Результат интеллектуальной деятельности: Способ нанесения покрытий электродуговой металлизацией
Вид РИД
Изобретение
Изобретение относится к области нанесения металлических покрытий, в частности к способам электродуговой металлизации и может найти применение в различных отраслях машиностроения и ремонтном производстве.
Известен и подробно описан способ электродуговой металлизации путем распыления, расплавленного дугой металла под действием потока продуктов сгорания углеводородных топлив, существенно снижающий выгорание легирующих элементов (Бурякин А.В., Кузьмин А.В. Электродуговая металлизация с распылением металла продуктами сгорания углеводородных топлив // Сварочное производство, 1993. №3. С.7-8) [1].
Недостатками этого способа являются неполное исключение выгорания легирующих элементов, сравнительно невысокое повышение износостойкости наносимых покрытий и сложность процесса электродуговой металлизации.
Известен способ электродуговой металлизации путем распыления расплавленной дугой бронзы под действием потока азота, исключающего окисление и выгорание легирующих элементов, повышающего коррозионную стойкость, твердость и износостойкость покрытий (Патент РФ 2577873, С23С 4/02, С23С 4/12, B05D 3/00, опубл. в Б.И. №8, 2016) [2].
Недостатком данного способа является дороговизна и сложность процесса электродуговой металлизации.
Наиболее близким к предлагаемому способу по технической сущности, является способ электродуговой металлизации, в котором в поток расплавленного металла вместе со сжатым воздухом подается аэрозоль, содержащий хлорид аммония и выполняющий роль защитной среды (авторское свидетельство №1183562, кл. С 23 С /00, 07.10.85, бюл. №37) [3].
Недостатком данного, способа является выгорание легирующих элементов и сравнительно невысокий эффект повышения износостойкости получаемых покрытий.
Задачей предлагаемого изобретения является повышение долговечности деталей восстановленных электродуговой металлизацией.
Техническим результатом изобретения является повышение адгезионной прочности и износостойкости покрытий, полученных методом электродуговой металлизации, за счет применения водного раствора неорганических веществ.
Поставленная задача и указанный технический результат достигаются за счет того, что в известном способе нанесения покрытий электродуговой металлизацией, включающем расплавление напыляемого материала в электрической дуге и распылении его на подложку сжатым воздухом, смешанным в определенном соотношении с водным раствором, согласно изобретению, применяется водный раствор следующего состава, мас. %: кальцинированная сода - 4,1…4,3, тетраборат натрия - 1,1…1,3, криолит - 0,5…0,7, вода остальное.
Сущность метода заключается в том, что расплавленный электрической дугой металл вместе со сжатым воздухом вводится аэрозоль, представляющий собой водный раствор химических неорганических веществ (кальцинированная сода Na2CO3, тетраборат натрия Na2B4O7, криолит Na3AlF6,), которые при растворении в воде прошли этап электролитической диссоциации.
Расход водного раствора устанавливают из условия максимальной диссоциации веществ в дуге и факеле распыла металлизатора, что в свою очередь зависит от мощности дуги и производительности металлизатора. При этом стабильность горения дуги является основным показателем нормы подачи водного раствора.
Распыление металла производят на металлизаторе ЭМ-12 сжатым воздухом, смешанным с водным раствором, следующего состава, мас. %: кальцинированная сода - 4,1…4,3, тетраборат натрия - 1,1…1,3, криолит - 0,5…0,7, вода остальное. В качестве напыляемого материала используется сварочная проволока Св-08Г2С диаметром 1,2 мм. Режимы электродуговой металлизации: сила тока - 180 А, напряжение - 32 В, скорость напыления - 42 м/ч, скорость подачи проволоки Св-08Г2С - 80,3 м/ч, расход раствора - 8…10 мл/мин, дистанция металлизации 140 мм.
В заявляемом способе в процессе электродуговой металлизации задействуются такие химические элементы как алюминий, углерод, бор. Использование в составе водного раствора алюминия и углерода для раскисления металла в покрытии - обеспечивает увеличение их адгезионной прочности. Наличие в составе водного раствора бора, а также углерода повышает микротвердость нанесенного металла, что соответственно позволяет получить более высокую износостойкость покрытий. Для наглядности, в таблице приведены данные по физико-механическим показателям покрытий, полученные способом, принятым за прототип и предлагаемым способом нанесения покрытий электродуговой металлизации на сталь-18ХГТ сварочной проволоки Св-08Г2С.
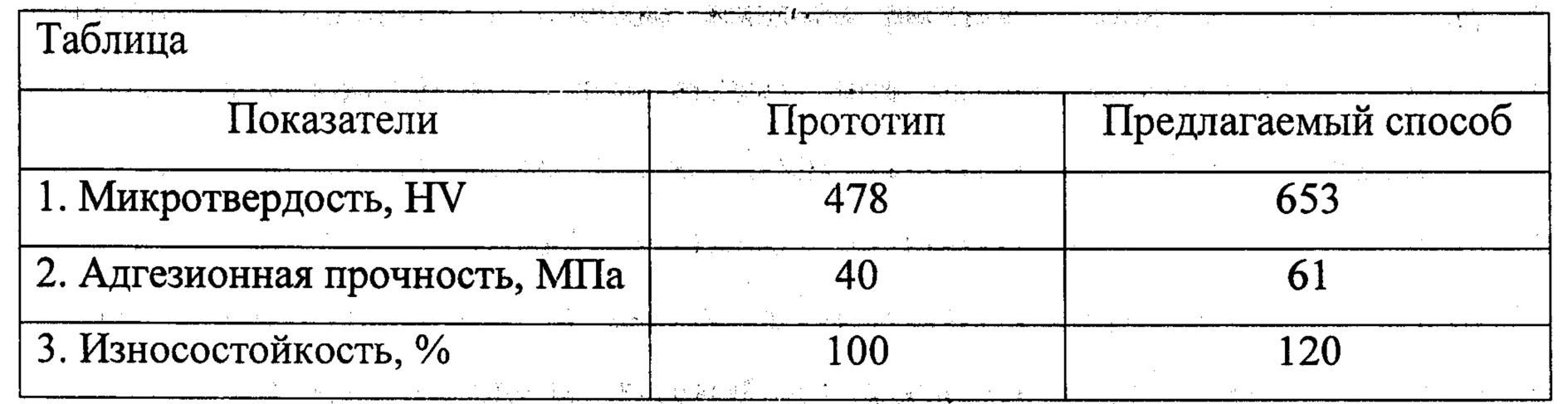
Как видно из таблицы, предлагаемый способ электродуговой металлизации в сравнении с прототипом позволяет в среднем в 1,5 раза увеличить адгезионную прочность и в 1,2 раза износостойкость наносимого покрытия.
Способ повышения среднесуточного прироста бычков в возрасте от 6 месяцев
Способ коррекции биохимического статуса у высокопродуктивных коров в условиях промышленного комплекса
Способ адаптации высокопродуктивных коров к условиям промышленного комплекса в зимний стойловый период
Клапан штангового насоса
Установка для одновременно-раздельной эксплуатации двух пластов

