Результат интеллектуальной деятельности: Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности.
Вид РИД
Изобретение
Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности.
Изобретение относится к области обработки резанием для случая изготовления деталей из недиэлектрических материалов инструментом, оснащенным сменными режущими пластинами из токопроводящих инструментальных материалов, для диагностирования состояния режущего инструмента в процессе его работы.
Известны различные способы определения момента отказа инструмента в процессе резания, основанные на решении тождества-неравенства [R]≥R, где [R] - предельно допустимое значение параметра, косвенно отражающего предельно допустимое значение доминирующего дефекта инструмента, a R - текущее значение измеряемого параметра. Достаточно полно подобные способы описаны в источнике «Диагностика автоматизированного производства» (С.Н. Григорьев, В.Д. Гурин, М.П. Козочкин и др.; под ред. С.Н. Григорьева. М, Машиностроение, 2011, - 600 с.)
Общим недостатком таких способов является то, что хотя они основаны на математических моделях, отражающих функциональную связь между параметром, принятым в качестве диагностического признака, и факторами резания с учетом величины доминирующего дефекта или неким критерием состояния, существует неинвариантность таких зависимостей в широком диапазоне факторов обработки, а также необходимость постоянного мониторинга исходящих параметров обрабатываемого материала. Это припуск на обработку, твердость и т.д., являющиеся возмущающими факторами, приводящими к ложному определению момента отказа инструмента.
Наиболее близко по совокупности существенных признаков является принятый за прототип способ (патент №2147489 «Резец для контроля износа режущей кромки в процессе резания» от 20.04.2000 г), сущность которого состоит в следующем:
Резец для контроля износа режущей кромки в процессе резания включает в себя резец, изолированный от массы станка прокладками, режущую пластину, выполненную из диэлектрического материала, например из керамики или композита, опорную пластину, выполненную из токопроводящего материала, например твердого сплава. Режущая пластина прижата к опорной пластине диэлектрическим прихватом посредством винта. Изделие и резец подсоединяются к измерительной цепи для регистрации ЭДС резания.
Перед установкой на станке производится настройка резца вне станка. Она заключается в установке лезвия режущей пластин относительно лезвия опорной пластины со смещением. Величина смещения при этом, выбирается в зависимости от величины допустимого износа задней поверхности режущей пластины, конструктивных и геометрических параметров инструмента, элемента режима резания - подачи и размера обрабатываемого изделия. По мере работы резца его режущая пластина изнашивается. В начальный период эксплуатации инструмента и далее, по мере его износа, пока ширина изношенной площадки задней поверхности не достигнет расчетной величины, сигнал ЭДС на выходе системы отсутствует, так как опорная пластина выполнена из диэлектрического материала и электрическая цепь разомкнута. Когда износ задней поверхности режущей пластины достигнет расчетной величины, в контакт с заготовкой вступает опорная пластина, выполненная из токопроводящего материала, которая замыкает электрическую цепь. Очевидно, что фиксирование электрического параметра определяет отказ режущего инструмента.
Недостатками такого способа определения момента отказа инструмента является узкая область применения, зависимость от факторов процесса резания, поскольку величина устанавливаемого зазора зависит от подачи и скорости резания посредством кинематического заднего угла μ согласно теории резания материалов, отсутствие защиты от попадания элементов стружки в зазор между поверхностью резания обрабатываемого материала и гранью подложки, что может привести к случайному замыканию и искажению результатов определения момента отказа инструмента при резании.
Технической проблемой, на решение которой направлено заявленное изобретение является формирование электрического потенциала, однозначно определяющего момент достижения критерия отказа режущего инструмента.
Технический результат заключается в определении момента отказа режущего инструмента при диагностировании его состояния для широкой номенклатуры обрабатываемых и инструментальных материалов, инвариантности к факторам процесса резания, что устраняет необходимость обращения к математическим моделям процесса обработки для расчета предельных значений косвенных диагностических параметров при обеспечении высокой достоверности определения момента отказа режущего инструмента.
Поставленный технический результат достигается тем, что в способе определения предельно допустимого износа сменной режущей пластины из недиэлектрического материала по главной задней поверхности, включающий формирование электрического потенциала в электрической схеме, работающей по принципу полуискусственной термопары, включающей в себя режущую пластину и обрабатываемую заготовку, по возникновению которого определяют предельно допустимый износ, для чего на опорную и заднюю поверхность режущей пластины с учетом величины предельно допустимого износа предварительно наносят трехслойное покрытие, имеющее диэлектрические внешние слои и токопроводящий центральный слой, который включают в электрическую схему для формирования упомянутого электрического потенциала.
Сущность заявленного изобретения поясняется следующим:
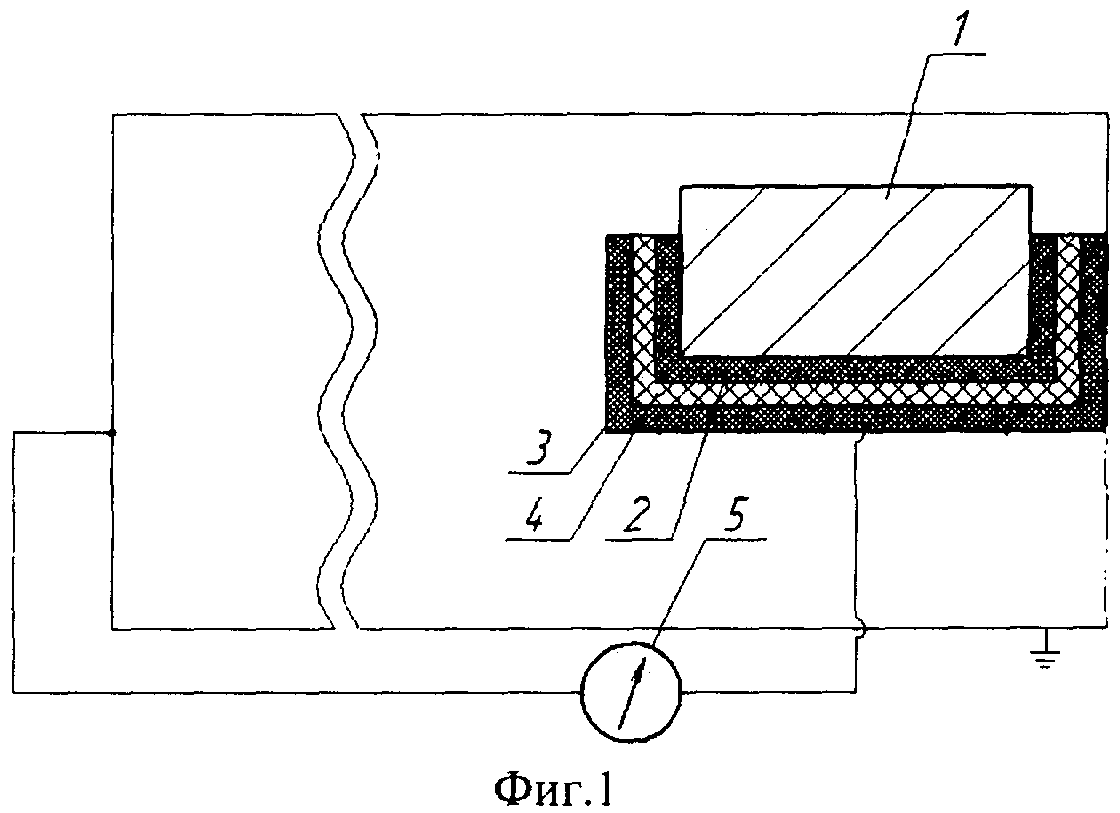
на фиг. 1 изображена электрическая схема для регистрации термотока по принципу полуискусственной термопары в исходном состоянии инструмента;
на фиг. 2 показан момент формирования электрического потенциала при касании исходного инструментального материала и токопроводящего покрытия с поверхностью резания обрабатываемого материала;
на фиг. 3 показан пример технологической оснастки, обеспечивающей нанесение специального покрытия на сменные многогранные режущие пластины.
Способ определения момента отказа режущего инструмента заключается в определении предельно допустимого износа сменной режущей пластины 1 из не диэлектрического материала по главной задней поверхности (на фиг. не показана), включающий формирование электрического потенциала в электрической схеме термопары, образованной из материалов режущей пластины 1 и обрабатываемой заготовки 2, при возникновении которого определяют предельно допустимый износ по главной задней поверхности, заданный на стадии нанесения трехслойного покрытия, имеющего внешний и внутренний диэлектрические слои 3 и 4 толщиной от 2 до 10 мкм каждый, имеющего химический состав Al2O3 или AlN, и токопроводящий центральный слой 5, например, TiN, который включают в электрическую схему для формирования упомянутого электрического потенциала 6 (см. фиг. 1). При этом токопроводящий слой покрытия наносится на заднюю и опорную поверхности пластины таким образом, чтобы он не доходил до режущих кромок по задней поверхности на величину предельно допустимого износа [hз] (см. фиг. 2) в зависимости от области применения режущего инструмента, что можно осуществить, применяя специальную маску 7 (см. фиг. 3). Третий диэлектрический слой покрытия наносится с использованием маски на опорной поверхности пластины таким образом, чтобы обеспечить возможность подключения промежуточного (второго) проводящего слоя покрытия в электрическую схему для регистрации термотока.
Электрический потенциал формируется в электрической схеме, работающей по принципу термопары, образованной из материалов режущей пластины 1 и обрабатываемой заготовки 2, при возникновении которого определяют предельно допустимый износ, заданный на стадии нанесения трехслойного покрытия.
Предлагаемый способ распространяется на все виды инструментальных токопроводящих материалов, из которых изготавливаются односторонние сменные режущие пластины и которые способны генерировать термоток с искусственной частью термопары в виде покрытия при обработке всех недиэлектрических конструкционных материалов, так как он инвариантен к факторам процесса резания, в том числе и возмущающим, что обеспечивает высокую достоверность определения момента отказа режущего инструмента в том случае, если за критерий отказа принимается предельный износ по главной задней поверхности.
Пример.
С целью определения момента отказа твердосплавной сменной многогранной пластины из сплава ВК10ХОМ с покрытием (TiAl)N при точении заготовки из сплава ХН77ТЮР на опорную и заднюю поверхности пластины были последовательно нанесены при помощи магнетронного распыления в вакуумной камере слои специального покрытия AlN и TiN толщиной 2 мкм каждый. Третий диэлектрический слой толщиной 20 мкм был сформирован распылением суспензии, содержащей Al2O3 на воздухе.
Эксперименты показали надежную регистрацию термоэлектрического сигнала при достижении критерия отказа пластины, а именно изнашивания по задней поверхности на величину 0.4±0.05 мм.
Изложенное позволяет сделать вывод о том, что поставленная задача - формирование электрического потенциала инвариантно определяющего момент отказа режущего инструмента решена, а заявленный технический результат - обеспечение высокой достоверности определения момента отказа режущего инструмента при критерии отказа [hз] для широкой области обрабатываемых и инструментальных материалов достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета, исходя из уровня техники и необходимых признаков, достаточных для получения требуемого технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического результата следующей совокупности условий:
1. объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для определения момента отказа инструмента, оснащенного сменными режущими пластинами из токопроводящих материалов с рабочими вершинами на одной стороне, при обработке недиэлектрических материалов и может найти применение в отраслях машиностроения;
2. для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материале заявки и известных из уровня техники на дату приоритета средств и методов;
3. объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентноспособности «новизна», «изобретательный уровень» и «промышленная применимость» по действующему законодательству.
Способ определения предельно допустимого износа сменной режущей пластины из недиэлектрического материала по главной задней поверхности, включающий формирование электрического потенциала в электрической схеме, работающей по принципу полуискусственной термопары, включающей в себя режущую пластину и обрабатываемую заготовку, по возникновению которого определяют предельно допустимый износ, отличающийся тем, что на опорную и заднюю поверхности режущей пластины с учетом величины предельно допустимого износа предварительно наносят трехслойное покрытие, имеющее диэлектрические внешние слои и токопроводящий центральный слой, который включают в электрическую схему для формирования упомянутого электрического потенциала.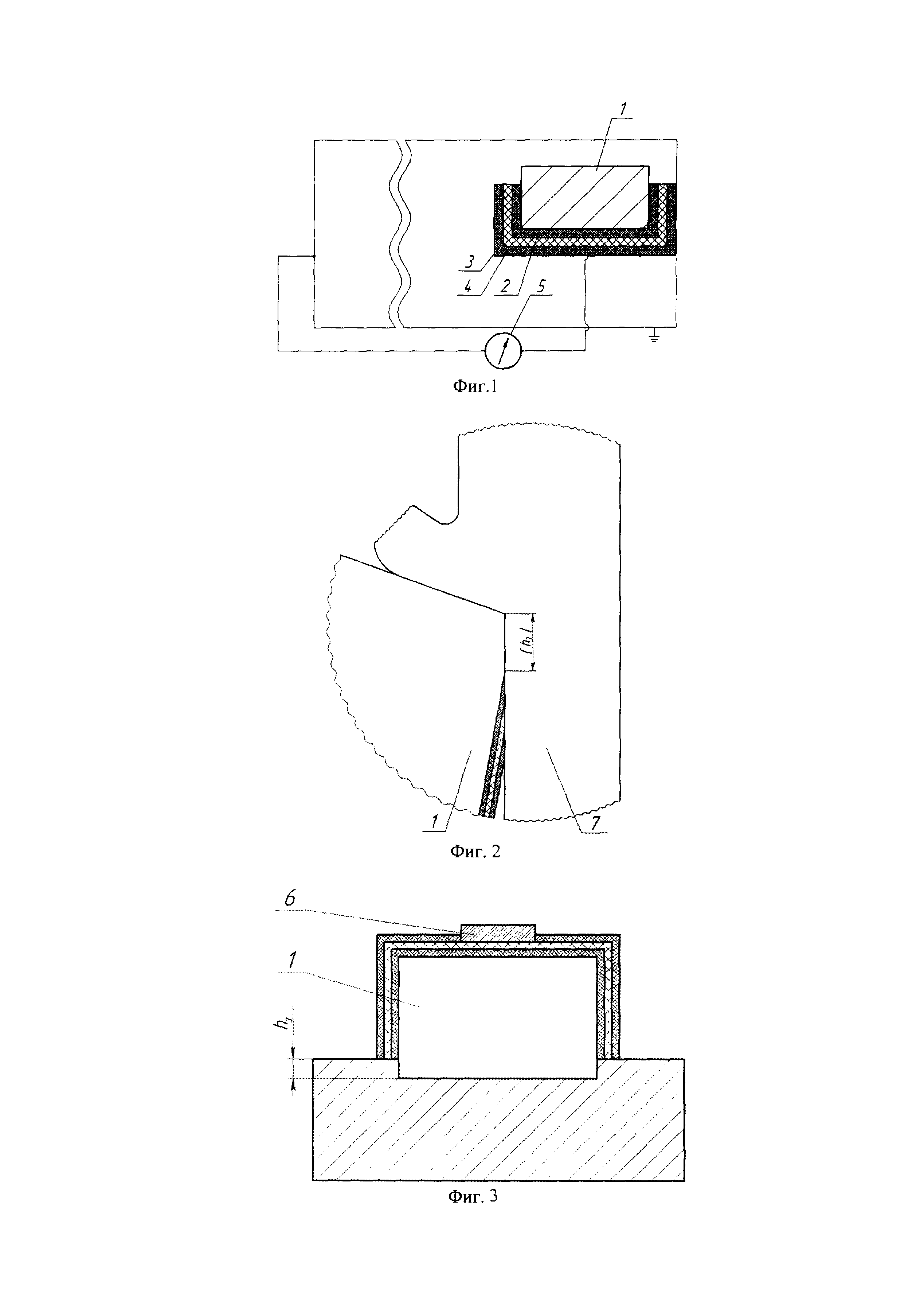
Способ крепления ступицы на валу
Приспособление для нарезания резьбы на трубах вне станка
Способ акустического мониторинга электронно-пучковой технологии поверхностного легирования в вакуумных камерах
Способ вывода звуковой информации о технологическом процессе электронно-пучкового воздействия
Устройство для обработки диэлектрических изделий быстрыми атомами
Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой
Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов
Система обеззараживания воздуха
Сборная фасонная фреза для обработки профиля железнодорожных колес
Сборная фасонная фреза для обработки профиля головки рельсов
Магнетронное распылительное устройство
Пултрузионная установка для изготовления стержней из полимерных композиционных материалов
Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов

