Результат интеллектуальной деятельности: Способ формования оптических сложнопрофильных изделий
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технике переработки листовых заготовок из прозрачных термопластов для получения изделий остекления самолетов, вертолетов и других транспортных средств.
Известен контактный метод формования изделий с повышенными оптическими характеристиками, основанный на использовании подкладного листа толщиной 2-5 мм той же марки, что и основной лист. (М. М. Гудимов, Б. В. Перов. Органическое стекло. М., Химия, 1981, с.143-151). При этом для уменьшения трения между основным и подкладным листом наносится смазка. Назначение подкладного листа воспринимать отпечатки облицовочной поверхности формы, способствуя тем самым сохранению оптических характеристик основного формуемого листа. Недостатком известного способа является то, что он не дает возможности формования сложнопрофильных изделий с поднутрениями вакуумно-контактным способом, так как вакуумным разряжением к поверхности формы будет притягиваться только подкладной лист.
Наиболее близким к изобретению является способ пневмовакуумного формования сложнопрофильных изделий, основанный на использовании эластичной мембраны, нанесенной на листовую заготовку в качестве прослойки между формой и листовой заготовкой, патент SU 1650463, МПК В 29С 51/10, публ. 23.05.1991. Лист органического стекла располагают горизонтально и со стороны формообразующей поверхности формируют эластичную мембрану методом полива жидкой эластомерной композиции с последующим отверждением. Затем листовая заготовка устанавливается в формующую оснастку с размещением эластичной мембраны со стороны формообразующей поверхности матрицы. Далее листовая заготовка вместе с мембраной нагревается до температуры формования и формуется на матрицу пневмовакуумным способом.
Недостатком данного способа является длительность процесса подготовки к формованию и требования, предъявляемые к эластичной мембране. Так, термостойкость мембраны должна быть выше температуры формования органического стекла, максимальный уровень деформации отвержденной мембраны должен быть также выше уровня деформации стекла при формовании, а вязкость эластомерной композиции должна обеспечивать ее равномерное растекание по поверхности листа. Также ввиду высокой активности поликарбоната к взаимодействию с другими веществами использование данного способа приведет лишь к ухудшению исходных оптических характеристик листовой заготовки из поликарбоната. Задачей изобретения обеспечение изготовления сложнопрофильных изделий с поднутрениями с высокими оптическими характеристиками за счет снижения оптических искажений.
Для достижения задачи изобретения предложен:
1. Способ формования оптических сложнопрофильных изделий, включающий нагрев листовой заготовки с эластичной прокладкой с последующим вакуумным формованием, отличающийся тем, что собирают пакет из листовой заготовки покрытой защитной полиэтиленовой пленкой, жертвенного листа и эластичной прокладки из шероховатой склеивающей термопластичной пленки между ними, создают вакуум между заготовкой и жертвенным листом, нагревают пакет с последующим формованием вакуумно-контактным способом до получения необходимой конфигурации изделия, разбирают пакет и убирают эластичную прокладку, при этом листовая заготовка и жертвенный лист выполнены из одинакового материала.
2. Способ по п. 1, отличающийся тем, что в качестве листовой заготовки и жертвенного листа используют поликарбонат, либо полиметилметакрилат.
3. Способ по п.,п. 1, 2, отличающийся тем, что в качестве склеивающей термопластичной пленки используется полиуретановая, либо этиленвинилацетатная, либо поливинилбутиральная пленка.
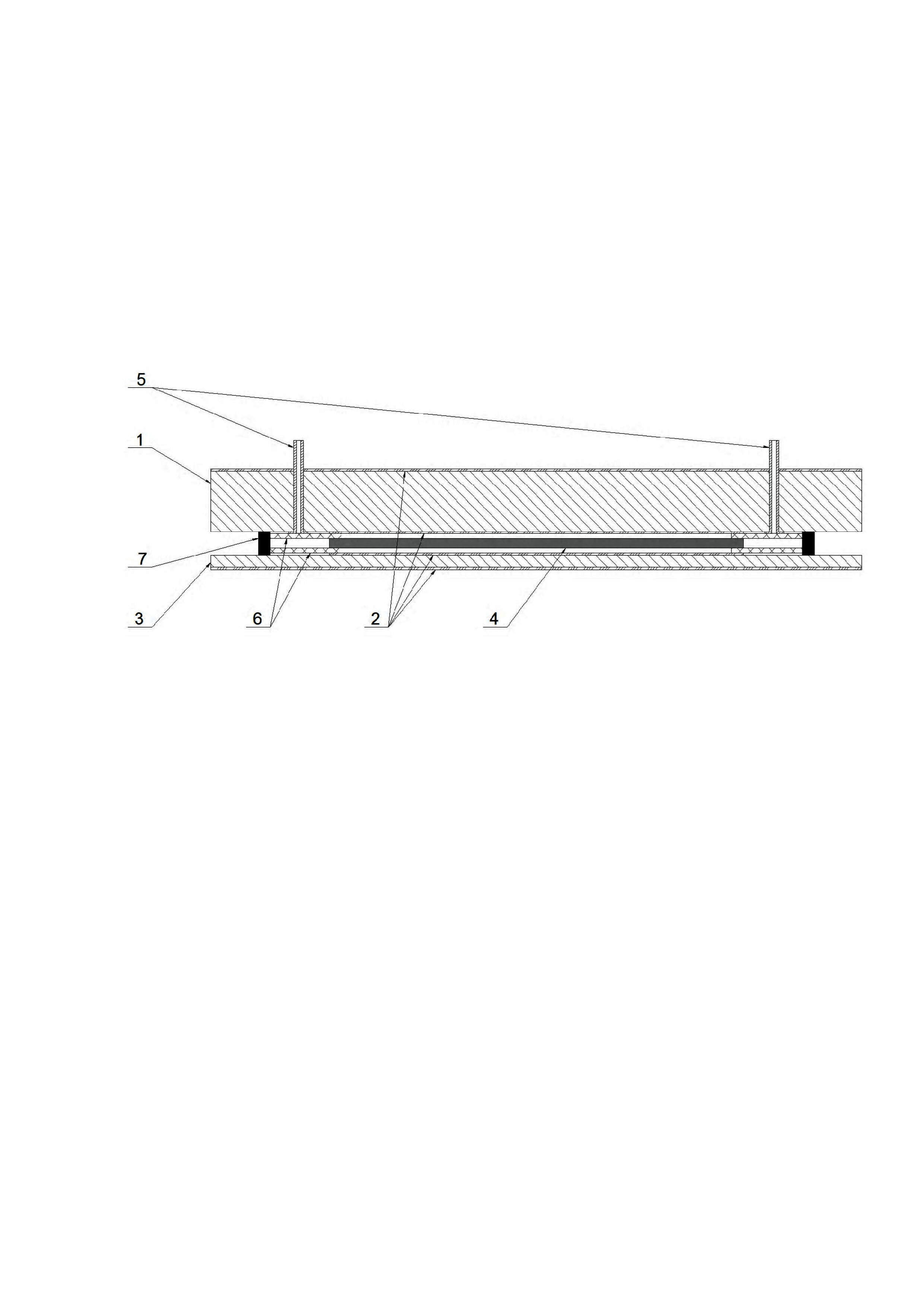
Предлагаемая реализация способа иллюстрируется фигурой.
Собирают пакет из листовой заготовки 1, покрытой полиэтиленовой пленкой 2 и жертвенного листа 3, между которыми прокладывают эластичную прокладку 4. На листовую заготовку устанавливают вакуумные штуцеры 5 и вакуумные трансляторы 6. Эластичная прокладка укладывается таким образом, чтобы вакуумные трансляторы лишь частично пересекались подложкой. На внутренних поверхностях листовой заготовки и жертвенного листа по периметру и в зоне установки вакуумного штуцера и тканевых трансляторов удаляют защитную полиэтиленовую пленку.
Листовую заготовку и жертвенный лист по периметру склеивают между собой с помощью абриса 7 и между ними через штуцеры 6 создают вакуум не более -0,95, в результате чего листовая заготовка и жертвенный лист прижимаются друг к другу. Далее, сохраняя вакуум, пакет нагревают до температуры формования и формуют любым контактным способом так, чтобы жертвенный лист находился на матрице. После охлаждения сформованную заготовку обрезают по периметру с припуском. Жертвенный лист и листовую заготовку разъединяют и удаляют эластичную прокладку.
Использование эластичной прокладки из склеивающей термопластичной пленки с шероховатой поверхностью, например из полиуретана или элиленвинилацетата, позволяет до нагрева использовать ее в качестве вакуумного транслятора для откачки воздуха между листовой заготовкой и жертвенным листом, что способствует их равномерному прижатию друг к другу. Во время нагрева пакета склеивающая пленка размягчается и выполняет роль подложки между листовой заготовкой и жертвенным листом. Благодаря склеивающей способности пленки в размягченном состоянии и созданию вакуума, листовая заготовка и жертвенный лист прижаты друг к другу на протяжении всего этапа формования. Во время формования отпечатки поверхности матрицы остаются только на жертвенном листе, а листовая заготовка соприкасается только с мягкой поверхностью склеивающей пленки, которая защищает его от образования оптических дефектов.
Наличие полиэтиленовой пленки на листовой заготовке позволяет разъединить листовую заготовку и эластичную прокладку вместе с полиэтиленовой пленкой после формования, так как эластичная прокладка при нагревании приклеится к полиэтиленовой пленке, а не к листовой заготовке. В тоже время полиэтиленовая пленка позволяет защитить поверхность листовой заготовки от взаимодействия с шероховатой склеивающей пленкой, тем самым сохранить исходные оптические характеристики листовой заготовки.
Необходимость использования жертвенного листа из того же материала что и листовая заготовка обусловлена их одинаковой температурой размягчения а, следовательно, одинаковой пластичностью во время формования.
Это позволяет использовать способ при вакуумно-контактном методе формования сложнопрофильных изделий с поднутрениями с обеспечением оптических характеристик.
Пример 1. Необходимо получить изделие с нерезкостью изображения не более 8 угловых минут из прозрачного листа поликарбоната с заданной сложной кривизной поверхности. Заданные геометрические размеры листа: толщина 12±1 мм, габариты 1200×800 мм, максимальная стрела прогиба 600мм.
Используются листы поликарбоната торговой марки «Lexan» изготовленные фирмой «General Electric Plastics» (US). Листовая заготовка толщиной 12±0,1 и жертвенный лист толщиной 3±0,1 мм размерами 2050×1300 мм. Для подложки между ними используется склеивающая полиуретановая пленка Dureflex А4700.
По краям заготовки и жертвенного листа, только на одной из двух поверхностей, убирается защитная полиэтиленовая пленка, по длинной стороне шириной 40 мм, по короткой 180 мм. По краю листовой заготовки приклеивается абрис шириной 40 мм, по длинной стороне без отступа от края, по короткой стороне с отступом 70 мм от края. Посередине коротких сторон, с отступом 30 мм от абриса к центру, устанавливаются вакуумные штуцеры. Вдоль коротких сторон укладываются полосы тканевого транслятора шириной 90 мм таким образом, чтобы транслятор попадал на вакуумный штуцер и на 20 мм пересекался с защитной полиэтиленовой пленкой. Далее на листовую заготовку, поверх защитной полиэтиленовой пленки укладывается склеивающая полиуретановая пленка Dureflex А4700 таким образом, чтобы она на 20 мм пересекалась с тканевым транслятором. Вдоль коротких сторон укладывается еще один слой тканевого транслятора, поверх первого. Затем к листовой заготовке на абрис приклеивают жертвенный лист, таким образом, чтобы сторона с обрезанной защитной полиэтиленовой пленкой оказалась внутри. Между заготовками, через штуцеры создают вакуум не более -0,95. Собранный пакет закрепляют в оснастке для формования, помещают в термостат и нагревают до температуры размягчения поликарбоната 155±2°С,
выдерживают при этой температуре 30 минут и формуют изделие вакуумно-контактным методом. Затем термостат охлаждают инерционно до комнатной температуры. После охлаждения сформованный пакет извлекается из оснастки и заготовки обрезаются по периметру будущего изделия с припуском 40 мм. Жертвенный лист и листовая заготовки разъединяются, а склеивающая полиуретановая пленка удаляется вместе с защитной полиэтиленовой пленкой. В результате изготовлена основная заготовка изделия остекления с нерезкостью изображения не более 5 угловых минут.
Пример 2. Необходимо получить изделие с нерезкостью изображения не более 10 угловых минут из прозрачного листа полиметилакрелата с заданной сложной кривизной поверхности. Заданные геометрические размеры листа: толщина 9±1 мм, габариты 1030×800 мм, максимальная стрела прогиба 400 мм.
Используются листы полиметилакрелата. Листовая заготовка толщиной 9±0,1 и жертвенный лист толщиной 3±0,1 мм размерами 1450×1300 мм. Для подложки между ними используется склеивающая этиленвинилацетатная пленка.
Сборка, нагрев и формование осуществляемся как в примере 1. В результате изготовлена заготовка изделия остекления с нерезкостью изображения не более 8 угловых минут.
Пример 3. Необходимо получить изделие с нерезкостью изображения не более 12 угловых минут из прозрачного листа поликарбоната с заданной сложной кривизной поверхности. Заданные геометрические размеры листа: толщина 15±1 мм, габариты 1430х820 мм, максимальная стрела прогиба 650мм.
Используются листы поликарбоната торговой марки «Novattro» изготовленные фирмой «СафПласт» (RU). Листовая заготовка толщиной 15±0,1 и жертвенный лист толщиной 1,5±0,1 мм размерами 2180×1300 мм. Для подложки между ними используется склеивающая поливинилбутеральная пленка.
Сборка, нагрев и формование осуществляемся как в примере 1. В результате изготовлена заготовка изделия остекления с нерезкостью изображения не более 10 угловых минут.
Предлагаемый способ позволяет получать изделия остекления со сложной кривизной поверхности и высокими оптическими характеристиками. Величина нерезкости изображения у полученных изделий ниже требуемых значений и не превышает 10 угловых минут.
Способ управления нагревом при тепловых испытаниях керамических обтекателей
Способ изготовления изделий из эпоксидно-керамического материала
Оснастка для формования крупногабаритных изделий из композиционного материала
Способ изготовления термостойкой керамики
Способ ультразвукового неразрушающего контроля качества изделий из стеклопластиков
Способ соединения керамического изделия с металлическим шпангоутом
Способ получения изделий из стеклокристаллического материала литийалюмосиликатного состава
Способ обезгаживания и активирования газопоглотителя в рентгеновской трубке и катод рентгеновской трубки для его осуществления
Вакуумный пост для изготовления электровакуумного прибора
Способ моллирования листового стекла
Способ ремонта элементов остекления летательных аппаратов из органического стекла
Установка моллирования стеклянных полусфер
Способ формования изделий из полимерных материалов

