Результат интеллектуальной деятельности: Установка для горизонтального непрерывного литья и прессования металла методом конформ
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к обработке металлов совмещенными методами непрерывного литья и прессования, и может быть использовано для изготовления изделий из цветных металлов и сплавов.
Известно устройство для непрерывного литья и прессования сварочной алюминиевой проволоки методом конформ, включающее печь-миксер с питателем и дозатором, содержащее кристаллизатор, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, снабженный коллектором для хладагента, охватывающим его боковые поверхности и имеющий кольцевую канавку на верхней части диска и сопрягающийся с ней неподвижный дугообразный сегмент с матрицей и с выступом, перекрывающим поперечное сечение кольцевой канавки и имеющим в верхней части коллектор для хладагента, а каждый коллектор снабжен патрубками для подвода и отвода хладагента, согласно изобретению коллекторы снаружи герметично закрыты кожухами, при этом коллектор кристаллизатора имеет три независимые герметичные секции, снабженные индивидуальными патрубками для подвода и отвода хладагента и расположенными последовательно: в зоне кристаллизации деформируемого металла между дозатором и неподвижным дугообразным сегментом; по длине неподвижного дугообразного сегмента и в зоне охлаждения кристаллизатора между неподвижным дугообразным сегментом и дозатором; кроме того на наружной поверхности неподвижного дугообразного сегмента на выходе из канала матрицы профиля соосно по отношению к матрице расположен полый цилиндр, выступающий над поверхностью кожуха коллектора неподвижного дугообразного сегмента, который охватывает всю наружную поверхность неподвижного дугообразного сегмента и снабжен патрубками для подвода хладагента в области нижней части выступа, перекрывающим поперечное сечение кольцевой канавки, и для от вода хладагента в верхней части неподвижного дугообразного сегмента со стороны подачи деформируемого металла (Патент на полезную модель 155319 U1 Российская Федерация, МПК B22D 11/06. Устройство для непрерывного литья и прессования сварочной проволоки методом конформ / Беляев С.В., Горохов Ю.В., Губанов И.Ю. [и др.], заявитель и патентообладатель Федеральное государственное автономное образовательное учреждение высшего образования «Сибирский федеральный университет» (RU) - №2015107359/02, заявлено 03.03.2015; опубликовано 27.09.2015 Бюл. №27).
Данное устройство обеспечивает непрерывность процесса изготовления пресс-изделий из цветных металлов и сплавов, в том числе сварочную алюминиевую проволоку непрерывным совмещенным процессом литья и прессования методом конформ и позволяет за счет принудительного охлаждения управлять тепловыми условиями непрерывного процесса литья-прессования. Однако в известном устройстве предусмотрена вертикальная подача расплава в кольцевую канавку на верхней части диска, и вследствие чего, расплав активно взаимодействует с окружающей средой, насыщаясь газами, в том числе водородом, что в дальнейшем способствует образованию газовой пористости. Кроме того, во время принудительного охлаждения расплава при его кристаллизации не обеспечивается направленность данного процесса, поэтому во время кристаллизации расплавленного металла в кольцевой канавке диска на поверхности охлажденного металла практически всегда наблюдается образование литейных дефектов, усадочной раковины и т.п.Все это, в конечном итоге, не всегда обеспечивает достижения требуемого уровня качества продукции.
Наиболее близким по совокупности существенных признаков является устройство для непрерывного литья и прессования металла методом конформ, включающее печь-миксер с питателем и дозатором, кристаллизатор, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, имеющий кольцевую канавку на верхней части диска и сопрягающийся с ней основной неподвижный дугообразный сегмент с матрицей и с выступом, перекрывающим поперечное сечение кольцевой канавки, в зоне кристаллизации металла между дозатором и основным неподвижным дугообразным сегментом расположена промежуточная неподвижная сегментная вставка, частично перекрывающая поперечное сечение кольцевой канавки. При этом промежуточная неподвижная сегментная вставка имеет неравномерную внутреннюю рабочую поверхность, состоящую, по крайней мере, из трех участков: первый из которых - входной с наклонным входным углом, второй - продольный, параллельный дну кольцевой канавки и третий -калибрующий с рабочим пояском, выступающим над рабочей поверхностью продольного участка (Патент на полезную модель 119659 U1 Российская федерация, B22D 11/06, В21С 23/04. Устройство для непрерывного литья и прессования металла методом конформ / Горохов Ю.В., Беляев С.В., Шеркунов В.Г. [и др.], заявитель и патентообладатель Федеральное государственное автономное образовательное учреждение высшего образования «Сибирский федеральный университет» (RU) - №2012111078/02, заявлено 22.03.2012 г., опубликовано 27.08.2012 г. Бюл. №24).
Данное устройство принимаем за прототип.
Известное устройство позволяет убрать с поверхности обрабатываемого металла усадочную раковину во время прохождения обрабатываемого металла через промежуточную неподвижную сегментную вставку, но при этом окислы и интерметаллидные соединения с поверхности обрабатываемого металла попадают в объем отливки. Кроме того в известном устройстве также осуществляется вертикальная подача расплава в кольцевую канавку. Все это отрицательно сказывается на качестве получаемой продукции.
Основной задачей изобретения является повышение качества изделий из цветных металлов и сплавов.
Для решения поставленной задачи установка для горизонтального непрерывного литья и прессования металла методом конформ, включающее печь-миксер с дозатором и литейным желобом, кристаллизатор, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, имеющий кольцевую канавку на верхней части диска и сопрягающийся с ней основной неподвижный дугообразный сегмент с матрицей и с выступом, перекрывающим поперечное сечение кольцевой канавки, и в зоне кристаллизации металла между дозатором и основным неподвижным дугообразным сегментом расположена промежуточная неподвижная сегментная вставка, имеющая внутреннюю рабочую поверхность, состоящую из следующих участков: один из которых - наклонный, а другой - продольный, параллельный дну кольцевой канавки, и частично перекрывающим ее поперечное сечение, при этом поперечное сечение рабочего отверстия наклонного участка промежуточной неподвижной сегментной вставки имеет форму трапеции, а литейный желоб имеет на дне отверстие, которое располагается над кольцевой канавкой, а продолжение данного отверстия в боковой стенке желоба совпадает с отверстием промежуточной неподвижной сегментной вставки, при этом в конце литейный желоб имеет вертикальную перегородку, а на боковой стенке, которого с противоположной стороны расположения промежуточной неподвижной сегментной вставки, расположен выступ, перекрывающий поперечное сечение кольцевой канавки. Дополнительно в нижней части кристаллизатора выполнена кольцевая выемка, а в зоне кристаллизации расположено устройство для охлаждения данной выемки.
Конструктивные особенности заявляемой установки по сравнению с прототипом, характеризующиеся отличительными признаками, обеспечивают повышение качества пресс-изделий из цветных металлов и сплавов.
По отношению к прототипу у предлагаемой установки имеются следующие отличительные признаки:
- поперечное сечение рабочего отверстия для двух участков промежуточной неподвижной сегментной вставки имеет форму трапеции, что позволяет образование в данной области прибыльной части отливки, которая во время кристаллизации предотвращает образование усадочной раковины на поверхности отливки;
- литейный желоб имеет на дне отверстие, которое располагается над кольцевой канавкой, а продолжение данного отверстия в боковой стенке желоба совпадает с отверстием промежуточной неподвижной сегментной вставки, и в конце литейный желоб имеет вертикальную перегородку, а на боковой стенке, которого с противоположной стороны расположения промежуточной неподвижной сегментной вставки, расположен выступ, перекрывающий поперечное сечение кольцевой канавки, что позволяет организовать горизонтальную подачу расплава в кольцевую канавку и снизить до минимума его контакт с окружающей средой, и этим самым предотвратить насыщение расплава газами, особенно водородом, и образование газовой пористости;
- в нижней части кристаллизатора выполнена кольцевая выемка, а в зоне кристаллизации расположено устройство для охлаждения данной выемки, что обеспечит направленную кристаллизацию расплава и возможность образования усадочной раковины и газовой (водородной) пористости.
Таким образом, между отличительными признаками и решаемой задачей существует следующая причинно-следственная связь. Выполнение установки для горизонтального непрерывного литья и прессования металла методом конформ, имеющей указанную выше совокупность отличительных признаков, позволяет конструктивно изменить схему обработки металла, и этим самым повысить качество изделий из цветных металлов и сплавов.
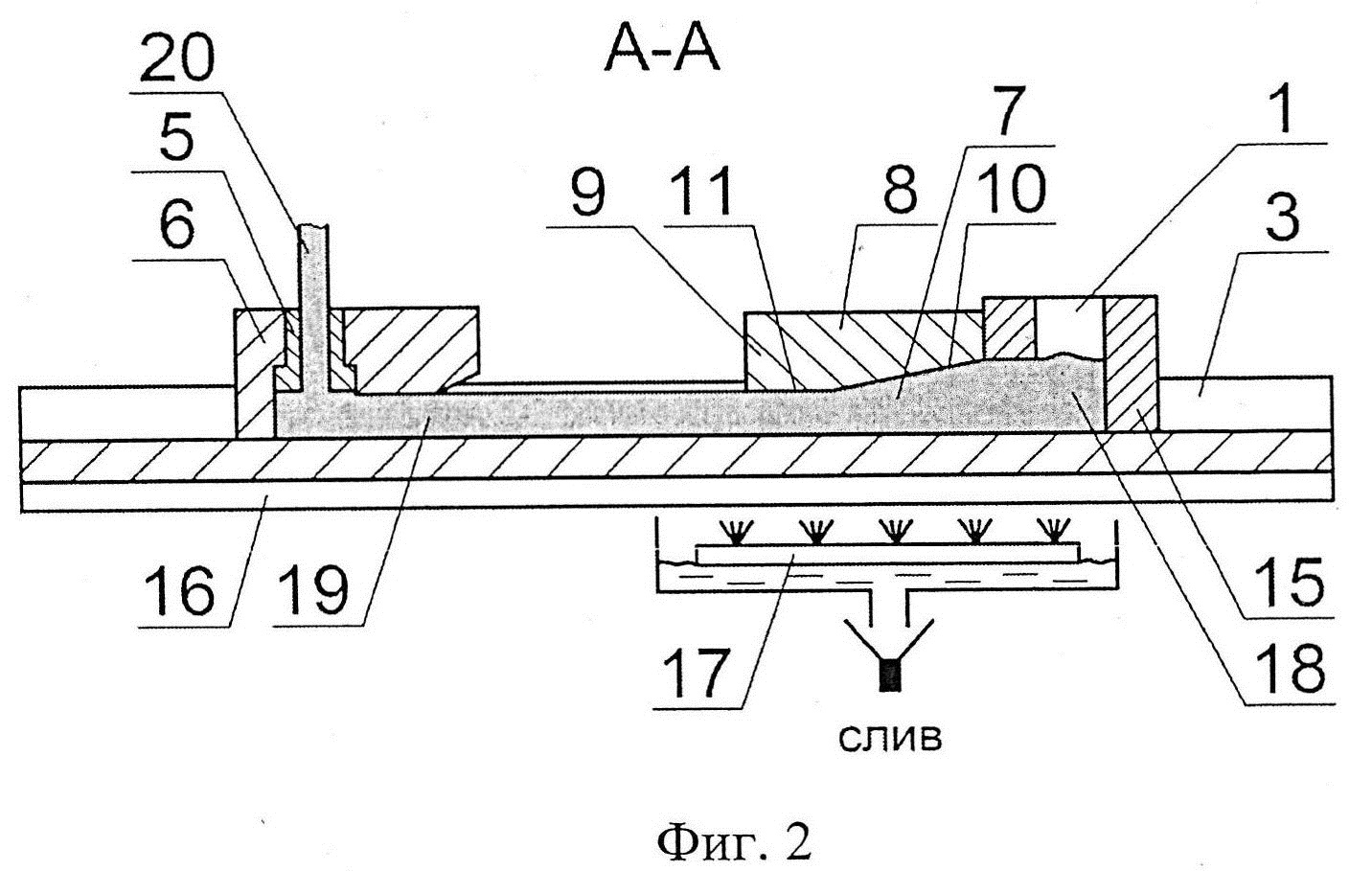
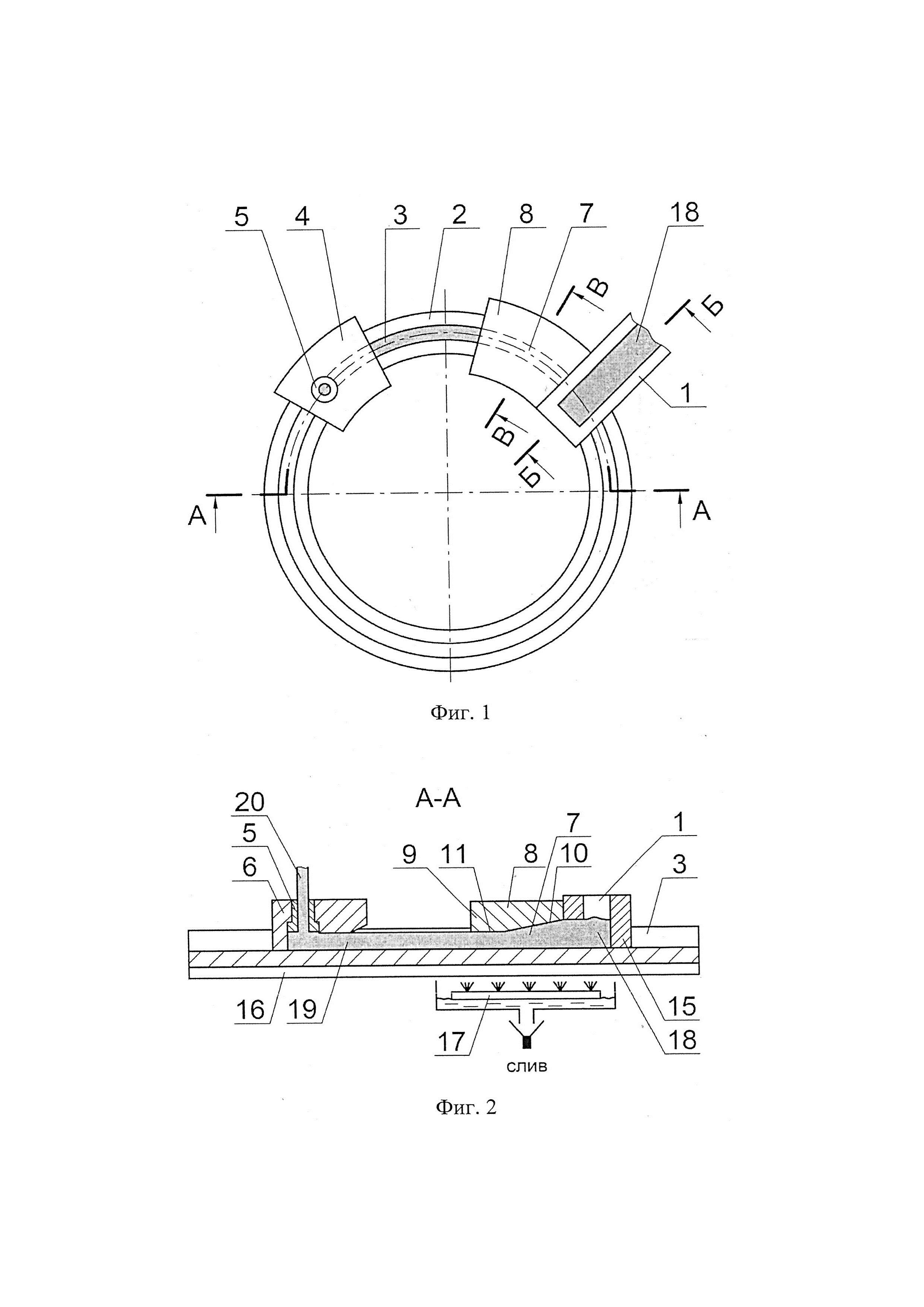
Сущность предлагаемой установки поясняется графическими материалами. На фиг. 1 показан вид сверху предлагаемого устройства; на фиг. 2 - разрез А-А; на фиг. 3 - разрез Б-Б; на фиг. 4 - разрез В-В.
Заявляемая установка для горизонтального непрерывного литья и прессования металла методом конформ включает печь-миксер с дозатором (не показаны на чертеже), литейный желоб 1 (металлотракт), кристаллизатор 2, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, имеющим кольцевую канавку 3 на верхней части диска, и сопрягающийся с ней основной неподвижный дугообразный сегмент 4 с матрицей 5 и с выступом 6, перекрывающим поперечное сечение кольцевой канавки 3. В зоне кристаллизации металла 7 между литейным желобом 1 и основным неподвижным дугообразным сегментом 4 расположена промежуточная неподвижная сегментная вставка 8 с выступом 9, обращенным ко дну кольцевой канавки 3 и частично перекрывающим ее поперечное сечение. При этом промежуточная неподвижная сегментная вставка 8 имеет внутреннюю рабочую поверхность, состоящую из следующих участков: один из которых - наклонный 10, а другой - продольный 11, параллельный дну кольцевой канавки 3, обращенным ко дну кольцевой канавки 3 и частично перекрывающим ее поперечное сечение. При этом поперечное сечение рабочего отверстия наклонного участка 10 промежуточной неподвижной сегментной вставки 8 имеет форму трапеции, а литейный желоб 1 имеет на дне отверстие 13, которое располагается над кольцевой канавкой 3, а продолжение данного отверстия 13 в боковой стенке литейного желоба 1 совпадает с отверстием 12 промежуточной неподвижной сегментной вставки 8. Кроме того в конце литейный желоб 1 имеет вертикальную перегородку 14, а на боковой стенке его расположен выступ 15, перекрывающий поперечное сечение кольцевой канавки 3. В нижней части кристаллизатора 2 выполнена кольцевая выемка 16, а в зоне кристаллизации расположено устройство 17 для охлаждения данной выемки 16.
Во время работы установки приводится во вращение кристаллизатор 2, выполненный в виде диска. Расплавленный металл 18 из печи-миксера с дозатором (не показаны на чертеже) поступает в литейный желоб 1, а оттуда через отверстие 13 на дне литейного желоба 1 и отверстие 12 в промежуточной неподвижной сегментной вставке 8 заливается в кольцевую канавку 3, выполненную на верхней части диска кристаллизатора 2. При этом скорость подачи расплавленного металла 18, регулируемая дозатором, в кольцевую канавку 3 для оптимального ее заполнения находится в строгом соответствии с частотой вращения кристаллизатора 2. За время прохождения в промежуточной неподвижной сегментной вставке 8 через наклонный участок 10 расплавленный металл 18 охлаждается и кристаллизируется. При этом прибыльная часть расплава в виде трапеции компенсирует уменьшения объема расплава 18 во время кристаллизации, исключая образование усадочной раковины, а после прохождения через продольный участок 11, параллельный дну кольцевой канавки 3, отливка 19 принимает форму поперечного сечения канавки 3, при этом за счет пластической деформации увеличивается интенсивность контакта отливки 19 со стенками кольцевой канавки 3. Далее отливка 19 в кольцевой канавке 3 по ходу вращения кристаллизатора 2 достигает выступа 6 в основном неподвижном дугообразном сегменте 4, где; под действием сил контактного трения между стенками кольцевой канавки 3 и отливки 19 происходит ее выдавливание в изделие 20 через рабочий канал вертикальной матрицы 5. Во время подачи расплавленного металла 18 из печи-миксера с дозатором (не показаны на чертеже) в литейный желоб 1 включается устройство 17 для охлаждения, которое через кольцевую выемку 16 интенсивно охлаждает расплавленный металл 18, обеспечивая его направленную кристаллизацию и предотвращая образование усадочной раковины и газовой (водородной) пористости.
Пример. С помощью лабораторной установки для непрерывного литья и прессования металла, включающей следующие устройства:
- печь-миксер с дозатором и литейным желобом;
- горизонтальный карусельный кристаллизатор диаметром 360 мм с кольцевой канавкой размерами 10×14 мм на верхней части диска, в которой установлены сопрягающийся с ней основной неподвижный дугообразный сегмент с вертикальной матрицей с рабочим отверстием диаметром 5 мм и с выступом, перекрывающим поперечное сечение кольцевой канавки, и промежуточная неподвижная сегментная вставка, которая состояла из следующих участков: входного с наклонного длиной 10 мм с входным поперечным сечением в виде равнобедренной трапеции с нижним и верхним основаниями 10 и 5 мм соответственно высотой 2,5 мм продольного участка длиной 10 мм, частично перекрывающим поперечное сечение кольцевой канавки.
Расплавленный металл (алюминиевый сплав 1060) из печи-миксера через дозатор непрерывно подавали в кольцевую канавку, выполненную на верхней части диска кристаллизатора. За время движения в промежуточной неподвижной сегментной вставки расплавленный металл интенсивно охлаждался с помощью охлаждающего устройства через кольцевую выемку размерами 40×30 мм в нижней части кристаллизатора, что обеспечивало расплавленному металлу полностью закристаллизоваться, принимая форму поперечного сечения канавки. В промежуточной неподвижной сегментной вставке наружный слой закристаллизовавшегося металла интенсивно прорабатывался, сводя до минимума литейные дефекты, и увеличивалась интенсивность контакта закристаллизовавшегося металла со стенками кольцевой канавки. Достигнув по ходу вращения кристаллизатора выступа в основном неподвижном дугообразном сегменте, где под действием сил контактного трения между стенками кольцевой канавки и закристаллизовавшимся металлом происходило его выдавливание в пруток диаметром 5 мм через рабочий канал вертикальной матрицы с вытяжкой λ=5.
Для сравнения заявляемой установки с прототипом изготовление прутков проводили с вертикальной подачей расплава в кольцевую канавку. В отливках после прохождения неподвижной сегментной вставки определяли содержание водорода и наличие усадочной раковины, а для изготовленных прутков (изделий) определяли растяжением механические свойства: условный предел текучести (σ0,2), временное сопротивление разрыву (σB) и относительное удлинение (δ). Результаты исследований представлены в таблице.
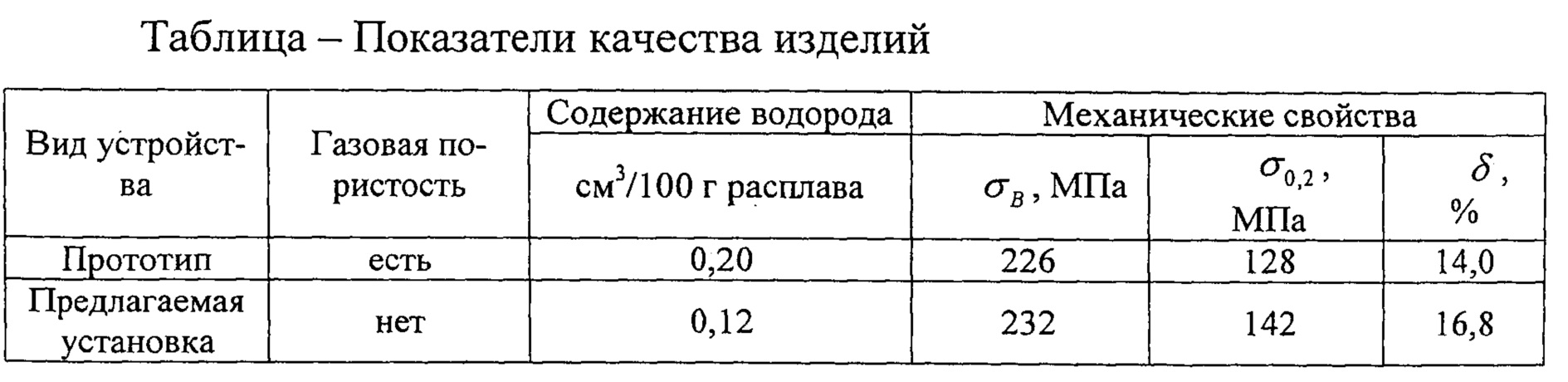
Анализ полученных результатов исследований показал, что отливки, изготовленные с помощью прототипа, обладали газовой пористостью и имели более высокое содержание водорода, поэтому пруток, полученный с помощью предлагаемой установки, имел более высокие механические свойства, чем пруток, полученный в прототипе.
Таким образом, использование предлагаемой установки по сравнению с прототипом позволяет повысить качество изделий из цветных металлов и сплавов.
Установка для горизонтального непрерывного литья и прессования металла методом конформ, включающая печь-миксер с дозатором и литейным желобом, кристаллизатор, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, имеющий кольцевую канавку на верхней части диска и сопрягающийся с ней основной неподвижный дугообразный сегмент с матрицей и с выступом, перекрывающим поперечное сечение кольцевой канавки, и расположенную в зоне кристаллизации металла между дозатором и основным неподвижным дугообразным сегментом промежуточную неподвижную сегментную вставку, имеющую внутреннюю рабочую поверхность, состоящую из следующих участков: один из которых - наклонный, другой - продольный, параллельный дну кольцевой канавки и частично перекрывающий ее поперечное сечение, отличающаяся тем, что рабочее отверстие наклонного участка промежуточной неподвижной сегментной вставки выполнено в форме трапеции, литейный желоб имеет на дне отверстие, которое расположено над кольцевой канавкой и совпадает с отверстием промежуточной неподвижной сегментной вставки, при этом литейный желоб имеет вертикальную перегородку, а на боковой его стенке с противоположной стороны промежуточной неподвижной сегментной вставки расположен выступ, перекрывающий поперечное сечение кольцевой канавки, при этом в нижней части кристаллизатора выполнена кольцевая выемка, а в зоне кристаллизации расположено устройство для охлаждения данной выемки.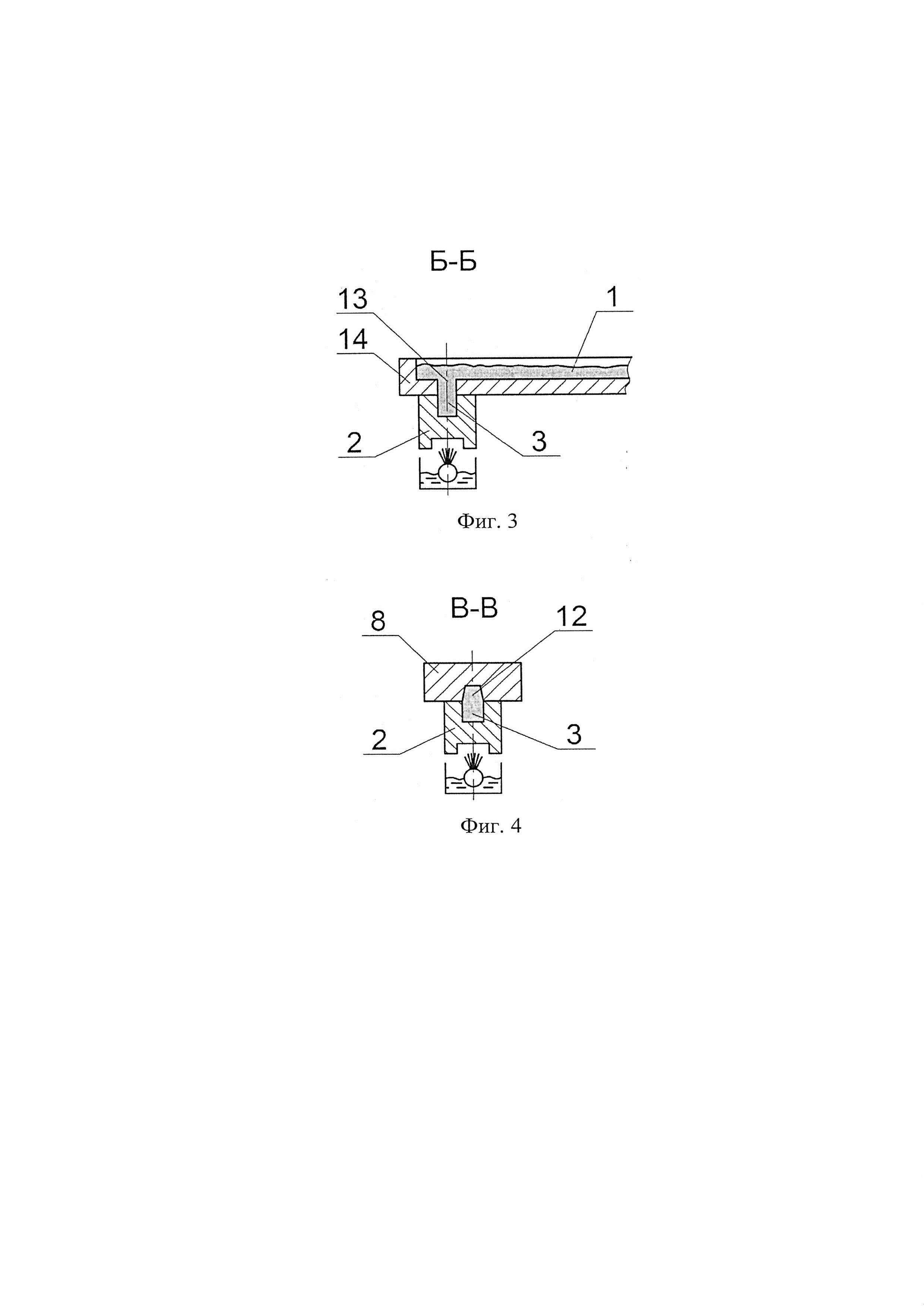
Анодный штырь алюминиевого электролизера
Способ получения биотоплива
Драга
Способ получения газа, обогащенного водородом, из газообразного углеводородного сырья
Анодное устройство электролизера для производства алюминия
Способ извлечения золота из золоторудных концентратов
Буровое долото режуще-вращательного типа
Способ футеровки металлургического агрегата круглой формы
Способ самотечной трубопроводной доставки твердеющей смеси в подземные горные выработки
Способ транспортирования горной массы из карьера
Устройство для распределения расплавленного металла при литье
Кристаллизатор для вертикального литья алюминиевых слитков

