Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЗИРОВАННОГО УПЛОТНЕНИЯ, УСТРОЙСТВО АВТОМАТИЗИРОВАННОЙ ОБРАБОТКИ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу автоматизированной обработки для уплотнения картера и, в частности, но не исключительно, относится к способу автоматизированного уплотнения для применения обработки поверхности к уплотняемой поверхности картера.
Уровень техники
Во многих применениях необходимо уплотнять картер, например, картер двигателя, так, чтобы текучие среды не вытекали из картера. Также может требоваться предотвращение проникновения загрязнений, таких как вода и грязь, внутрь картера.
Существует много способов, посредством которых картер может быть уплотнен, но общеизвестным является использование «образованного в требуемом месте» уплотнителя, такого как клей-герметик, вулканизирующийся при комнатной температуре, для содействия уплотнению между соответствующими уплотняемыми поверхностями различных участков картера.
Одна из сложностей уплотнения картера двигателя заключается в том, что различные участки картера двигателя могут быть выполнены из различных материалов и могут в связи с этим расширяться на различные величины во время работы двигателя вследствие различающихся коэффициентов термического расширения. В результате различающихся величин расширения уплотнитель может открепляться от одной из уплотняемых поверхностей, что позволяет маслу двигателя вытекать из картера.
Известно очищение одной или более уплотняемых поверхностей с использованием чистящей текучей среды до нанесения уплотнителя и сборки картера двигателя. Однако такие меры могут быть не достаточными для предотвращения открепления уплотнителя во время работы двигателя.
Раскрытие изобретения
Согласно аспекту настоящего изобретения предложен способ автоматизированной обработки, например, способ уплотнения для уплотнения картера. Картер может представлять собой картер двигателя. Способ автоматизированной обработки может быть выполнен с возможностью уплотнения границы между различными участками картера двигателя. Картер содержит первый участок картера, имеющий первую уплотняемую поверхность. Картер содержит второй участок картера, имеющий вторую уплотняемую поверхность. Первая уплотняемая поверхность и вторая уплотняемая поверхность выполнены с возможностью сцепления друг с другом. Первый участок картера собран из по меньшей мере двух компонентов. Первая уплотняемая поверхность содержит стык между компонентами первого участка картера. Способ содержит этап, на котором применяют обработку поверхности к стыку первой уплотняемой поверхности с использованием устройства автоматизированной обработки. Способ может содержать этап, на котором наносят уплотнитель на по меньшей мере одну из первой уплотняемой поверхности и второй уплотняемой поверхности до приведения первой и второй уплотняемых поверхностей во взаимодействие. Уплотнитель могут наносить на первую уплотняемую поверхность после применения обработки поверхности к стыку первой уплотняемой поверхности. Уплотнитель могут наносить на вторую уплотняемую поверхность до, одновременно или после применения обработки поверхности к стыку первой уплотняемой поверхности.
Второй участок картера может быть собран из по меньшей мере двух компонентов. Вторая уплотняемая поверхность может содержать стык между компонентами второго участка картера. Способ может содержать этап, на котором применяют обработку поверхности к стыку второй уплотняемой поверхности с использованием устройства автоматизированной обработки.
Компоненты первого участка картера могут быть выполнены из множества материалов. Компоненты второго участка картера могут быть выполнены из множества материалов.
Способ может содержать этап, на котором перемещают устройство для нанесения устройства автоматизированной обработки между первым положением, в котором устройство для нанесения удалено от первой уплотняемой поверхности, и вторым положением, в котором устройство для нанесения взаимодействует со стыком первой уплотняемой поверхности. Способ может содержать этап, на котором перемещают устройство для нанесения устройства автоматизированной обработки между первым положением, где устройство для нанесения удалено от второй уплотняемой поверхности, и вторым положением, где устройство для нанесения взаимодействует со стыком второй уплотняемой поверхности.
Способ может содержать этап, на котором высушивают первую уплотняемую поверхность и/или вторую уплотняемую поверхность в течение заданного времени после применения обработки поверхности. Первую уплотняемую поверхность и/или вторую уплотняемую поверхность могут высушивать с использованием способа принудительной сушки.
Способ может содержать этап, на котором заправляют устройство для нанесения при осуществлении способа автоматизированного уплотнения текучей средой для обработки поверхности. Способ может содержать этап, на котором перекачивают текучую среду для обработки поверхности между резервуаром текучей среды и устройством для нанесения при осуществлении способа автоматизированного уплотнения. Способ может содержать этап, на котором заправляют устройство для нанесения заданным объемом текучей среды для обработки поверхности. Устройство для нанесения могут заправлять периодически, например, между каждым нанесением текучей среды для обработки поверхности. Устройство для нанесения могут заправлять непрерывно, например, текучая среда для обработки поверхности может протекать с непрерывной скоростью в устройство для нанесения.
Способ может содержать этап, на котором определяют конфигурацию, например, форму, размер и/или идентификацию, первого и/или второго участков картера. Способ может содержать этап, на котором определяют конфигурацию, например, местоположение, стыка первой уплотняемой поверхности и/или стыка второй уплотняемой поверхности.
Способ может содержать этап, на котором регулируют конфигурацию устройства автоматизированной обработки в зависимости от определенной конфигурации первого и/или второго участков картера. Способ может содержать этап, на котором регулируют конфигурацию устройства автоматизированной обработки в зависимости от определенного местоположения стыка первой уплотняемой поверхности и/или стыка второй уплотняемой поверхности.
Способ может содержать этап, на котором выбирают устройство для нанесения из множества различных устройств для нанесения в зависимости от определенной конфигурации первого и/или второго участков картера. Способ может содержать этап, на котором выбирают устройство для нанесения из множества различных устройств для нанесения в зависимости от определенного местоположения стыка первой уплотняемой поверхности и/или стыка второй уплотняемой поверхности.
Способ может содержать этап, на котором записывают применение обработки поверхности к стыку, например, с использованием контроллера устройства автоматизированной обработки.
Согласно другому аспекту настоящего изобретения предложено устройство автоматизированной обработки для уплотнения картера, например, картера двигателя. Устройство автоматизированной обработки может быть выполнено с возможностью уплотнения границы между отдельными участками картера двигателя. Картер содержит первый участок картера, имеющий первую уплотняемую поверхность. Картер содержит второй участок картера, имеющий вторую уплотняемую поверхность. Первая уплотняемая поверхность и вторая уплотняемая поверхность выполнены с возможностью сцепления друг с другом. Первый участок картера собран из по меньшей мере двух компонентов. Первая уплотняемая поверхность содержит стык между компонентами первого участка картера. Устройство автоматизированной обработки поверхности выполнено с возможностью применения обработки поверхности к стыку первой уплотняемой поверхности. Устройство автоматизированной обработки может содержать устройство уплотнения, выполненное с возможностью нанесения уплотнителя на первую уплотняемую поверхность и/или вторую уплотняемую поверхность.
Устройство автоматизированной обработки может содержать устройство для нанесения, выполненное с возможностью применения обработки поверхности к стыку первой уплотняемой поверхности и/или стыку второй уплотняемой поверхности. Устройство для нанесения может быть перемещаемым между первым положением, где устройство для нанесения удалено от первой уплотняемой поверхности, и вторым положением, где устройство для нанесения является смежным, например, взаимодействует, стык первой уплотняемой поверхности. Устройство автоматизированной обработки может содержать устройство для нанесения, перемещаемое между первым положением, в котором устройство для нанесения удалено от второй уплотняемой поверхности, и вторым положением, в котором устройство для нанесения является смежным, например, взаимодействует со стыком второй уплотняемой поверхности.
Устройство для нанесения может иметь такую форму, чтобы взаимодействовать со стыком первой уплотняемой поверхности. Устройство для нанесения может иметь такую форму, чтобы взаимодействовать со стыком второй уплотняемой поверхности. Устройство для нанесения может иметь такую форму, чтобы применять обработку поверхности к участку первой уплотняемой поверхности и/или участку второй уплотняемой поверхности. Участок уплотняемой поверхности может быть смежным со стыком. Устройство для нанесения может иметь такую форму, чтобы взаимодействовать с уплотняемой поверхностью без взаимодействия с какой-либо другой поверхностью картера.
Устройство для нанесения может быть выполнено с возможностью передачи текучей среды для обработки поверхности к стыку при приведении в контакт с уплотняемой поверхностью. Устройство для нанесения может содержать пористый элемент в соединении по текучей среде с резервуаром текучей среды для обработки поверхности. Устройство автоматизированной обработки поверхности может содержать систему заправки, выполненную с возможностью передачи текучей среды для обработки поверхности устройству для нанесения при осуществлении способа автоматизированного уплотнения. Система заправки может содержать насос, выполненный с возможностью нагнетания текучей среды для обработки поверхности из резервуара. Резервуар может находиться под давлением.
Устройство автоматизированной обработки поверхности может содержать множество устройств для нанесения. Каждое из устройств для нанесения может быть выполнено с возможностью взаимодействия с другим стыком первой и/или второй уплотняемых поверхностей.
Устройство автоматизированной обработки поверхности может содержать систему принудительной сушки, выполненную с возможностью высушивания первой и/или второй уплотняемой поверхности.
Устройство автоматизированной обработки поверхности может содержать один или более датчиков, выполненных с возможностью определения конфигурации первого участка картера и/или второго участка картера. Устройство автоматизированной обработки поверхности может содержать один или более датчиков, выполненных с возможностью определения местоположения стыка на первой уплотняемой поверхности и/или стыка на второй уплотняемой поверхности.
Устройство автоматизированной обработки поверхности может содержать контроллер, выполненный с возможностью записи применения обработки поверхности к стыку или, например, в качестве средства отслеживания применения обработки поверхности к стыку.
Может быть предложена автоматизированная производственная линия, содержащая одно или более устройств автоматизированной обработки, описанных выше.
Обработка поверхности может представлять собой нанесение конверсионного покрытия, например, бондерита (пропитки под давлением), или любую другую обработку поверхности, которая улучшает адгезию уплотнителя к уплотняемой поверхности.
Изобретение также предлагает программное обеспечение, такое как компьютерная программа или компьютерный программный продукт, для выполнения каких-либо способов, описанных здесь, и компьютерно-читаемый носитель, имеющий хранящуюся на ней программу для выполнения каких-либо способов, описанных здесь. Компьютерная программа, осуществляющая изобретение, может храниться на компьютерно-читаемом носителе или она может, например, иметь форму сигнала, такого как загружаемый сигнал данных, обеспечиваемый с веб-сайта в Интернете, или она может иметь любую другую форму.
Для исключения излишнего дублирования действия и повторения текста в описании определенные признаки описаны в отношении только одного или нескольких аспектов или конструкций изобретения. Однако следует понимать, что там, где это технически возможно, признаки, описанные в отношении любого аспекта или конструкции изобретения, также могут использоваться с любым другим аспектом или конструкцией изобретения.
Краткое описание чертежей
Для лучшего понимания настоящего изобретения и для более ясной демонстрации того, как это может быть реализовано, теперь будет сделана ссылка, в качестве примера, на сопровождающие чертежи, на которых:
Фигура 1 показывает способ автоматизированного уплотнения;
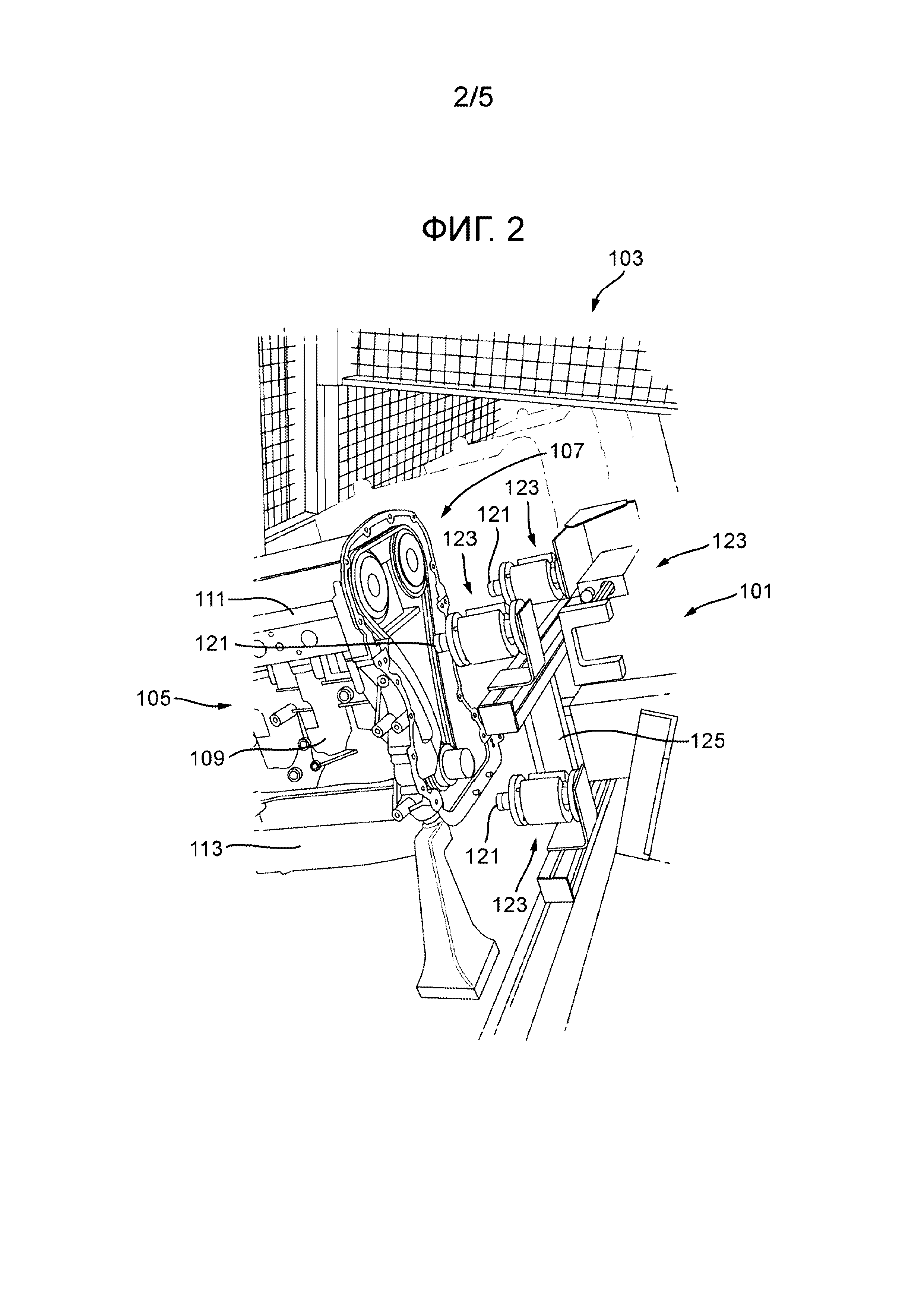
Фигура 2 показывает устройство автоматизированной обработки и множество двигателей на производственной линии;
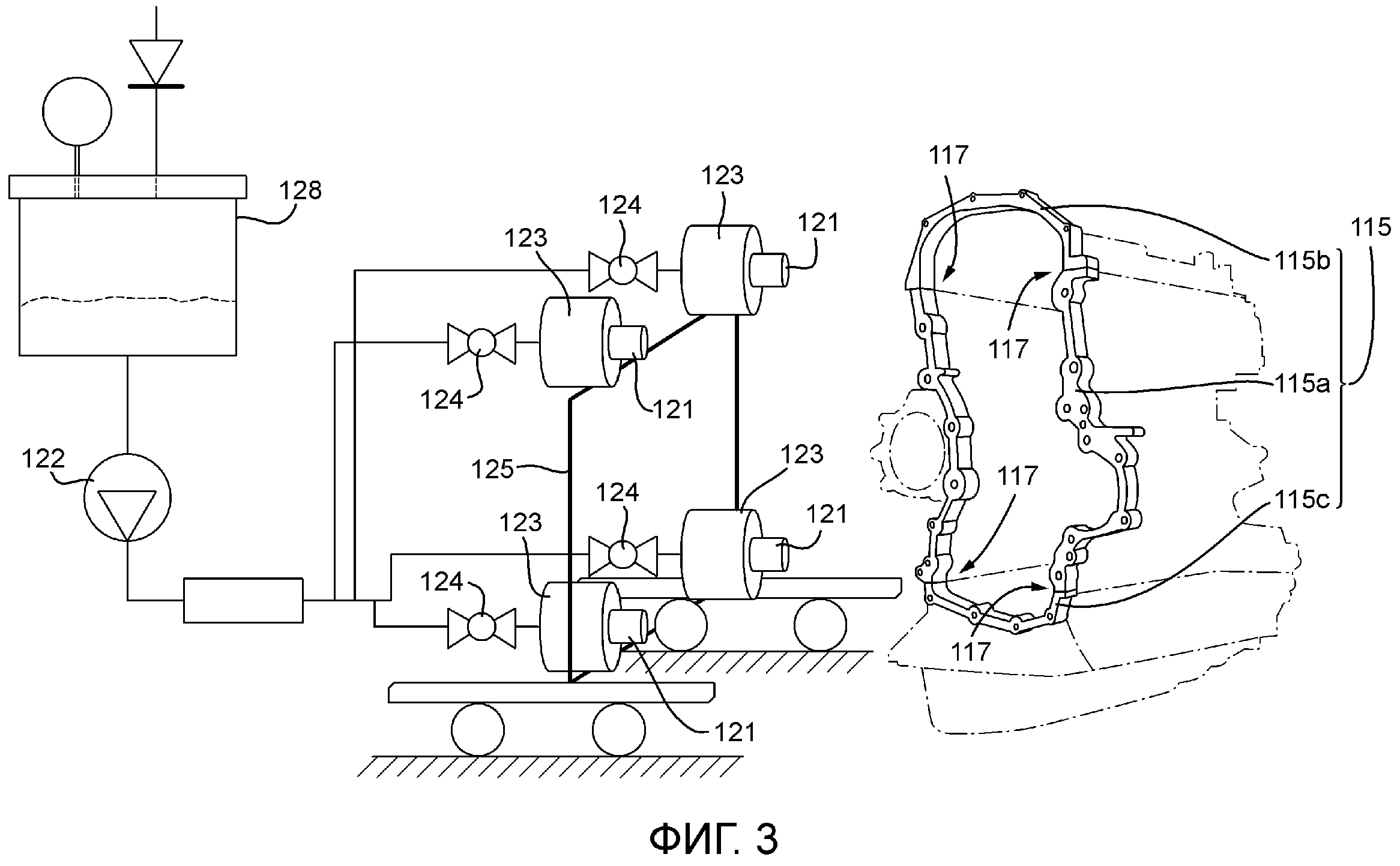
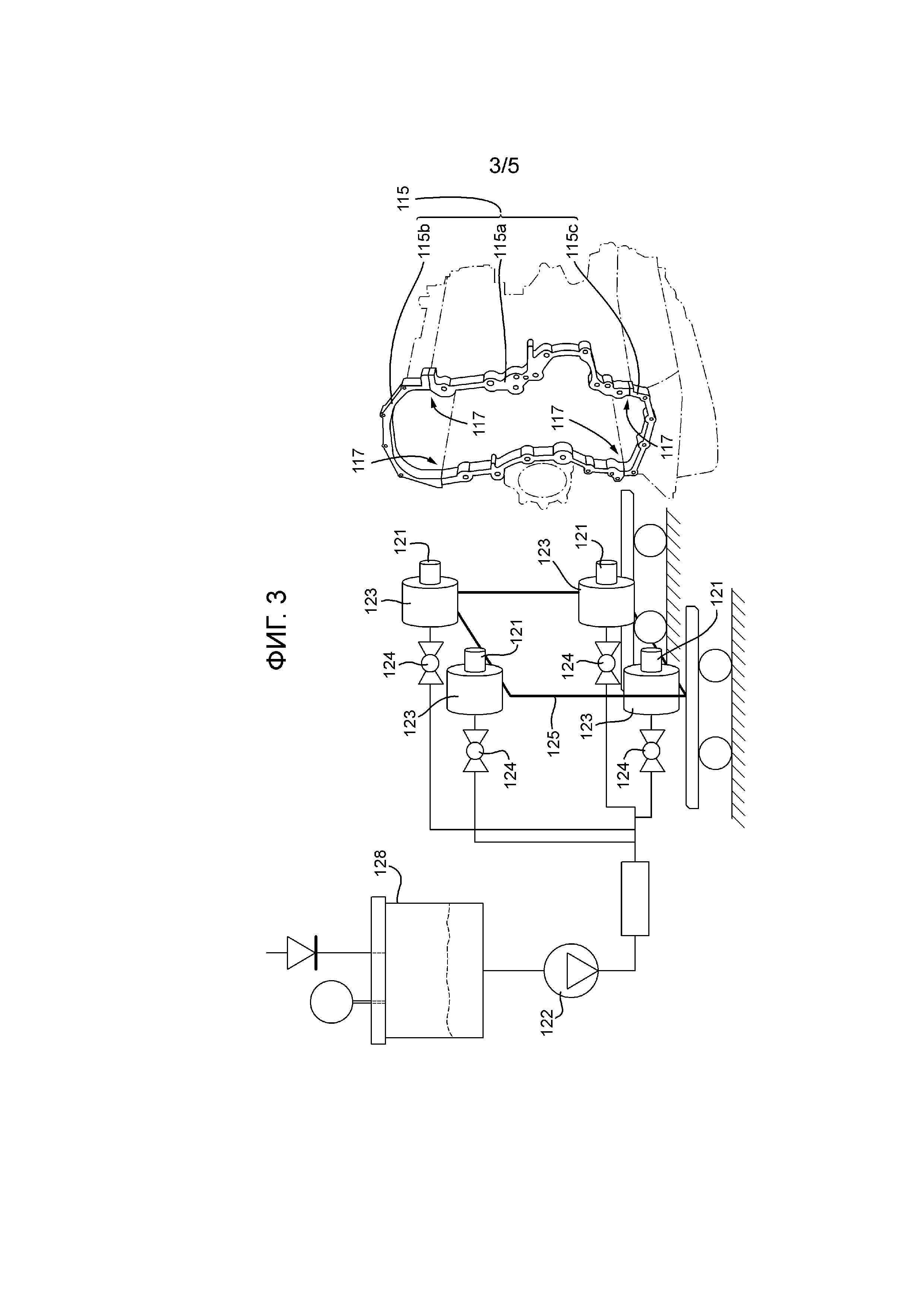
Фигура 3 показывает схему устройства автоматизированной обработки и картер двигателя;
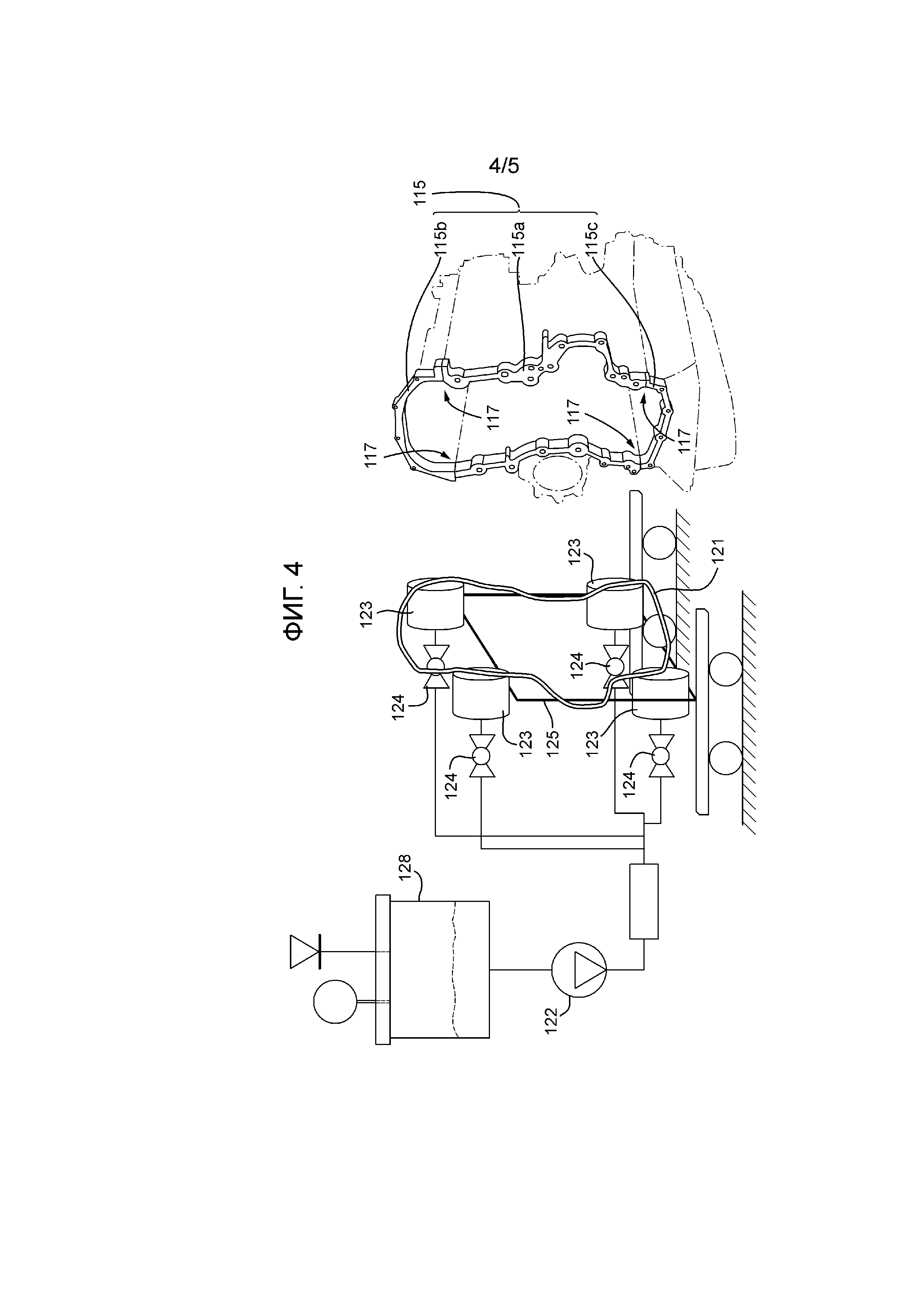
Фигура 4 показывает схему другого устройства автоматизированной обработки и картер двигателя; и
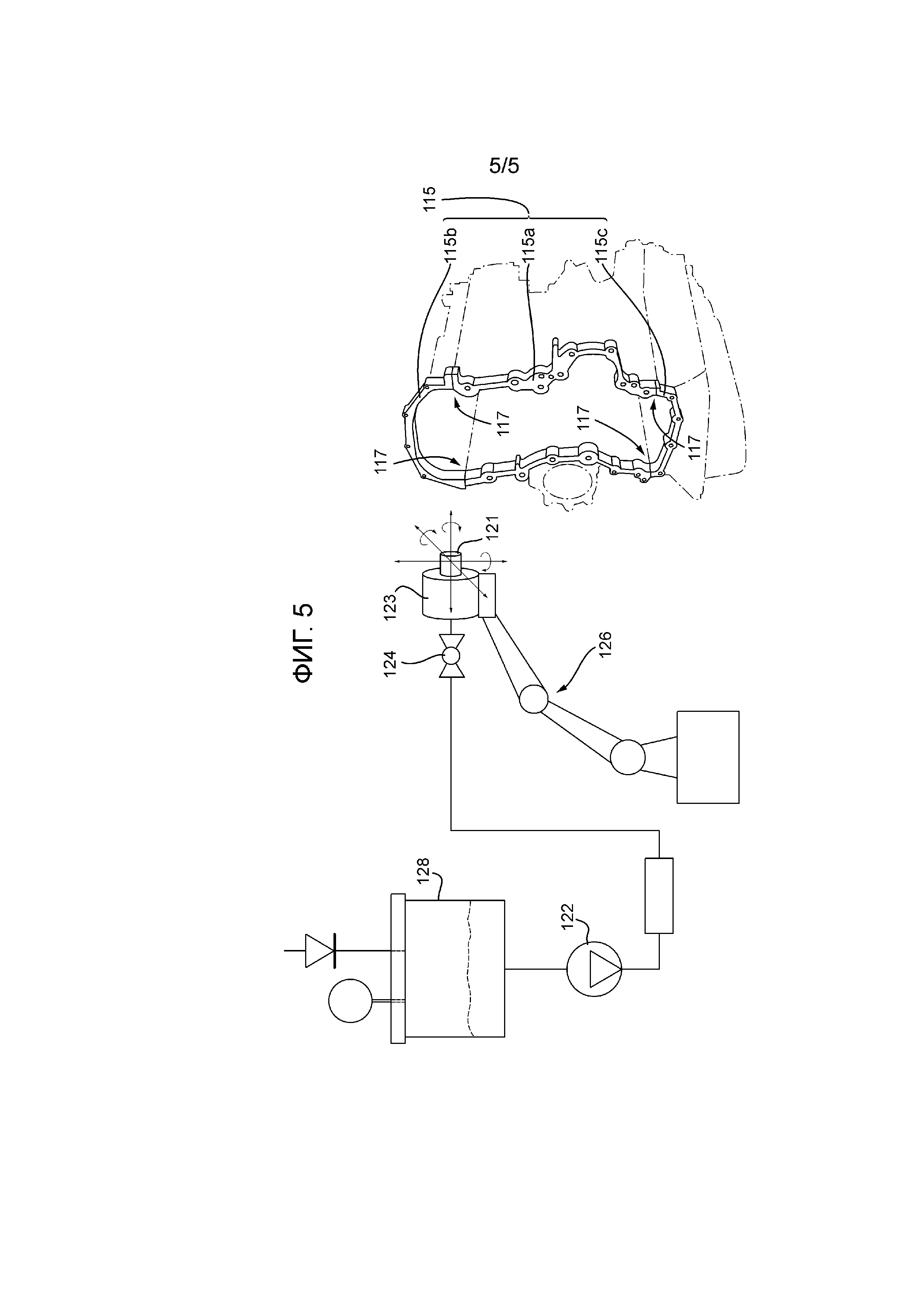
Фигура 5 показывает схему дополнительного устройства автоматизированной обработки и картер двигателя.
Описание предпочтительных вариантов осуществления изобретения
Фигуры 1 и 2 показывают способ 100 автоматизированного уплотнения и устройство 101 автоматизированной обработки. В конструкции, показанной на фиг. 2, устройство 101 автоматизированной обработки установлено на автомобильной производственной линии 103 для производства двигателей 105 и выполнено с возможностью применения обработки поверхности к уплотняемой поверхности картера двигателя. Однако устройство 101 автоматизированной обработки может быть установлено на любом соответствующем типе автоматизированного способа и может использоваться для обработки одной или более поверхностей любого соответствующего компонента.
В конструкции, показанной на фиг. 2-5, картер двигателя содержит первый участок 107 картера, который собран из нескольких различных компонентов. Например, первый участок 107 картера может включать в себя блок 109 цилиндров, головку 111 цилиндров и картер 113 с поддоном в собранной конфигурации. Первый участок 107 картера может, однако, быть собран из любого соответствующего числа компонентов в зависимости от конфигурации двигателя.
Первый участок 107 картера имеет первую уплотняемую поверхность 115, которая выполнена с возможностью взаимодействия с другой уплотняемой поверхностью. В конструкции, показанной на фиг. 2-5, первая уплотняемая поверхность 115 продолжается по периметру первого участка 107 картера, здесь образуя отверстие в первом участке 107 картера. Двигатель 105 может содержать второй участок картера (не показан), например, крышку двигателя, которая выполнена с возможностью закрытия отверстия в первом участке 107 картера. Второй участок картера может закрывать все отверстие в первом участке 107 картера или может закрывать участок отверстия. Второй участок картера (не показан) может содержать вторую уплотняемую поверхность, выполненную с возможностью взаимодействия с первой уплотняемой поверхностью первого участка 107 картера так, что второй участок картера закрывает открытый конец первого участка 107 картера.
В конструкции, показанной на фиг. 2-5, каждый из блока 109 цилиндров, головки 111 цилиндров и картера 113 с поддоном имеет свободную концевую поверхность 115а, 115b, 115с, которые выравниваются для образования первой уплотняемой поверхности 115 картера 107 двигателя в собранной конфигурации. Таким образом, первая уплотняемая поверхность 115 содержит несколько отдельных участков 115а, 115b, 115с, имеющих несколько стыков 117 между ними. Например, первая уплотняемая поверхность 115 картера 107 двигателя имеет два стыка, расположенных в верхней части двигателя между концевой поверхностью 115а блока 109 цилиндров и концевой поверхностью 115b головки 111 цилиндров, и имеет два стыка 117, расположенных в нижней части двигателя между концевой поверхностью 115а блока 109 цилиндров и концевой поверхностью 115c картера 113 с поддоном.
Вследствие эксплуатационных требований различных компонентов первого участка 107 картера каждый из блока 109 цилиндров, головки 111 цилиндров и картера 113 с поддоном может быть изготовлен из различного материала, например, блок 109 цилиндров может быть изготовлен из литейного чугуна, а головка 111 цилиндров и картер 113 с поддоном могут быть выполнены из алюминия. Второй участок картера может быть изготовлен из материала, подобного либо блоку 109 цилиндров, либо головке 111 цилиндров и картеру 113 с поддоном, или может быть изготовлен из другого материала, например, другого сплава из полимерного материала.
Известный способ уплотнения границы между первой уплотняемой поверхностью 115 и второй уплотняемой поверхностью должен использовать уплотнитель, такой как клей-герметик, вулканизирующийся при комнатной температуре. Уплотнитель могут наносить на по меньшей мере одну из первой уплотняемой поверхности 115 и второй уплотняемой поверхности до сборки второго участка картера с первым участком 107 картера. Во время работы двигателя 105 генерируется тепло, которое заставляет компоненты двигателя 105 расширяться. В результате к уплотнителю прикладывается напряжение сдвига, которое может заставлять уплотнитель открепляться либо от одной из, либо от обеих из первой уплотняемой поверхности 115 и второй уплотняемой поверхности, что может приводить к вытеканию текучей среды из картера двигателя.
Стыки 117 в первой уплотняемой поверхности 115 могут быть особенно подвержены протеканию. Например, так как компоненты первого участка 107 картера выполнены из различных материалов, каждый из компонентов может расширяться на различные величины в результате различающихся коэффициентов термического расширения между различными материалами. В определенных конструкциях будет существовать разница в напряжении сдвига в уплотнителе по всему стыку в результате расширения одного материала на большую величину, чем другой материал. Такая ситуация является общеизвестной в изготовлении двигателей. Например, картер двигателя может содержать «T-образный стык» между тремя компонентами картера двигателя. Настоящее раскрытие может быть особенно полезным при обеспечении надежного уплотнения T-образного стыка картера двигателя.
В некоторых конструкциях первая уплотняемая поверхность 115 может содержать стык между двумя компонентами из подобных материалов. Каждый из компонентов может, однако, иметь различную толщину в стыке, что заставляет один из компонентов расширяться с другой скоростью относительного другого компонента.
В местоположении, в котором два различных материала образуют стык 117 в первой уплотняемой поверхности 115, прочность адгезивного крепления между каждым из материалов и уплотнителем будет различаться вследствие индивидуальных особенностей материалов. Например, прочность адгезивного крепления между литьевым чугуном и клеем-герметиком, вулканизирующимся при комнатной температуре, может быть меньше, чем между алюминием и клеем-герметиком, вулканизирующимся при комнатной температуре, в зависимости от конфигурации, например, шероховатости и/или загрязнения поверхности, соответствующих поверхностей 115a, 115b, 115c уплотнения. В результате напряжение сдвига, генерируемое в уплотнителе, действует с возможностью открепления уплотнителя от первой уплотняемой поверхности 115, так как компоненты по обе стороны от стыка 117 расширяются во время работы двигателя 105. В связи с этим желательно увеличивать прочность адгезивного крепления уплотнителя к первой уплотняемой поверхности 115 и/или второй уплотняемой поверхности. В частности, желательно увеличивать прочность адгезивного крепления уплотнителя к поверхностям 115a, 115b, 115c уплотнения по обе стороны от стыка 117. Способы обработки поверхности могут, однако, быть дорогостоящими в отношении времени и денег и могут быть особенно сложными для внедрения в существующие способы автоматизированного производства.
Фигура 1 иллюстрирует способ 100 автоматизированного уплотнения для уплотнения границы между первым участком 107 картера двигателя и вторым участком картера двигателя. Способ 100 содержит этап 110, на котором применяют обработку поверхности к стыку 117 первой уплотняемой поверхности 115 с использованием устройства 101 автоматизированной обработки. Способ содержит этап 120, на котором наносят уплотнитель на первую уплотняемую поверхность 115 и/или вторую уплотняемую поверхность после применения обработки поверхности к стыку 117. Первую и вторую уплотняемой поверхности могут далее приводить во взаимодействие так, чтобы образовывать уплотнение между первым участком 107 картера двигателя и вторым участком картера двигателя.
Устройство 101 автоматизированной обработки содержит устройство 121 для нанесения, выполненное с возможностью взаимодействия со стыком 117. Устройство 121 для нанесения может иметь такую форму, чтобы применять обработку поверхности только к участку первой уплотняемой поверхности 115, например, к целевой области первой уплотняемой поверхности 115, которая содержит стык 117. Устройство для нанесения 121 может иметь такую форму, чтобы применять обработку поверхности к одному или более участкам соответствующих поверхностей 115a, 115b, 115c уплотнения, которые являются смежными со стыком 117. Другими словами, этап 110 применения обработки поверхности содержит этап, на котором сцепляют устройство для нанесения с участком первой уплотняемой поверхности 115, который наиболее подвержен протеканию. Таким образом, обработка поверхности не применяется ко всей поверхности первой уплотняемой поверхности 115. Более того, целенаправленное применение означает, что этап 110 может быть завершен за относительно короткий период и может быть легко включен в существующий способ производственной линии без прерывания общего времени цикла производственной линии 103.
Обработка поверхности может представлять собой нанесение конверсионного покрытия, выполненного с возможностью образования поверхностного слоя на первой уплотняемой поверхности 115. Поверхностный слой может создаваться посредством химической реакции между первой уплотняемой поверхностью 115 и текучей средой для обработки поверхности, например, химическим раствором. В связи с этим устройство для нанесения может быть выполнено с возможностью передачи текучей среды из резервуара текучей среды для обработки поверхности к стыку 117 первой уплотняемой поверхности 115 при приведении в контакт с первой уплотняемой поверхностью 115. Поверхностный слой может, однако, создаваться с использованием любой соответствующей технологии нанесения конверсионного покрытия.
Устройство 121 для нанесения может быть перемещаемым между первым положением, где устройство 121 для нанесения удалено от первой уплотняемой поверхности 115, и вторым положением, где устройство 121 для нанесения взаимодействует со стыком 117 первой уплотняемой поверхности 115. Устройство 101 автоматизированной обработки может содержать один или более приводов 123, выполненных с возможностью перемещения устройства 121 для нанесения относительно первой уплотняемой поверхности 115.
В конструкции, показанной на фиг. 3, устройство 101 автоматизированной обработки содержит четыре устройства 121 для нанесения, каждое из которых выполнено с возможностью взаимодействия с соответствующим стыком 117 первой уплотняемой поверхности 115. Устройства 121 для нанесения могут быть выполнены с возможностью перемещения одновременно или могут быть индивидуально распределены по времени в зависимости от требуемого применения обработки поверхности. В конструкции на фиг. 3 предпочтительно перемещать все устройства 121 для нанесения одновременно так, что минимизируется время, требуемое для нанесения текучей среды для обработки поверхности на все стыки 117.
Приводы 123 представляют собой линейные приводы, которые выполнены с возможностью перемещения устройств 121 для нанесения по направлению к и в сторону от первой уплотняемой поверхности 115. Однако приводы 123 могут представлять собой любой тип приводов, выполненный с возможностью перемещения устройств 121 для нанесения. Например, приводы 123 могут представлять собой роботизированные руки, выполненные с возможностью перемещения устройств 121 для нанесения в любом числе степеней свободы в соответствии с требованиями.
В конструкции, показанной на фиг. 3, устройства 121 для нанесения установлены на монтажном приспособлении 125 и разнесены друг от друга так, что каждое устройство 121 для нанесения выравнивается с соответствующим стыком 117 первой уплотняемой поверхности 115, когда двигатель 105 находится в соответствующем положении на производственной линии 103. Каждое устройство 121 для нанесения связано с соответствующим приводом 123 так, что каждое устройство 121 для нанесения может перемещаться независимо. Однако в альтернативной конструкции устройства 121 для нанесения могут быть зафиксированы относительно монтажного приспособления 125, и/или монтажное приспособление 125 может быть связано с одним или более приводами 123, которые выполнены с возможностью перемещения монтажного приспособления 125 относительно первой уплотняемой поверхности 115.
В конструкции, показанной на фиг. 4, устройство 101 автоматизированной обработки содержит одно устройство 121 для нанесения, которое выполнено с возможностью взаимодействия по существу с первой уплотняемой поверхностью 115, например, устройство 121 для нанесения может представлять собой непрерывный контур, имеющий такую форму, чтобы соответствовать первой уплотняемой поверхности 115. Устройство 121 для нанесения зафиксировано относительно монтажного приспособления 125, и монтажное приспособление 125 выполнено с возможностью линейного перемещения по направлению к и в сторону от двигателя 105 так, чтобы применять обработку поверхности за одно перемещение по всему периметру отверстия в первом участке картера 107 двигателя.
В конструкции, показанной на фиг. 5, устройство 101 автоматизированной обработки содержит одно устройство 121 для нанесения, которое связано с роботизированной рукой 126. Роботизированная рука 126 выполнена с возможностью перемещения во всех степенях свободы, например, в каждой поступательной и вращательной степени свободы. Роботизированная рука 126 выполнена с возможностью перемещения устройства 121 для нанесения относительно первой уплотняемой поверхности 115. Например, роботизированная рука 126 может быть выполнена с возможностью расположения устройства 121 для нанесения вблизи стыка 117 первой уплотняемой поверхности 115 и перемещения устройства 121 для нанесения линейным образом для взаимодействия и отцепления стыка 117. Дополнительно или альтернативно, роботизированная рука 126 может быть выполнена с возможностью взаимодействия с первой уплотняемой поверхностью 115 и растирания текучей среды для обработки поверхности по меньшей мере участку первой уплотняемой поверхности 115.
В конструкции, показанной на фиг. 5, и в каждой из вышеуказанных конструкций первая уплотняемая поверхность 115 содержит плоскую поверхность. Однако в альтернативной конструкции, не показана, первая уплотняемая поверхность 115 и/или вторая уплотняемая поверхность могут иметь любую соответствующую форму. В таких конструкциях роботизированная рука 126 может быть предпочтительной, так как она может поворачиваться так, чтобы применять обработку поверхности к областям первой уплотняемой поверхности 115, которые имеют ограниченный доступ, например, областям первой уплотняемой поверхности 115, которые могут быть расположены за другим участком картера 107 двигателя и/или другим компонентом двигателя 105.
Там, где производственная линия 103 используется для различных типов двигателей, устройство 101 автоматизированной обработки может быть выполнено с возможностью обнаружения типа двигателя, к которому применяется обработка поверхности. Например, первый тип двигателя может содержать уплотняемая поверхность, имеющую первое число стыков, а второй тип двигателя может содержать другую уплотняемую поверхность, имеющую другое число стыков. Дополнительно или альтернативно, стыки первого типа двигателя могут быть расположены по-другому относительно стыков второго типа двигателя. В связи с этим устройство 101 автоматизированной обработки может быть выполнено с возможностью регулировки положения устройств 121 для нанесения в зависимости от конфигурации уплотняемой поверхности двигателя. Способ 100 может в связи с этим содержать этап, на котором определяют конфигурацию двигателя, и этап, на котором регулируют конфигурацию устройства 101 автоматизированной обработки в зависимости от определенного типа двигателя.
Устройства 121 для нанесения могут иметь такую особенную форму, чтобы взаимодействовать со стыками 117 первой уплотняемой поверхности 115. Например, устройства 121 для нанесения могут иметь такую форму, чтобы соответствовать первой уплотняемой поверхности 115 при сцеплении устройств 121 для нанесения со стыками 117. Устройства 121 для нанесения могут содержать упругий элемент, который позволяет поверхности взаимодействия устройства 121 для нанесения соответствовать по меньшей мере участку первой уплотняемой поверхности 115.
Устройство 101 автоматизированной обработки может содержать несколько различных типов устройств 121 для нанесения, выполненных с возможностью использования на различных двигателях. Например, стык первого типа двигателя может отличаться по размеру и/или форме от стыка второго типа двигателя. В результате одно устройство для нанесения не может быть соответствующим образом выполнено с возможностью применения обработки поверхности к стыкам первого и второго типов двигателя. Способ 100 может в связи с этим содержать этап, на котором выбирают соответствующее устройство для нанесения из множества различных устройств для нанесения в зависимости от определенного типа двигателя.
Устройство 101 автоматизированной обработки может содержать систему заправки, выполненную с возможностью заправки устройства 121 для нанесения текучей средой для обработки поверхности. Например, устройство 121 для нанесения может содержать пористый элемент, который находится в соединении по текучей среде с резервуаром 128 текучей среды для обработки поверхности. Пористый элемент, например, прокладка, изготовленная из ткани или пены, может быть выполнен с возможностью взаимодействия со стыком 117 и передачи текучей среды для обработки поверхности к первой уплотняемой поверхности 115. Пористый элемент может быть соответствующим первой уплотняемой поверхности 115 так, что заданное количество текучей среды для обработки поверхности выделяется из прокладки при взаимодействии с первой уплотняемой поверхностью 115. Количество текучей среды для обработки поверхности, которое выделяется, может представлять собой функцию от силы или давления, прикладываемого к прокладке. Например, прокладка может быть выполнена с возможностью удержания заданного объема текучей среды для обработки поверхности. Приложение первого уровня силы может заставлять прокладку сжиматься на первую величину и выделять первый объем текучей среды для обработки поверхности из прокладки.
Система заправки может быть выполнена с возможностью периодической передачи текучей среды для обработки поверхности из резервуара 128 пористому элементу устройства 121 для нанесения, например, с использованием одного или более насосов 122 и/или одного или более клапанов 124, выполненных с возможностью управления потоком текучей среды для обработки поверхности. Насос может представлять собой насос вытесняющего типа, выполненный с возможностью доставки заданного объема текучей среды для обработки поверхности устройству 121 для нанесения. Однако насос может быть выполнен с возможностью доставки постоянного потока текучей среды для обработки поверхности устройству 121 для нанесения. Дополнительно или альтернативно, резервуар 128 может находиться под давлением так, чтобы приводить поток текучей среды для обработки поверхности в устройство 121 для нанесения. Таким образом, устройство 101 автоматизированной обработки выполнено так, что устройство 121 для нанесения остается заправленным для использования при осуществлении способа 100 автоматизированного уплотнения, и отсутствует простой производственной линии 103 при ручной заправке устройств 121 для нанесения. Дополнительно, так как текучая среда для обработки поверхности ограничена резервуаром 128 текучей среды, устройством 121 для нанесения и любыми связанными линиями потока, уменьшается риск загрязнения окружающей среды текучей средой для обработки поверхности. Это может иметь особое преимущество перед известными способами нанесения, такими как погружение, распыление и растирание, так как текучая среда для обработки поверхности может представлять собой вредное вещество. В результате управления текучей средой для обработки поверхности таким образом, отсутствует переносимая по воздуху текучая среда для обработки поверхности в отличие от способов нанесения распылением и погружением. Способы нанесения распылением и погружением являются менее управляемыми и могут приводить к обработке поверхностей там, где обработка может быть нежелательной, например, поверхности отверстия цилиндра. Дополнительно, при использовании способов погружения резервуар текучей среды, в который компонент погружается, может со временем загрязняться. Настоящее раскрытие может в связи с этим уменьшать количество отработанной текучей среды для обработки поверхности при осуществлении способа нанесения.
Способ 100 автоматизированного уплотнения может содержать один или более этапов, на которых заправляют устройство 121 для нанесения текучей средой для обработки поверхности. Например, способ 100 может содержать этап, на котором заправляют устройство 121 для нанесения между каждым нанесением или заданным числом нанесений текучей среды для обработки поверхности на стык 117.
После применения обработки поверхности способ 100 может содержать этап, на котором высушивают по меньшей мере участок первой уплотняемой поверхности 115. Например, этап высушивания первой уплотняемой поверхности 115 может содержать этап, на котором высушивают первую уплотняемую поверхность 115 в течение заданного времени, которое могут выбирать в зависимости от времени момента примененной обработки поверхности. Сушка может представлять собой сушку атмосферным воздухом, при которой первую уплотняемую поверхность 115 высушивают не нагретым и естественным воздухом. Сушку могут, однако, завершать с использованием одной или более технологий принудительной сушки, например, конвективной сушки/сушки горячим воздухом, контактной сушки, инфракрасной сушки, ультрафиолетовой сушки и/или любого другого соответствующего типа способа сушки. Этап сушки могут выполнять между применением обработки поверхности и нанесением уплотнителя. В некоторых случаях, в зависимости от типа обработки поверхности, может быть необходимо высушивать обработку поверхности до нанесения уплотнителя. В связи с этим может быть предпочтительным включение этапа принудительной сушки для того, чтобы уменьшать время цикла способа 100 автоматизированного уплотнения в производственной линии 103.
Устройство 101 автоматизированной обработки может содержать одну или более систем принудительной сушки. Система принудительной сушки может быть выполнена с возможностью высушивания стыков 117 первой уплотняемой поверхности 115, например, система принудительной сушки может иметь целью только участок первой уплотняемой поверхности 115, к которому была применена обработка поверхности.
Устройство 101 обработки поверхности может содержать один или более контроллеров, выполненных с возможностью выполнения любых из вышеуказанных этапов способа 100 автоматизированного уплотнения. Например, контроллер может быть выполнен с возможностью управления регулировкой устройств 121 для нанесения при определении типа двигателя, который находится на производственной линии 103. Контроллер также может быть выполнен с возможностью записи применения обработки поверхности к стыку 117 вместе с типом двигателя. Двигатель может иметь уникальный идентификатор двигателя, например, штрих-код, что позволяет записывать и отслеживать применение обработки поверхности так, что любые неисправности двигателя, например, утечки, во время его эксплуатационного срока службы, могут быть сопоставлены с применением обработки поверхности к стыкам 117 первой уплотняемой поверхности 115.
Специалистом в области техники следует понимать, что, несмотря на то, что изобретение было описано путем примера со ссылкой на одну или более конструкций, оно не ограничено раскрытыми конструкциями, и что могут быть выполнены альтернативные конструкции без отклонения от объема охраны изобретения, который определен приложенной формулой изобретения.
Направляющая подушки безопасности занавесочного типа боковой стойки кузова
Способ изготовления тормозного диска, тормозной диск и применение эмалевого покрытия на тормозном диске
Узел стеклоочистителя ветрового стекла (варианты)
Способы и система для двигателя
Способ для двигателя (варианты) и система двигателя
Способ работы двигателя (варианты) и система транспортного средства
Единое устройство для крепления и очистки окна изображения камеры (варианты)
Способ крепления провода заземления к алюминиевому элементу (варианты) и способ обеспечения точки электрического заземления на алюминиевом элементе
Узел двери и ручки транспортного средства и узел дверной ручки для двери транспортного средства (варианты)
Узел фары с осветителями статического отклонения
Система формирования изображений для автоматизированной производственной линии

