Результат интеллектуальной деятельности: Способ продольной прокатки труб с натяжением
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при продольной прокатке труб на автоматическом стане и стане «тандем».
Из существующего уровня техники известен способ прокатки труб на двух раскатных последовательно расположенных станах продольной прокатки «тандем» и на автоматическом стане. Способ включает в себя прокатку трубы в два прохода в валках с калибрами на короткой цилиндро-конической оправке. Коэффициент вытяжки при прокатке трубы в первом проходе составляет λ1=1,12÷1,50, а во втором - λ2=1,07÷1,15. [Харитонов В.В., Богатов А.А., Вахрушев В.Ю. Оборудование для прокатки, прессования и волочения труб. Екатеринбург: УГТУ-УПИ, 2008 г., 233 с].
Недостатком такого способа продольной прокатки труб является сравнительно низкие коэффициенты вытяжки при прокатке на короткой цилиндро-конической оправке. Это связано с тем, что чем больше коэффициент вытяжки, тем интенсивнее затекает металла выпуски калибра, тем больше разностенность труб и больше вероятность образования дефектов.
Известен способ раскатки трубы в два прохода в валках с многогранными калибрами на короткой цилиндро-конической оправке (патент РФ №2332271, опубл. 27.08.2008). Коэффициент вытяжки в первом проходе составляет λ1=1,20-1,90, во втором λ2=1,00-1,07, то есть больше, чем у аналога.
Недостатком такого способа продольной прокатки труб является то, что коэффициенты вытяжки в первом и втором проходах имеют низкие значения.
Наиболее близким техническим решением, принятым за прототип, является способ продольной прокатки труб (патент РФ №2579857, опубл. 10.04.2016), при котором перед прокаткой трубы ей придают овальность с отношением большой оси овального сечения к его меньшей оси в диапазоне от 1,15 до 1,25, что обеспечивает увеличение равномерности заполнения калибра в процессе продольной прокатки на короткой цилиндроконической оправке, уменьшение разностенности трубы, а также увеличение коэффициента вытяжки в первом проходе до λ1=1,50÷2,00, а во втором - до λ2=1,07÷1,15. Однако коэффициенты вытяжки в первом и втором проходах имеет сравнительно низкое значение.
Техническая проблема, решаемая изобретением, заключается в том, что при прокатке на стане «тандем» или автоматическом стане коэффициент вытяжки имеет низкое значение из-за того, что с его ростом происходит увеличение разностенности труб, а ведение процесса прокатки по предлагаемому способу позволяет уменьшить разностенность труб и увеличить коэффициент вытяжки.
Указанная проблема решена за счет того, что продольную прокатку труб в двух проходах ведут с натяжением в валках с калибрами на короткой цилиндро-конической оправке, при этом трубе перед прокаткой придают овальность с отношением большой оси овального сечения к его меньшей оси в диапазоне от 1,15 до 1,25, а прокатку производят с прохождением большей оси овального сечения трубы через вершины калибров, а также с коэффициентом кинематического натяжения не более 1,1. Применение натяжения обеспечивает снижение интенсивности затекания металла в выпуски калибра, в результате чего уменьшается разностенность труб.
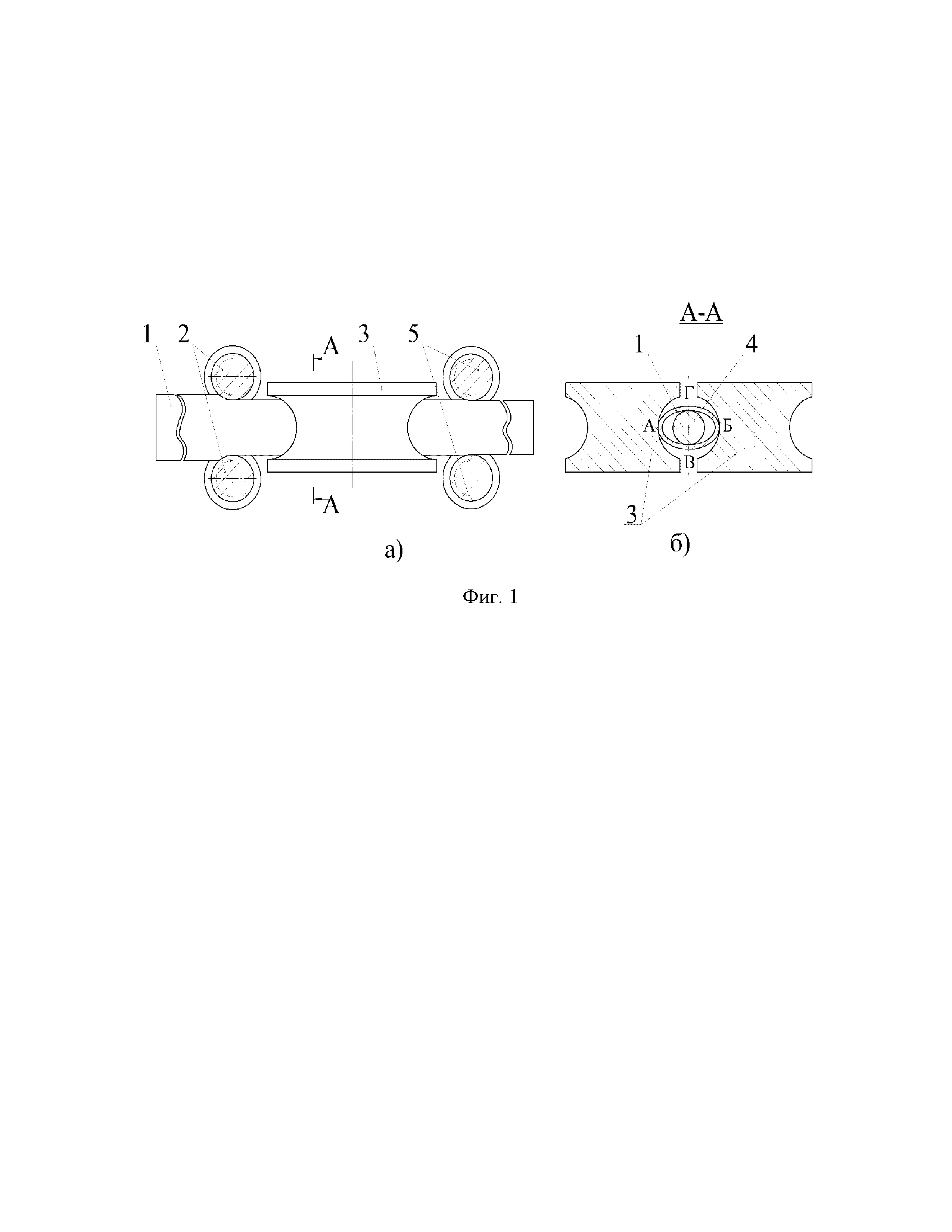
Способ продольной прокатки труб осуществляют следующим образом: трубе 1 (фиг. 1а) перед валками 3 стана продольной прокатки на короткой цилиндро-конической оправке 4 придают овальную форму эджерными валками 2, при этом отношение длин большей оси овального сечения трубы (АБ) к его меньшей оси (ВГ) находится в диапазоне от 1,15 до 1,25, а большая ось овального сечения трубы проходит через вершины калибра (фиг. 1б), что улучшает захват заготовки, обеспечивает равномерное заполнение калибра и уменьшение разностенности трубы после прокатки. После выхода переднего конца трубы из валков 3 эджерные валки 5 осуществляют захват трубы и создают кинематическое натяжение в стане.
По предлагаемому способу продольной прокатки коэффициент вытяжки в первом проходе увеличен до λ1=2,40, а во втором - до λ1=1,23.
Предлагаемый способ продольной прокатки труб с натяжением был опробован в ходе компьютерного моделирования в программе Deform. В ходе исследования было установлено, что применение натяжения при прокатке обеспечивает снижение интенсивности затекания металла в выпуски калибра и уменьшение разностенности труб. Благодаря этому коэффициент вытяжки при прокатке может быть увеличен. Установлено, что применение коэффициента кинематического натяжения ω до 1,1 и предварительной овализации трубы с отношением большой оси овального сечения к его меньшей оси в диапазоне от 1,15 до 1,25 при раскатке труб на короткой оправке позволяет повысить общий коэффициент вытяжки в первом и втором проходе на 22% по сравнению с прототипом, снизить разностенность труб, а также расширить сортамент труб, производимых на трубопрокатных агрегатах с автоматическим раскатным станом или станом «тандем». При значении коэффициента кинематического натяжения ω>1,1 происходит образование дефектов на внутренней поверхности труб.
Технический результат, достигаемый применением предлагаемого способа прокатки труб, заключается в увеличении коэффициента вытяжки при прокатке на автоматическом стане и стане «тандем».
Способ продольной прокатки труб с натяжением, включающий прокатку трубы в два прохода в валках с калибрами на короткой цилиндро-конической оправке, при этом трубе перед прокаткой придают овальность с отношением большей оси овального сечения к его меньшей оси в диапазоне от 1,15 до 1,25, а прокатку производят с прохождением большей оси овального сечения трубы через вершины калибров, отличающийся тем, что прокатку в первом и втором проходах ведут с коэффициентом кинематического натяжения не более 1,1.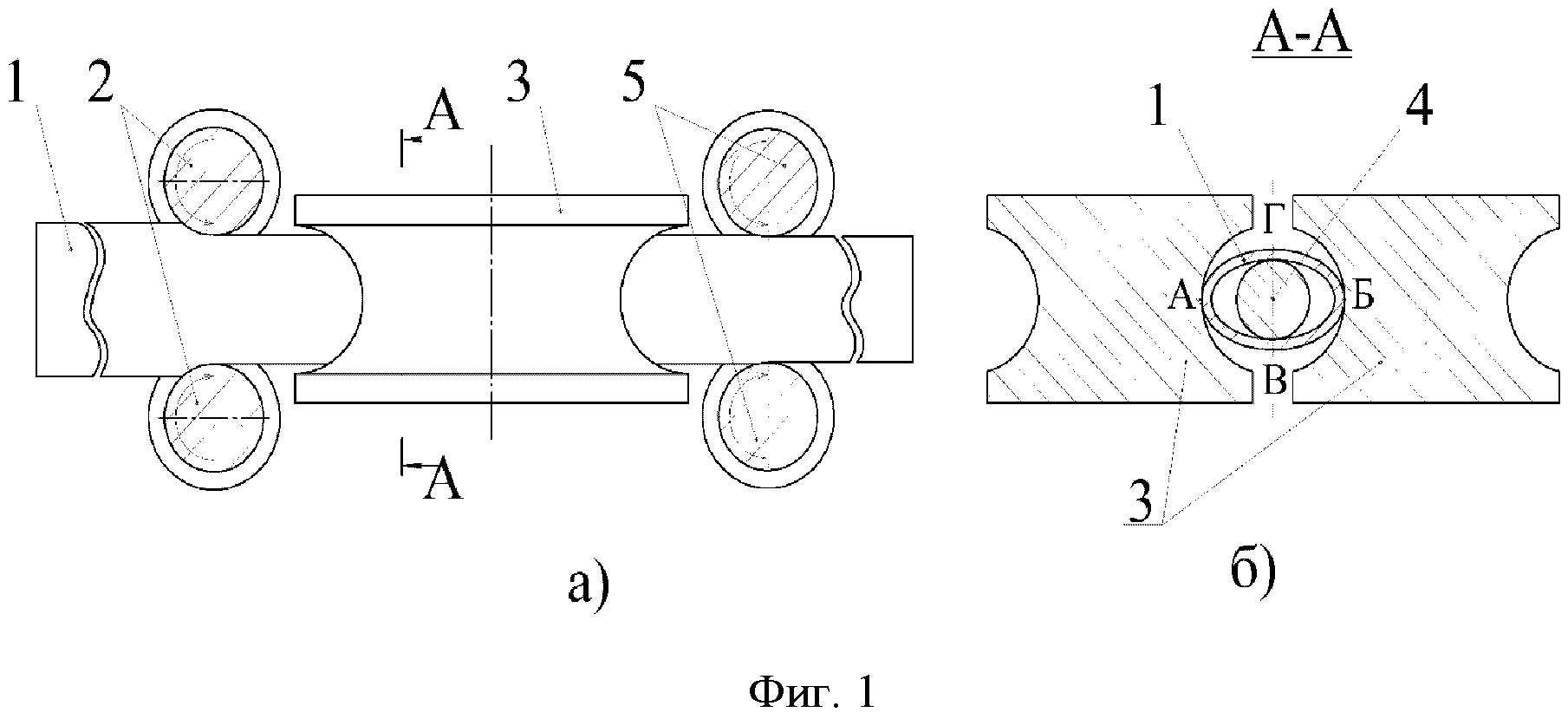
Способ определения уравновешенности и оптимального положения противовеса штанговой глубинно-насосной установки
Способ выплавки многокомпонентной латуни
Устройство для производства воды из воздуха
Способ токарной обработки
Проволока для сварки среднеуглеродистых среднелегированных броневых сталей
Инструментальный материал на основе карбидов
Способ контроля температуры монолитного бетона в перекрытии при его выдерживании и устройство для его осуществления
Способ контроля геометрических параметров резьбы
Способ извлечения урана из подземной урансодержащей воды
Интеллектуальный преобразователь
Способ продольной прокатки труб
Способ прокатки трубной заготовки
Способ профилирования заднего конца цилиндрической трубной заготовки для прокатки в трехвалковых станах винтовой прокатки
Способ определения сопротивления деформации сдвига материалов

