Способ окрашивания зернистого материала
Вид РИД
Изобретение
Изобретение относится к способам окрашивания поверхности зернистых материалов, в частности, нанесения лакокрасочного покрытия на поверхность сыпучих зернистых материалов и может быть использовано, прежде всего, для изготовления декоративного щебня, керамзита, которые могут быть использованы в качестве материала в ландшафтном дизайне, для обустройства пешеходных и велодорожек, горизонтальной разметки проезжей части, при создании различных мозаичных композиций.
Известен способ изготовления декоративного заполнителя и установка для его осуществления, включающий нанесение на поверхность зерен заполнителя силикатной краски путем их интенсивного перемешивания в течение 15-20 с, затем осуществляют отверждение, сначала во вращающемся со скоростью 30-50 об/мин барабане в потоке воздуха с температурой 80-90°С в течение 2-3 мин, после при 150-180°С во вращающемся со скоростью 3-4 об/мин барабане в течение 30 мин [А.с. СССР 1244123-аналог].
Недостатками известного способа являются: сложность осуществления способа, длительность полного цикла окрашивания, использование устаревшего оборудования, слипание окрашенных зерен заполнителя, большое потребление энергоносителей.
Известен способ окрашивания зернистого материала, включающий подачу и совместную обработку зернистого материала и красящей композиции в цилиндрической камере со скоростью вращения 300-700 об/мин по окружности, красящее вещество подают в камеру в виде суспензии, содержащей 0,3-2,0 мас. % красящего вещества, 01-1,0 мас. % клеящего вещества и 2,0-5,0 мас. % воды от окрашиваемого материала [патент РФ 2201408-Прототип].
Недостатками известного способа являются: низкие эксплуатационные характеристики, так как окрашивание зернистого материала осуществляют без предварительной промывки от загрязнений и пыли в результате чего снижаются адгезионные свойства поверхности окрашиваемого зернистого материала с окрашивающей композицией и соответственно, окрашенный зернистый материал имеет быструю истираемость, недолговечность окраски, низкую атмосферо- и влагостойкость.
Технический результат - Повышение эксплуатационных характеристик окрашенных зернистых материалов.
Техническая задача - Повышение эксплуатационных характеристик окрашенных зернистых материалов за счет повышения адгезионных связей окрашивающей композиции с поверхностью зернистого материала при одновременном повышении качества окрашенной поверхности зернистого материала.
Решение технической задачи способ окрашивания зернистого материала, включающий обработку зернистого материала и окрашивание перемешиванием во вращающемся смесителе, в котором, обработка зернистого материала осуществляется композитным вяжущим, состоящим из дистиллированной воды нормальной температуры, порошкообразного аддукта переработки лигнина при его содержании 0,05-0,3 кг на 1 л воды и известь-содержащего порошкообразного отхода при содержании 0,015-0,03 кг на 1 л воды, полученным перемешиванием компонентов в смесителе, в качестве которого используется барабан гравитационного действия со скоростью вращения барабана 30 об/мин в течение 2-5 мин, до образования однородного раствора, затем к приготовленному композитному вяжущему в барабан загружают окрашиваемый зернистый материал предварительно нагретый до температуры 40-60°С, необходимой для раскрытия микро- и макропор на поверхности зернистого материала при соотношении 1 кг композитного вяжущего на 1 кг зернистого материала и перемешивают в барабане при скорости вращения 50 об/мин в течение 2-3 мин, осуществляя одновременно промывку и нанесение на поверхность зернистого материала композитного вяжущего, после чего производят слив композитного вяжущего и при вращающемся барабане одновременно осуществляют подогрев зернистого материала потоком горячего воздуха при температуре 100-110°С до полного высыхания зернистого материала с образованием на его поверхности пленки от композитного раствора, а окрашивание зернистого материала осуществляют дозированным добавлением во вращающийся со скоростью 50 об/мин смесительный барабан лакокрасочного материала, состоящего из алкидно-акриловой краски при ее расходе 0,013-0,033 кг на 1 кг зернистого материала и сольвентного лака 0,13-0,2% масс. краски в течение 2-3 мин, после чего осуществляют сушку зернистого материала во вращающемся смесительном барабане при скорости вращения 50 об/мин горячим потоком воздуха при температуре 90-110°С в течение 3-7 мин, обусловленным полным высыханием и размером фракции зернистого материала.
Осуществление способа - Способ осуществляется следующим образом. Предварительно подготавливают композитное вяжущее (КВ), состоящее из дистиллированной воды нормальной температуры, порошкообразного аддукта переработки лигнина от 0,05 до 0,3 кг на 1 литр воды и известьсодержащего порошкообразного отхода от 0,015 до 0,03 кг на 1 литр воды. Перемешивание всех компонентов осуществляют в смесительном барабане гравитационного действия со скоростью вращения 30 об/мин в течение 2-5 минут до образования однородного раствора вяжущего.
Затем в смеситель, к приготовленному композитному вяжущему, производят загрузку зернистого материала с температурой 40-60°С, из соотношения, на 1 кг композитного вяжущего 1 кг зернистого материала и перемешивают в смесительном барабане со скоростью вращения 50 об/мин в течение 2-3 мин, тем самым осуществляя одновременно промывку и нанесение на поверхность зернистого материала композитного вяжущего.
После чего сливают остатки композитного вяжущего, и при вращающемся барабане осуществляют подогрев зернистого материала горячим потоком воздуха при температуре 100-110°С до полного высыхания и формирования на его поверхности пленки покрытия композитного вяжущего. После высыхания зерен в смесительном барабане, туда же дозированно добавляют во вращающийся со скоростью вращения 50 об/мин барабан окрашиваемую композицию, состоящую, например, из алкидно-акриловой-(АА) или алкидно-уретановой-(АУ) или пентафталевой-(ПФ) красок в расчете 0,013-0,033 кг на 1 кг зернистого материала и сольвентного лака 0,18-0,2% мас. краски. Окрашивание зернистого материала производят во вращающемся смесительном барабане со скоростью вращения 50 об/мин в течение 2-3 мин в результате чего краска равномерным слоем распределяется по поверхности зернистого материала. После чего осуществляют сушку зернистого материала во вращающемся с той же скоростью 50 об/мин барабане горячим потоком воздуха при температуре 90-110°С в течение 3-7 мин, обусловленным полным высыханием, применяемых лакокрасочных материалов и размером фракций зернистого материала. По окончании сушки, путем вращения смесительного барабана в обратную сторону выгружают окрашенный материал, засыпают в мешки и запечатывают.
Таким образом, использование композитного вяжущего, имеющего в своем составе порошкообразный аддукт переработки лигнина и известь содержащий порошкообразный отход, способствует образованию на поверхности зернистого материала прочной пленки, обеспечивающей образование крепкого сцепления лакокрасочного покрытия с обработанной поверхностью зернистого материала, а, следовательно, и повышение прочности покрытия и его долговечности, что и является новым техническим результатом заявляемого изобретения.
Заявляемый способ окрашивания зернистого материала в сравнении со способом по прототипу, позволяет повысить срок долговечности окрашенных поверхностей, зернистых материалов.
Пример конкретного исполнения.
По заявленному способу окрашивали зернистые материалы трех различных фракций: 0,6-5,0 мм; 1,0-30 мм; 15,0-20,0 мм алкидно-акриловой, акидно-уретановой и пентафталевой красками с добавлением 0,18-0,2% сольвентного лака от массы краски. Результаты сравнения расхода лакокрасочных материалов по заявленному способу и прототипу приведены в таблице 1.
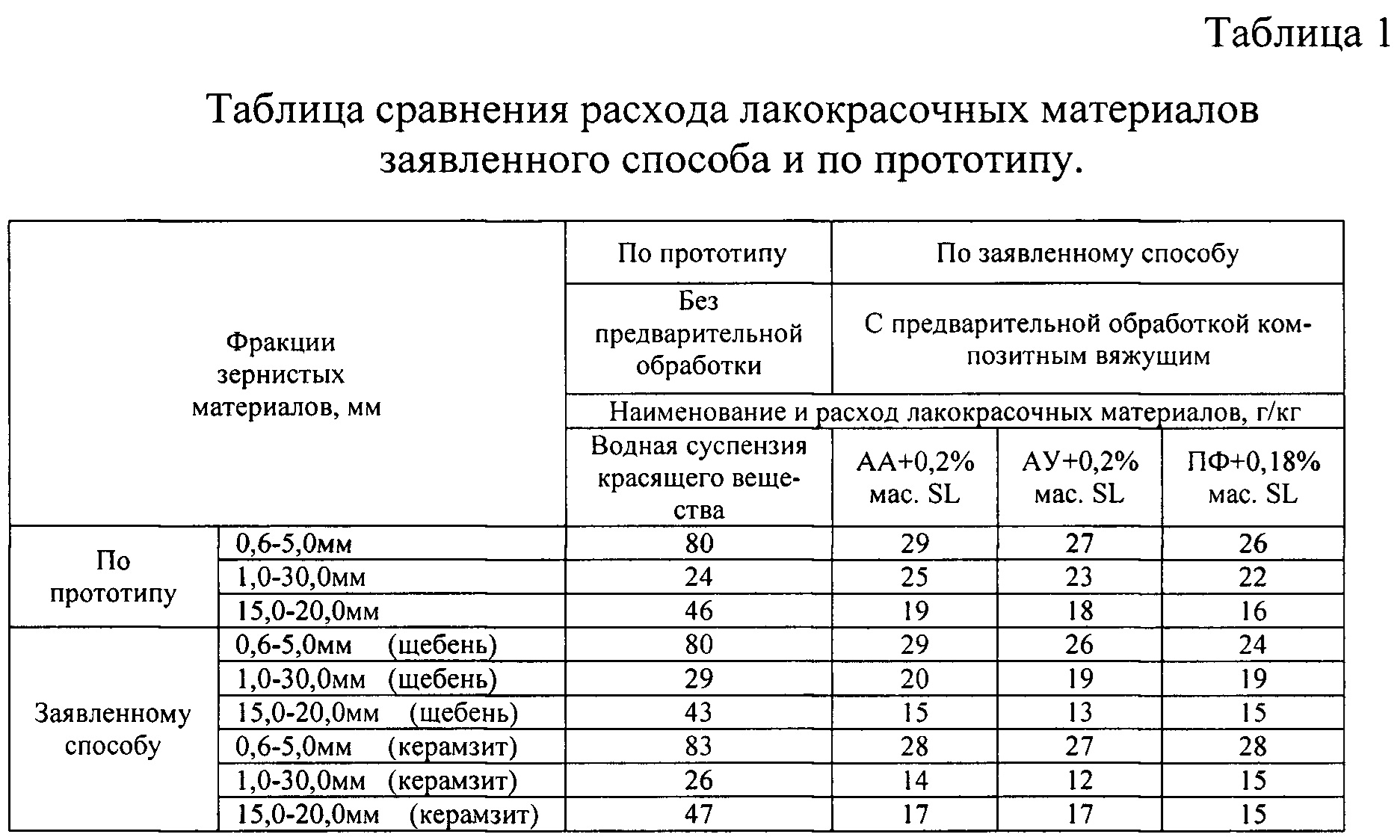
По полученным опытным путем результатам, видно, что после предварительной обработки поверхности окрашиваемых зернистых материалов расход лакокрасочных материалов значительно уменьшается.
Для щебня и керамзита окрашенных алкидно-акриловой краской и 0,2% (от массы краски) сольвентного лака, средняя экономия составляет: фракция 0,6-5,0 мм - 65,0%, фракция 1,0-30,0 мм - 38,2%, фракция 15,0-20,0 мм - 64,4%.
Для щебня и керамзита окрашенных алкидно-уретановой краской и 0,2% (от массы краски) сольвентного лака, средняя экономия составляет: фракция 0,6-5,0 мм - 46,5%, фракция 1,0-30,0 мм - 43,6%, фракция 15,0-20,0 мм - 66,7%.
Для щебня и керамзита окрашенных пентафталевой краской и 0,18% (от массы краски) сольвентного лака, средняя экономия составляет: фракция 0,6-5,0 мм - 68,1%, фракция 1,0-30,0 мм - 38,2%, фракция 15,0-20,0 мм - 66,7%.
Режимы окрашивания зернистых материалов описанным выше способом и по прототипу для разных фракций зернистого материала приведены в таблице 2.
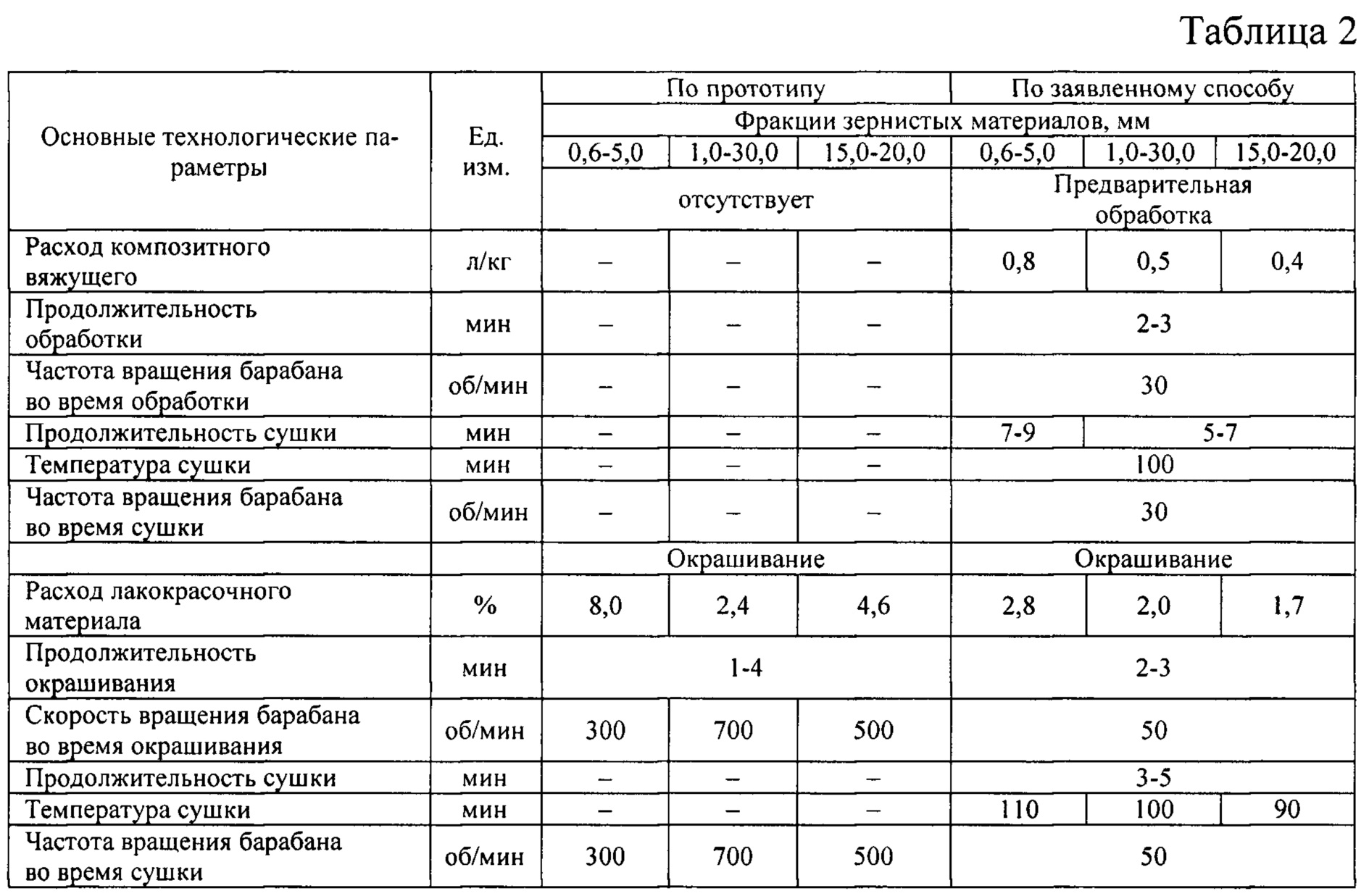
Из, приведенных данных в таблице 2 видно, что при окрашивании различных по фракциям зернистых материалов по заявляемому способу, в сравнении со способом по прототипу, расход лакокрасочных материалов, продолжительность окрашивания, значительно сокращается: расход лакокрасочного материала уменьшился для фракции 0,6-5,0 мм на 65%, для фракции 1,0-30,0 мм на 16,7%, для фракции 15,0-20,0 мм на 63%.
Продолжительность окрашивания зернистого материала снизилось на 25%.
Скорость вращения барабана во время окрашивания сократилась для фракции 0,6-5,0 мм на 83%.
Скорость вращения барабана во время окрашивания сократилась для фракции 1,0-30,0 мм на 92%.
Скорость вращения барабана во время окрашивания сократилась для фракции 15,0-20,0 мм на 90%.
Полученное на зернистых материалах декоративное покрытие испытывали по действующим установленным методикам. Результаты испытаний приведены в таблице 3.
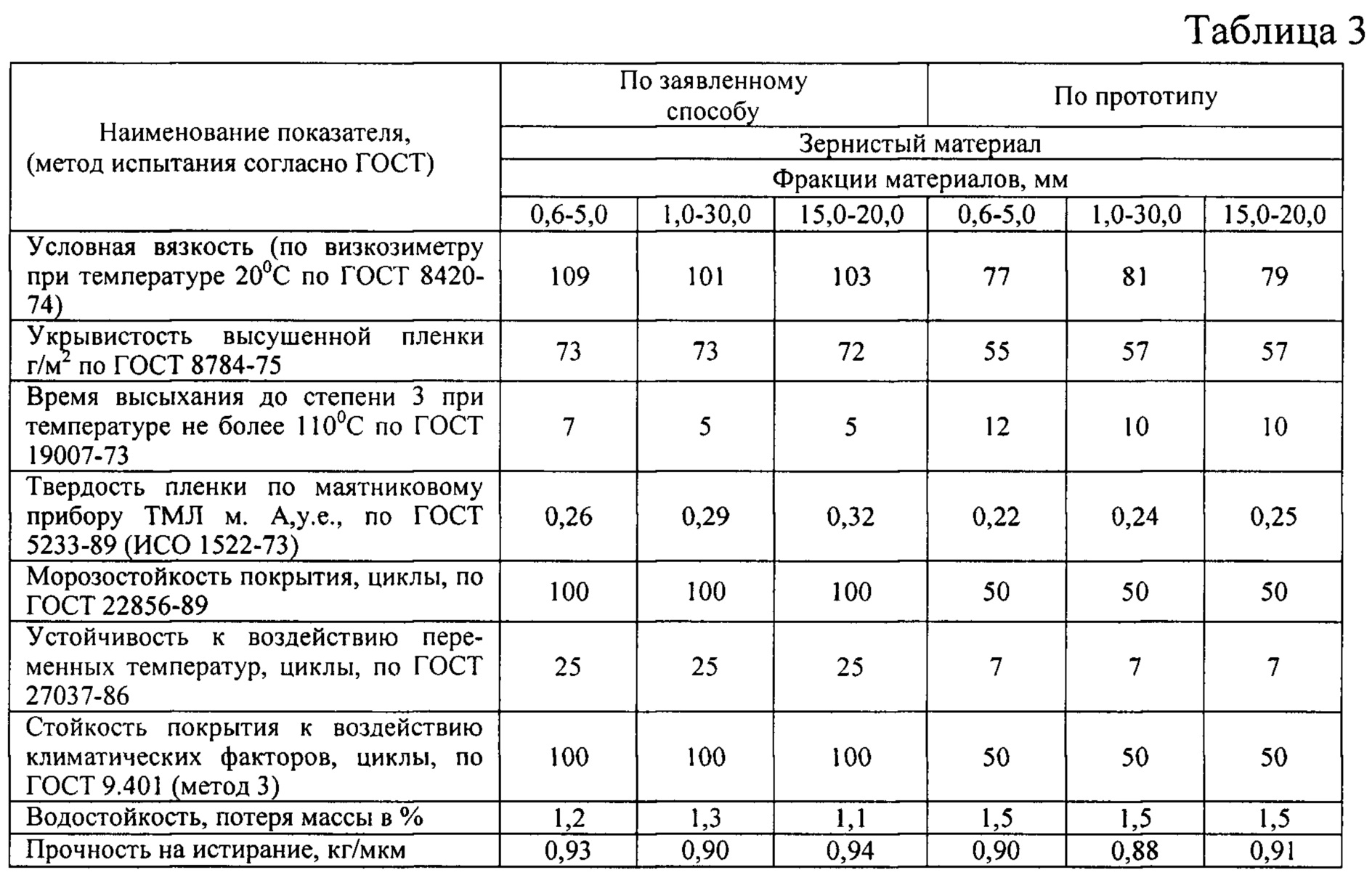
Из приведенных в таблице 3 экспериментальных данных видно, что прочность на истирание по заявленному способу для фракции 0,6-5,0 мм выше на 3,2% чем у прототипа, у фракции 1,0-30,0 мм выше на 2,2% чем у прототипа, у фракции 15,0-20,0 мм выше 3,2% чем у прототипа.
Обработка зернистых материалов композитным вяжущим повышает адгезию окрашивающей композиции с поверхностью зернистого материала.
Таким образом, заявляемый способ окрашивания зернистого материала, позволяет повысить срок долговечности окрашенных, зернистых материалов, используемых в качестве материала в ландшафтном дизайне для обустройства пешеходных и велодорожек, горизонтальной разметки проезжей части, при создании различных мозаичных композиций.
Способ окрашивания зернистого материала, включающий обработку зернистого материала и окрашивание перемешиванием во вращающемся смесителе, отличающийся тем, что обработка зернистого материала осуществляется композитным вяжущим, состоящим из дистиллированной воды нормальной температуры, порошкообразного аддукта переработки лигнина при его содержании 0,05-0,3 кг на 1 л воды и известьсодержащего порошкообразного отхода при содержании 0,015-0,03 кг на 1 л воды, полученным перемешиванием компонентов в смесителе, в качестве которого используется барабан гравитационного действия со скоростью вращения барабана 30 об/мин в течение 2-5 мин, до образования однородного раствора, затем к приготовленному композитному вяжущему в барабан загружают окрашиваемый зернистый материал, предварительно нагретый до температуры 40-60°С, необходимой для раскрытия микро- и макропор на поверхности зернистого материала, при соотношении 1 кг композитного вяжущего на 1 кг зернистого материала и перемешивают в барабане при скорости вращения 50 об/мин в течение 2-3 мин, осуществляя одновременно промывку и нанесение на поверхность зернистого материала композиционного вяжущего, после чего производят слив композитного вяжущего и при вращающемся барабане одновременно осуществляют подогрев зернистого материала потоком горячего воздуха при температуре 100-110°С до полного высыхания зернистого материала с образованием на его поверхности пленки от композитного вяжущего, а окрашивание зернистого материала осуществляют дозированным добавлением во вращающийся со скоростью вращения 50 об/мин смесительный барабан лакокрасочного материала, состоящего из алкидно-акриловой краски при ее расходе 0,013-0,033 кг на 1 кг зернистого материала и сольвентного лака 0,13-0,2% масс. краски в течение 2-3 мин, после чего осуществляют сушку зернистого материала во вращающемся смесительном барабане при скорости вращения 50 об/мин горячим потоком воздуха при температуре 90-110°С в течение 3-7 мин, обусловленным полным высыханием и размером фракции зернистого материала.Способ получения 3-(1-адамантил)пропановой кислоты
Керамическая масса для изготовления фильтров
Способ шлифования на станках с круглым магнитным столом торцов детали в виде кольца
Способ производства хлебобулочных изделий функционального назначения
Композиция для биологической очистки грунта, нефтешламов, жидких отходов и сточных вод от органических соединений и нефтепродуктов
Способ повышения коэффициента извлечения нефти на трудноизвлекаемых и истощенных месторождениях
Способ маркировки и идентификации изделий из резины
Способ получения жаростойкого интерметаллидного покрытия на поверхности пластины
Способ получения жаростойкого интерметаллидного покрытия на поверхности пластины из низкоуглеродистой стали
Способ получения жаростойкого интерметаллидного покрытия на поверхности пластины
Форсунка
Способ определения водонасыщения асфальтобетона
Способ возведения дорожной одежды
Способ укрепления подвижных песков
Органическая композиция для пропитки бетона
Система защиты гидропривода

