Результат интеллектуальной деятельности: БИМЕТАЛЛИЧЕСКИЙ ТОКОПРОВОДЯЩИЙ РЕЛЬС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относятся изобретения
Изобретения относятся к линиям энергоснабжения, контактирующим с токоприёмниками транспортных средств с электротягой и расположенным вдоль железнодорожного полотна, а именно, к биметаллическим токопроводящим рельсам преимущественно подземных транспортных средств.
Уровень техники
Известен биметаллический токопроводящий рельс, содержащий несущий и накладной элементы, при этом несущий элемент выполнен из алюминиевого сплава в поперечном сечении в форме двутавра, одна полка которого является подошвой рельса, а другая - его головкой с соответствующей лицевой поверхностью, накладной элемент выполнен из стали в форме ленты, диффузионно-соединенной с указанной лицевой поверхностью посредством совместной прокатки (см. описание изобретения к патенту RU № 2217248 С1, МПК: B21B1/08, B23K31/02, B23K101:26, опубликовано 27.11.2003).
Признаки известного рельса, совпадающие с признаками заявленного технического решения (рельс), заключаются в том, что он содержит несущий и накладной элементы, при этом несущий элемент выполнен из алюминиевого сплава в поперечном сечении в форме двутавра, одна полка которого является подошвой рельса, а другая - его головкой с соответствующей лицевой поверхностью, на которой установлен накладной элемент.
Известен способ изготовления биметаллического токопроводящего рельса, согласно которому независимо друг от друга изготавливают профиль таврового сечения и биметаллическую головку, при этом указанный профиль изготавливают прессованием, а биметаллическую головку изготавливают путём совместной прокатки заготовки из алюминия или его сплавов и стальной ленты с получением биметаллической головки с выпуклой наружной поверхностью, после этого осуществляют сваривание (по алюминию) биметаллической головки и профиля таврового сечения так, что образуется двутавровый профиль с биметаллической головкой (см. там же).
Признаки известного способа, совпадающие с признаками заявленного технического решения (способа), заключаются в том, что биметаллическую головку изготавливают путём механического соединения заготовки из алюминия или его сплавов и стальной ленты с получением биметаллической головки.
Причина, препятствующая получению в известном рельсе и в способе изготовления этого рельса заявленного технического результата, заключается в том, что в процессе изготовления рельса используется сварка двух алюминиевых деталей для образования двутавра рельса, что усложняет технологию изготовления биметаллического токопроводящего рельса и снижает его эксплуатационную надёжность, так как не обеспечивается монолитность алюминиевого несущего элемента рельса и не обеспечивается достаточная механическая связь накладной (стальной) ленты с алюминием. Другая причина заключается в том, что несущий и накладной элементы соединены между собой посредством диффузии, что делает невозможным ремонт рельса путём замены износившегося накладного элемента.
Известен биметаллический токопроводящий рельс (прототип), содержащий несущий и накладной элементы, при этом несущий элемент выполнен прессованным из алюминия или алюминиевого сплава в поперечном сечении в форме двутавра, одна полка которого является подошвой рельса, другая - его головкой с соответствующей лицевой поверхностью, так что ширина подошвы превышает ширину головки, а накладной элемент выполнен из стали в форме ленты, закрепленной на лицевой поверхности головки несущего элемента посредством сварки взрывом (патент RU № 2616319 С1, МПК B60M1/30, B21К7/02, B23K20/08, опубликовано 14.04.2017 Бюл. № 11).
Признаки известного рельса, совпадающие с признаками заявленного технического решения (рельс), заключаются в том, что он содержит несущий и накладной элементы, при этом несущий элемент выполнен из алюминиевого сплава в поперечном сечении в форме двутавра, одна полка которого является подошвой рельса, а другая - его головкой, выполненной с соответствующей лицевой поверхностью, на которой установлен накладной элемент.
Известен способ изготовления биметаллических сталеалюминевых контактных рельсов (прототип), каждый из которых содержит рельсовый несущий профиль, выполненный из алюминия или его сплава и включающий головку для размещения на ней стальной контактной накладки, а также соединённую с головкой стальную контактную накладку, так что предварительно изготовленные рельсовые несущие профили укладывают параллельно друг другу на горизонтальной площадке лицевыми поверхностями их головок вверх с зазором между головками смежных рельсовых несущих профилей и с размещением между стенками смежных рельсовых несущих профилей вкладок, высоту которых выбирают из условия обеспечения опоры для указанных головок, при этом упомянутые вкладки выполняют из материала более твёрдого, чем материал рельсового несущего профиля, после чего размещают с зазором относительно лицевых поверхностей уложенных рельсовых несущих профилей единый стальной лист, перекрывающий все эти лицевые поверхности, затем по всей площади стального листа насыпают взрывчатое вещество, осуществляют его инициирование и приваривание взрывом стального листа к головкам рельсовых несущих профилей с образованием на этих головках стальных контактных накладок (патент RU № 2632750 С2, МПК B23К20/08, B23K101/26, опубликовано 09.10.2017 Бюл. № 28).
Признаки известного способа, совпадающие с признаками заявленного технического решения (способа), заключаются в том, что независимо друг от друга изготавливают двутавровый несущий элемент из материала на основе лёгкого металла (алюминия) и накладной элемент из материала на основе более твёрдого металла (стали), после чего осуществляют соединение накладного элемента с лицевой поверхностью головки двутаврового несущего элемента.
Причина, препятствующая получению в известном рельсе и в известном способе изготовления этого рельса заявленного технического результата, заключается в том, что в процессе изготовления рельса соединение алюминиевого несущего элемента со стальным накладным элементом осуществляют посредством сварки взрывом (диффузия), что делает это соединение неразъёмным, а также существенно усложняется технология изготовления биметаллического токопроводящего рельса, так как применение взрыва требует соблюдение множества специфических условий, связанных с взрывом, включая условия безопасности. Другая причина заключается в том, что несущий и накладной элементы соединены между собой посредством диффузии, что делает невозможным ремонт рельса путём замены износившегося накладного элемента.
Техническая проблема, на решение которой направлены изобретения, заключается в необходимости упрощения технологии изготовления рельса, в повышении безопасности осуществления этой технологии, в обеспечении ремонтопригодности рельса, заключающейся в возможности замены накладного элемента при его износе.
Раскрытие сущности изобретений
Технический результат, опосредствующий решение указанной технической проблемы, заключается в бездиффузионном соединении накладного элемента с головкой несущего элемента при сохранении основных параметров механической и электрической связи этих элементов между собой, свойственных диффузионному соединению, за счёт создания нетемпературного натяга между несущим и накладным элементами. Бездиффузионная технология существенно проще диффузионной и, кроме того, в сочетании с нетемпературным натягом создаёт возможность ремонта рельса путём замены изношенного накладного элемента.
Достигается технический результат в устройстве биметаллического токопроводящего рельса тем, что рельс содержит несущий и накладной элементы, при этом несущий элемент выполнен из материала на основе лёгкого металла и имеет в поперечном сечении форму двутавра, одна полка которого является подошвой рельса, а другая - его головкой, выполненной с лицевой поверхностью П-образной формы в поперечном сечении со скошенными углов данной формы, а накладной элемент выполнен из материала на основе более твёрдого металла и имеет в поперечном сечении форму гнутого швеллера, установленного на лицевой поверхности головки с натягом между полками этого швеллера и полками лицевой поверхности головки, обусловленным внешним вдавливающим усилием на несущий и накладной элементы, при этом в полках швеллера накладного элемента и в головке двутавра несущего элемента попарно выполнены соосно-расположенные одинакового диаметра круглые отверстия, в каждой паре которых установлен поперечный соединительный элемент стержневого типа с фиксацией от самопроизвольного выхода из отверстий, предназначенный для дополнительного скрепления накладного элемента с головкой несущего элемента.
Достигается технический результат в устройстве рельса также тем, что несущий элемент выполнен из алюминия или сплава на основе алюминия, а накладной элемент выполнен из нержавеющей стали и имеет в поперечном сечении форму гнутого равнополочного швеллера.
Достигается технический результат в устройстве рельса также тем, что соединительный элемент представляет собой: 1) штифт, а именно, либо гладкий цилиндрический штифт, либо гладкий конический штифт, либо штифт с насечёнными канавками, либо резьбовой штифт, либо разводной конический штифт, либо вальцованный штифт, либо штифт с раскерненным концом, либо пружинный штифт; 2) заклёпку; 3) винт; 4) болт с гайкой; 5) шпильку; 6) призму.
Достигается технический результат в способе изготовления биметаллического токопроводящего рельса тем, что первоначально осуществляют независимое друг от друга изготовление несущего и накладного элементов, при этом несущий элемент изготавливают из материала на основе лёгкого металла в форме двутавра в поперечном сечении, одна полка которого является подошвой рельса, а другая - его головкой, выполненной с лицевой поверхностью П-образной формы в поперечном сечении и со скосами углов данной формы, а накладной элемент изготавливают на основе материала из более твёрдого металла в поперечном сечении в форме гнутого швеллера, после этого накладной элемент устанавливают на лицевой поверхности головки несущего элемента с натягом между полками указанного швеллера и полками лицевой поверхности головки, обусловленным внешним вдавливающим усилием на несущий и накладной элементы, затем в полках швеллера накладного элемента сверлят отверстия с заходом в головку несущего элемента, после чего в каждом таком отверстии, выполненным с указанным заходом, устанавливают поперечный соединительный элемент стержневого типа с обеспечением его фиксации от самопроизвольного выхода из этого отверстия.
Достигается технический результат в способе также тем, что несущий элемент выполняют из алюминия или сплава на основе алюминия, а накладной элемент выполняют из нержавеющей стали в поперечном сечении в форме гнутого равнополочного швеллера.
Краткое описание чертежей
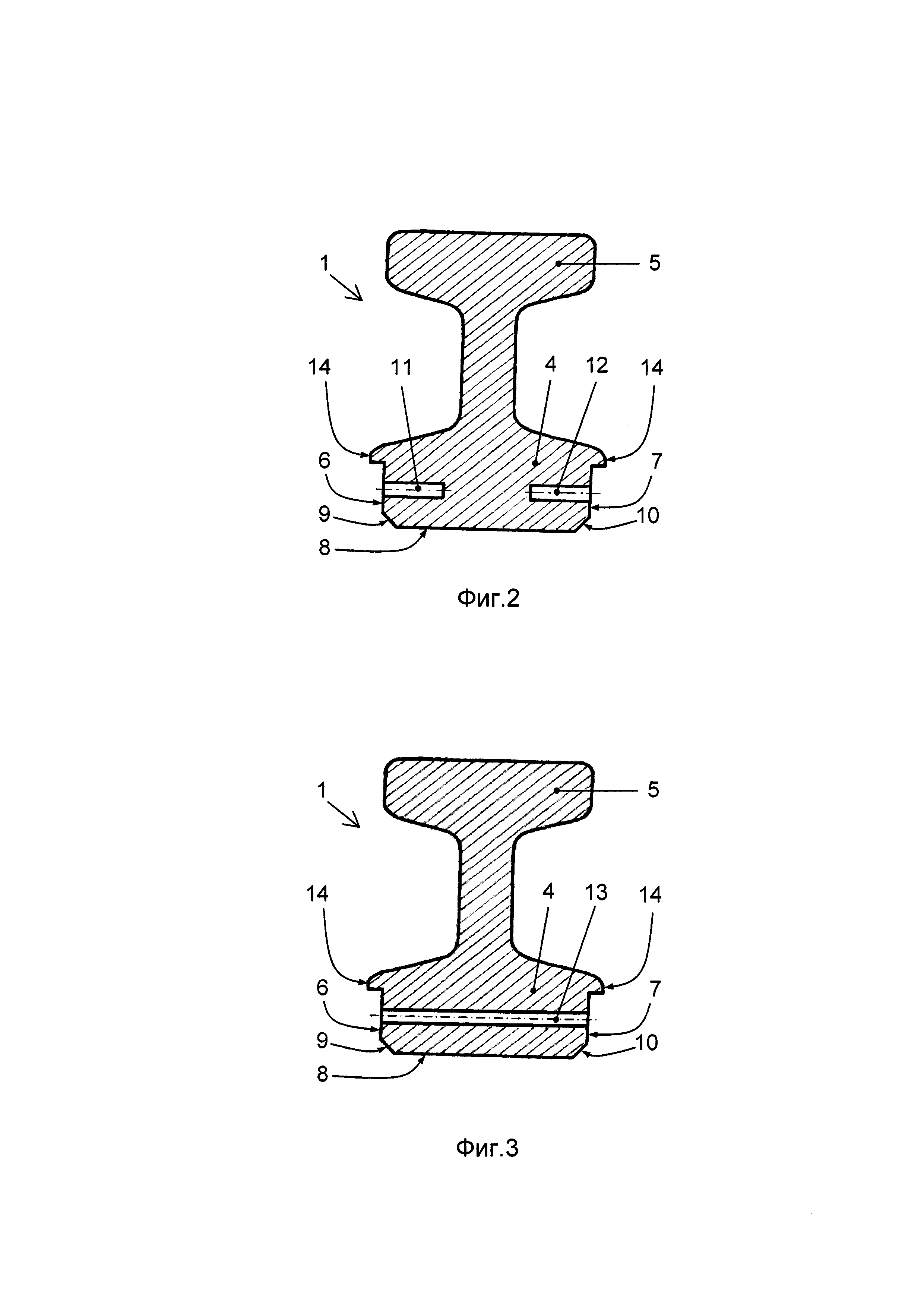
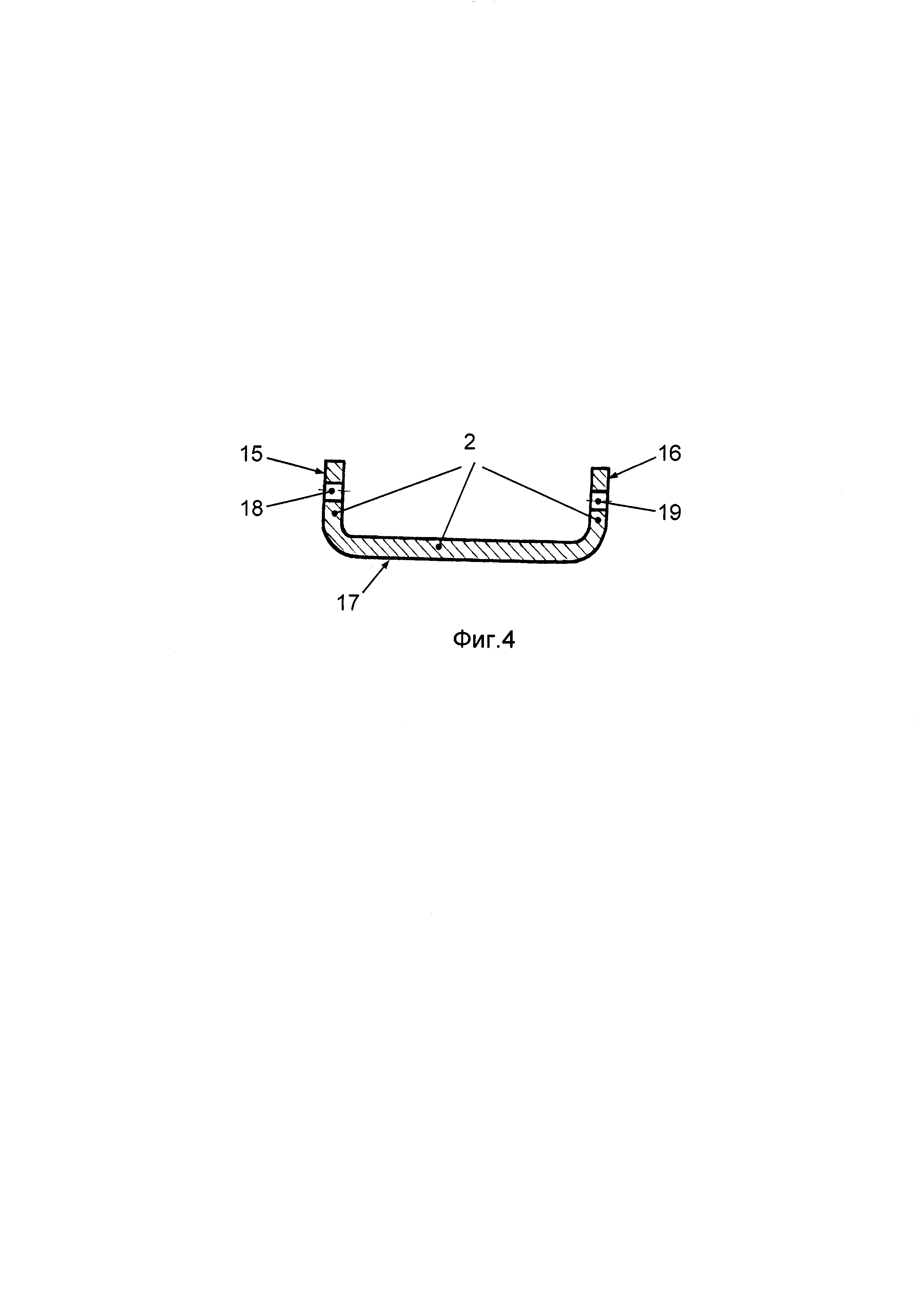
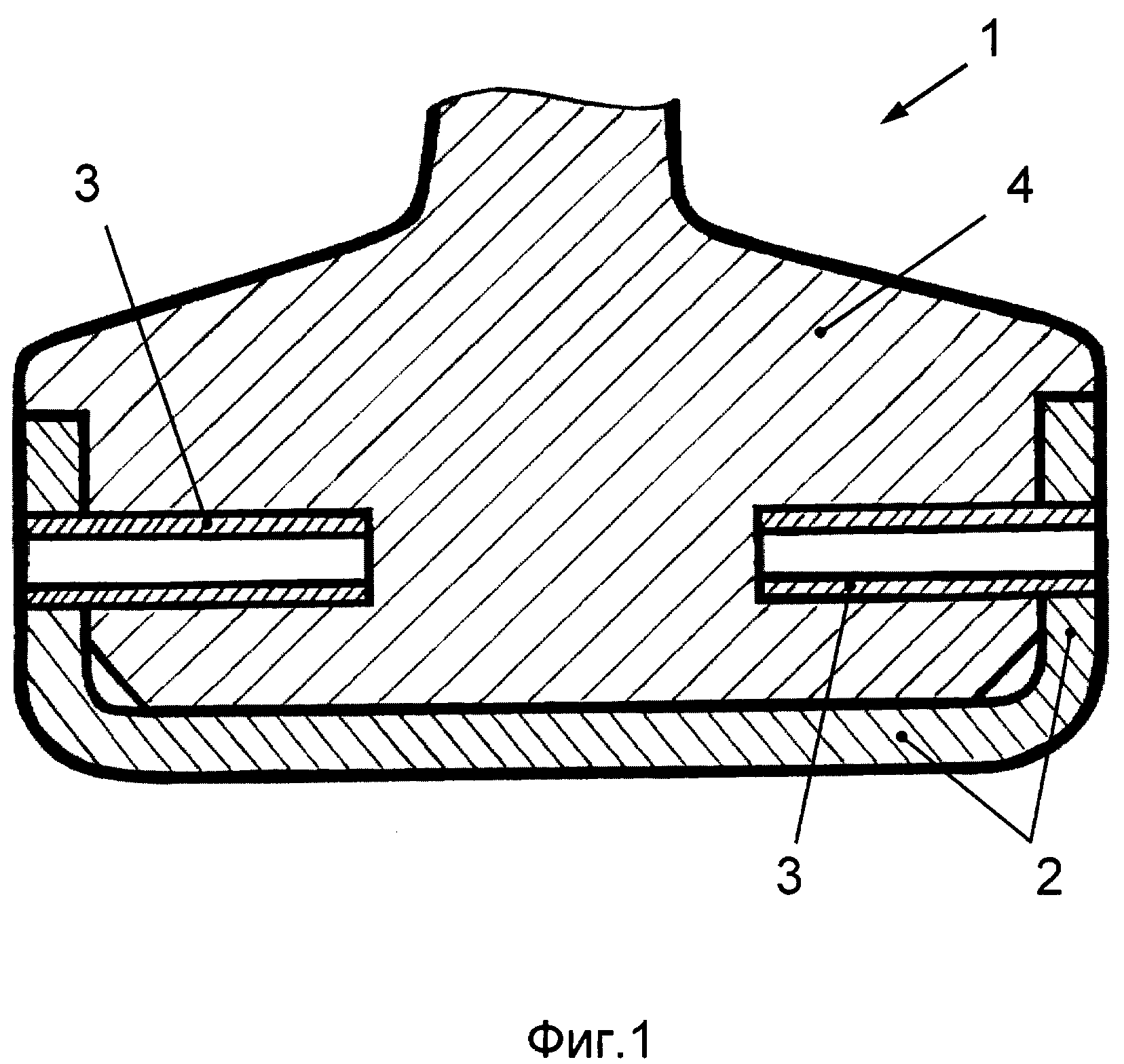
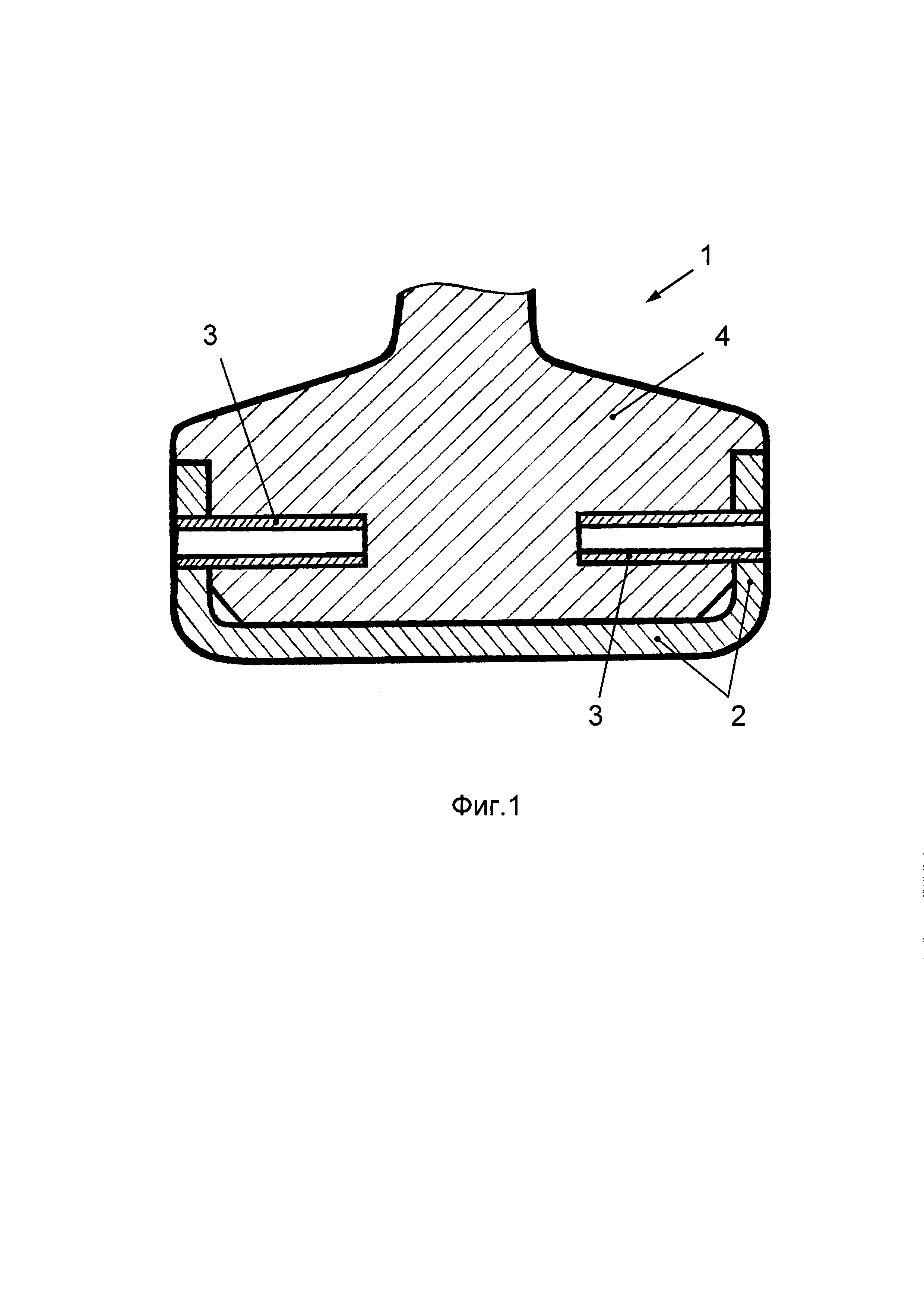
На фиг.1 в поперечном разрезе показана в собранном виде головка биметаллического токопроводящего рельса с глухими отверстиями, в которых установлены поперечные соединительные элементы стержневого типа; на фиг.2 в поперечном разрезе отдельно показан несущий элемент (без накладного элемента) с глухими отверстиями в его головке; на фиг.3 в поперечном разрезе отдельно показан несущий элемент (без накладного элемента) со сквозными отверстиями в его головке; на фиг.4 в поперечном разрезе отдельно показан накладной элемент (без несущего элемента) в виде гнутого равнополочного швеллера.
Осуществление изобретений
Биметаллический токопроводящий рельс содержит несущий элемент 1 с поперечными глухими отверстиями 11,12 в его головке 4, накладной элемент 2 с соответствующими поперечными сквозными отверстиями 18,19 в его полках 15, 16, соосными отверстиям 11, 12, и поперечные соединительные элементы 3 стержневого типа, установленные в указанных отверстиях с фиксацией от самопроизвольного выхода из этих отверстий (фиг.1, 2, 4).
Несущий элемент 1 (фиг.2, 3) выполнен прессованным из материала на основе лёгкого (относительно мягкого) металла, а именно из алюминия или сплава на основе алюминия, и имеет в поперечном сечении форму двутавра, полка 4 которого является головкой, а полка 5 - подошвой рельса. Лицевая поверхность головки 4 выполнена в поперечном сечении П-образной с двумя поперечными (боковыми) плоскостями 6, 7, являющимися полками данного П-образного сечения, и одной продольной плоскостью 8, являющейся стенкой данного П-образного сечения. При этом углы между плоскостью 8 и плоскостями 6 и 7 выполнены скошенными (плоские скосы 9, 10), так как без этих скосов эти углы были бы помехой для установки и закрепления накладного элемента 2 на лицевой поверхности головки 4 несущего элемента 1.
Кроме того, в первом варианте выполнения несущего элемента 1 (фиг.2) в его головке 4 со стороны плоскостей 6 и 7 выполнены поперечные глухие отверстия 11 и 12 одинакового диаметра, а у своего основания головка 4 выполнена с поперечными выступами 14, расстояние между крайними точками которых равно ширине подошвы 5, а высота каждого выступа равна толщине швеллера накладного элемента 2. Функция выступов 14 не связана с заявленным техническим результатом, она является исключительно дизайнерской.
Другой вариант выполнения несущего элемента 1 (фиг.3) отличается тем, что в его головке 4 выполнены сквозные поперечные отверстия 13.
Накладной элемент 2 (фиг.4) выполнен в поперечном сечении в форме гнутого равнополочного швеллера с полками 15, 16 и стенкой 17. Внутренние поверхности (плоскости) полок 15, 16 и стенки 17 выполнены геометрически сопряжёнными с плоскостями соответственно 6, 7 и 8 головки 4, но так, что расстояние между внутренними поверхностями полок 15 и 16 несколько меньше расстояния между плоскостями 6 и 7 головки 4 (разница является технологической и не превышает 0,5 мм). Кроме того, в полках 15 и 16 выполнены сквозные отверстия 18 и 19 одинакового диаметра, равного диаметру отверстий 11 и 12 головки 4 (фиг.2) или отверстий 13 (фиг.3). Количество отверстий 18 и 19 равно количеству отверстий 11 и 12 (или в два раза превышает количество отверстий 13) и расположены они так, что образуют соосные пары 11-18, 12-19 (или 13-18, 13-19) при условии расположения накладного элемента 2 на лицевой поверхности головки 4. При этом накладной элемент 2 установлен на лицевой поверхности головки 4 с небольшим (технологическим) натягом между полками 15 и 16 швеллера накладного элемента 2 и полками (плоскостями) 6 и 7 лицевой поверхности головки 4, так чтобы данный натяг лишь обеспечивал надёжный электрический контакт между несущим 1 и накладным 2 элементами, а также механическую и пространственную фиксацию элементов 1 и 2 в собранном состоянии рельса, носящую технологический характер. Такой натяг обеспечивается внешним вдавливающим усилием на несущий 1 и накладной 2 элементы в направлении их соединения. Дополнительную механическую связь накладного элемента 2 с головкой 4 несущего элемента 1 обеспечивают поперечные соединительные элементы 3 стержневого типа, установленные в отверстиях 11, 12 (или в отверстиях 13) головки 4 несущего элемента 1 и соосных с ними отверстиях 18 и 19 полок 15 и 16 накладного элемента 2 с обеспечением их фиксации от самопроизвольного выхода из этих отверстий.
Поперечный соединительный элемент 3 (фиг.1) в предпочтительном варианте осуществления изобретения выполнен в виде пружинного штифта. При этом пружинные штифты установлены в соответствующие парные отверстия 11-18, 12-19 (или 13-18, 13-19) с натягом, обусловленным пружинными свойствами этих штифтов. Данный натяг обеспечивает фиксацию штифта в отверстии, необходимую для предотвращения самопроизвольного выхода штифта из отверстия. Пружинные штифты могут быть установлены с вхождением как в глухие 11,12 (фиг.2), так и в сквозные 13 (фиг.3) отверстия. Однако использование сквозных отверстий 13 в головке 4 несущего элемента 1 значительно упрощает извлечение пружинных штифтов в случае ремонта рельса путём замены изношенного накладного элемента 2. Вместо пружинных штифтов могут быть использованы иные штифты: гладкие цилиндрические, гладкие конические, с насечёнными канавками, резьбовые (с выполнением соответствующей резьбы в отверстиях), разводные конические, вальцованные, с раскерненным концом. Кроме того, поперечный соединительный элемент 3 может быть выполнен в виде заклёпки, винта, болта с гайкой, шпильки, призмы. При любом выполнении поперечного соединительного элемента 3 инвариантными являются два его признака: выполнение в виде стержня и выполнение с фиксацией от самопроизвольного выхода стержня из отверстия. Средства такой фиксации в технике широко известны.
Изготовление токопроводящего рельса осуществляют следующим образом.
При помощи пресса для выдавливания профилей формуют несущие элементы 1 из сплава алюминия. Формование осуществляют методом горячей экструзии из алюминиевых заготовок (деформируемых алюминиевых сплавов). Для этого могут быть использованы, например, алюминиевые деформируемые сплавы серий 1ХХХ (технический и электротехнический алюминий), 2ХХХ (группа AL - Си - Mg - Mn), ЗХХХ (группа AL - Мп ), 5ХХХ (группа AL - Mg ), 6ХХХ (группа AL - Mg - Si ), низко- и среднелегированные сплавы серии 7ХХХ ( группа AL - Zn - Mg).
Затем производят термоадъюстажную обработку отпрессованного полуфабриката (несущих элементов 1). Обработка проводится с целью доведения геометрических и механических характеристик несущих элементов 1 до требований технических спецификаций.
Независимо от этого процесса осуществляют изготовление накладных элементов 2 на профилегибочных станах из холоднокатаной или горячекатаной рулонной стали. Для этого используют стальную форму с геометрией и размерами, идентичными головке 4 несущего элемента 1. Изготовление равнополочного гнутого швеллера осуществляют при помощи изгибания стальной листовой заготовки вокруг указанной формы, в результате чего образуется гнутый швеллер накладного элемента 2 с расстоянием между внутренними поверхностями его полок 15 и 16 несколько меньшим относительно расстояния между плоскостями 6 и 7 головки 4 на величину естественной технологической деформации в процессе формования изгибом. Далее, используя именно эту сугубо технологическую разницу расстояний, образовавшуюся вследствие указанной технологической деформации, при помощи внешнего вдавливающего усилия на несущий 1 и накладной 2 элементы (например, ударное воздействие молотком) осуществляют установку накладного элемента 2 на лицевую поверхность головки 4 несущего элемента 1 с натягом, обусловленным указанной разницей расстояний. Этого натяга достаточно для обеспечения необходимого электрического контакта накладного элемента 2 с несущим элементом 1. Его (натяга) также достаточно для первоначальной технологической фиксации этих элементов (несущего 1 и накладного 2) друг относительно друга в собранном состоянии, что даёт возможность далее в едином технологическом процессе простым сверлением выполнить в полках 15, 16 накладного элемента 2 и в головке 4 несущего элемента 1 необходимые соосные пары отверстий (либо 11-18, 12-19, либо 13-18, 13-19), предназначенные для установки в них поперечных соединительных элементов 3 стержневого типа с фиксацией от самопроизвольного выхода этих элементов из этих отверстий. Таким образом, после установки с технологическим натягом накладного элемента 2 на головке 4 осуществляют сверление указанных пар отверстий, в которые затем с натягом устанавливают, например, цилиндрические пружинные штифты. Натяг штифтов осуществляется их пружинными свойствами, что создаёт возможность разъёма посредством обратного внешнего силового воздействия несущего 1 и накладного 2 элементов с целью замены накладного элемента 2 при его износе (ремонтопригодность рельса).
В ситуации, когда возникает необходимость замены накладного элемента 2 вследствие его износа, сначала выбивают пружинные штифты из отверстий 13, 18, 19 (в варианте сквозных отверстий 13 на фиг.3), после чего внешним разнимающим усилием на несущий 1 и накладной 2 элементы осуществляют отделение накладного элемента 2 от головки 3 несущего элемента 1. После этого устанавливают новый накладной элемент 2 на головку 4 несущего элемента 1 при помощи описанных выше технологических операций. В варианте глухих отверстий 11 и 12 на фиг.2 для упрощения демонтажа целесообразно использовать винт в качестве соединительного элемента 3.
Полимерное связующее для композитной арматуры
Токопроводящий рельс
Способ изготовления биметаллических сталеалюминевых контактных рельсов
Полимерное связующее для композитной арматуры
Токосъемная вставка токоприемника электротранспортного средства и способ ее изготовления
Способ изготовления материала для дугогасительных и разрывных электрических контактов и материал
Шихта для изготовления материала для сильноточных электрических контактов и способ изготовления материала
Способ изготовления электроконтактного провода и электроконтактный провод
Антифрикционный сплав на основе алюминия и способ его изготовления
Способ изготовления биметаллической заготовки из антифрикционного сплава
Токопроводящий рельс
Способ изготовления биметаллических сталеалюминевых контактных рельсов
Способ извлечения золота непосредственно из бурых и каменных углей в водный раствор

