Результат интеллектуальной деятельности: Способ изготовления окисной пленки холодного катода газового лазера в тлеющем разряде постоянного тока
Вид РИД
Изобретение
Изобретение относится к области квантовой электроники и может быть использовано при изготовлении газоразрядных приборов, в частности, холодных катодов моноблочных газовых лазеров.
Известен способ изготовления полого холодного катода газового лазера [1], включающий изготовление заготовки катода, ее монтаж в стеклянный технологический прибор, напыление на ее внутреннюю поверхность эмитирующей пленки и окисление ее в кислороде, причем, заготовку катода и эмигрирующую пленку выполняют из алюминия, проводят термообработку катода при давлении не выше 0,00133 Па при температуре 573…593 К в течение 30…40 мин с последующим ступенчатым окислением эмитирующей пленки при нормальной температуре разрядом в кислороде при плотностях тока 0,15…0,9 мА/см и давлении кислорода 40…80 Па в течение 45…55 мин, затем при плотности тока 0,15…0,3 мА/см и давлении кислорода 150…200 Па в течение 25…35 мин.
Недостатком этого способа является необходимость напыления алюминиевой эмитирующей пленки чистоты не ниже 99,995% на внутреннюю поверхность алюминиевой заготовки полого холодного катода, а также монтажа заготовки катода в стеклянный технологический прибор, что усложняет способ. Кроме того, необходимость последующего демонтажа катода из стеклянного прибора и его установка в резонатор приводит к наличию дополнительных загрязнений поверхности катода при проведении сборочных операций. Это не позволяет обеспечить стабильные характеристики катода.
Известно [3], что работа выхода электронов из металла, определяющая интенсивность эмиссии электронов в газоразрядный промежуток, сильно зависит от состояния чистоты его поверхности и меняется в зависимости от типа загрязняющих поверхность атомов. В рассматриваемом случае вследствие наличия загрязнений имеет место непредсказуемая величина работы выхода и, как следствие, нестабильность параметров разряда, проявляющаяся в изменении напряжения зажигания и напряжения горения разряда и приводящая к колебательным и шумовым процессам в резонаторе газового лазера. Эти процессы недопустимы в моноблочном гелий-неоновом лазере, в котором для обеспечения рабочих параметров требуются особенно стабильные электрические характеристики холодного катода.
Известен также способ формирования и окисления пленки катода, который реализован в газовом лазере на тлеющем разряде [2], в котором на холодный катод, выполненный в виде проводящего покрытия на боковой поверхности герметизированной цилиндрической катодной полости, и на собственные аноды лазера подается постоянное напряжение для обработки в тлеющем разряде. Сначала обрабатывают холодный катод в паре с собственным анодом лазера в тлеющем разряде неона, затем после высоковакуумной откачки и смены полярности напряжения, подаваемого на электроды, наполняют лазер кислородом и окисляют холодный катод при положительной полярности в тлеющем разряде кислорода, далее после высоковакуумной откачки и смены полярности напряжения, подаваемого на электроды, наполняют лазер неоном и обрабатывают холодный катод в тлеющем разряде неона. Заканчивают обработку стабилизацией катода в гелий-неоновой смеси.
Недостатком этого способа является относительно узкая область применения, что не позволяет обеспечить стабильные характеристики катода. Это обусловлено тем, что чистота внутренней поверхности газового лазера является одним из основных параметров, обеспечивающих его работоспособность в течение заданного срока службы. В этом способе наряду с подачей напряжения положительной полярности на холодный катод в разряде кислорода вторым электродом, находящимся под отрицательным потенциалом напряжения, служит собственный анод газового лазера. Обладая значительно меньшими геометрическими размерами, чем собственный холодный катод, анод неизбежно должен распыляться и загрязнять внутреннюю поверхность газового лазера при плотностях тока разряда с катода до 0,45 мА/см и давлении кислорода 66,5 Па в течение предлагаемого времени горения разряда, равного 30 минутам. Поэтому из-за распыления собственного анода газового лазера такой способ окисления холодного катода не позволяет обеспечить стабильные характеристики катода.
Кроме указанных выше, известен способ окисления полого холодного катода в газовом разряде, который реализован в технологическом приборе [4], при котором после его сборки и установки в нем холодного катода и составного анода, расположенного коаксиально внутри катода и равноудаленного от его поверхности, технологический прибор напаивают на вакуумный пост, проверяют на вакуумную плотность, откачивают до высокого вакуума, наполняют неоном до давления в несколько мм рт.ст. (несколько сотен Па), присоединяют отрицательный вывод от источника питания постоянного тока к токоподводу холодного катода, положительный вывод - к выводу составного анода. Зажигают газовый разряд между рабочей частью анода, контактирующей с газовым разрядом, и внутренней поверхностью холодного катода. Проводят ионное травление (очистку) холодного катода. Затем снимают напряжение с токовых вводов, откачивают технологический прибор до высокого вакуума, наполняют кислородом до давления в несколько мм рт.ст. (несколько сотен Па). Меняют полярность постоянного тока на выводах электродов: отрицательный вывод источника присоединяют к выводу анода, положительный вывод - к токоподводу катода. Зажигают газовый разряд между рабочей частью анода и внутренней поверхностью катода. Проводят анодное окисление катода в течение нескольких десятков минут при плотности тока 0,1-0,4 мА/см. Затем откачивают технологический прибор до высокого вакуума, наполняют рабочей лазерной смесью, например гелий-неоновой, до давления в несколько мм рт.ст. (несколько сотен Па), присоединяют отрицательный вывод от источника питания постоянного тока к выводу холодного катода, положительный вывод - к выводу составного анода. Зажигают газовый разряд между рабочей частью составного анода и внутренней поверхностью холодного катода. Проводят тренировку и стабилизацию рабочих свойств холодного катода при рабочих токах в течение времени, достаточного для достижения его стабильных электрических параметров. Далее технологический прибор с рабочим наполнением спаивают с откачного поста и передают на следующую технологическую операцию.
Этот способ также обладает относительно узкой областью применения, что не позволяет обеспечить стабильные характеристики катода. Это вызвано тем, что, согласно этому способу, сначала проводят ионное травление (очистку) холодного катода при давлении неона в несколько мм рт.ст. (несколько сотен Па), затем - анодное окисление холодного катода в течение нескольких десятков минут при плотности тока 0,1-0,4 мА/см. При таких параметрах обработки толщина окисной пленки на рабочей поверхности холодного катода на порядок превышает толщины пленок, пописанных в первом и втором аналогах. Это приводит к повышенным напряжениям горения газового разряда в гелий-неоновых лазерах и, как следствие, к повышенному энергопотреблению. Кроме того, данному способу присущи недостатки, показанные в критике способа, приведенного в первом аналоге. Следует отметить также, что на этапе анодного окисления катода в стеклянном приборе в тлеющем разряде подвергаются, наряду с материалом холодного катода, также оставшиеся на нем загрязнения. Получающиеся в результате окислы с различной по величине работой выхода электронов приводят к непостоянной эмиссии с холодного катода как с его поверхности, так и во времени работы. Это препятствует получению холодных катодов с близкими по величине электрическими параметрами (напряжением горения, напряжением зажигания), определяемыми чистотой и однородностью эмитирующей поверхности.
Наиболее близким по технической сущности к предложенному является способ создания анодной окисной пленки холодного катода газового лазера в тлеющем разряде постоянного тока [RU 2581610, С1, H01J 1/30, 20.04.2016], включающий сборку технологического прибора, установку холодного катода газового лазера и составного анода в конструкцию, напайку на вакуумный пост, проверку на вакуумную плотность, откачку до высокого вакуума, наполнение газом, зажигание тлеющего разряда постоянного тока между рабочей частью составного анода и холодным катодом, ионное травление и анодное окисление холодного катода, тренировку и стабилизацию рабочих свойств холодного катода, при этом, после высоковакуумной откачки технологический прибор наполняют газообразным кислородом, проводят очистку рабочей поверхности холодного катода газового лазера в тлеющем разряде кислорода посредством зажигания и поддержания тлеющего разряда между холодным катодом, находящимся под отрицательным потенциалом напряжения постоянного тока, и составным анодом, после высоковакуумной откачки технологического прибора его наполняют инертным газом с массовым числом не менее 20, проводят ионную очистку рабочей поверхности холодного катода газового лазера в тлеющем разряде инертного газа с массовым числом не менее 20 посредством зажигания и поддержания тлеющего разряда между холодным катодом, находящимся под отрицательным потенциалом напряжения постоянного тока, и составным анодом, после высоковакуумной откачки наполняют технологический прибор газообразным кислородом до давления, превышающего давление наполнения кислородом на этапе очистки рабочей поверхности холодного катода, проводят очистку рабочей поверхности холодного катода газового лазера в тлеющем разряде кислорода посредством зажигания и поддержания тлеющего разряда между холодным катодом, находящимся под отрицательным потенциалом напряжения постоянного тока, и составным анодом, после высоковакуумной откачки наполняют технологический прибор газообразным кислородом, изменяют полярности напряжения, подаваемого на холодный катод газового лазера и составной анод, на противоположные, проводят анодное окисление рабочей поверхности холодного катода газового лазера в тлеющем разряде кислорода посредством зажигания и поддержания тлеющего разряда между холодным катодом, находящимся под положительным потенциалом напряжения постоянного тока, и составным анодом, изменяют полярности напряжения, подаваемого на холодный катод газового лазера и технологический анод, на противоположные, проводят измерение величины напряжения горения в тлеющем разряде газообразного кислорода между холодным катодом, находящимся под отрицательным потенциалом напряжения постоянного тока, и составным анодом при выбранном для измерения напряжения токе разряда в течение минимального времени, достаточного для проведения измерения, после этого меняют полярности напряжения, подаваемого на холодный катод газового лазера и составной анод, на противоположные, продолжают анодное окисление рабочей поверхности холодного катода газового лазера, находящегося под положительным потенциалом в тлеющем разряде кислорода, и заканчивают анодное окисление в тот момент, когда во время очередного измерения напряжения горения после смены полярности величина напряжения горения между холодным катодом, находящимся под отрицательным потенциалом, и технологическим анодом, стабилизируется или пройдет минимум при величине тока разряда, выбранной для измерения напряжения, причем величину тока тлеющих разрядов на всех этапах обработки устанавливают не ниже величины рабочего тока газового лазера, а величину давления газового наполнения технологического прибора на любом этапе обработки устанавливают не выше половины величины давления рабочего наполнения газового лазера.
Наиболее близкое техническое решение обладает относительно узкой областью применения, поскольку не позволяет обеспечить более высокую стабильность характеристик катода в процессе эксплуатации моноблочных газовых лазеров.
Задачей настоящего изобретение является расширение арсенала технических средств, которые могут быть использованы для создания окисной пленки холодного катода газового лазера в тлеющем разряде постоянного тока для обеспечения стабильных характеристик катода в процессе эксплуатации моноблочных газовых лазеров.
Требуемый технический результат заключается в расширении области применения способа с целью обеспечения повышенной стабильности характеристик катода в процессе эксплуатации моноблочных газовых лазеров.
Поставленная задача решается, а требуемый технический результат достигается тем, что, в способе создания окисной пленки холодного катода газового лазера в тлеющем разряде постоянного тока, согласно которому холодный катод газового лазера и составной анод устанавливают в резонатор кольцевого лазера, производят напайку на вакуумный пост, формируют тлеющий разряд постоянного тока между составным анодом и холодным катодом и производят ионное травление и окисление холодного катода с целью тренировки и стабилизации рабочих свойств холодного катода, согласно изобретению, в качестве материала холодного катода используют сплав А1 Д16, а ионное травление и окисление холодного катода производят при давлении 170 Па в кислороде в течение десяти перенаполнений по пять минут при общем токе на холодном катоде 8 мА.
Существенными отличиями предложенного способа от способа-прототипа [6], как и близкого аналога [7] являются:
- отсутствие необходимости использования стеклянных приспособлений для автономного окисления катодов;
- проведение окисление катодов непосредственно в составе резонатора кольцевого лазера, что исключает возможность загрязнения катода при его технологических операциях в стеклянных приспособлениях;
- в отличие от способа-прототипа [6] и близкого аналога [7], обработка холодного катода производится в более щадящем режиме при плотность тока 0,6 мА/см2, давлении кислорода 170 Па и только при десяти переполнениях в кислороде.
На чертеже представлены:
на фиг. 1 - результаты измерения давления рабочей смеси при соотношении He/Ne и напряжения горения двух зеемановский лазерных гироскопов (ЗЛГ) с холодными катодами из сплава А1 АД1 - график 1 и сплава А1 Д16 - график 2 при рабочих токах (суммарный ток на катоде 2.4 мА) и при повышенных токах (суммарный ток на катоде 6 мА);
на фиг. 2 - иллюстрация поведения частоты выходного сигнала ЗЛГ с холодным катодом из А1 Д16 при ресурсных испытаниях в течение 800 часов при токах 2.4 мА в трех температурах (-60°С, 25°С, +60°С).
Способ изготовления окисной пленки холодного катода газового лазера в тлеющем разряде постоянного тока реализуется следующим образом.
Вначале производят установку холодного катода газового лазера и составного анода в конструкцию (в резонатор кольцевого лазера), напайку на вакуумный пост, проверку на вакуумную плотность, откачку до высокого вакуума, наполнение газом, зажигание тлеющего разряда постоянного тока между рабочей частью составного анода и холодным катодом, ионное травление и анодное окисление холодного катода, тренировку и стабилизацию рабочих свойств холодного катода.
В качестве материала холодного катода используют сплав А1 Д16.
При реализации предложенного способа после высоковакуумной откачки резонатор кольцевого лазера наполняют газообразным кислородом, проводят очистку рабочей поверхности холодного катода газового лазера в тлеющем разряде кислорода посредством зажигания и поддержания тлеющего разряда между холодным катодом, находящимся под отрицательным потенциалом напряжения постоянного тока, и составным анодом..
Затем резонатор кольцевого лазера наполняют инертным газом с массовым числом не менее 20, проводят ионную очистку рабочей поверхности холодного катода газового лазера в тлеющем разряде инертного газа с массовым числом не менее 20 посредством зажигания и поддержания тлеющего разряда между холодным катодом, находящимся под отрицательным потенциалом напряжения постоянного тока, и составным анодом.
Ионное травление и анодное окисление холодного катода производят при давлении 170 Па в кислороде в течение десяти перенаполнений по пять минут при общем токе на холодном катоде 8 мА.
Измерения изменения состава рабочей смеси при горении разряда проводились методом эмиссионного спектрального анализа с использованием спектрометра AndorShamrockSR-750.
На фиг. 1 для примера представлены сравнительные результаты по измерению давления рабочей смеси, соотношения He/Ne и напряжения горения двух ЗЛГ с катодами из А1 АД1 и А1 Д16 при рабочих токах (суммарный ток на катоде 2.4 мА) и при повышенных токах (суммарный ток на катоде 6 мА). Катоды окислены на вакуумном посту непосредственно перед проведением операции термовакуммной обработки.
Из фиг. 1 следует, что, как при рабочих токах (2.4 мА в двух ГРП), так и при повышенных токах (6 мА в двух ГРП) в резонаторах с катодами, окисленными на вакуумном посту непосредственно перед проведением операции термовакуумной обработки, не происходит поглощения неона, давление рабочей смеси и напряжение горения остается без изменения.
Следует отметить, что в ЗЛГ с катодом из А1 Д16 напряжение горения на 20-30 В ниже, чем с катодом из А1 АД1. Это говорит о лучших эмиссионных свойствах катодов из А1 Д16 при рабочих токах в ЗЛГ. Меньшие значения напряжений горения в ЗЛГ с катодами из А1 Д16 наблюдались во всех изготовленных датчиках.
Были проведены ресурсные испытания партии ЗЛГ с катодами из А1 Д16 в течение 800 часов при токах 2.4 мА в трех температурах (-60°С, 25°С, +60°С).
На фиг. 2 показано поведение частоты выходного сигнала одного из ЗЛГ.
Результаты испытаний показали, что напряжение горения, параметры выходных параметров также остались без изменений.
По результатам данной работы в серийное производство был внедрен катод из сплава А1 Д16 и технология его внутрирезонаторного окисления, позволившая существенно сократить трудоемкость при подготовке катода к сборке кольцевого лазера ЗЛГ и повысить его эксплуатационные качества. В частности, катоды из сплава А1 Д16 обладают повышенной механической прочностью, что имеет большое значения для ЗЛГ, к которым предъявляются высокие требования по стойкости к внешним механическим воздействиям.
Таким образом, благодаря усовершенствованию известного способа достигается требуемый технический результат, заключающийся в расширении области применения способа с целью обеспечения повышенной стабильности характеристик катода в процессе эксплуатации моноблочных газовых лазеров.
Источники информации, принятые во внимание
1. RU 2419913, C1, H01J 1/30, 27.05.2011.
2. RU 2175804, С1, H01S 3/09, 20.11.2001.
3. М. Праттон. Введение в физику поверхности. - Ижевск: НИЦ «Регулярная и хаотическая динамика», 2000. - 256 стр.
4. RU 2525856, C1, H01J 9/02, 20.08.2014.
5. Никифоров Д.К. Эмигрирующие тонкопленочные структуры А1-Al2O3 и Ве-ВеО в условиях ионно-электронной бомбардировки, автореферат диссертации на соискание ученой степени кандидата физико-математических наук, М., 2006.
6. RU 2581610, Cl, H01J 1/30, 20.04.2016.
7. US 3860310, А, 14.01.1975.
Способ создания окисной пленки холодного катода газового лазера в тлеющем разряде постоянного тока, согласно которому холодный катод газового лазера и составной анод устанавливают в резонатор кольцевого лазера, производят напайку на вакуумный пост, формируют тлеющий разряд постоянного тока между составным анодом и холодным катодом и производят ионное травление и окисление холодного катода с целью тренировки и стабилизации рабочих свойств холодного катода, отличающийся тем, что в качестве материала холодного катода используют сплав А1 Д16, а ионное травление и окисление холодного катода производят при давлении 170 Па в кислороде в течение десяти перенаполнений по пять минут при общем токе на холодном катоде 8 мА.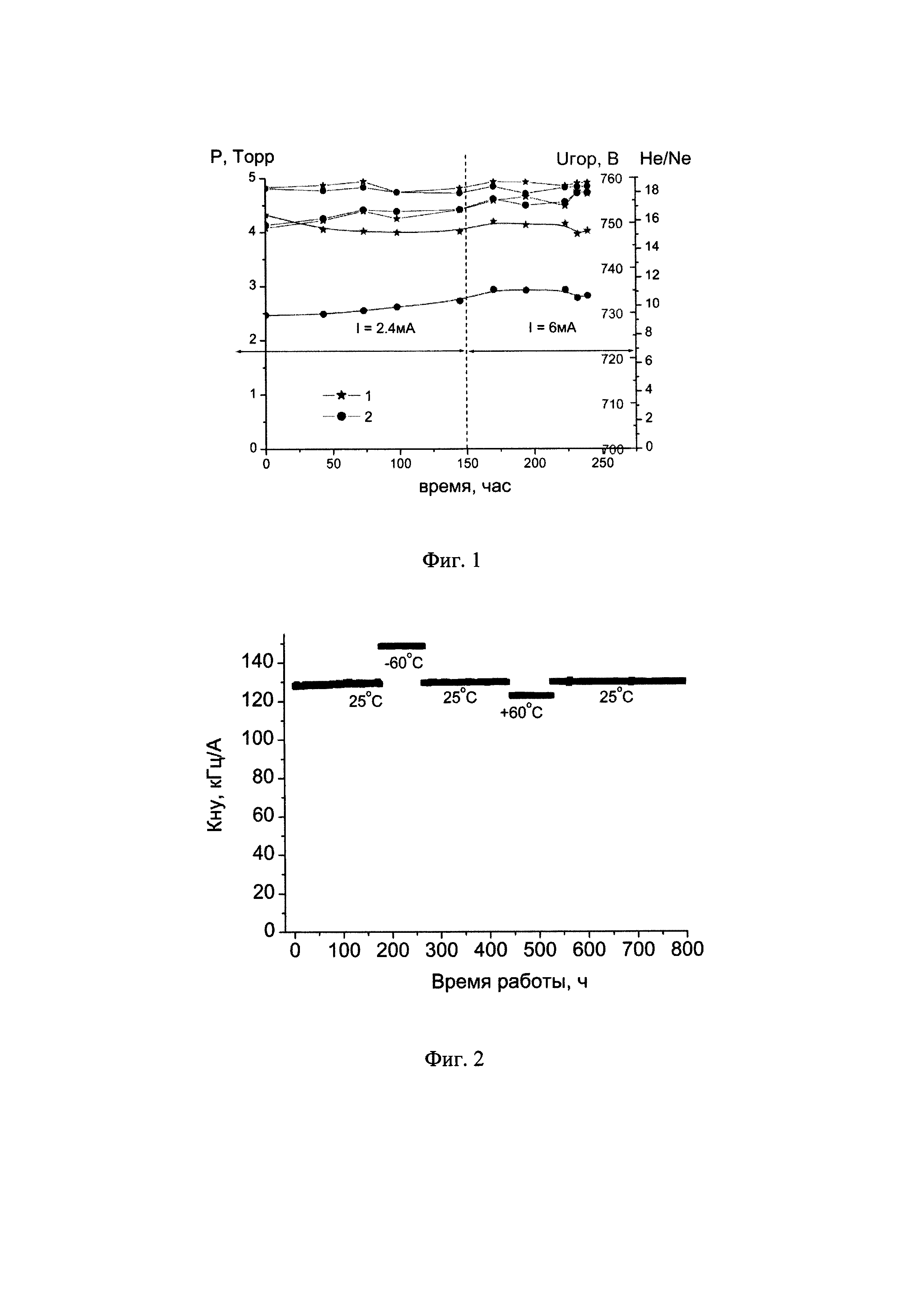
Система регулировки периметра зеемановского лазерного гироскопа
Устройство для удаления растворенных газов из изоляционного компаунда
Способ упрочнения оптического контакта диэлектрических поверхностей лазерного гироскопа и генератор струи плазмы для его реализации
Способ контроля состояния конструкции инженерно-строительного сооружения
Лазер с продольной накачкой
Лазер
Способ определения толщины окисной плёнки алюминия в процессе анодного окисления холодного катода в тлеющем разряде кислорода
Твердотельный лазер
Импульсный твердотельный лазер
Твердотельный лазер с модуляцией добротности
Способ герметичного соединения стеклокерамики с металлической деталью
Лазерный целеуказатель-дальномер
Способ измерения угловых перемещений лазерным гироскопом
Технологический прибор для обработки полого холодного катода в газовом разряде
Способ измерения угловых перемещений лазерным гироскопом
Способ измерения угловых перемещений лазерным гироскопом со знакопеременной частотной подставкой
Способ измерения угловых перемещений лазерным гироскопом
Способ контроля герметичности отсоединенных от вакуумного поста моноблочных газовых лазеров методом эмиссионного спектрального анализа
Способ определения погрешностей инерциальных измерительных приборов при испытаниях на ударные и вибрационные воздействия
Способ уменьшения магнитного дрейфа зеемановских лазерных гироскопов

