Результат интеллектуальной деятельности: СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к магнитно-абразивной обработке машиностроительных изделий, в частности к обработке кромок изделий перед сваркой.
Известен способ магнитно-абразивной обработки, реализуемый устройством (Авторское свидетельство СССР №655515, 1979 г. опубл. 05.04.1979 г.), в котором возможно осуществить обработку кромок изделий перед сваркой одновременно с боковых и торцовой поверхностей посредством задания вращательного движения магнитной системе с жестко закрепленными на сердечнике и обращенными один к другому открытыми торцами полюсов, выполненных в виде двух стаканов.
Недостатком способа является то, что равномерную обработку кромки изделия одновременно с боковых и торцовой поверхностей осуществить не представляется возможным, так как распределение магнитно-абразивной массы в процессе магнитно-абразивной обработки на боковых и торцовой поверхностях кромки изделия различно. Вследствие этого, съем материала и формирование качества поверхностного слоя на боковых поверхностях кромки изделия одно, а на торцовой поверхности - другое.
Известен способ магнитно-абразивной обработки, реализуемый устройством (Авторское свидетельство СССР №872222, 1981 г. опубл. 15.10.1981 г.), в котором возможно осуществить обработку кромок изделий перед сваркой одновременно с боковых и торцовой поверхностей посредством задания вращательного движения магнитной системе с жестко закрепленными на сердечнике и обращенными один к другому открытыми торцами полюсов, выполненных в виде двух стаканов. Причем с целью повышения производительности магнитно-абразивной обработки кромок изделий перед сваркой вытесняемая обрабатываемой кромкой магнитно-абразивная масса обратно возвращается в межполюсное пространство магнитной системы при помощи механически вдавливаемого в нее вращающегося под действием сил трения со скоростью, близкой к скорости вращения полюсов, диска.
Недостатком данного способа является невозможность равномерной обработки кромки изделия одновременно с боковых и торцовой поверхностей. Вызвано это тем, что распределение магнитно-абразивной массы на боковых поверхностях и торцовой поверхности кромки изделия в межполюсном пространстве магнитной системы, несмотря на постоянное возвращение магнитно-абразивной массы в межполюсное пространство, различно в виду различия магнитного поля на боковых поверхностях кромки изделия и торцовой поверхности. Это приводит к неравномерному съему материала и формированию качества поверхностного слоя на трех поверхностях кромки изделия.
Известен способ магнитно-абразивной обработки, реализуемый устройством (Авторское свидетельство СССР №872220, 1981 г. опубл. 15.10.1981 г.), в котором осуществляется равномерная обработка кромок изделий перед сваркой одновременно с боковых и торцовой поверхностей посредством совершения возвратно-поступательных движений кромки изделия в магнитно-абразивной массе, созданной при помощи магнитно-абразивного материала и трех постоянных магнитов. Причем два противолежащих постоянных магнита, отвечающих за обработку боковых поверхностей кромки изделия, имеют одинаковую полярность, а третий постоянный магнит, отвечающий за обработку торцовой поверхности кромки изделия, имеет противоположную полярность по отношению к двум противолежащим постоянным магнитам.
Недостатком данного способа является малая производительность при магнитно-абразивной обработке кромок изделий перед сваркой, так как возвратно-поступательные движения кромки изделия в магнитно-абразивной массе не позволяют работать на высоких скоростях в виду габаритов и крепления изделий.
Известен способ магнитно-абразивной обработки (Хомич Н.С. «Магнитно-абразивная обработка изделий». - Мн.: БНТУ. 2006 г., стр. 108.), который позволяет производить обработку кромок изделий перед сваркой одновременно с боковых и торцовой поверхностей посредством задания вращательных движений двум полюсным наконечникам с сформированной на них магнитно-абразивной массой и возвратно-поступательного движения в магнитно-абразивной массе обрабатываемой кромки изделия.
Недостатком данного способа является невозможность равномерной обработки кромки изделия одновременно с боковых и торцовой поверхностей, по причине различного магнитно-абразивного воздействия на боковые поверхности и торцовую поверхность кромки изделия.
Известен способ магнитно-абразивной обработки (Авторское свидетельство СССР №1284799, 1987 г. опубл. 23.01.1987 г.), принятый за прототип, который позволяет производить обработку кромок изделий перед сваркой одновременно с боковых и торцовой поверхностей посредством возвратно-поступательного перемещения кромки изделия в магнитно-абразивной массе, сформированной между двумя синхронно вращающимися полюсными наконечниками магнитной системы. Равномерность обработки кромки изделия может быть достигнута при оптимальном распределении магнитного поля в зоне обработки, которое создается за счет поддержания расстояния от кромки обрабатываемого изделия до оси вращения полюсных наконечников в пределах 0,86-0,95 радиуса полюсных наконечников.
Недостаток рассматриваемого способа заключается в том, что, несмотря на получаемую равномерность формируемых качественных характеристик при одновременной обработке боковых и торцовой поверхностей кромки изделия, оптимальное распределение магнитного поля в зоне обработки не позволяет вести бездефектную магнитно-абразивную обработку. Вызвано это тем, что в рабочем зазоре между двумя синхронно вращающими полюсными наконечниками и боковыми поверхностями кромки изделия в процессе магнитно-абразивной обработки преимущественно возникают микрорезание и микровыглаживание неровностей, однако между теми же наконечниками и торцовой поверхностью кромки изделия происходят микроударные воздействия на поверхность, ведущие к ускоренному деформированию неровностей и к остаточным абразивным включениям (дефектам). Такие дефекты в последующем отрицательно сказываются на коррозионной стойкости шва, так как становятся очагами начала межкристаллической коррозии, ускоряющей процесс окисления всего сварного шва.
Техническим результатом является равномерная и бездефектная магнитно-абразивная обработка кромок изделий перед сваркой одновременно с боковых и торцовой поверхностей.
Технический результат достигается тем, что дополнительно используют третий полюсной наконечник, которому задается синхронное вращательное движение относительно торцовой поверхности кромки изделия в плоскости, перпендикулярной плоскости двух синхронно вращающихся полюсных наконечников, при этом два синхронно вращающихся полюсных наконечника относительно двух боковых поверхностей должны быть расположены на одном уровне с пересечением плоскостей торцовой поверхности кромки изделия и боковых поверхностей кромки изделия.
Способ магнитно-абразивной обработки поясняется следующими фигурами:
фиг. 1 - схема магнитно-абразивной обработки;
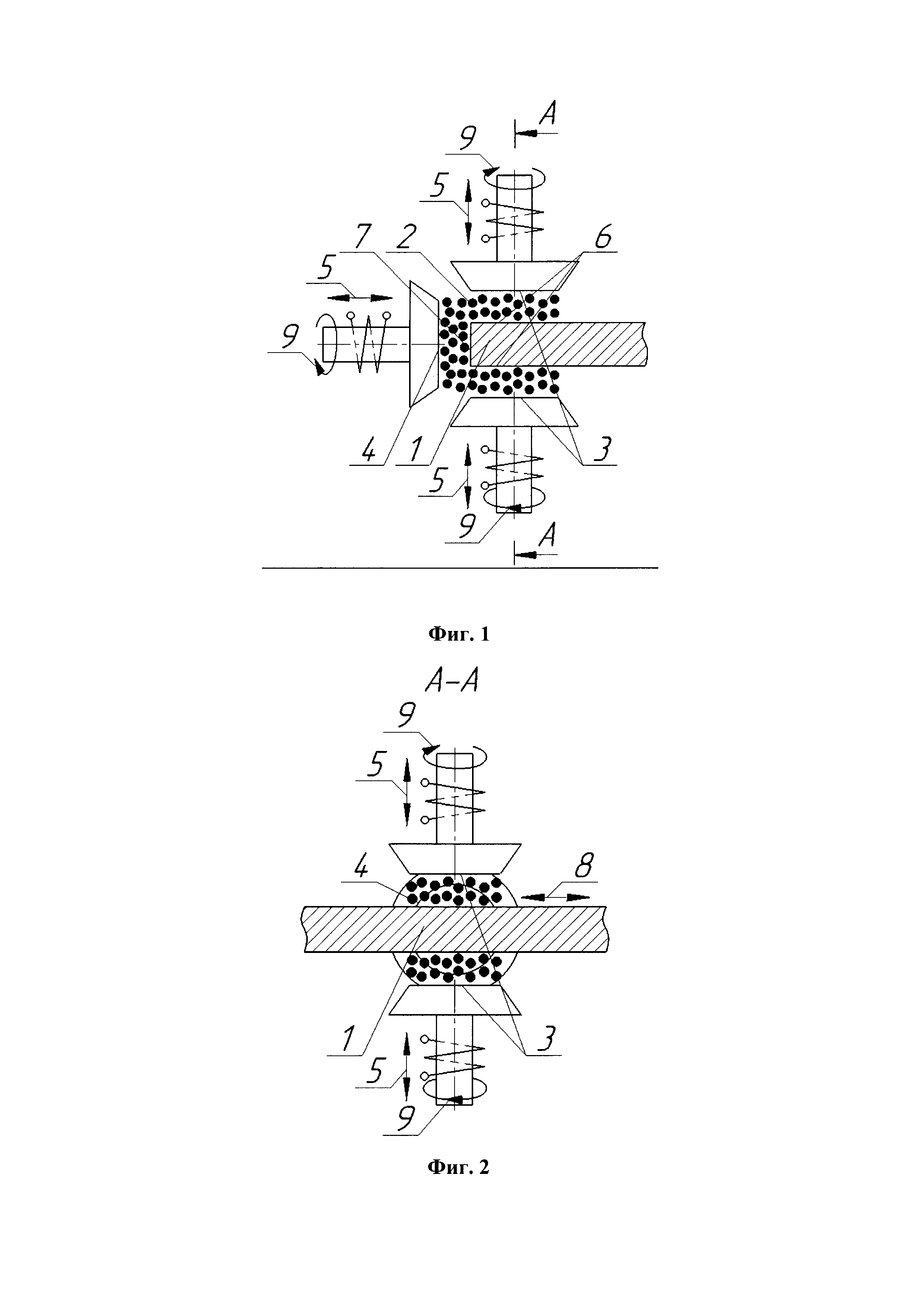
фиг. 2 - схема вида с боку при магнитно-абразивной обработке, где:
1 - кромка изделия;
2 - магнитно-абразивная масса;
3 - два боковых полюсных наконечника;
4 - торцовой полюсной наконечник;
5 - независимые друг от друга движения перемещения полюсных наконечников;
6 - боковые поверхности кромки изделия;
7 - торцовая поверхность кромки изделия;
8 - возвратно-поступательное движение кромки изделия;
9 - синхронные вращательные движения трех полюсных наконечников.
Способ осуществляется следующим образом. Первоначально кромку изделия 1 помещают в магнитно-абразивную массу 2, которая сформирована магнитной системой, включающей два боковых полюсных наконечника 3 и торцовой полюсной наконечник 4, установленный перпендикулярно двум боковым полюсным наконечникам 3 (фиг. 1). Затем посредством независимых друг от друга движений перемещения полюсных наконечников 5 устанавливают одинаковый рабочий зазор между двумя боковыми полюсными наконечниками 3 и боковыми поверхностями кромки изделия 6 и между торцовым полюсным наконечником 4 и торцовой поверхностью кромки изделия 7. После этого одновременно задают возвратно-поступательное движение кромки изделия 8 (фиг. 2) вдоль двух боковых полюсных наконечников 3 и торцового полюсного наконечника 4 и синхронные вращательные движения трем полюсным наконечникам 9 в одностороннем направлении (фиг. 1, 2). При магнитно-абразивной обработке кромки изделия 1 перед сваркой два боковых полюсных наконечника 3 должны быть расположены на одном уровне с пересечением плоскостей торцовой поверхности кромки изделия 7 и боковых поверхностей кромки изделия 6 (фиг. 1). Посредством синхронных вращательных движений трех полюсных наконечников 9 в одностороннем направлении и возвратно-поступательного движения кромки изделия 8 в магнитно-абразивной массе 2 магнитной системы осуществляется равномерная и бездефектная магнитно-абразивная обработка кромки изделия 1 одновременно с боковых поверхностей кромки изделия 6 и торцовой поверхности кромки изделия 7 (фиг. 1).
Способ поясняется следующими примерами.
Для магнитно-абразивной обработки кромок изделий перед сваркой применялась специально разработанная установка с тремя вращающимися полюсными наконечниками, геометрия которых изменялась в зависимости от толщины обрабатываемой кромки и рабочего зазора.
Магнитно-абразивная обработка кромки изделия толщиной 8 мм из материала 40Х при магнитной индукции в межполюсном пространстве магнитной системы равной 0,6÷0,8 Тл, рабочем зазоре - 2÷4 мм, зернистости порошка - 160÷315 мкм, скорости подачи кромки вдоль полюсных наконечников - 250 мм/мин, частоте вращения полюсных наконечников - 500 об/мин и времени обработки - 180 с показала равномерное формирование микронеровностей на боковых и торцовой поверхностях кромки изделия, при этом абразивных включений ни на одной из поверхностей не обнаружено.
Способ магнитно-абразивной обработки, включающий одновременную обработку торцовой и боковых поверхностей кромки изделия при совершении изделием возвратно-поступательного движения в магнитно-абразивной массе, сформированной двумя синхронно вращающимися полюсными наконечниками относительно двух боковых поверхностей кромки изделия, отличающийся тем, что дополнительно используют третий полюсной наконечник, которому задают синхронное вращательное движение относительно торцовой поверхности кромки изделия в плоскости, перпендикулярной плоскостям двух синхронно вращающихся полюсных наконечников, при этом два синхронно вращающихся полюсных наконечника расположены относительно двух боковых поверхностей на одном уровне с пересечением плоскостей торцовой поверхности и боковых поверхностей кромки изделия.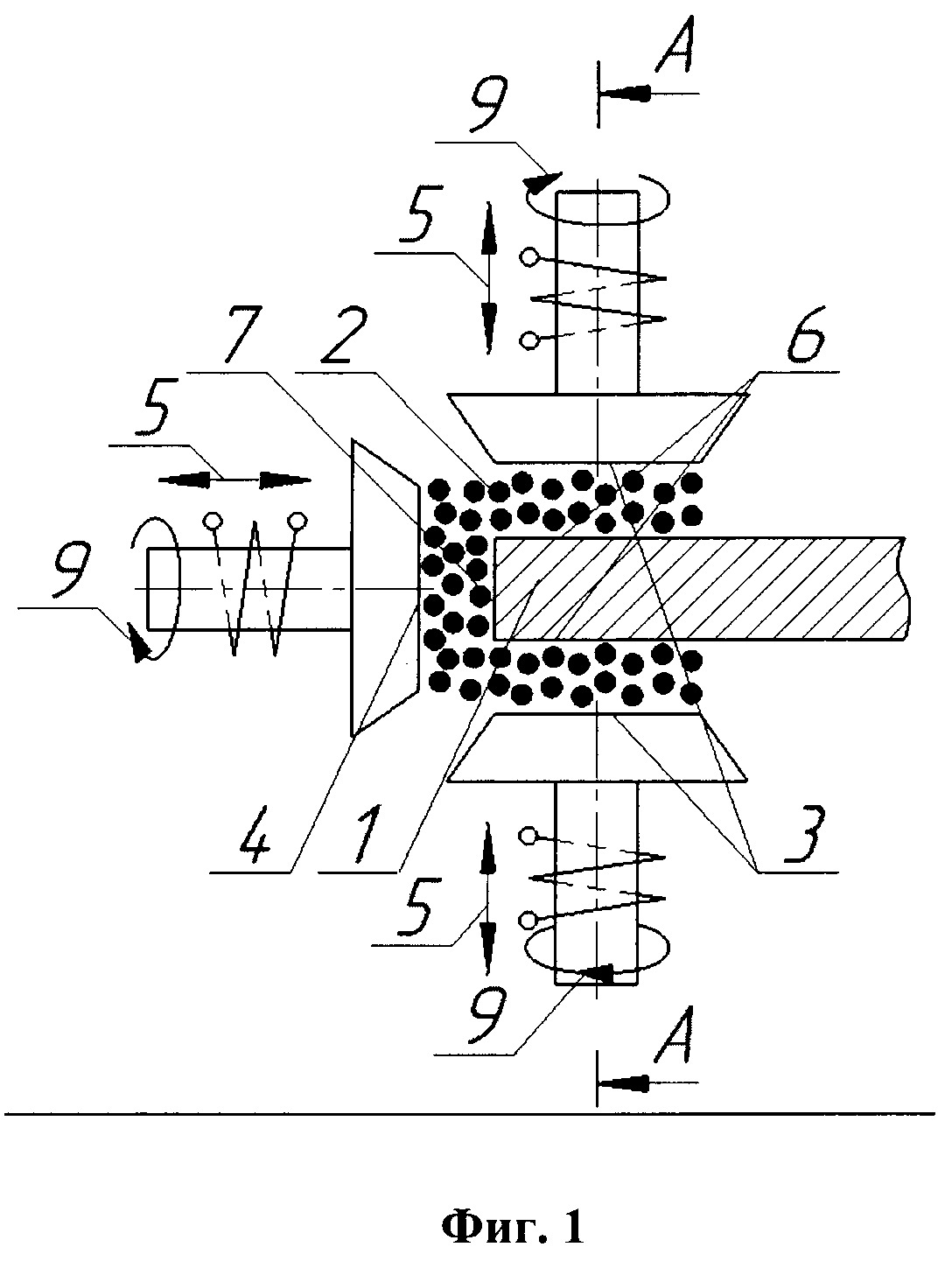
Способ извлечения катионов gd (3+) додецилсульфатом натрия
Гибридный цемент
Противоизносная присадка к дизельному топливу с ультранизким содержанием серы
Имитационная система контроля качества моторного масла транспортных средств
Тампонажная смесь
Способ получения глинозема
Способ получения композитного углеродсодержащего материала
Полимерный состав для внутрипластовой водоизоляции терригенных коллекторов
Установка для нанесения покрытия на стальное изделие в легкоплавком металлическом растворе
Способ механической обработки стальной заготовки с дроблением стружки
Устройство для измерения удельного сопротивления полупроводниковых режущих керамических пластин

