Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО ЛИСТА
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к способам изготовления многослойных крупногабаритных металлических листов [C23C 28/00, B23K 20/04, B23K 20/12, B23K 20/14].
Из уровня техники известен СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ [KR 20110083076 (A), Опубл.: 20.07.2011], заключающийся в том, что металл расплавляют в вакуумной индукционной плавильной печи и прокатывают в условиях вакуума на стане холодной прокатки, плакированный стальной лист и стальной лист основного материала накладывают друг на друга и прокатывают при высокой температуре с помощью горячего ролика, плакированный стальной лист приваривают к основному стальному листу в вакуумной камере.
Также известен СПОСОБ УЛУЧШЕНИЯ ПЛАКИРОВАНИЯ МЕТАЛЛА [GB 407943 (A), Опубл.: 26.03.1934], в котором две или более стальных плиты с более тонкими пластинами из никеля, собирают со слоем инертного материала (оксида магния) между ними и приваривают по краям, слои нагревают до температуры сварки и скатывают до требуемой толщины, при этом края металлов выполняют скошенными и приваривают к краям полосы никеля с зазорами на концах, с возможностью выхода инертного газа при нагревании.
Наиболее близким по технической сущности является СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ ПЛАКИРОВАННЫХ ЛИСТОВ [RU 2225781 (C2), Опубл.: 20.03.2004], включающий подготовку контактных поверхностей, сборку несимметричного пакета из основного металла и плакирующего слоя, сварку пакета по его периметру, вакуумирование и горячую прокатку, отличающийся тем, что перед сваркой пакета по периметру выполняют подслой ручной дуговой сваркой с последующей продувкой пакета инертным газом и предварительным вакуумированием, а после сварки пакета по периметру и последующего вакуумирования пакета производят его укладку для нагрева под прокатку с заневоливанием плакирующего слоя, при этом нагрев под прокатку совмещают с отпуском сварного шва пакета.
Основной технической проблемой аналогов и прототипа является возможность образования локальных отслоений плакировки вследствие разрушения технологического сварного соединения пакета, связанных с неравномерностью деформации слоев.
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом изобретения является повышение однородности и прочности сцепления основного и плакирующих слоев и уменьшение отходов биметалла, связанных с локальными отслоениями плакировки.
Указанный технический результат достигается за счет того, что способ изготовления плакированного листа, характеризующийся тем, что осуществляют подготовку контактных поверхностей металлопакета из основного металла и плакирующего слоя, соединяют слои металлопакета по периметру сварным швом, продувают металлопакет инертным газом, заневоливают и осуществляют горячую прокатку с отпуском сварного шва, отличающийся тем, что сборку металлопакета осуществляют с учетом коэффициента неравномерности деформации плакирующего слоя и основного металла по толщине, ширине и длине: В(L) = 1/2К2Н0, где В(L) - величина технологического припуска по ширине (длине), К - коэффициент неравномерности деформации по толщине плакирующего слоя и основного металла, Н0 - толщина плакирующего слоя в металлопакете, продувают собранный металлопакет инертным газом через воздушный канал, выполненный с торца основного металла, сообщающийся с пространством между основным металлом и плакирующим слоем, а плакирующий слой в газонаполненном пакете при нагреве и прокатке располагают сверху или снизу исходя из коэффициента неравномерности деформации по толщине плакирующего и основного слоя и осуществляют контролируемую прокатку, при этом обеспечивают при прокатке в первом проходе абсолютное обжатие металлов равное Н0, но не более 2Н0, а при окончании обжатия обеспечивают ускоренный выход остатков инертного газа из металлопакета.
В частности, воздушный канал с торца основного металла выполняют на глубине, равной двум толщинам плакирующего слоя.
В частности, плакирующий слой располагают в пакете сверху при коэффициенте неравномерности деформации по толщине плакирующего слоя и основного металла больше или равном 1.
В частности, плакирующий слой располагают в пакете снизу при коэффициенте неравномерности деформации по толщине плакирующего слоя и основного металла меньше 1.
В частности, температуру начала прокатки задают не выше значения критической точки нагрева стали Ас3.
В частности, температуру окончания прокатки задают не ниже критической точки охлаждения стали Ar3.
В частности, ускоренный выход остатков инертного газа из металлопакета при окончании обжатия обеспечивают через канал эжектора.
Краткое описание чертежей.
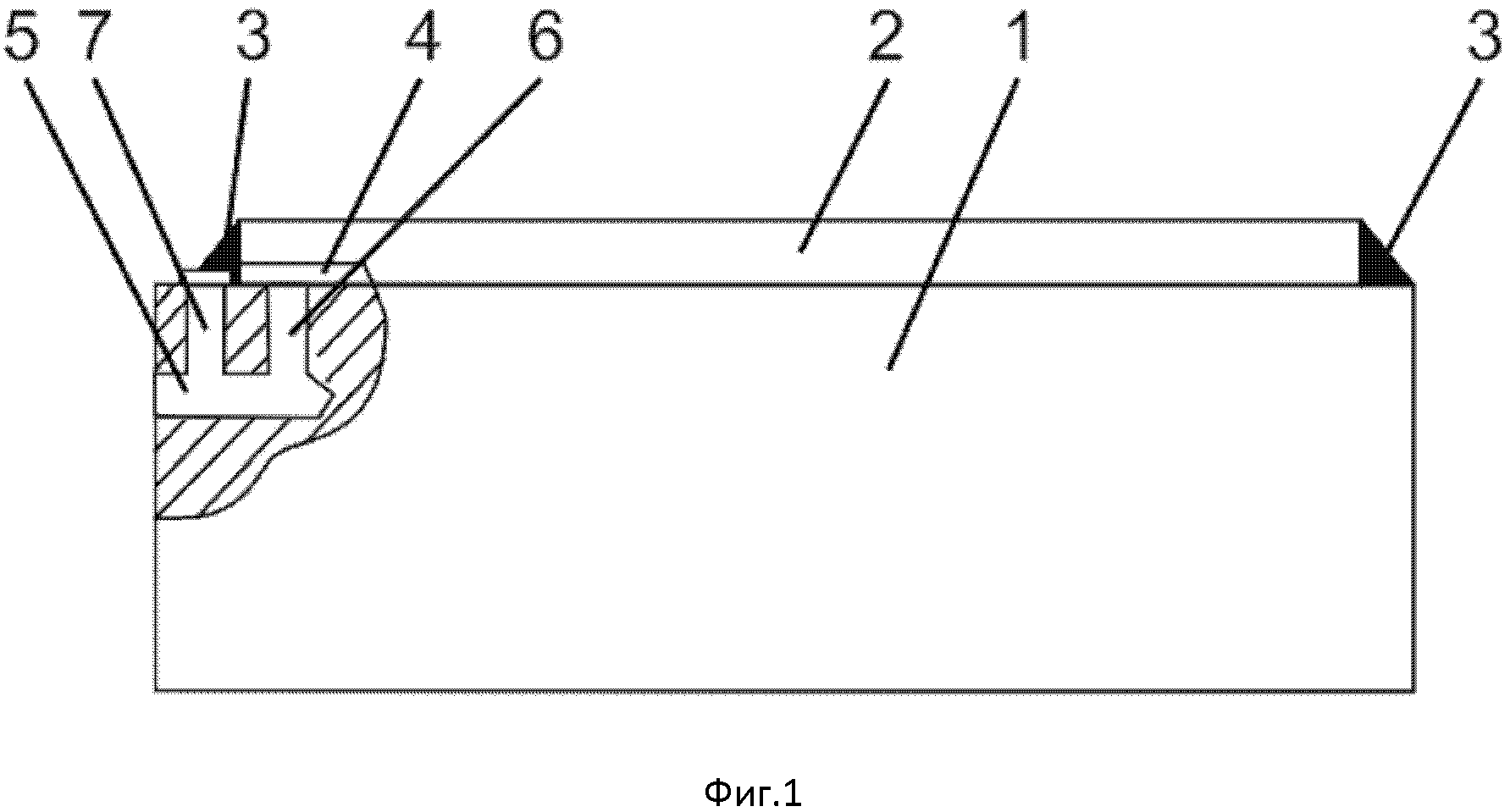
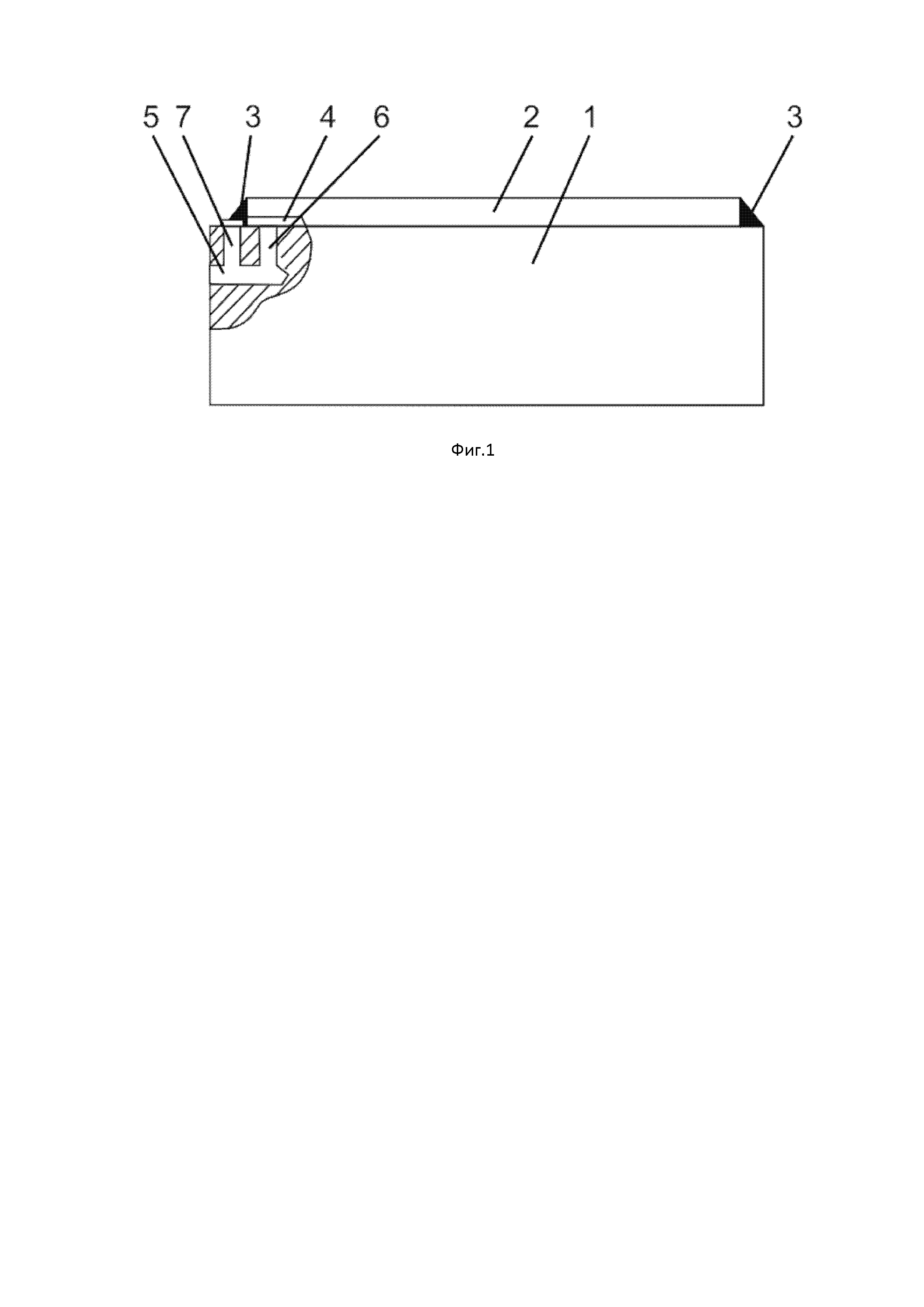
На фиг. 1 показан вид сбоку металлопакета.
На фигурах обозначено: 1 - основной металл, 2 - плакирующий слой, 3 - сварной шов, 4 - межконтактное пространство, 5 - горизонтальный канал, 6 - вертикальный канал, 7 - канал эжектора.
Осуществление изобретения.
 (от франц. plaquer - накладывать, покрывать), нанесение на поверхность металлических изделий (листов, плит, проволоки, труб) тонкого слоя другого металла или сплава термомеханическим способом. Осуществляется в процессе горячей прокатки (например, плакирование листов и плит), прессования (плакирование труб), а также путем волочения трубы, внутрь которой вставлен сердечник из другого металла (плакирование проволоки). Плакирование может быть одно- и двусторонним. Применяется для получения биметалла и триметалла, для создания антикоррозийного слоя алюминия на листах, плитах, трубах из алюминиевых сплавов, нанесения латунного покрытия на листы стали (вместо электролитического покрытия) и т. д. [https://bigenc.ru/].
(от франц. plaquer - накладывать, покрывать), нанесение на поверхность металлических изделий (листов, плит, проволоки, труб) тонкого слоя другого металла или сплава термомеханическим способом. Осуществляется в процессе горячей прокатки (например, плакирование листов и плит), прессования (плакирование труб), а также путем волочения трубы, внутрь которой вставлен сердечник из другого металла (плакирование проволоки). Плакирование может быть одно- и двусторонним. Применяется для получения биметалла и триметалла, для создания антикоррозийного слоя алюминия на листах, плитах, трубах из алюминиевых сплавов, нанесения латунного покрытия на листы стали (вместо электролитического покрытия) и т. д. [https://bigenc.ru/].
В качестве заготовки основного металла используют подкат углеродистых, низколегированных марок сталей с подготовленной структурой контактной сопрягаемой поверхности под сварку для минимизации вероятности образования твердых и хрупких зон при сварке разнородных сталей и обеспечения прочности при температуре выше Ас3.
Для заготовки плакирующего слоя используют подкат коррозионностойкой нержавеющей стали аустенитной, ферритного и ферритно-мартенситного класса.
Способ изготовления плакированного листа осуществляют следующим образом.
Первоначально заготовки основного металла 1 и плакирующего слоя 2 (см. Фиг. 1) подгоняют по толщине, ширине и длине с учетом коэффициента неравномерности деформации плакирующего слоя 2 и основного металла 1: В(L)=1/2К2Н0, где В(L) - величина технологического припуска по ширине (длине), К - коэффициент неравномерности деформации по толщине плакирующего слоя 2 и основного металла 1, Н0 - толщина плакирующего слоя 2 в металлопакете. С торца заготовки основного металла 1 выполняют горизонтальный канал 5, направленный вглубь заготовки основного металла 1. Навстречу горизонтальному каналу 5 в заготовке основного металла 1 со стороны поверхности, сопрягаемой с плакирующим слоем 2 на расстоянии, равном толщине плакирующего слоя 2 от торца основного слоя 1 выполняют вертикальный канал эжектора 7, а на расстоянии, равном двум толщинам плакирующего слоя 2 выполняют вертикальный канал 6.
После этого осуществляют подготовку (нормализацию, зачистку, обезжиривание) контактных сопрягаемых металлических поверхностей листовых заготовок основного металла 1 и плакирующего слоя 2. Собирают металлопакет из основного металла 1 и плакирующего слоя 2, при этом между основным металлом 1 и плакирующим слоем по всей площади соприкосновения основного металла 1 и плакирующего слоя 2 оставляют зазор, образующий межконтактное пространство 4, при этом выходное отверстие вертикального канала 6 располагают внутри межконтактного пространства 4, а выходное отверстие канала эжектора 7 располагают вне плакирующего слоя 2.
Производят сварку металлопакета по периметру плотно-вакуумным швом 3 полуавтоматической или автоматической дуговой сваркой, при этом входное отверстие горизонтального канала 5 оставляют открытым.
Подключают к горизонтальному каналу 5 источник инертного газа, нагнетают в межконтактное пространство 4 инертный газ и продувают металлопакет, при этом через канал эжектора 7 обеспечивают ускоренное нагнетание и продувку инертного газа. После чего отключают источник инертного газа, перекрывают отверстия горизонтального канала 5 и канала эжектора 7 и завершают сварку металлопакета с фиксацией указанных отверстий 5 и 7 и заневоливанием тем самым металлопакета, при этом отверстие горизонтального канала 6 фиксируют заглушкой с проницаемым слоем, например мембраной (на фигурах не показана). Перед прокаткой металлопакет располагают плакирующим слоем 2 вверх при коэффициенте неравномерности деформации по толщине плакирующего слоя 2 и основного металла 1 больше или равном 1 или плакирующим слоем 2 вниз при коэффициенте неравномерности деформации по толщине плакирующего слоя 2 и основного металла 1 меньше 1.
Газонаполненный металлопакет нагревают до необходимой температуры с совмещением отпуска сварочного шва 3 и выполняют горячую прокатку металлопакета при температуре начала чистовой прокатки не выше Ас3, соответствующей концу растворения феррита в аустените и температуре конца прокатки не ниже Ar3, соответствующей началу выделения феррита из аустенита, при этом при прокатке в первом проходе обеспечивают абсолютное обжатие металлов равное толщине плакирующего слоя 2, но не более двух толщин плакирующего слоя 2 с возможностью исключения среза плакирующего слоя 2 в зоне сцепления с основным металлом 1, при этом выход инертного газа из металлопакета обеспечивают через проницаемую заглушку отверстия горизонтального канала 7, а при окончании обжатия металлов остатки инертного газа из металлопакета выдувают через канал эжектора 7 с высокой скоростью.
Заявителем опытным путем установлено, что указанный способ изготовления плакированного листа обеспечивает качественные показатели плакированных металлических листов для различных марок стали (см. Табл. 1).

Технический результат изобретения - повышение однородности и прочности сцепления основного металла и плакирующего слоя и уменьшение отходов биметалла, связанных с локальными отслоениями плакировки, достигается за счет того, что заготовки основного металла 1 и плакирующего слоя 2 подгоняют по толщине, ширине и длине с учетом коэффициента неравномерности деформации плакирующего слоя 2 и основного металла 1, продувают собранный металлопакет инертным газом через воздушный канал, выполненный в заготовке основного металла 1, сообщающийся с пространством между основным металлом 1 и плакирующим слоем 2, перед прокаткой металлопакет располагают плакирующим слоем 2 вверх при коэффициенте неравномерности деформации по толщине плакирующего слоя 2 и основного металла 1 больше или равном 1, а при коэффициенте неравномерности деформации по толщине плакирующего слоя 2 и основного металла 1 меньше 1 - плакирующим слоем 2 вниз, при этом обеспечивают абсолютное обжатие металлопакета при прокатке в первом проходе равным толщине плакирующего слоя 2, но не более двух толщин плакирующего слоя 2 в металлопакете для исключения среза плакирующего слоя 2 в зоне сцепления плакирующего слоя 2 и основного металла 1 и вывод инертного газа из металлопакета через отверстие горизонтального канала 5, а при окончании обжатия металлов остатки инертного газа из металлопакета выдувают через канал эжектора 7 с высокой скоростью.
Функциональный пищевой ингредиент с заданным липидным профилем
Инстантный функциональный пищевой продукт
Датчик резонаторный
Специализированный липидный модуль
Способ изготовления пакетов для производства крупногабаритных плакированных листов
Способ определения углерода в минеральных смесях и материалах
Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане
Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане

