Результат интеллектуальной деятельности: СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ПОРОШКА СПЛАВА ТИТАНА
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к области термической обработки порошковых заготовок. В частности, но не исключительно изобретение находит свое применение при спекании трехмерных заготовок деталей, полученных путем формования порошка сплава на основе титана.
В настоящее время часто прибегают к процессам изготовления трехмерных деталей из металла (или металлического сплава) или из керамики с осуществлением этапа формования порошка с целью получения заготовки (например, используя технологию инжекционного формования порошка (PIM или MIM) при помощи связующего, технологию горячего изостатического прессования или технологию “tape casting”), за которым следует этап спекания заготовки.
Спекание заготовки представляет собой высокотемпературную термическую обработку (как правило, температура спекания составляет от 70% до 99% температуры плавления материала, образующего порошок заготовки, и даже превышает эту температуру плавления в случае спекания в жидкой фазе), предназначенную для уплотнения порошка с целью получения уплотненной моноблочной детали.
В случае сплавов на основе титана (например, сплавов типа TiAl6V4, TiAl-48-2-2 и т.д.), которые являются особенно чувствительными к окислению, условия спекания необходимо тщательно контролировать, чтобы минимизировать загрязнение конечной детали кислородом. Действительно, присутствие кислорода в конечной детали значительно ухудшает ее механические свойства и снижает ее прочность.
В условиях спекания, обычно применяемых для этих сплавов на основе титана, в частности, при температуре спекания сверх 1100°С, после спекания отмечается относительно большое загрязнение конечных деталей. Были определены следующие источники кислорода, которые могут потенциально загрязнить деталь в ходе спекания:
- остатки кислорода, содержащиеся в атмосфере камеры печи,
- влажность печи, и
- кислород, присутствующий в инструментах спекания (таких как плита, поддерживающая заготовку, и сама печь).
Известно использование кислородных «геттеров» или кислородных ловушек, например, в виде металлических стружек, расположенных вокруг заготовки, которые при окислении поглощают кислород.
Однако эти кислородные ловушки не позволяют получить удовлетворительный уровень загрязнения кислородом на вышеупомянутых сплавах, что выражается в недостаточной механической прочности конечной детали.
Раскрытие сущности изобретения
Настоящее изобретение призвано устранить такие недостатки и предложить способ термической обработки порошковой заготовки детали, содержащей сплав на основе титана, при этом способ включает в себя термическую обработку заготовки в печи при заранее определенной температуре, при этом во время термической обработки заготовка находится на поддоне. Способ отличается тем, что поддон содержит сплав на основе титана, в котором массовое содержание титана превышает или равно 45%, или сплав на основе циркония, в котором массовое содержание циркония превышает или равно 95%, при этом материал поддона имеет температуру плавления, превышающую заранее определенную температуру термической обработки, и тем, что между заготовкой и поддоном располагают антидиффузионный барьер, чтобы воспрепятствовать свариванию заготовки с поддоном.
В частности, заявленный способ характеризуется тем, что поддон, на котором располагают заготовку, позволяет уменьшить загрязнение кислородом конечной детали в результате термической обработки (этой термической обработкой может быть спекание).
Прежде всего, поскольку поддон содержит сплав с высоким массовым содержанием титана (как правило, более 45%) или сплав с высоким массовым содержанием циркония (как правило, более 95%), он может поглощать остатки кислорода, присутствующие в атмосфере камеры печи. Действительно, титан или цирконий могут легко поглощать окружающий кислород и окисляться.
Кроме того, поддон может поглощать кислород, который уже загрязнил заготовку. Действительно, титан и цирконий являются восстановителями в большей степени, чем оксид титана (TiO2), образующийся при окислении титана, присутствующего в заготовке. Таким образом, поддон играет роль кислородной ловушки для кислорода, присутствующего в заготовке.
В известных решениях во время спекания заготовки из порошка сплава на основе титана, как правило, заготовку помещают на плите из керамического материала (например, из двуоксида циркония, из оксида алюминия или из оксида иттрия). Было замечено, что плита из керамики постепенно теряет свои свойства после нескольких циклов спекания. Между керамической плитой и деталью происходит реакция окисления-восстановления, приводящая к восстановлению керамики плиты и к повышению содержания кислорода в детали.
В рамках заявленного способа, поскольку заготовку укладывают на поддон, она не входит в контакт с другой оснасткой, присутствующей в печи (такой как под или вышеупомянутая керамическая плита), что позволяет избегать загрязнения заготовки со стороны оснастки. Иначе говоря, поддон играет роль барьера или буфера для кислорода между этой оснасткой и заготовкой.
Наконец, поскольку поддон выполнен из материала, температура плавления которого превышает заранее определенную температуру термической обработки (например, температуру спекания), поддон не подвергается пластической деформации, то есть не претерпевает необратимых изменений своей структуры, когда его доводят до этой температуры. Таким образом, он может быть использован повторно для нескольких циклов термической обработки, не подвергаясь деформации.
В некоторых вариантах выполнения поддон содержит сплав на основе титана, в котором массовое содержание титана превышает или равно 90%, предпочтительно превышает или равно 99%. Например, поддон может содержать сплав на основе титана, выбираемый из следующих сплавов: T40, T60, TiAl6V4, TiAl-48-2-2.
В варианте поддон может содержать сплав на основе циркония, выбираемый из следующих сплавов: Zircaloy-2, Zircaloy-4.
Предпочтительно поддон имеет толщину, составляющую от 0,1 мм до 20 мм. Предпочтительно антидиффузионный барьер содержит оксид алюминия или оксид иттрия.
Предпочтительно пластину подвергают очистке. Под «очисткой» следует понимать любую обработку, позволяющую зачистить верхнюю поверхность поддона, на которую необходимо уложить заготовку, например, шлифование, фрезерование, пескоструйную обработку и прочие. Эта обработка позволяет удалить слой оксида, который может образоваться на поддоне, когда он находится в присутствии кислорода (например, кислорода воздуха), а также увеличить реактивную поверхность для улавливания кислорода в ходе термической обработки.
Термическая обработка заготовки может представлять собой спекание заготовки, при этом заранее определенной температурой термической обработки является температура спекания.
Краткое описание чертежей
Другие отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания не ограничительного примера осуществления со ссылками на прилагаемый чертеж, на котором:
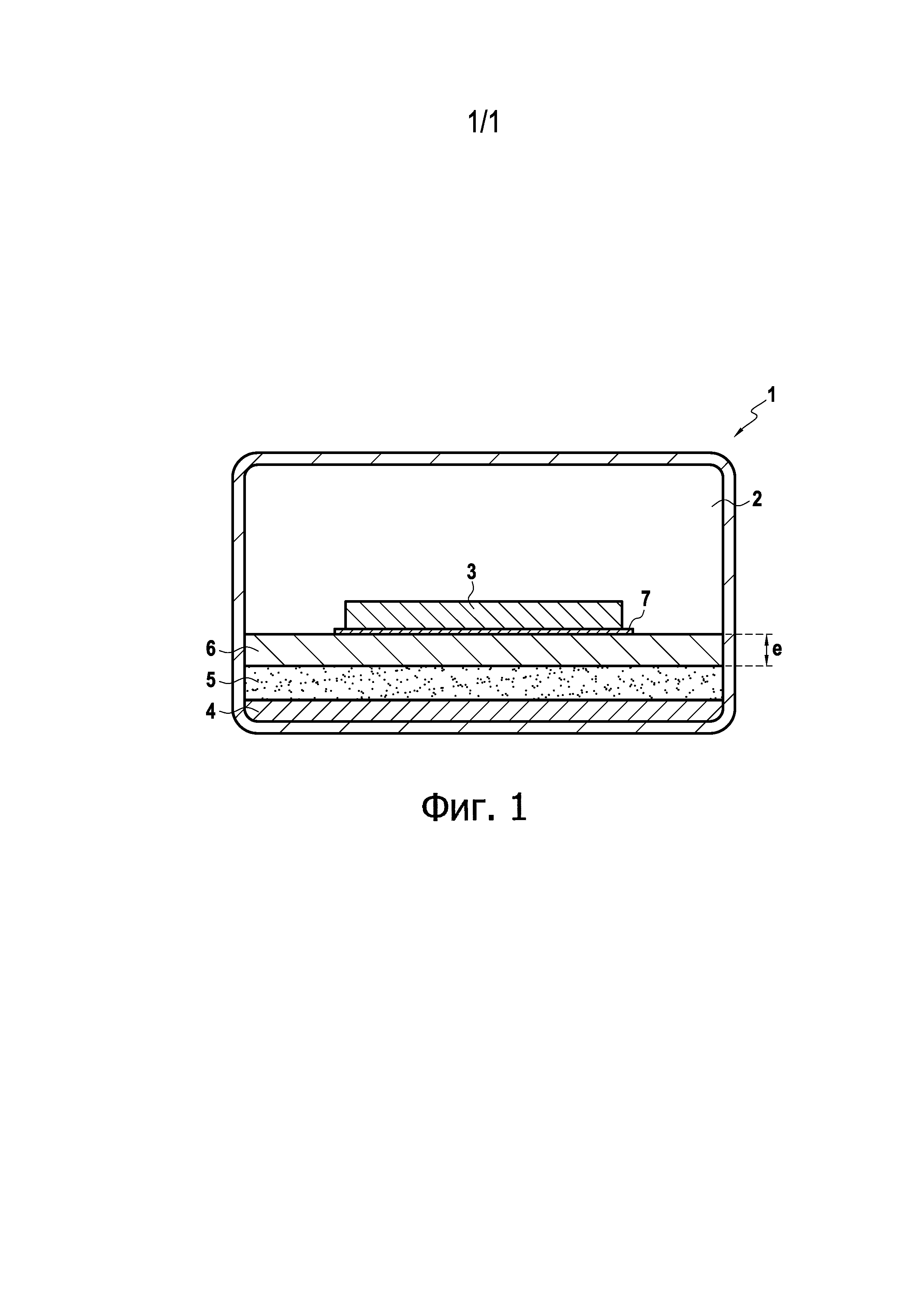
фиг. 1 - схематичный вид в разрезе поддона в соответствии с изобретением, который помещен в камеру печи и на котором находится предназначенная для термической обработки заготовка.
Осуществление изобретения
Для следует описание изобретения в его применении для спекания заготовки детали из порошка сплава на основе титана с целью уменьшения загрязнения спекаемой детали кислородом.
Необходимо отметить, что изобретение не ограничивается только спеканием порошковых заготовок, и его можно применять для любого типа термической обработки, требующего защиты от окисления, например, для удаления связующего из заготовки, выполненной из порошка в смеси со связующим.
На фиг. 1 очень схематично показана камера 2 печи 1, используемая для высокотемпературного спекания заготовки 3.
Заготовка 3 выполнена посредством формования порошка сплава на основе титана. Например, можно использовать следующие сплавы на основе титана: TiAl6V4, Ti-17, Ti-6242, Ti-5553, TiAl-48-2-2, TNMB1 и т.д.
Как известно, формование порошка для получения заготовки 3 можно производить, применяя процесс типа MIM (“Metal Injection Molding”), HIP (“Hot Isostatic Pressing”), посредством порошкового литья, литья пленки (“Tape Casting”), экструзии и т.д.
В камере 2 находится под 4, который может быть частью печи. Этот под 4 может представлять собой плиту из молибденового сплава (например, типа TZM) или из графита. Следует отметить, что на практике в камере спекания могут присутствовать несколько подов 4. Для упрощения показан только один под 4.
В случае необходимости, над подом 4 печи может находиться плита 5 из керамического материала. Эта керамическая плита 5 может содержать, например, диоксид циркония (ZrO2), оксид алюминия (Al2O3) или оксид иттрия (Y2O3).
Согласно изобретению, на керамической плите 5 находится поддон 6. Этот поддон 6, представляющий собой в данном случае опорную пластину 6, выполнен из металла или из металлического сплава, который обладает свойствами восстановления, в частности, по отношению к диоксиду титана (TiO2). Опорная пластина 6 выполняет роль кислородной ловушки не только для кислорода, присутствующего в атмосфере камеры 2, но также для кислорода, присутствующего в заготовке 3, которую укладывают на опорную пластину 6, и в находящейся в печи оснастке. Кроме того, эта опорная пластина 6 выполняет также роль барьера для кислорода, который присутствует в керамической плите 5 и в поде 4 и который уже не может воздействовать на заготовку 3 во время спекания.
Предпочтительно опорная пластина 6 максимально перекрывает керамическую плиту 5 или под 4, чтобы ограничивать загрязнение кислородом, поступающим из этой оснастки. Предпочтительно опорная пластина 6 перекрывает основание камеры 2 печи 1.
Толщина е опорной пластины 6 может составлять, например, от 0,1 мм до 20 мм.
Материалы с необходимыми восстановительными свойствами можно выбирать, например, среди сплавов на основе титана или сплавов на основе циркония, в которых содержание этих элементов является достаточно высоким.
Сплав на основе титана для опорной пластины 6 в соответствии с изобретением предпочтительно характеризуется массовым содержанием титана, превышающим или равным 45%, еще предпочтительнее массовое содержание титана превышает или равно 90% и еще предпочтительнее массовое содержание титана превышает или равно 99%. Например, такой сплав можно выбрать среди следующих сплавов: Т40, Т60, TiAl6V4, TiAl-48-2-2.
В варианте сплав на основе циркония для опорной пластины 6 в соответствии с изобретением предпочтительно характеризуется массовым содержанием циркония, превышающим или равным 95%. Например, такой сплав можно выбрать среди следующих сплавов: Zircaloy-2, Zircaloy-4.
Кроме того, предпочтительно опорная пластина 6 почти не деформируется пластически при рассматриваемых температурах термической обработки, то есть действующие на нее температуры не меняют ее механические свойства и ее форму. Иначе говоря, опорная пластина 6 должна быть стабильной с точки зрения размеров, хотя и может претерпевать незначительные деформации, связанные с массой поддерживаемой ею детали.
На практике, температура плавления материала опорной пластины 6 превышает самую высокую температуру, действующую на нее во время термической обработки. В случае спекания заготовки из порошка сплава на основе титана обычно температура спекания превышает 1100°С. Таким образом, температура плавления материала опорной пластины 6 должна как минимум превышать 1100°С.
Предпочтительно опорную пластину 6 следует очистить перед ее укладкой в печь 1. Для этого ее можно подвергнуть шлифованию, фрезерованию или пескоструйной обработке. Эта обработка очистки позволяет снять слой оксида, который мог сформироваться на опорной пластине 6 на открытом воздухе. Кроме того, очистка позволяет также увеличить реактивную поверхность опорной пластины 6 для улучшения улавливания кислорода.
Опорная пластина 6 по меньшей мере частично покрыта антидиффузионным барьером 7 (например, на основе оксида алюминия или оксида иттрия), чтобы заготовка 3, которая будет затем помещена на опорной пластине 6, не сцеплялась с этой пластиной по причине диффузии металлических элементов (явление диффузионной сварки). Таким образом, антидиффузионный барьер расположен между опорной пластиной 6 и заготовкой 3. Антидиффузионный барьер 7 можно наносить напрямую в виде слоя порошка при помощи кисти или в виде спрея из раствора.
Следует также отметить, что антидиффузионный барьер, аналогичный описанному выше, можно нанести между керамической плитой 5 и опорной пластиной 6 (или, в случае необходимости, между подом 4 и опорной пластиной 6), чтобы избежать их взаимного сцепления.
После размещения всех элементов оснастки и заготовки в печи можно произвести спекание заготовки 3. Рабочие условия для осуществления спекания заготовки из порошка сплава на основе титана известны специалисту в данной области, и их подробное описание опускается.
Пример
Производят спекание заготовки турбиной лопатки авиационного газотурбинного двигателя из порошка, сформованного при помощи процесса инжекционного формования металла (MIM или “Metal Injection Molding”). Используемый порошок содержит сплав на основе титана типа TiAl-48-2-2.
Используемая в этом примере опорная пластина 6 содержит сплав на основе титана типа TiAl6V4 и покрыта антидиффузионным барьером на основе оксида иттрия посредством распыления из раствора.
Спекание заготовки осуществляют при температуре, составляющей от 1380°С до 1445°С в течение времени от 2 часов до 10 часов в нейтральной атмосфере аргона.
Содержание кислорода в конечной детали после спекания (измеренное согласно норме EN10276) составляет около 1300 частей на миллион. Для сравнения, если заготовку подвергнуть спеканию в тех же условиях, но без использования пластины в соответствии с изобретением, содержание кислорода в детали достигает 4500 частей на миллион. Таким образом, в этом примере использование пластины в соответствии с изобретением позволяет уменьшить в 3,5 раза загрязнение кислородом в конечной детали.
Керамичекий сердечник и способ для изготовления полой лопатки турбины, применение керамического сердечника и газотурбинный двигатель с полой лопаткой турбины
Деталь, содержащая покрытие для защиты против соединений cmas
Способ изготовления преформы для аэродинамического профиля, аэродинамического профиля и сектора сопла путем селективного плавления на порошковой постели
Демонтажная муфта
Кольцевой узел турбины, поддерживаемый фланцами
Способ производства детали из композиционного керамического материала посредством инжекции под давлением наполненной суспензии в пористую форму
Турбина газотурбинного двигателя, содержащая элемент лабиринтного уплотнения
Выпускной корпус газотурбинного двигателя, газотурбинный двигатель и летательный аппарат
Способ изготовления детали из композиционного материала
Способ изготовления импрегнированной волоконной сборки

