодробилки
Устройство для обнаружения дефектов малых линейных размеров
Способ упрочнения поверхности стальной детали, содержащей глухие полости
Состав для термоиндикации
Способ изготовления термоиндикатора
Шихта для индукционной наплавки

