Результат интеллектуальной деятельности: Способ получения спеченных изделий из изостатически спресованных электроэрозионных нанокомпозиционных порошков свинцовой бронзы
Вид РИД
Изобретение
Изобретение относится к способам получения спеченных изделий из бронзовых сплавов, в которых используются порошки связующей фазы со сферическими неагломерированными частицами, и может быть использовано при изготовлении изделий общего машиностроительного назначения.
Известен способ получения пористых материалов на основе меди (авторское свидетельство СССР № 1639888, МПК B22F 3/12, С22С 1/08, С22С 1/09, опубл. 07.04.1991), включающий приготовление шихты, прессование заготовок и их спекание в восстановительной среде. Шихту приготавливают из смеси порошка и волокна меди при отношении среднего размера частиц порошка к диаметру волокна 1-2 и при содержании волокна в смеси 50-90 об. %. Давление прессования Р определяют по формуле Р 142-91X+27Х2 МПа, где X - содержание волокна в шихте, доли единицы. Способ позволяет получить изделия пористостью более 30% с низкой усадкой при спекании (в пределах 1%).
Известен способ изготовления изделий из порошковых алюминиевых бронз (Патент РФ №2032494, МПК B22F 3/12). Сущность изобретения заключается в смешении с индустриальным маслом шихты, содержащей не менее 87 мас. % порошка меди с добавками не менее 5 мас. % алюминия и других легирующих элементов, с последующим спеканием прессовок в воздушной среде при температуре в камере печи 600-750°C, в режиме самовозгорания с последующей закалкой в масле, служащей также и пропиткой пористых подшипников в масле.
Недостатком известных способов является многооперационность технологического процесса, а также наличие высокой пористости в материале изделия при использовании указанных режимов спекания и невысокие в связи с этим физико-механические свойства.
В основу изобретения положена задача осуществить такое получение порошкового материала для спекания, чтобы было обеспечено снижение затрат и повышение эффективности процесса спекания, а также уменьшение пористости.
Поставленная задача решается тем, что упомянутый порошок получается электроэрозионным диспергированием отходов свинцовой бронзы (ГОСТ 493-79) в дистиллированной воде на установке ЭЭД при следующих параметрах: частота следования импульсов 95…105 Гц; напряжение на электродах 190…200 В и емкость конденсаторов 65,5 мкФ, затем полученный порошок подвергали изостатическому прессованию в течение двух минут при давлении 250 МПа, а затем скомпактированные образцы в трубчатой раскладной печи Nabertherm RS 80/300/13/P470 спекали в течение 12 часов при температуре 827°C (1100 К) в среде аргона.
Получаемые этим способом порошковые материалы имеют в основном сферическую форму частиц. Причем, изменяя электрические параметры процесса диспергирования (напряжение на электродах, емкость конденсаторов и частоту следования импульсов) можно управлять шириной и смещением интервала размера частиц, а также производительностью процесса.
На фигуре 1 представлена схема процесса ЭЭД, на фигуре 2 показана схема процесса изостатического прессования, на фигуре 3 - микроструктура спеченного изделия, на фигуре 4 - элементный состав спеченного изделия, на фигуре 5 - дифрактограмма спеченного образца, на фигуре 6 - гистограмма распределения пор по размеру.
Порошковый материал получали в следующей последовательности.
На первом этапе производили сортировку отходов, их промывку, сушку, обезжиривание и взвешивание. Реактор заполняли рабочей средой - дистиллированной водой, отходы загружали в реактор. Монтировали электроды. Смонтированные электроды подключали к генератору. Устанавливали необходимые параметры процесса: частоту следования импульсов, напряжение на электродах, емкость конденсаторов.
На втором этапе - этапе электроэрозионного диспергирования включали установку. Процесс ЭЭД представлен на фигуре 1. Импульсное напряжение генератора 1 прикладывается к электродам 2 и далее к отходам 3 (в качестве электродов так же служили соответственно отходы свинцовой бронзы) в реакторе 4. При достижении напряжения определенной величины происходит электрический пробой рабочей среды 5, находящийся в межэлектродном пространстве, с образованием канала разряда. Благодаря высокой концентрации тепловой энергии, материал в точке разряда плавится и испаряется, рабочая среда испаряется и окружает канал разряда газообразными продуктами распада (газовым пузырем 6). В результате развивающихся в канале разряда и газовом пузыре значительных динамических сил, капли расплавленного материала выбрасываются за пределы зоны разряда в рабочую среду, окружающую электроды, и застывают в ней, образуя каплеобразные частицы порошка 7. Регулятор напряжения 8 предназначен для установки необходимых значений напряжения, а встряхиватель 9 передвигает один электрод, что обеспечивает непрерывное протекание процесса ЭЭД.
На третьем этапе проводится выгрузка рабочей жидкости с порошком из реактора.
На четвертом этапе происходит выпаривание раствора, его сушка, взвешивание, фасовка, упаковка. Затем полученный порошок прессовали и спекали.
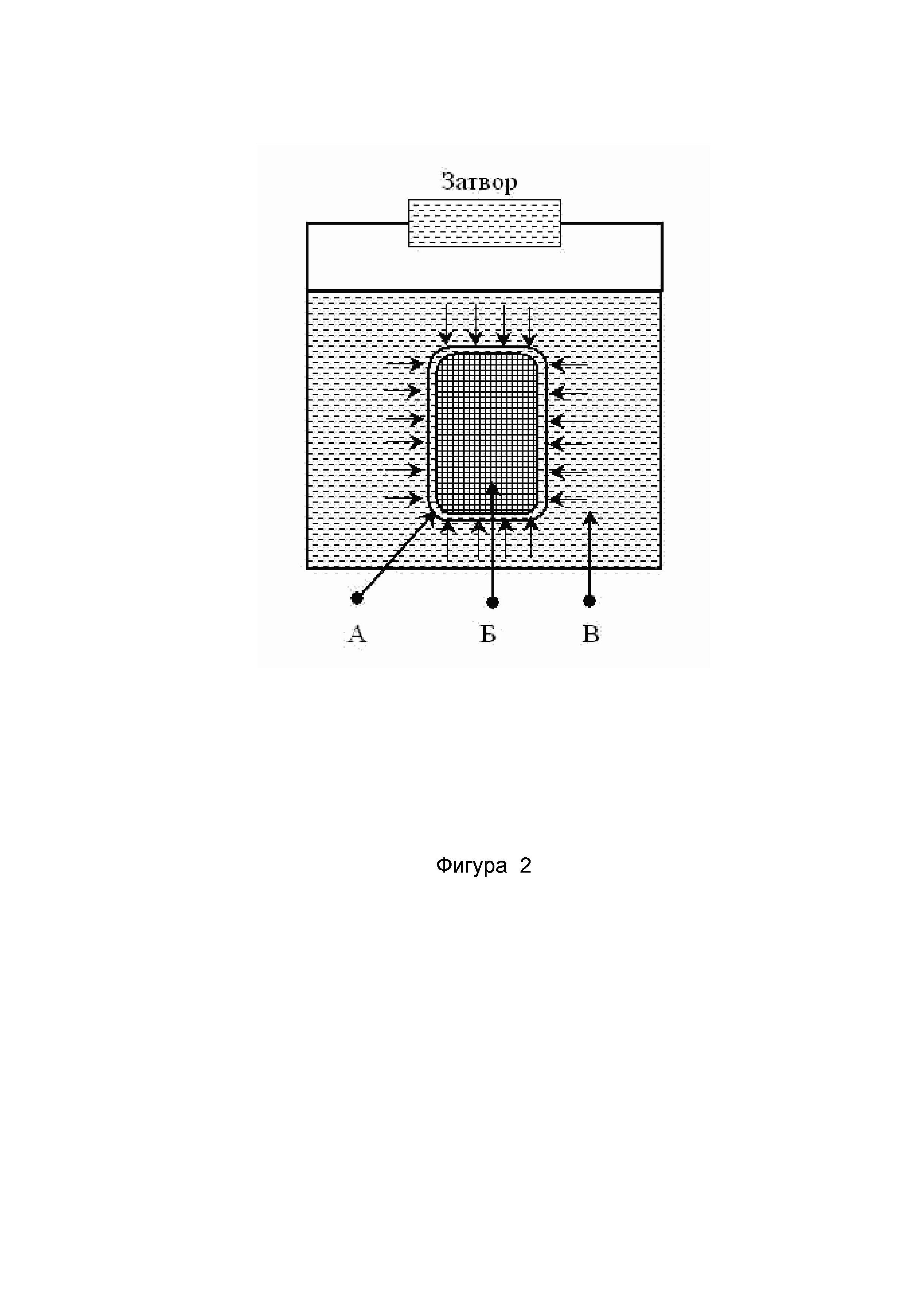
Для получения компактированных материалов был использован изостатический пресс EPSI CIP 400-200*1000Y. Схема процесса прессования изображена на фигуре 2. Согласно схеме 10 - затвор, 11 - резиновая форма, 12 - компактируемая заготовка, 13 - рабочая жидкость (вода).
К достоинствам метода холодного изостатического прессования относят: равномерность распределения давления и плотности в заготовке за счет всестороннего (изостатического) сжатия, отсутствие потерь на трение и необходимости в пластификаторах; отсутствие коробления при спекании, произвольные соотношения высоты и поперечного сечения заготовок.
Скомпактированные образцы в трубчатой раскладной печи Nabertherm RS 80/300/13/Р470, температура максимальная 1300°C спекали в течение 12 часов при температуре 827°C (1100 К) в среде аргона.
При этом достигается следующий технический результат: получение спеченных изделий из изостатически спрессованных электроэрозионных нанокомпозиционных порошков свинцовой бронзы с частицами правильной сферической формы с невысокими энергетическими затратами и экологической чистотой процесса. При этом значительно уменьшается пористость и шероховатость, а также увеличивается твердость полученных спеченных изделий.
Пример 1.
Для получения порошков из отходов свинцовой бронзы методом электроэрозионного диспергирования в дистиллированной воде использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК C22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. - №2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. №13). При получении порошка использовали следующие параметры установки: отходы свинцовой бронзы диспергировали при напряжении на электродах 190-200 В, емкости разрядных конденсаторов 65 мкФ, частоте следования импульсов 95-105 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Для получения компактированных материалов был использован изостатический пресс EPSI CIP 400-200*1000Y. На первом этапе прессования порошок помещали в гибкую резиновую форму и предварительно вручную уплотняли до плотности 3,1847 г/см3. Далее образцы помещали в рабочую камеру пресса при температуре 18°C, давление нагнетали до необходимой величины, при этом давлении образец выдерживался в течение 2 мин, после чего давление сбрасывали до атмосферного и скомпактированные образцы извлекали из резиновой формы. Были использованы следующие давления изостатического прессования 250 МПа.
Скомпактированные образцы в трубчатой раскладной печи Nabertherm RS 80/300/13/Р470, температура максимальная 1300°C спекали в течение 12 часов при температуре 827°C (1100 К) в среде аргона.
Полученное спеченное изделие исследовали различными методами.
Методом оптической микроскопии было проведено исследование микроструктуры образцов (по поперечному шлифу). Поверхность образца шлифовали и полировали. Шлифование производили металлографической бумагой с крупным (№№60-70) и мелким зерном (№№220-240). В процессе шлифования образец периодически поворачивали на 90°. В процессе шлифования зафиксирована рыхлость краев образцов, которая приводила к откалыванию частиц и разрушению поверхности шлифа. Смывали частицы абразива водой и подвергали полированию на круге суспензиями из оксидов металла (Fe3O4, Cr2O3, Al2O3). После достижения зеркального блеска, поверхность шлифа промывали водой, спиртом и просушивали фильтровальной бумагой.
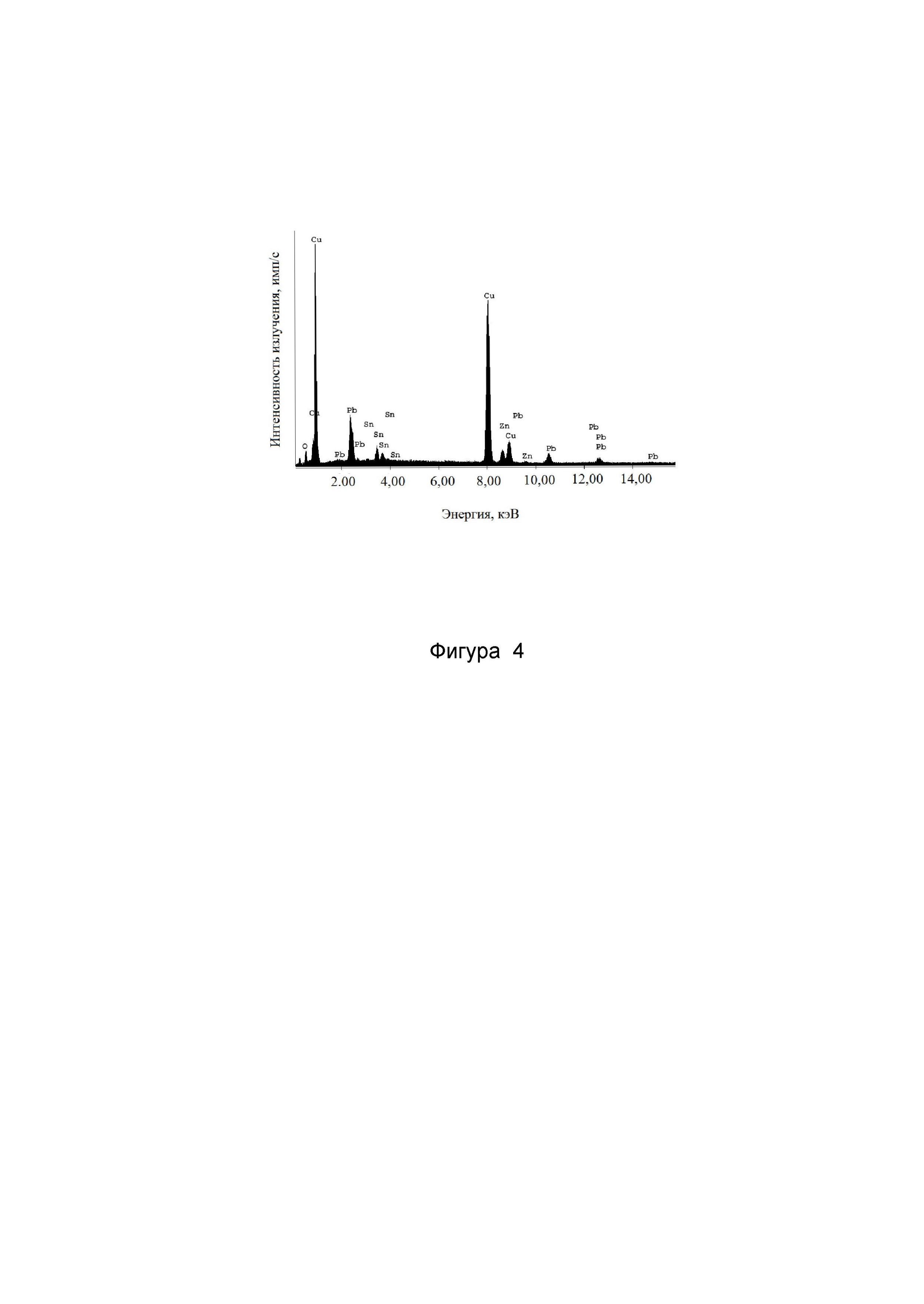
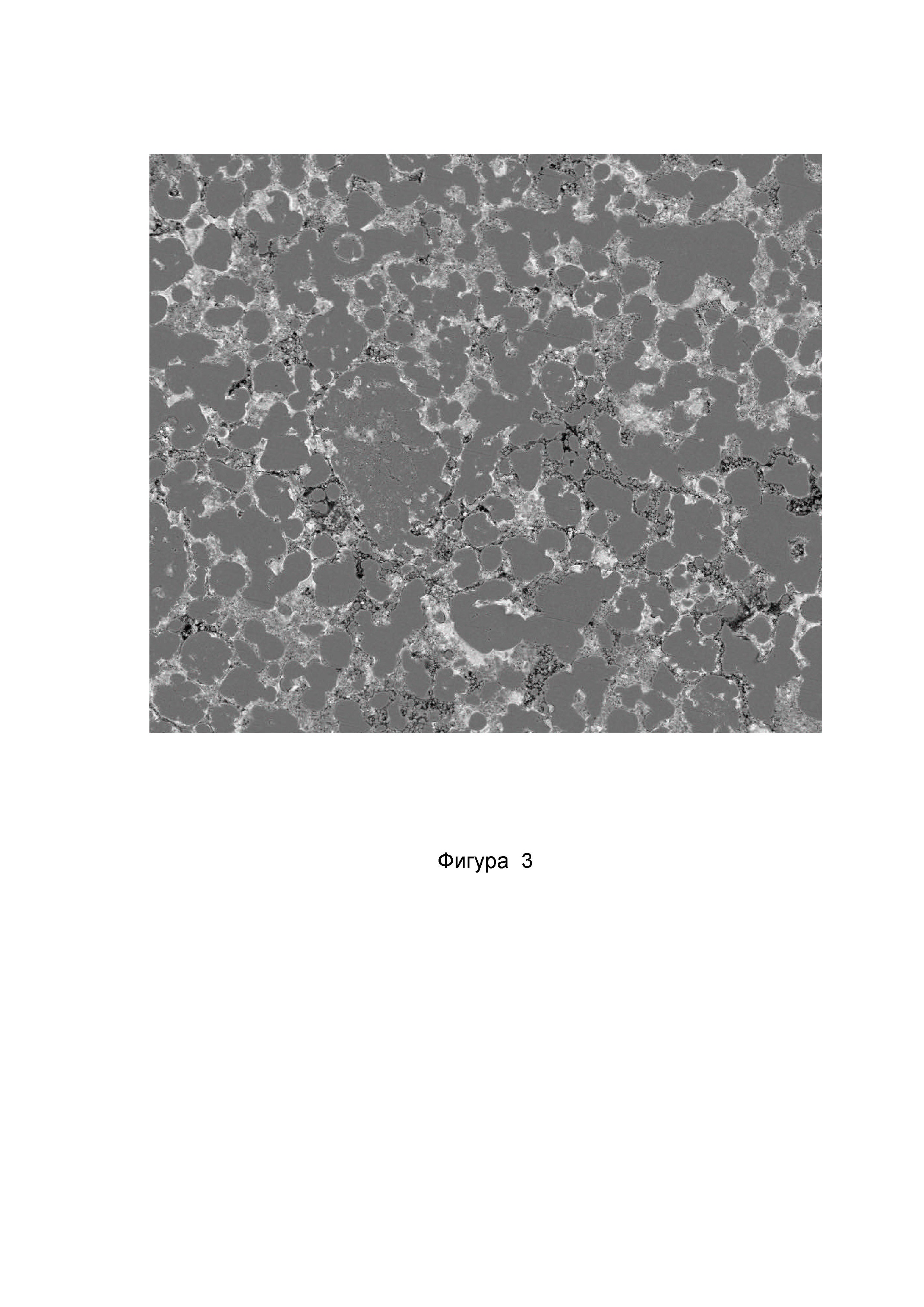
Для изучения элементного состава и морфологии полученного спеченного изделия с помощью энергодисперсионного анализатора рентгеновского излучения фирмы EDAX, встроенного в растровый электронный микроскоп «QUANTA 200 3D», были получены спектры характеристического рентгеновского излучения в различных точках на поверхности образца и по поперечному шлифу. Микроструктура спеченного образца представлена на фигуре 3. Элементный состав спеченного образца представлен на фигуре 4. Установлено что основными элементами являются Cu (64,09%); Pb (19,99%); Zn (5,98%); Sn (5,55%).
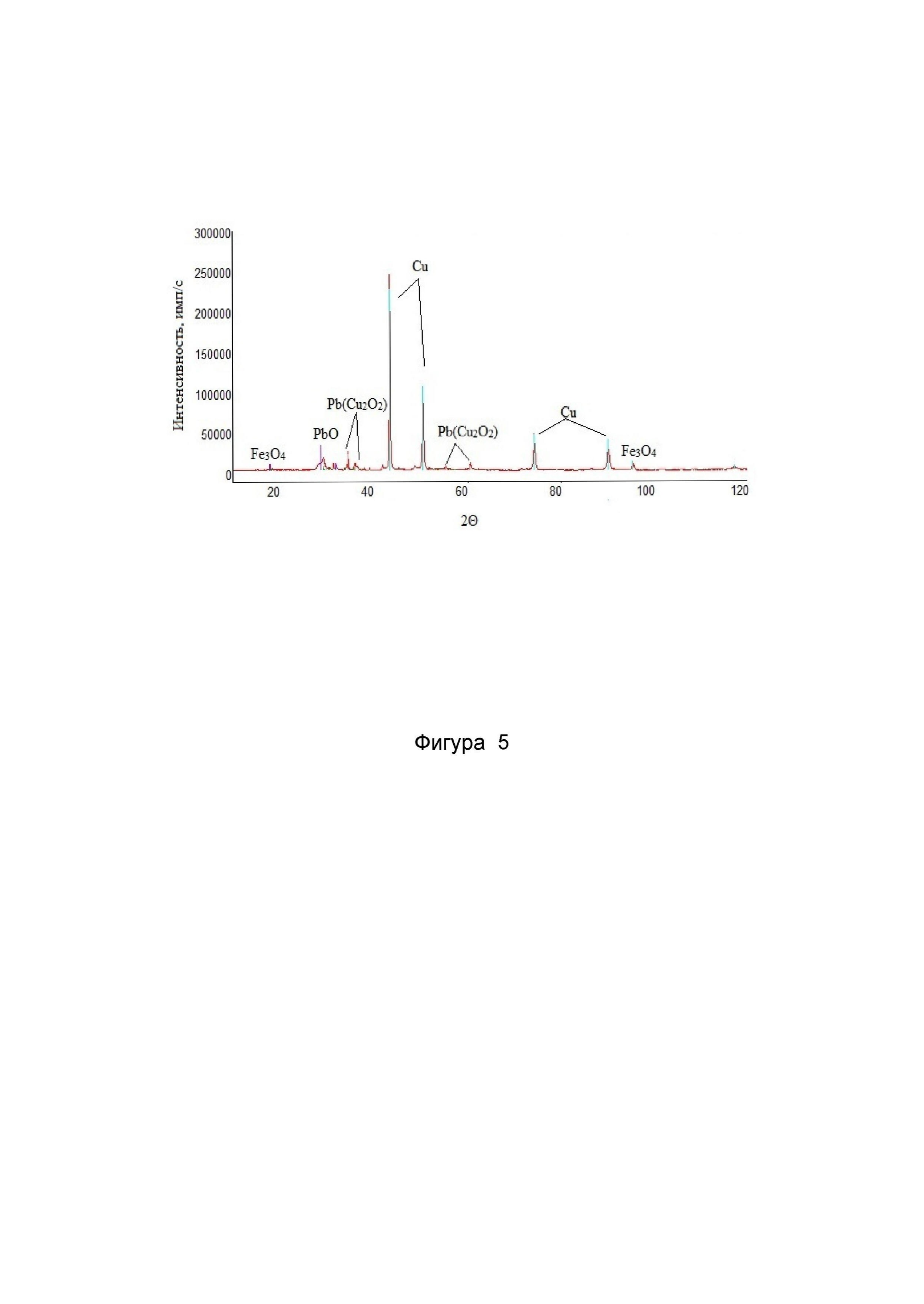
Исследование фазового состава спеченного образца проводили методом рентгеновской дифракции на дифрактометре Rigaku Ultima IV в излучении Cu-Kq (длина волны X=0.154178 нм) с использованием щелей Соллера. На основании фигуры 5 было установлено, что основными фазами в спеченном образце являются Си, Pb(Cu2O2), PbO, Fe3O4.
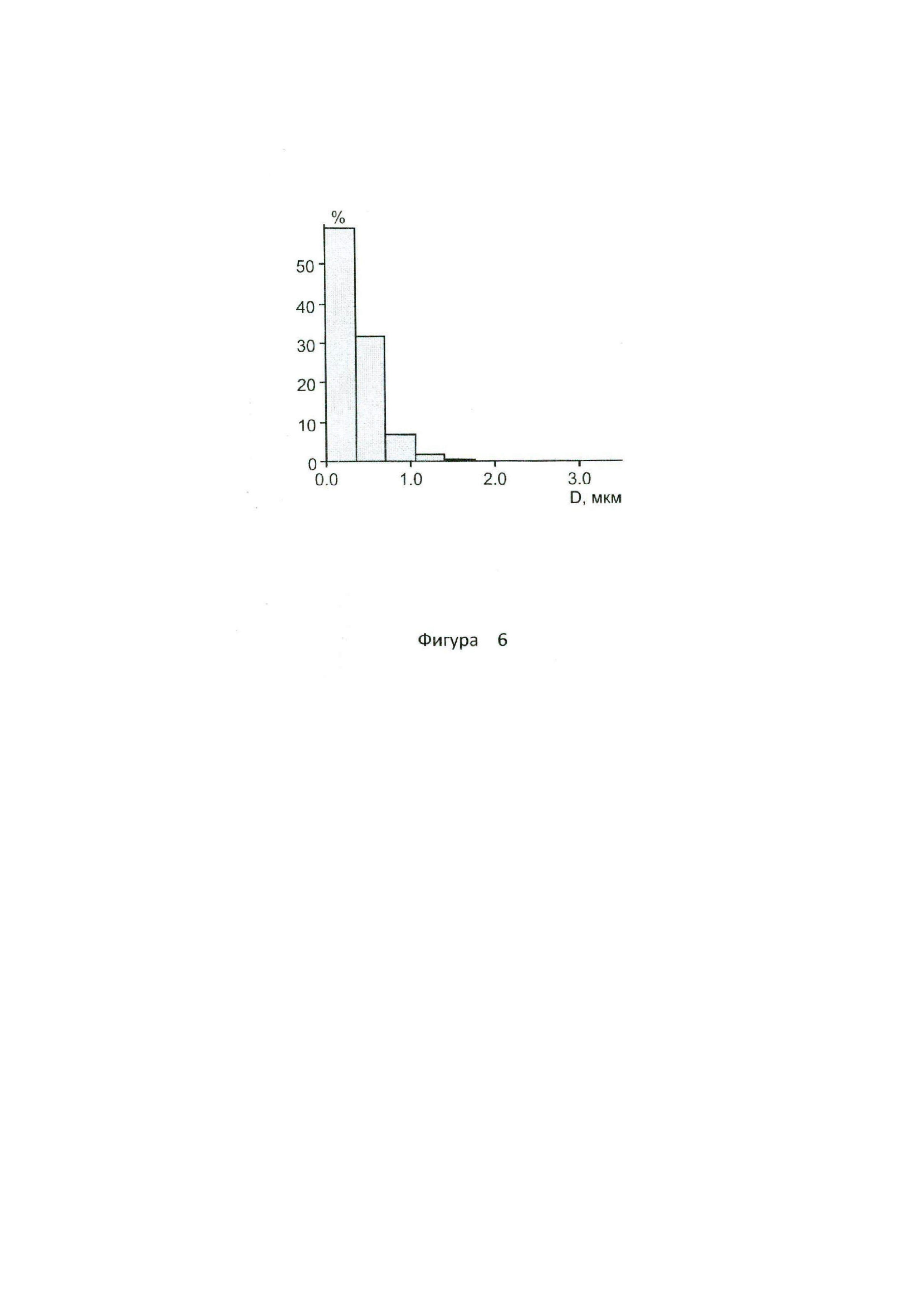
Пористость определяли с помощью оптического инвертированного микроскопа Olympus GX51 с программным обеспечением для количественного анализа изображения. Подготовленные образцы не имели следов шлифования, полирования или выкрашивания структурных составляющих. Шлиф изготовляли по поперечному сечению (излому) целого изделия или части его площадью <2 см2, по "siams Photolab", которым оснащен микроскоп, разработано с учетом специфики применения методов цифровой микроскопии и анализа изображений для металлографического анализа соединений. Результаты исследования пористости представлены на фигуре 6, пористость составляет 1,44%.
Испытания твердости образцов по поверхности и поперечному шлифу проводили с помощью автоматической системы анализа микротвердости DM-8 по методу микро-Виккерса при нагрузке на индентор 50 г по десяти отпечаткам со свободным выбором места укола в соответствии с ГОСТом 9450-76 (Измерение микротвердости вдавливанием алмазных наконечников). Время нагружения индентора составило 15 с. В результате средняя твердость составила 54,05 HV.
Пример 2.
Для получения порошков из отходов свинцовой бронзы методом электроэрозионного диспергирования в дистиллированной воде использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК C22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. - №2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. №13). При получении порошка использовали следующие параметры установки: отходы свинцовой бронзы диспергировали при напряжении на электродах 190-200 В, емкости разрядных конденсаторов 65 мкФ, частоте следования импульсов 95-105 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Для получения компактированных материалов был использован изостатический пресс EPSI CIP 400-200*1000Y. На первом этапе прессования порошок помещали в гибкую резиновую форму и предварительно вручную уплотняли до плотности 3,1847 г/см3. Далее образцы помещали в рабочую камеру пресса при температуре 18°C, давление нагнетали до необходимой величины, при этом давлении образец выдерживался в течение 1 мин, после чего давление сбрасывали до атмосферного и скомпактированные образцы извлекали из резиновой формы. Были использованы следующие давления изостатического прессования 150 МПа.
При данных режимах порошковый материал не спрессовался.
Пример 3.
Для получения порошков из отходов свинцовой бронзы методом электроэрозионного диспергирования в дистиллированной воде использовали установку ЭЭД (Пат. 2449859 Российская Федерация, МПК C22F 9/14, С23Н 1/02, B82Y 40/00. Установка для получения нанодисперсных порошков из токопроводящих материалов [Текст] / Агеев Е.В. и [др.]; заявитель и патентообладатель Юго-Зап. гос. ун-т. - №2010104316/02; заявл. 08.02.2010; опубл. 10.05.2012, Бюл. №13). При получении порошка использовали следующие параметры установки: отходы свинцовой бронзы диспергировали при напряжении на электродах 190-200 В, емкости разрядных конденсаторов 65 мкФ, частоте следования импульсов 95-105 Гц. В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала с образованием дисперсных частиц порошка.
Для получения компактированных материалов был использован изостатический пресс EPSI CIP 400-200*1000Y. На первом этапе прессования порошок помещали в гибкую резиновую форму и предварительно вручную уплотняли до плотности 3,1847 г/см3. Далее образцы помещали в рабочую камеру пресса при температуре 18°C, давление нагнетали до необходимой величины, при этом давлении образец выдерживался в течение 2 мин, после чего давление сбрасывали до атмосферного и скомпактированные образцы извлекали из резиновой формы. Были использованы следующие давления изостатического прессования 250 МПа.
Скомпактированные образцы в трубчатой раскладной печи Nabertherm RS 80/300/13/Р470, температура максимальная 1300°C спекали в течение 3 часов при температуре 750°C в среде аргона.
При данных режимах порошковый материал не спекся.
Способ получения спеченных изделий из изостатически спрессованных электроэрозионных нанокомпозиционных порошков свинцовой бронзы, отличающийся тем, что проводят электроэрозионное диспергирование отходов свинцовой бронзы в дистиллированной воде на установке электроэрозионного диспергирования при частоте следования импульсов 95…105 Гц, напряжении на электродах 190…200 В и емкости конденсаторов 65,5 мкФ с получением нанокомпозиционного порошка свинцовой бронзы, который подвергают изостатическому прессованию в течение двух минут при давлении 250 МПа, а затем скомпактированные образцы в трубчатой раскладной печи спекают в течение 12 часов при температуре 827°C в среде аргона.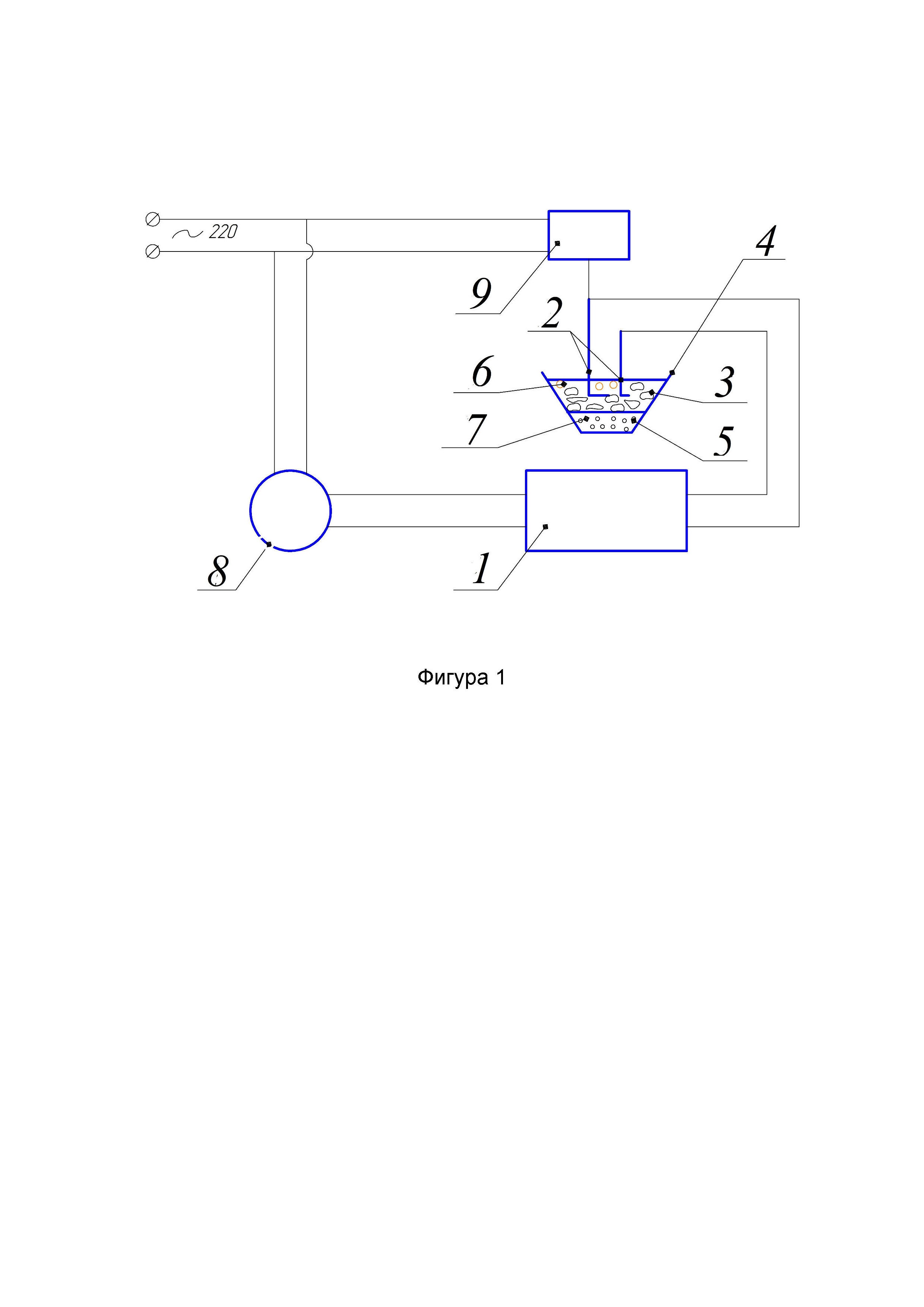
Способ получения металлического нанопорошка из отходов быстрорежущей стали в керосине
Способ определения подлинности передаваемых командных слов
Энергосберегающее устройство охлаждения режущего инструмента
Стеклоблочный воздухоподогреватель-электрогенератор
Способ получения магнитной жидкости
Способ получения нанопорошка меди из отходов
Экспресс-способ выбора параметров шлифования обрабатываемого материала микрорезанием единичным зерном в металлической связке
Демпфирующий резец
Мостовой измеритель параметров двухполюсников
Способ получения медного порошка из отходов
Способ получения свинцово-латунных порошков из отходов сплава лс58-3 в дистиллированной воде
Способ получения свинцово-сурьмянистого сплава из порошков, полученных электроэрозионным диспергированием отходов сплава ссу-3 в воде

