Результат интеллектуальной деятельности: Способ изготовления металлического многослойного фильтра и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к области машиностроения и используется для получения облегченных компактных круглых многослойных металлических фильтров с повышенной пропускной способностью фильтруемой среды, например топлива в двигателях летательных аппаратов.
Известен «Способ изготовления многослойных фильтров из металлических сеток путем соединения с фланцами» (патент 2347603 МПК B01D 39/12 опубл. 27.02.2009), который является наиболее близким аналогом к заявляемому способу. По данному способу изготовление многослойных фильтров осуществляется наматыванием металлических сеток с ячейками в форме многогранника путем соединения с фланцами через чередующиеся кольцевые слои порошка фторопласта. Для осуществления указанного способа известно «Устройство для намотки ленты в рулон» (патент на полезную модель №13792, дата публикации 27.05.2000), содержащее корпус и выполненное в виде валика с механизмом прижима, включающем винты, радиально установленные на корпус, с возможностью взаимодействия в радиальном направлении с рулоном, намотанным на валик.
Недостатками способа и устройства являются наличие кольцевых слоев порошка фторопласта, вызывающих при эксплуатации увеличение радиальных размеров и массы фильтра, и перекрытие в процессе сборки слоев части каналов для прохождения фильтрующей среды, вызывающее нарушение стабильности фильтрации, снижение пропускной способности фильтра, отсутствие возможности увеличения скорости протекания фильтруемой среды за счет изменения вектора ее течения, необходимость увеличения площади фильтрующей поверхности, массы и габаритов фильтра, а так же неуправляемое смещение отверстий и направления течения фильтруемой среды из-за накопленной погрешности между отверстиями и отсутствия корректировки смещения между слоями в направлении намотки, что увеличивает сопротивление течению фильтруемой среды, нестабильность фильтрации по поверхности зоны фильтрующей части, необходимость увеличения ее площади и массы фильтра.
Технический результат изобретения направлен на снижение размеров и массы фильтра, увеличение и стабилизация расходных характеристик фильтра при протекании фильтруемой среды и ускорение протекания среды через отверстия в фильтре за счет закрутки фильтруемой среды.
Сущность изобретения заключается в том, что в предлагаемом способе, осуществляемом методом намотки на корпус слоев из тонкой металлической полосы со сквозными отверстиями в форме многогранника и фиксацией винтами, в многогранниках на каждом последующем слое полосы положение осей всех отверстий равномерно смещают в направлении намотки на величину удлинения каждого последующего слоя полосы за счет возрастания диаметра фильтра, а сквозные отверстия в форме многогранника плавно поворачивают относительно их оси в одном направлении с шагом поворота на каждый последующий ряд отверстий не более допустимой величины шероховатости Rz. При этом в крайних рядах каждого слоя по ширине полосы в корпусе выполняют два базовых отверстия с нарастанием интервала между ними в каждом последующем слое в направлении намотки на величину увеличения длины окружности наматываемого слоя с приложением силы натяжения к полосе в направлении намотки до достижения совпадения осей базовых отверстий с осями винтов в корпусе, которые удаляют после неподвижного закрепления слоев, затем снимают фильтр с корпуса.
Устройство для изготовления металлического многослойного фильтра, получаемого намоткой из слоев полосы до толщины стенки фильтра, с многогранными сквозными отверстиями в полосе, включающее корпус со съемными радиальными винтами, отличающееся тем, что съемные радиальные винты размещены на концах в корпусе и имеют гладкую рабочую часть с диаметром не более нижней границы диаметра окружности, вписанной в контур многогранного сквозного отверстия в полосе, при этом рабочая часть винтов имеет длину не менее толщины стенки фильтра, а на стороне рабочей части, противолежащей направлению намотки слоев, выполнены скосы со скруглением сечения по диаметру окружности, вписанной в минимальный размер контура многогранного сквозного отверстия в полосе, и длиной от наружной поверхности корпуса до периферии рабочей части винта с равномерным увеличением величины скоса в направлении периферии рабочей части винта до величины разницы между расстоянием между длиной касательной к наружной поверхности корпуса и расстоянием по прямой от точки на границе скоса на периферии винта по оси симметрии до точки касания прямой наружной поверхности корпуса.
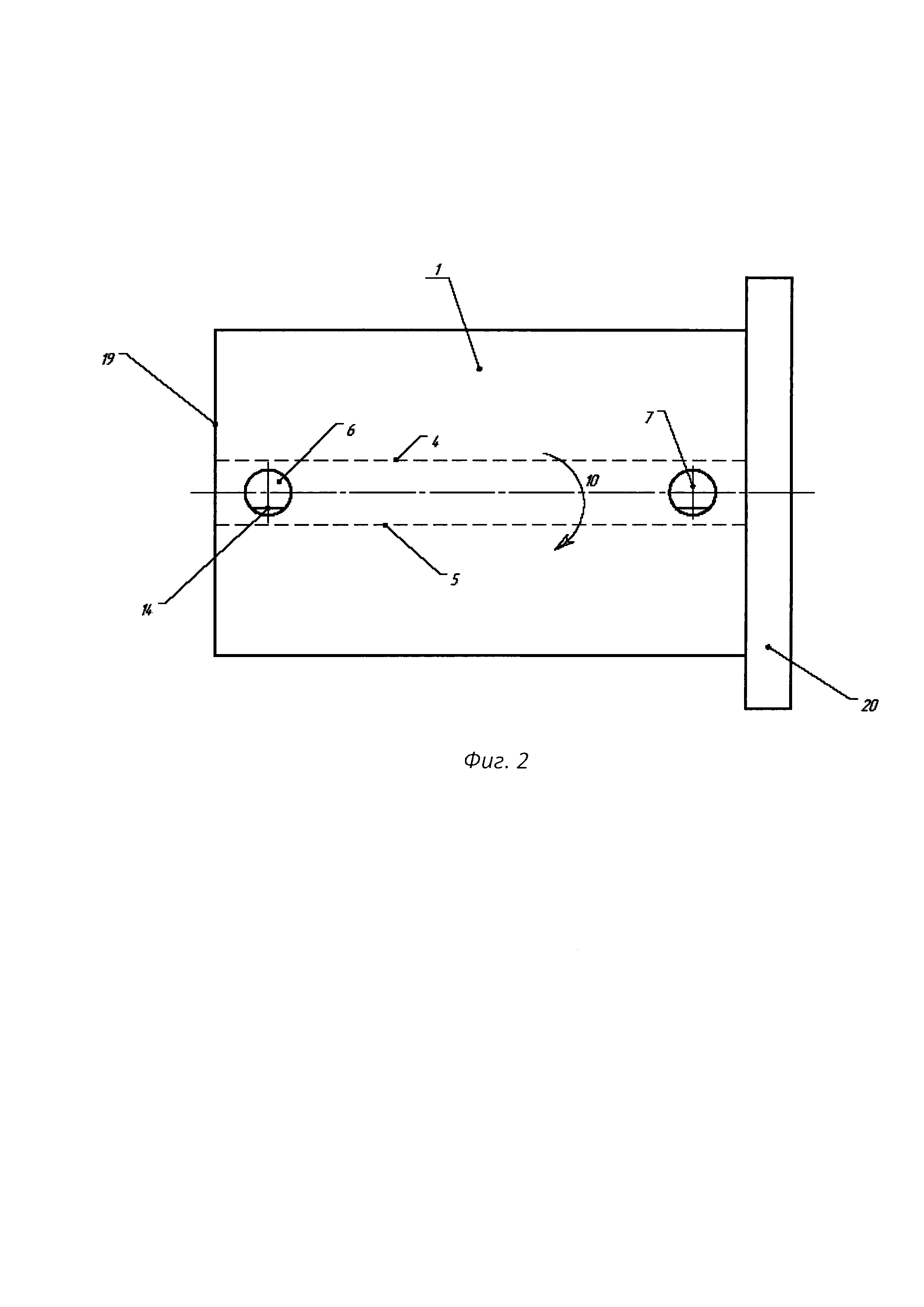
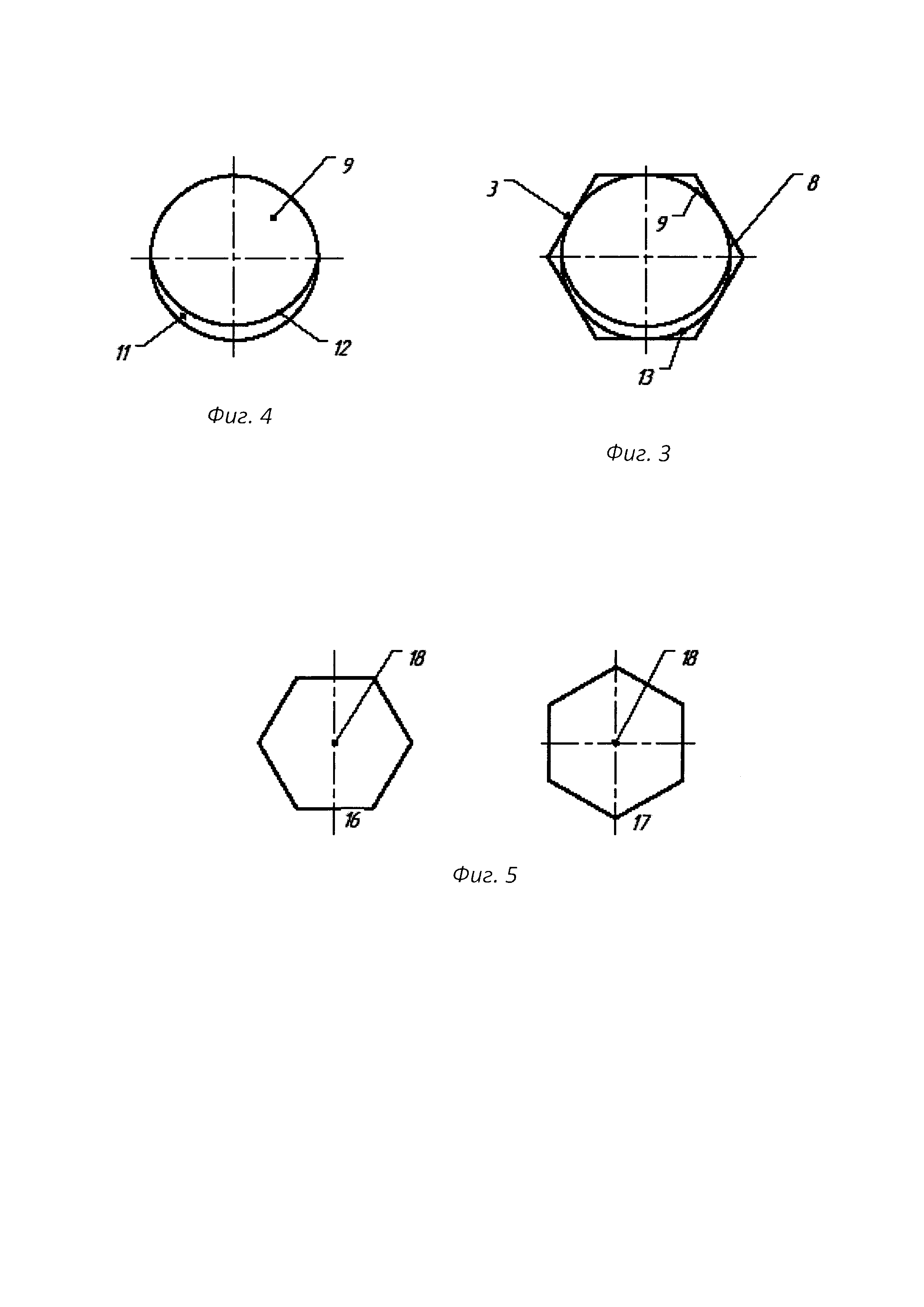
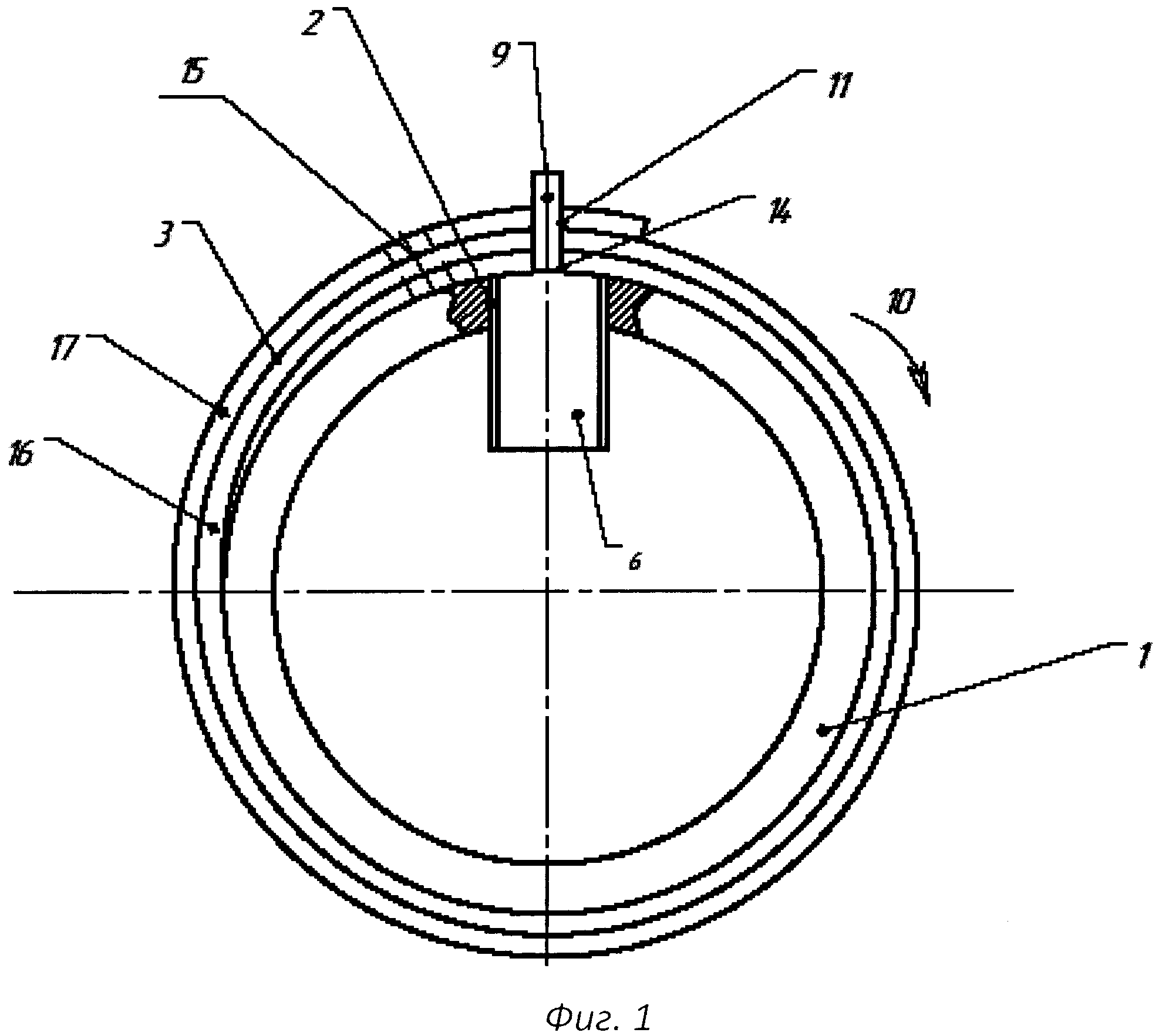
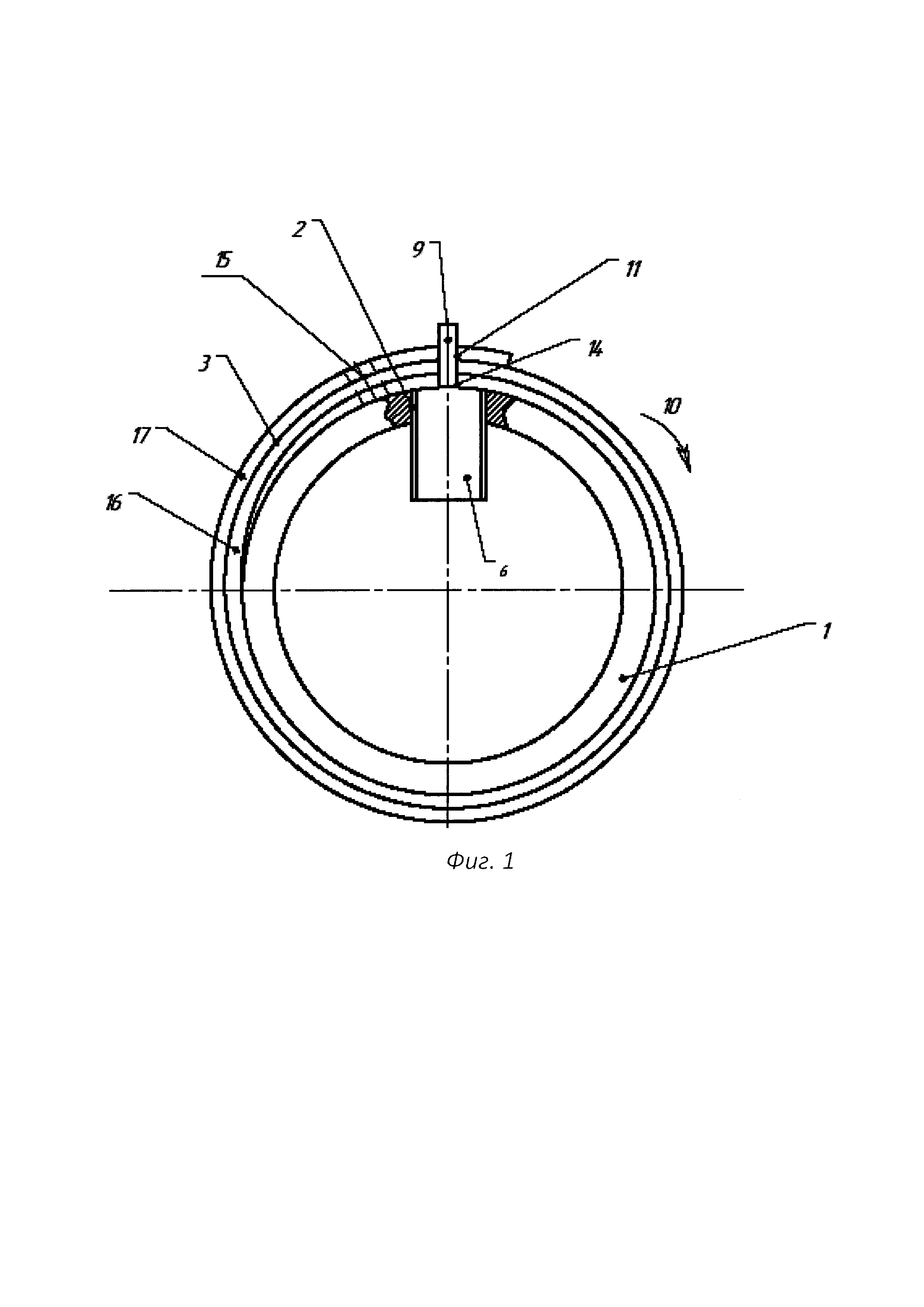
Сущность изобретения поясняется чертежами, где на фиг. 1 показано сечение корпуса фильтра; на фиг. 2 - вид на винты и полосу; на фиг. 3 - контур отверстия в полосе и рабочей части винтов; на фиг. 4 - профиль скоса на винте; на фиг. 5 - поворот отверстий в полосе по мере намотки слоев.
Устройство содержит цилиндрический корпус 1 (фиг. 1), имеются отверстия 2, разнесенные по ширине полосы 3, где ее начало 4 (фиг. 2) и окончание 5 находятся на штифтах 6 и 7. Полоса 3 имеет сквозные отверстия в форме многогранника 8, в котором размещена рабочая часть винта 9 (фиг. 3). Со стороны, противолежащей направлению 10 намотки (фиг. 1; 2) на рабочей части штифта 9 (фиг. 1; 3) имеется скос 11 (фиг. 4 и 1) с профилем 12, повторяющим профиль наименьшего диаметра, вписанного в многогранник 8 (фиг. 3) отверстия в полосе 3 окружности 13. Длина скоса 12 изменяется по высоте рабочей части 9 штифтов 6 и 7 (фиг. 1; 2; 4), от наибольшей на периферии рабочей части штифтов 6 и 7 до нулевой в точке 14 (фиг. 1; 2) сопряжения рабочей части 9 штифтов 6 и 7 с наружной частью корпуса 1.
Для закрутки струи в многослойном фильтре контур всех многогранников 8 (фиг. 3), формирующих отверстия 15 (фиг. 1) для прохождения струи через слои 16, 17 поворачивают при изготовлении полосы вокруг оси 18 (фиг. 5) в одном направлении на угол, при котором между слоями 16 и 17 размер образовавшихся выступов не превышает допустимой высоты неровностей Rz. На торцевые поверхности наносят связующий слой 19, например припоя, со стороны кольца 20 и корпуса 1 (фиг. 2).
Способ и работа устройства осуществляются в следующей последовательности.
Тонкую полосу 3 (фиг. 1) из токопроводящего материала нарезают с шириной по ширине корпуса 1 и длиной от начальной границы 4 до конечной границы 5 полосы, обеспечивающей намотку всех слоев 16; 17 и т.д. (фиг. 1) и фиксацию полосы 3 на рабочей части 9 (фиг. 4) винтов 6; 7 (фиг. 2), ввернутых в отверстия 2 в корпусе 1. На полосу 3 наносят, например фотохимическим способом по технологии, приведенной в книге В.П. Смоленцева, Г.П. Смоленцева, З.Б. Садыкова «Электрохимическое маркирование деталей». М: Машиностроение, 1983-72 стр. на стр. 33-34 [1], токопроводящий контур многогранников 8 (фиг. 3) с поворотом их контура по направлению 10 намотки полосы 3 вокруг оси 18 (фиг. 5) со сдвигом границ контура отверстий в соседних слоях полосы 3 в пределах Rz. После закрепления контура многогранника 8 на полосе 3 ее устанавливают участком 4 на рабочую часть 9(фиг. 1) штифтов 6 и 7 (фиг. 2) со скосами 11 и профилем 12 с окружностью 13 (фиг. 3), позволяющим одевать на штифты 6 и 7 полосу 3 до ее окончания 5 (фиг. 2) при нанесении каждого слоя 16; 17 от точки 14 (фиг. 1) для совмещения осей 18(фиг. 5) отверстий 15(фиг. 1). После достижения заданной толщины стенок фильтра со стороны торцов корпуса каркаса 1 слои 16; 17 и др. (фиг. 1) скрепляют неподвижно, например припоем 19 (фиг. 2) метом окунания в расплав. Затем штифты 6 и 7 вывертывают внутрь корпуса 1 оправки и вынимают из фильтра корпус 1 в сторону кольца 20.
Пример осуществления способа
Для фильтрации жидкого водорода в ракетном двигателе требуется изготовить металлический фильтр из стали 1Х18Н10Т с размерами: внутренний диаметр 80 мм, длина 150 мм, толщина стенки 2,5 мм с радиальными отверстиями в форме квадрата со стороной 0,45 мм и перемычкой между отверстиями 0,1 мм. Поворот отверстий по длине полосы относительно оси составляет не менее 22 градусов. Нарезанная полоса из стали 1Х18Н10Т толщиной 0,1 мм имела ширину 150 мм, длину 3620 мм. На полосу по технологии [1] нанесен слой фотоэмульсии, на который нанесены токопроводящие участки по форме отверстий в форме квадрата со стороной 0,45 мм для прохождении фильтруемой среды. После закрепления слоя по технологии [1] с. 33;34 на режимах с. 24 получены электрохимическим способом неподвижными электродами отверстия в форме квадрата со стороной 0,45 мм в полосе, которую затем наматывают на корпус в форме цилиндра с наружным диаметром 80 мм и шириной 150 мм, имеющего винты с длиной рабочей части 2,6 мм и скосом с наибольшей величиной 0,25 мм. Количество слоев - 25. После намотки торцы фильтра запаяли, затем вывернули винты и сняли фильтр с корпуса.
Измерения показали, что за счет фиксации многогранных отверстий в слоях фильтра можно, без снижения минимальной величины перемычки между отверстиями, увеличить их суммарную площадь на 19%. Следовательно, на столько же можно сократить габариты фильтра. Даже с учетом массы припоя масса фильтра также снижена. Кроме того, за счет закрутки струи на 25 градусов и устранения перекрытия отверстий в фильтре скорость протекания жидкой среды через фильтр и расход фильтруемой среды возрастет на 18%, что также позволило сократить размеры и массу фильтра без снижения его фильтрующих возможностей и прочностных характеристик. При проливке фильтра на стенде подтверждено возрастание расхода жидкости через фильтр на 14%, устранена нестабильность течения жидкости на всех участках фильтра.
Ротор сегментного ветроэлектрогенератора
Ветроэнергетическая установка
Сегментный ветроэлектрогенератор
Способ определения ширины зоны концентратов растягивающих остаточных сварочных напряжений стыкового соединения из стали
Способ отрезки заготовки от прутка механическими ножницами
Способ автоматической сварки плавлением
Способ возведения стенчатого фундамента с использованием ребристых плит перекрытий (покрытий)
Артикулятор
Способ стабилизации положения проволочного электрода и устройство для его применения
Муфта кривошипно-шатунного пресса
Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали
Способ прошивки глубокого отверстия и устройство для его прошивки
Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации
Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления
Устройство для выявления источника колебаний частоты и мощности
Способ комбинированной многоэлектродной электрохимической и эрозионно-химической прошивки глубоких отверстий малого сечения в металлической детали и устройство для его осуществления
Электрод-щетка и способ ее применения для удаления заусенцев в пазах детали
Способ управления каналом частотной коррекции систем автоматического регулирования частоты и мощности газотурбинных энергетических установок при выделении на изолированный район
Способ реализации общестанционного уровня управления газотурбинными электростанциями (гтэ) с газотурбинными энергоблоками (гтэб)
Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий

