Результат интеллектуальной деятельности: Способ изготовления труб в форме усеченного конуса и устройство для осуществления способа
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, в частности к способу получения холоднодеформируеых труб различного поперечного сечения волочением и устройству для осуществления этого способа.
Известен способ изготовления труб постоянного, с наружными утолщениями сечения, согласно которому трубы производили на вертикальном гидравлическом экструдент-прессе. Хотя наружная поверхность получаемых труб имели разного рода утолщения, зависящие от формы подвижной иглы, внутренняя поверхность имели постоянный диаметр по длине готовой трубы. (Патент РФ 2168382, МПК D21С 3/08, опубл. 10.06.2001).
Известен способ изготовления трубы волочением на оправке из коррозионностойкой стали 08X18H10Т размером 12×1,2 мм. по маршруту
16×1,5→12×1,2 мм. с коэффициентам вытяжки, равным 1,68. (Патент 2399448, МПК В21С 1/22, опубликован 20.09.2010). Этот способ применим при изготовлении труб только однотипного, цилиндрического сечения по всей длине трубы.
Известно волочение труб на монолитной самоустанавливающейся оправке, заключающееся в формировании головки на трубной заготовке, нанесении технологической смазке, установке и перемещении оправки посредством стержня в полости до основания головки и последующим волочением. Между оправкой, закрепленной на стержне в определенном положении и волоки образуется кольцевой зазор. При прохождении через такой кольцевой зазор, заготовка-труба обжимается как по диаметру, так и по толщины стенки. Если даже использовать для удержания оправки в очаге деформации силы трения, качественное изделие трудно получать без повторных вытяжек. При волочении оправка жестко закреплена на гибком стержне, что позволяет сократить долю ручного труда. (А.С. СССР №988397, МПК В2С 3/16, В2С 45/00, опубл. 15.01.1983).
Известен способ изготовления трубы с переменными диаметрами, который может быть использован при изготовлении кожухотрубных теплообменников и реакторов. Развертку трубы, получаемую из листовой стали (ленты) подвергают воздействию гибочного и формирующего многосекционного пуансона. Матрица выполнена в виде углубления и впрессована в станину. Секции пуансонов имеют плавно меняющиеся поперечные сечения и разные длины, соответствующие переменным по длине и ширине участкам матрицы. Формирование трубы завершается термосваркой продольного шва. (Патент РФ 2516334, МПК B21D 5/10, опубл. 20.05.2014). Поскольку материал, особенно сталь, вблизи шва меняет свою структуру, следовательно, материал трубы будет иметь неоднородные свойства. Поэтому трубы, изготовленные данным способом, не подходят для изготовления многотрубных теплообменников и реакторов, работающих при высоких температурах и давлениях.
Наиболее близким способом к заявляемому является способ, согласно которому наружную поверхность заготовки обрабатывают, пропуская через фильеру и, одновременно, воздействуя через внутреннюю поверхность «плавающей», самоустанавливающейся оправкой. При этом, система снабжена усовершенствованиями, позволяющими достигать оптимальную смазку. (Патент РФ 2593062, МПК В 21С 1/22, опубл. 27.07.2016).
Технической проблемой является изготовление различной длины бесшовных труб из трудно деформируемых металлов с постоянным и переменным сечением по всей длине, в частности, в форме усеченного конуса.
Технический результат, на достижение которого направлено предлагаемое изобретение заключается в расширении технических и технологических возможностей в машиностроении за счет изготовления труб в форме усеченного конуса в широком диапазоне длин и диаметров при бесшовном выполнении. Это приведет к увеличению возможности обновления парка кожухотрубных теплообменников и реакторов для работы в жестких условиях - при высоких температурах, давлениях и в условиях высокой коррозии.
Технический результат достигается тем, что способ изготовления труб в форме усеченного конуса включает волочение полой, преимущественно цилиндрической формы заготовку через кольцевой зазор между волокой и оправкой, закрепленной на гибком стержне новым является то, что волочение осуществляют при одновременном радиальном перемещении составных элементов волоки, имеющей внутреннюю конусность и поступательном перемещении самоустанавливающейся оправки, при постоянном кольцевом зазоре.
Технический результат достигается тем, что устройство для осуществления способа содержит волоку и оправку, закрепленную на гибком стержне, установленные с образованием между собой кольцевого зазора, при этом новым является то, что волока состоит из элементов, неподвижно закрепленных на обратных кулачках патрона токарного станка и подвижно связанных между собой боковыми поверхностями соединением «щип - паз», образующих отверстие, внутри которого находится самоустанавливающаяся оправка, закрепленная на гибком стержне, выполненная в виде тела вращения криволинейной линии вокруг продольной оси, гибкий стержень соединяет оправку с механизмом регулирования ее поступательного движения через свободно вращающийся вокруг своей оси шарнир.
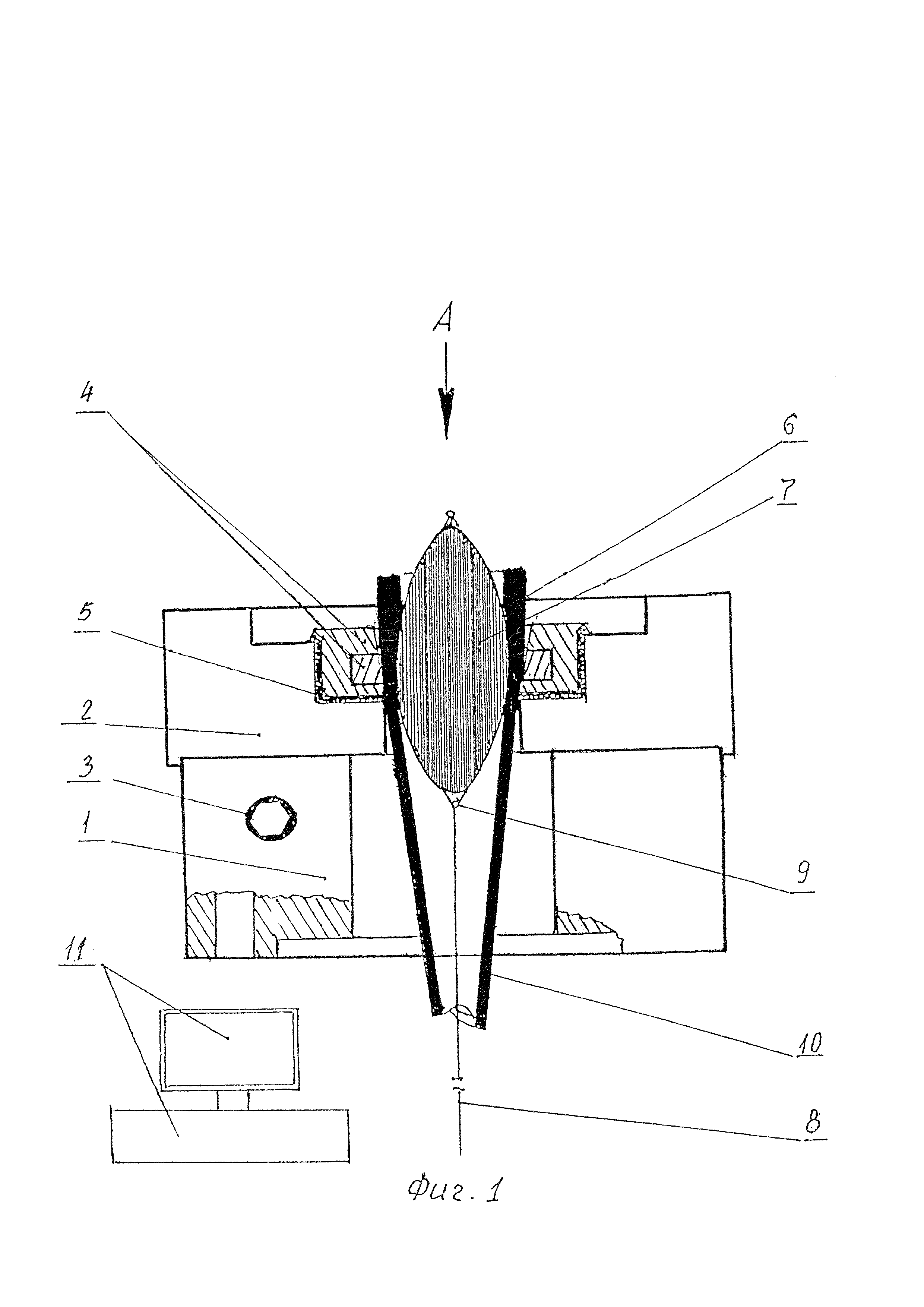
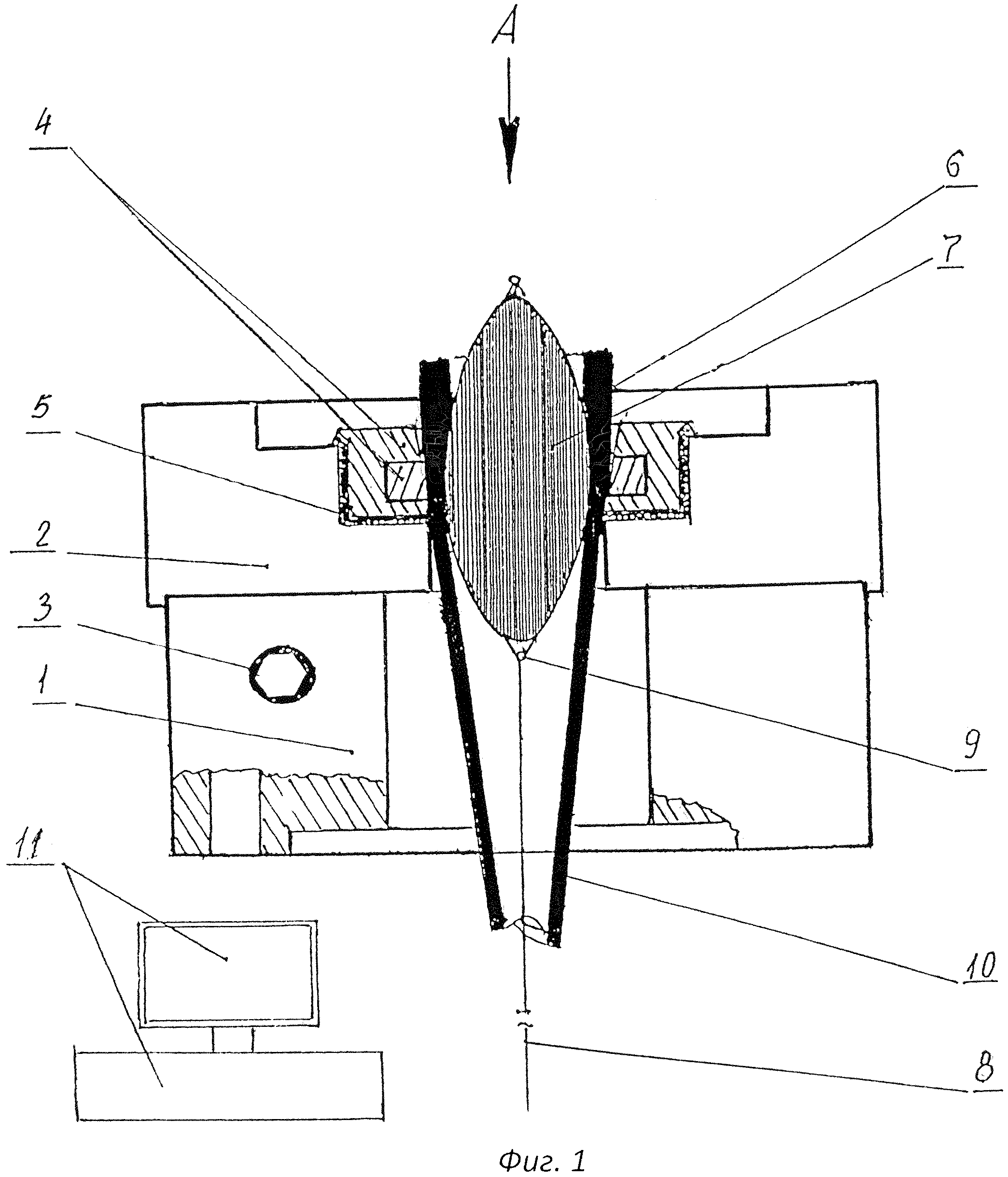
На фиг. 1 показан разрез, образованный вертикальной плоскостью, проходящей через оси двух противоположных кулачков с неподвижно закрепленными элементами волоки, а также через центр. Видно, что кулачки немного выступают за круг корпуса патрона, что означает начальное расположение волоки, оправки и заготовки.
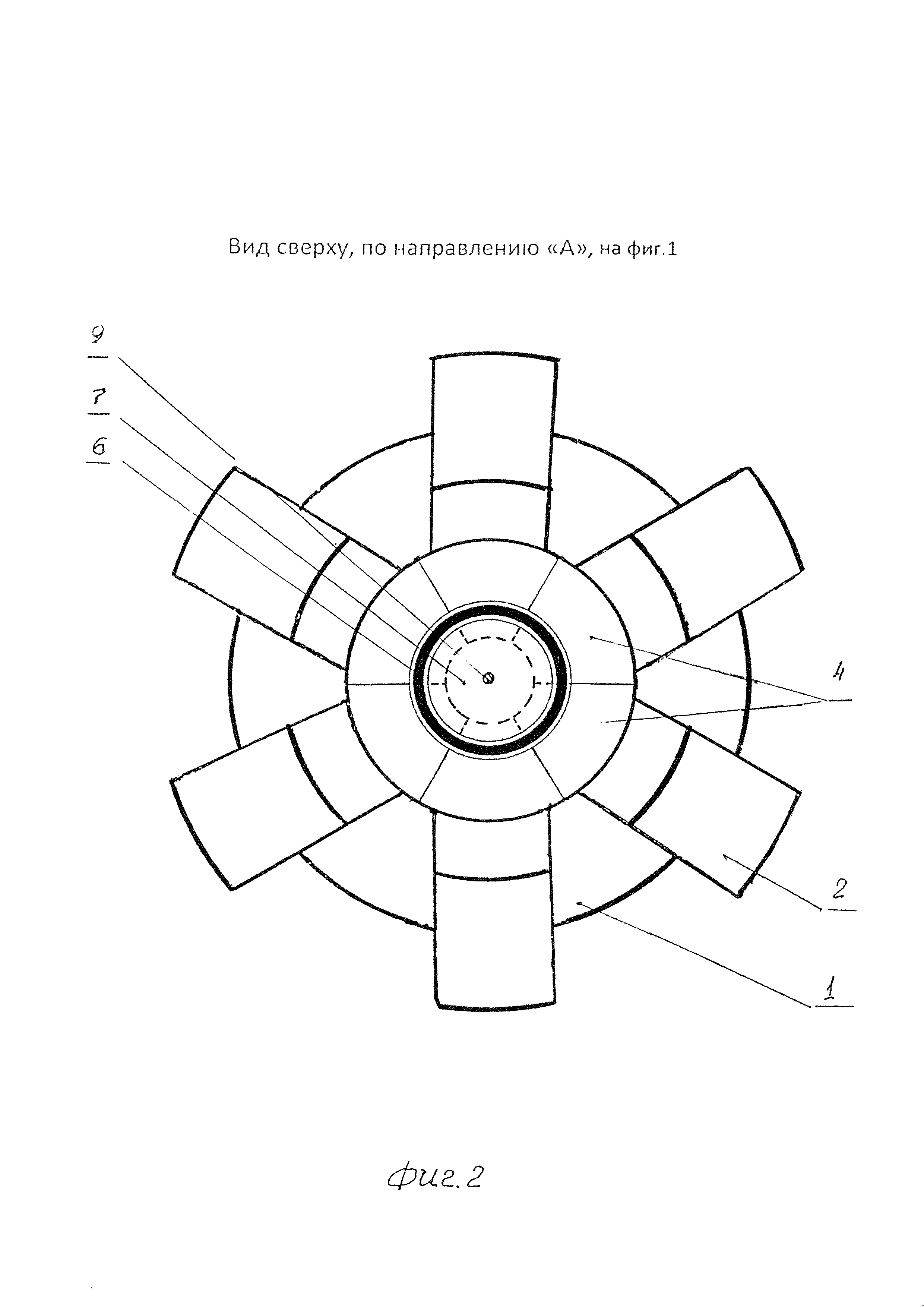
На фиг. 2 показан вид сверху по направлению А, обозначенный на фиг.1. Положение составной волоки, представляющей собой неподвижно закрепленные на кулачки элементы волоки (пластины в виде секторов круга), фиксировано в середине процесса волочения. Это видно по выступающим частям кулачков за пределы корпуса патрона. В центре виден запасной шарнир, неподвижно прикрепленный на оправке.
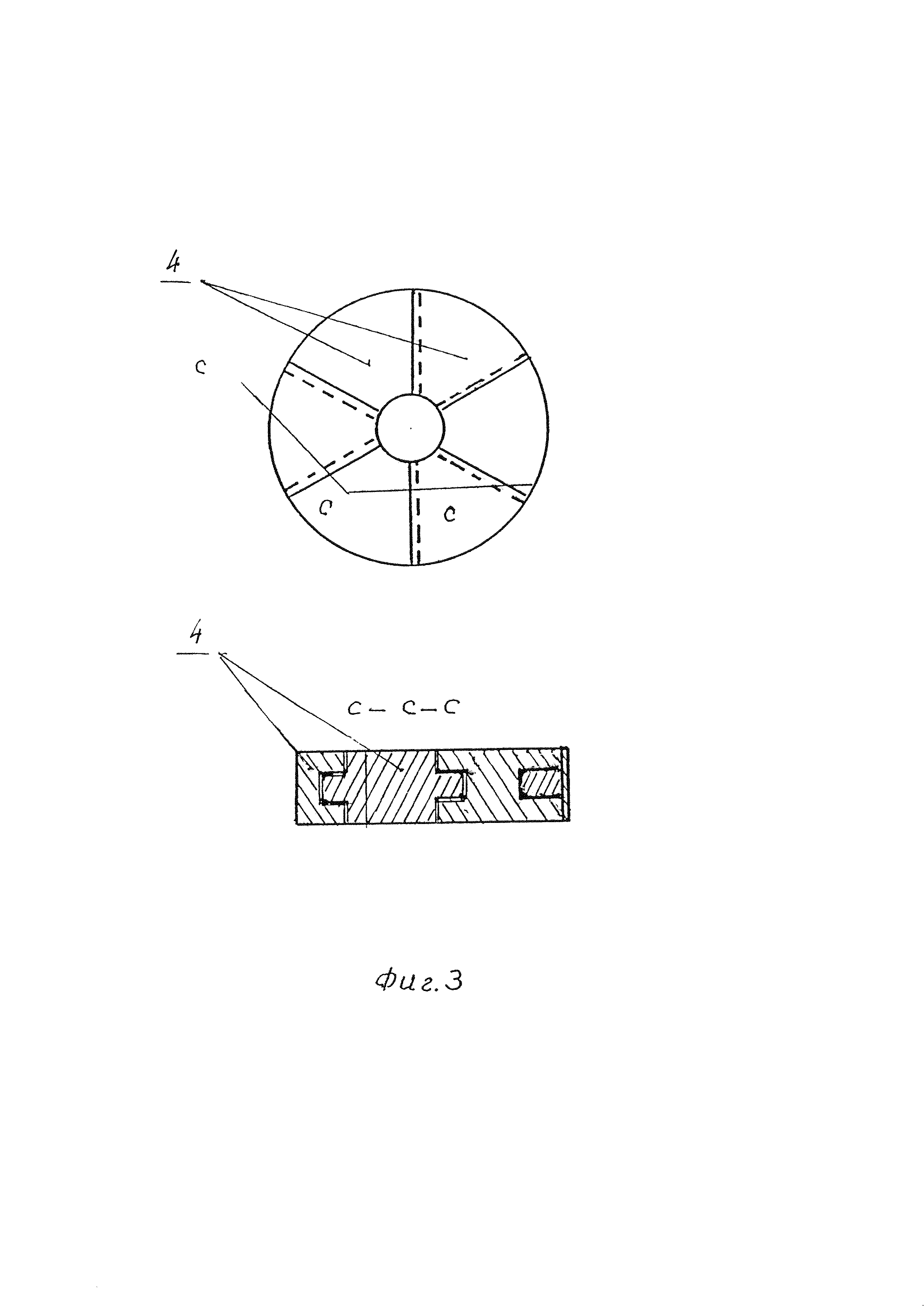
На фиг. 3 показана взаимосвязь между элементами волоки на примере двух элементов. Элементы волоки (пластины в форме секторов круга), боковыми поверхностями объединены соединением «щип - паз» в круг с отверстием в центре или проходной диаметр волоки, который может меняться в пределах от 2,0 до 24,0 d (где, d - минимальный диаметр в мм. начального отверстия волоки).
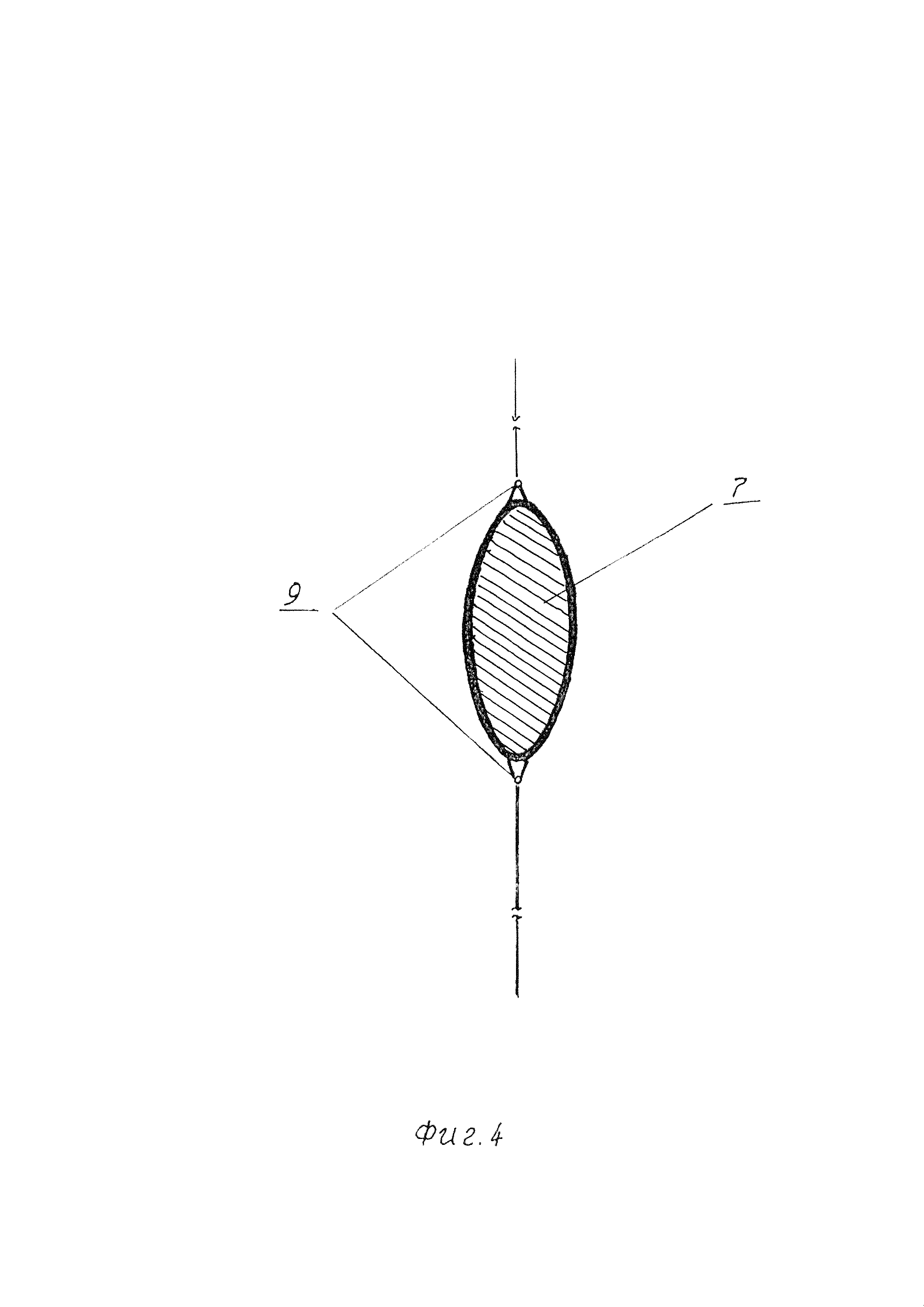
На фиг. 4 показано сечение оправки по любой из вертикальных осей. Оправка представляет собой сплошное симметричное тело вращений сложной криволинейной фигуры вокруг собственной вертикальной оси. Ее возвратно - поступательное движение происходит в пределах от 2,0 до 100,0 мм. и более.
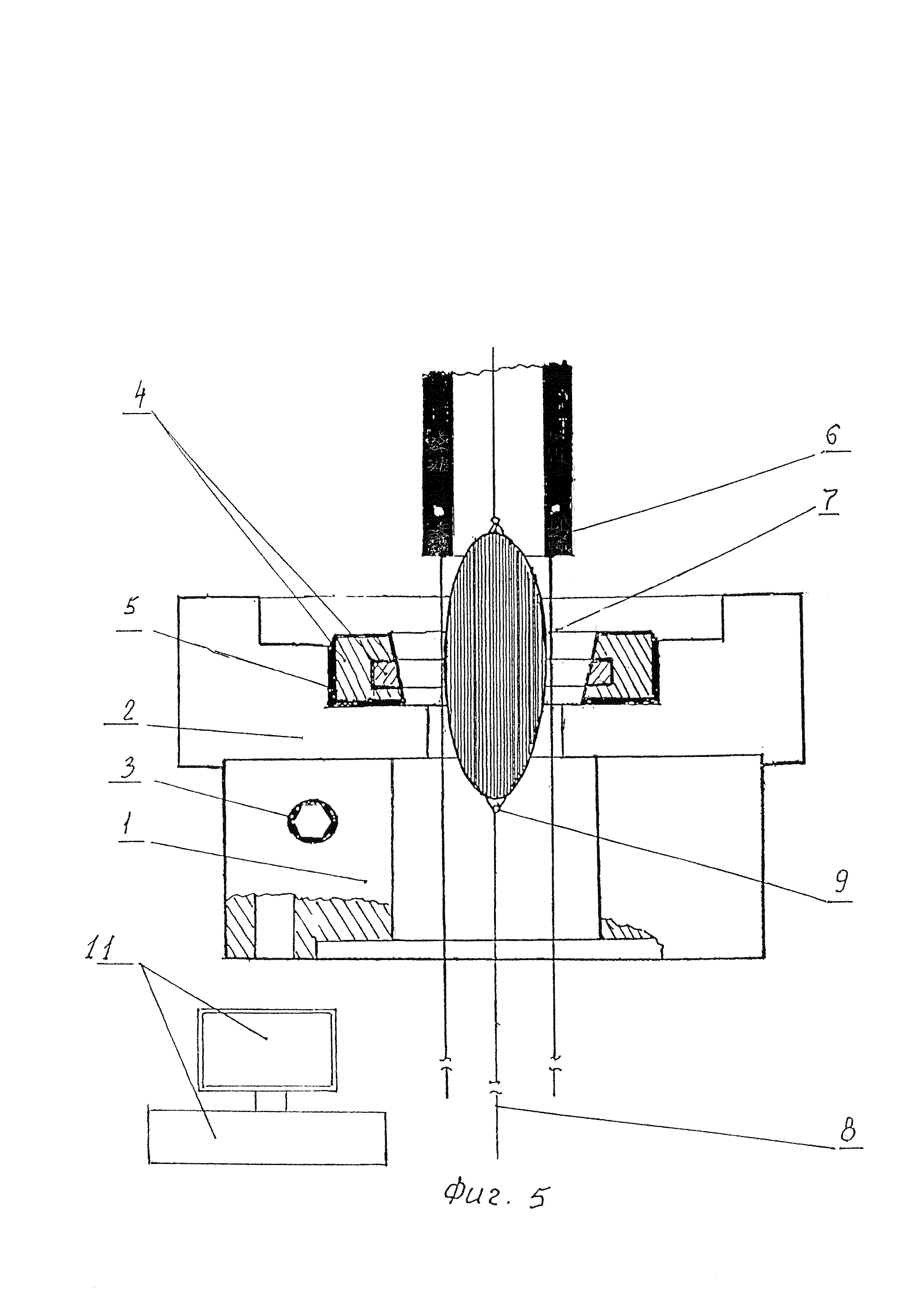
На фиг. 5 показан момент начала загрузки заготовки и положение волоки, оправки и заготовки. Для корректировки точного положения относительно волоки имеется стержень, связанный через свободно вращающийся вокруг своей оси шарнир одним концом, другим концом -исполнительным механизмом (на схемах не показан) для поддержания возвратно поступательных перемещений.
Сущность способа заключается в том, что при волочении одновременно меняют положение волоки и оправки с сохранением неизменной величину кольцевого зазора при определенной скорости протягивания заготовки.
Устройство для осуществления способа изготовления труб в форме усеченного конуса содержит: трех - или - шести кулачковый самоцентрирующийся спирально - реечный патрон токарного станка. Корпус патрона токарного станка 1 класса А по ТУ РБ 500047867 со стальными кулачками 2, исполнительный механизм для движения кулачков 3; волоку 4, собранную из одинаковых составляющих подобных секторам, вырезанных из стальной круглой пластины, толщиной, равной высоте уступов кулачков 2, широкие торцы сохранили дугу радиусом исходного круга, а острые торцы срезаны на длину не менее одного мм. от острого конца под тупым углом относительно горизонтальной поверхности и по дугообразной линии, при этом узкие торцы, вместе острого угла, ограничены поверхностью, образованную из двух дуг и стягивающих эти дуги, двух линий; секторы, боковыми поверхностями соединением «щип - паз», объединены в круг с отверстием в центре, при этом узкими торцами секторов образовался цилиндр с внутренней конусностью (это образование называем составной волокой, а составляющие секторы - элементами волоки); элементы волоки неподвижно закреплены на однотипных уступах кулачков 2, известными способами, в частности, электросваркой 5; оправку 7, выполненная в соответствии с формой внутренней поверхности волоки 4 как сплошное тело вращения криволинейной линии вокруг своей оси, при этом, обе половины симметричны, вершинами соединены гибкими стержнями 8 посредством свободно вращающимися вокруг своей оси шарнирами 9, с механизмом обеспечения (на схемах не показан) поступательными движениями оправки 7); трубу 10 с известными захватными элементами; узел управления 11 может быть расположен в некотором отдалении от установки.
Устройство для изготовления труб в форме усеченного конуса работает следующим образом. Предварительно подготовленную полую металлическую заготовку 6, преимущественно цилиндрической формы, продвигают через волоку 4 в обратном волочению направлении так, чтобы оправка 7 оставалась внутри заготовки 6. При этом исполнительным механизмом 3 раздвигают волоку до наружного диаметра заготовки и более. Перед началом основных действий производят проверку смазки, состояние рабочих поверхностей волоки 4, оправки 7, стержня 8, надежность шарнира 9. Конец стержня 8 оправки 7 соединяют с исполнительным механизмом (на схемах не показан) в целях установления исходного положения оправки относительно волоки 4. Заготовку закрепляют к известному протягивающему механизму (на схемах не показано). Участок захвата заготовки известным механизмом захвата перед началом волочения пропускают через расширенное отверстие волоки в направлении волочения, минуя действия волоки 4 и оправки 7. Необходимый размер толщины стенки будущей трубы в форме усеченного конуса устанавливают в результате некоторой предварительной протяжки регулированием величину отверстия волоки 4 и положением оправки 7. По мере сжатия волокой 4, механизмом 3, оправка 7 за счет специальной поверхности, стремится выйти из зоны сжатия. Тогда срабатывает механизм регулирования через стержень 8 и шарнир 9 ограничивая перемещение оправки 7. При необходимости их взаимные положение подкорректируют, вносят изменения в параметры процесса, одновременно включают протягивающий механизм, волоку 4, и оправку 7. Возможны два направления волочения. В первом случае волочение начинают с формирования толстого конца трубы 10 в форме усеченного конуса. Волочение ведут с толстого конца к тонкому концу получаемой трубы 10. При этом площади поперечных сечений заготовки 6 (получаемой трубы 10) по мере удлинения трубы 10 убывают, что вызывает уменьшения тянущего усилия. Во втором случае, когда волочение ведут с формирования тонкого конца получаемой трубы 10, площади поперечных сечений увеличиваются, тянущие усилия в основном возрастают.
Для достижения качественных труб 10, осуществляют не одну, а несколько вытяжек. Устройство работает циклически. Волочение можно вести как вручную, так и полуавтоматически. При некоторой доработке, процесс можно перевести в непрерывный режим. Устройство можно монтировать в вертикальном или горизонтальном положении.
Трубы в форме усеченного конуса используют для изготовления эффективных аппаратов в химической, нефтехимической и в ряде других отраслей. Особенно кожухотрубных прямотрубных аппаратов и реакторов, которые в Российской Федерации установлены более 100000 единиц [1]. Почти все выполнены с использованием теплообменных цилиндрических трубок, длиной 2-10 метров и более, у которых истекли сроки эксплуатации.
В предлагаемом способе изготовления труб в форме усеченного конуса и устройство для его осуществления несмотря на сложность, согласно предварительных расчетов, выявлены малые эксплуатационные расходы. Установка легко модернизируется, может подвергаться автоматизации при эксплуатации. Кожухотрубные аппараты, изготовленные с использованием труб в форме усеченных конусов, удовлетворяют технологические требования эксплуатационников в большей степени, чем классические цилиндрические аппараты с цилиндрическими трубами. Например, подача сырья может осуществляться как с конца малых диаметров, так и больших диаметров. Эта особенность играет весьма существенную роль при строительстве и монтаже крупнотоннажных промышленных установок.
1. Попов И.А., Байрамов Ш.В., Бурдиков В.П. Состояние и перспективы развития рынка теплообменного оборудования в Республике Татарстан. // «Труды Шестого Международного симпозиума Ресурсоэффективность и энергосбережение», 2005, Казань, Татарстан, Россия, стр. 253-26.
Способ электрохимической обработки лопаток газотурбинных двигателей
Способ лазерного упрочнения полой металлической заготовки
Способ отверждения термореактивных полимерных порошковых покрытий
Сферический тренажер вестибулярного аппарата
Устройство для сжигания дробленых древесных отходов
Лазерная оптическая головка
Способ нанесения покрытия на образец (варианты) и устройство для его осуществления (варианты)
Тренажер для развития мышц верхних конечностей
Способ локальной защиты изделия из жаропрочного сплава от газового алитирования
Универсальная лазерная оптическая головка
Способ испытания и определения механических характеристик экзокарпия плодов и устройство для его осуществления
Экспериментальный способ параметризации трехмерных тел сложной геометрии
Поршневое уплотнение для двигателя внутреннего сгорания
Теплообменная поверхность
Поршневое уплотнение для двигателя внутреннего сгорания (варианты)
Поршневое уплотнение для двигателя внутреннего сгорания (варианты)
Маслосъемное поршневое кольцо двигателя внутреннего сгорания
Теплообменник-реактор
Покрытие
Устройство для усиления зданий и сооружений

