Результат интеллектуальной деятельности: МОДИФИКАТОР СПОСОБНОСТИ ОТЛАМЫВАНИЯ ДЛЯ БИОРАЗЛАГАЕМЫХ СЛОЖНЫХ ПОЛИЭФИРОВ
Вид РИД
Изобретение
На сегодняшний день для областей применения упаковки широко используют пластмассы на нефтяной основе, подобные полиолефинам, стирольным полимерам, полиэтилентерефталату, полибутилентерефталату и поливинилхлориду. В зависимости от области применения выбранным типам полимеров свойственны преимущества в отношении стоимости или технических свойств, подобных ударной вязкости, технологичности, функции газонепроницаемости и тому подобному.
Однако дискуссии в отношении природных ресурсов и глобального потепления поставили в центр внимания упаковочной промышленности материалы исходного сырья, происхождение которых не связано с нефтяными источниками, и которые являются биоразлагаемыми. Материалы, происхождение которых связано с биоисточниками, и которые являются экологически более безопасными, по-видимому, представляют собой альтернативу обычным материалам для упаковки.
В прошлом различные недостатки, подобные стоимости, доступности и техническим ограничениям, заставляли избегать применения биопластмасс в промышленности пластмасс в сопоставлении с пластмассами на нефтяной основе. Для переработчиков пластмасс наличие такого положительного качества как экологическая безопасность не могло компенсировать недостатки. Доступные альтернативы оказались недостаточными в особенности для усложненных областей применения, подобных экструдированию пленки и термоформованию.
Вследствие увеличенной доступности и по сравнению с другими полимерами не на нефтяной основе, благодаря техническим свойствам, подобным хорошей ударной вязкости, полимолочная кислота (PLA) стала альтернативой в области упаковки и имеет тенденцию к замещению полимеров, подобных полистиролу и полиэтилену. Полимер PLA обладает некоторыми свойствами, которые сопоставимы со свойствами данных полимеров, такими как прозрачность и низкая тенденция к мигрированию. Потенциальными областями применения для упаковки из полимера PLA зачастую являются те области, которые включают проблематичные способы изготовления, подобные термоформованию экструдированных листов. Результатом этого способа могут являться трещины, проходящие сквозь изделие, царапины на поверхности и затруднения во время переработки материала.
Для предотвращения повреждения термопластов широко используют модификаторы полимеров для обеспечения модифицирования ударной вязкости и уменьшения хрупкости. Данные модификаторы зачастую представляют собой термопластические или нетермопластические эластомеры (пластомеры) или модификаторы со структурой «ядро-оболочка». Они состоят из эластомерного ядра и акриловой оболочки. Обычные упаковки пищевых продуктов, например, для напитков, йогурта или творога, зачастую представляют собой термоформованные экструдированные листы для изготовления контейнеров, таких как чашки и стаканы. Данные контейнеры, зачастую изготовленные из полимеров PS и PET, могут быть собраны в группы из нескольких скрепленных контейнеров (также называемые «групповыми упаковками» или «мультипак»), сегментированные при использовании прорези или линии предварительного надреза для получения предварительно определенной точки отламывания. Данная точка отламывания обеспечивает отламывание сегмента при надлежащих угле и усилии и при отсутствии расколов или разрезов контейнера, такого как чашка. Данное поведение ниже в настоящем документе будет называться «способностью отламываться». В других вариантах осуществления контейнером является один контейнер с кромками, соответствующими линии полной резки.
Контейнеры, такие как чашки, изготовленные из полистирола, в действительности едва ли требуют наличия модификатора ударной вязкости для применения термоформованных и предварительно надрезанных контейнеров. Их способность отламываться можно регулировать при использовании глубины прорези без какого-либо повреждения стакана.
Контейнеры, такие как чашки, изготовленные из полимера PLA, имеют тенденцию к демонстрации чрезмерной хрупкости, и кромки после резки или разделения вдоль линии предварительного надреза не являются чисто обрезанными: на границах формируются волосные трещины, и/или имеют место разломы в направлениях, перпендикулярных линиям предварительного надреза. Следовательно, имеет место потребность в изделиях, делающих возможным получение резко очерченных и прямых кромок при резке и/или предварительном надрезании. Также имеет место потребность в изделиях, делающих возможным получение хорошей способности отщелкиваться.
В US-5908918 A заявляется использование разлагаемого модификатора ударной вязкости и разлагаемого пластификатора, обеспечивающего получение хороших модифицирования ударной вязкости и гибкости упаковочных пленок при одновременном сохранении биоразлагаемости композиции. Однако такая рецептура не обеспечивает получения требуемого уровня мутности, и, как это продемонстрировали испытания, способность отламываться не соответствует высокому уровню модифицирования ударной вязкости. В некоторых вариантах осуществления в качестве пластификатора используют эпоксидированное соевое масло в количествах, составляющих, по меньшей мере, 5 мас.%.
В публикации WO-2008051443 A1 полилактидные смолы смешивают с акриловыми каучуковыми частицами со структурой «ядро-оболочка» для получения хороших ударной вязкости и прозрачности. Этого добиваются при использовании надлежащей дисперсии частиц, которые характеризуются определенными значением Tg и показателем преломления. Следовательно, данные композиции широко известны своей эффективностью, но их происхождение не связано с биоисточниками, и они могут ухудшить разлагаемость. Однако имеет место потребность в добавках, которые являются более эффективными в сопоставлении с соединениями со структурой «ядро-оболочка».
В US-20110082224 A1 также заявляется применение модификаторов ударной вязкости со структурой «ядро-оболочка», характеризующихся средним размером частиц, большим, чем 250 нм, для биоразлагаемого сложного полиэфира. Модифицированный биоразлагаемый сложный полиэфир демонстрирует хорошие характеристики сопротивления ударным нагрузкам. Однако в некоторых областях применения требуется более значительная прозрачность. Следовательно, имеет место потребность в добавках, которые являются более эффективными в сопоставлении с соединениями со структурой «ядро-оболочка».
В CN-103146160 A раскрывается способ сополимеризации для биоразлагаемого сложного полиэфира. Однако данные сополимеры представляют собой сложные и дорогостоящие соединения. Следовательно, имеет место потребность в получении дешевого и практичного способа модифицирования коммерчески доступного биоразлагаемого сложного полиэфира, предпочтительно при использовании маточной смеси, которая содержит добавку, придающую обязательные свойства, подобные прозрачности и модифицированию способности отламываться.
Публикация СN-102321287 В касается способа изготовления и композиции биоразлагаемой полиэтиленовой пленки, полученной в результате смешивания с полиэтиленом от 10 до 30 мас.% полимолочной кислоты, по меньшей мере, 3 мас.% эпоксидированного растительного масла и компатибилизатора. Данная таким образом описанная пленка с толщиной в диапазоне 50-100 мкм не только характеризуется биоразлагаемостью, но также и демонстрирует хорошие предел прочности при растяжении и модифицирование ударной вязкости.
В документе US-5798435 раскрываются сополимеры, полученные в результате проведения сополимеризации молочной кислоты и эпоксидированных масел. Однако имеет место потребность в материале, который не требует проведения таких сополимеризаций. Между тем, в данном документе в примерах 17 и 18 раскрываются композиции, содержащие 0,2 % или 0,5% эпоксидированного соевого масла, смешанного с полимолочной кислотой. Данные композиции подвергают испытаниям на вязкость и прилипание при экструдировании в ходе литьевого формования. Однако для данных композиций не рассматриваются однослойные или многослойные изделия, и их потенциальные свойства не рассматриваются.
В документе WO-2014/067923 описываются многослойные изделия на основе полимера PLA, содержащего модификаторы ударной вязкости в виде полимеров со структурой «ядро-оболочка». Данные изделия демонстрируют хорошую способность отламываться при таких количествах модификаторов ударной вязкости, как 1 мас.%. Однако полимеры со структурой «ядро-оболочка» являются дорогостоящими и не являются материалами на биооснове. Имеет место потребность в добавках, которые являются более эффективными (обеспечивающими получение увеличенного эффекта при подобной концентрации и/или эквивалентного эффекта при уменьшенной концентрации). Между тем, полимерные модификаторы ударной вязкости со структурой «ядро/оболочка» в результате приводят к получению непрозрачных изделий. Следовательно, имеет место потребность в изделиях, которые могут быть прозрачными.
Следовательно, существует потребность в соединениях и изделиях, решающих, по меньшей мере, одну из вышеупомянутых потребностей или проблем. Кроме того, имеет место потребность в создании добавки, которая представляет собой материал на биооснове и делает возможной хорошую способность к отламыванию для листов из полимолочной кислоты.
Общепринятые модификаторы ударной вязкости, которые используют с концентрацией, при которой они обеспечивают получение минимального эффекта модифицирования ударной вязкости, зачастую приводят к появлению поведения, не связанного с отламыванием, и к получению чрезмерно мягких листов.
Кроме того, требуется модификатор, который придает прозрачность и представляет собой материал на биооснове.
Настоящее изобретение относится к изделию, содержащему однослойный или многослойный термопластический материал, при этом упомянутый материал содержит
(i) от 38,00 до 99,95%, предпочтительно от 67,00 до 99,90%, более предпочтительно от 57,00 до 99,85%, по массе полимолочной кислоты;
(ii) от 0,05 до 4,90%, предпочтительно от 0,10 до 2,90%, более предпочтительно от 0,15 до 2,00%, еще более предпочтительно от 0,20 до 1,00%, наиболее предпочтительно от 0,25 до 0,75%, по массе эпоксидированного растительного масла;
(iii) от 0 до 60,00%, предпочтительно от 0 до 40,00%, более предпочтительно от 0 до 30,00%, по массе дополнительных добавок, выбираемых из группы, состоящей из модификаторов ударной вязкости, пластификаторов, сшивателей, пенообразователей, наполнителей, красителей, стабилизаторов, смазок и их смесей,
при этом уровни массового процентного содержания рассчитывают по отношению к общей массе однослойного или многослойного термопластического материала и в сумме они составляют 100%.
Настоящее изобретение, кроме того, относится к изделию, содержащему однослойный или многослойный термопластический материал, который состоит или по существу состоит из:
(i) от 38,00 до 99,95%, предпочтительно от 67,00 до 99,90%, более предпочтительно от 57,00 до 99,85%, по массе полимолочной кислоты;
(ii) от 0,05 до 4,90%, предпочтительно от 0,10 до 2,90%, более предпочтительно от 0,15 до 2,00%, еще более предпочтительно от 0,20 до 1,00%, наиболее предпочтительно от 0,25 до 0,75%, по массе эпоксидированного растительного масла;
(iii) от 0 до 60,00%, предпочтительно от 0 до 40,00%, более предпочтительно от 0 до 30,00%, по массе дополнительных добавок, выбираемых из группы, состоящей из модификаторов ударной вязкости, пластификаторов, сшивателей, пенообразователей, наполнителей, красителей, стабилизаторов, смазок и их смесей,
при этом уровни массового процентного содержания рассчитывают по отношению к общей массе однослойного или многослойного термопластического материала и в сумме они составляют 100%.
Целесообразно, чтобы дополнительные добавки в случае их наличия присутствовали бы в количествах в диапазоне от 0,01 до 60,00%, предпочтительно от 0,1 до 40,00%, более предпочтительно от 0,25 до 30,00%, по массе при расчете на общую массу (100%) однослойного или многослойного термопластического материала.
Определения
В настоящем изобретении термин «материал невспененной полимолочной кислоты (PLA)» относится к полимолочной кислоте, по существу обедненной газовыми включениями либо непосредственно в полимере PLA, либо в микросферах, внедренных в полимер PLA. Невспененный полимер PLA обычно имеет плотность, большую, чем 1,2. Термин «невспененный полимер PLA» также относится к термину «уплотненный полимер PLA».
В настоящем изобретении термин «материал вспененной полимолочной кислоты (PLA)» относится к полимолочной кислоте, содержащей газовые включения, предпочтительно непосредственно в полимере PLA, обычно в противоположность газовым включениям в микросферах, внедренных в полимер PLA. Вспененный полимер PLA обычно имеет плотность, составляющую вплоть до 1,2, предпочтительно менее, чем 1,2, предпочтительно вплоть до 1,1.
В настоящем изобретении термин «добавки» относится к продуктам, которые могут быть добавлены к полимолочной кислоте или другим термопластическим материалам.
В настоящем изобретении термин «общее относительное растяжение» относится к соотношению между площадью поверхности отверстия изделия, соответствующей подвергаемой термоформованию площади листа, и площадью поверхности сформировавшейся термоформованной части, соответствующей площади поверхности пластмассы, находящейся в контакте с пресс-формой.
В настоящем изобретении термины «локальное относительное растяжение» или «локальная степень вытяжки» относятся к относительному растяжению в локальной зоне термоформованной части. Локальное относительное растяжение может быть оценено в результате деления локальной толщины в термоформованной части на первоначальную толщину до термоформования. Нетермоформованные части, такие как закраины, обычно имеют данную первоначальную толщину.
В настоящем изобретении термин «способность отламываться» (или «способность к отламыванию») относится к способности части изделия отделяться вдоль линии предварительного надреза или прорези в ходе изгибающего воздействия. Особенно хорошая способность отламываться, например, делает возможным отламывание вдоль линии предварительного надреза или вдоль прорези в ходе не более чем двух изгибающих воздействий, предпочтительно в ходе одного изгибающего воздействия, где линия предварительного надреза или прорезь имеют минимальную глубину (предварительно надреза), меньшую, чем 75%, предпочтительно меньшую, чем 65%, от совокупной толщины листа, имеющего прорезь или линию предварительного надреза.
Как это было установлено, связанные своим происхождением с природными источниками эпоксидированные масла, предпочтительно эпоксидированные растительные масла, при использовании в качестве модификатора в термоформованных листах из полимера PLA обеспечивают получение благоприятной способности отламываться, соответствующей приведенному выше определению этого термина, и высокой прозрачности.
В одном аспекте настоящее изобретение относится к применению эпоксидированного растительного масла в качестве модификатора способности отламываться в необязательно термоформованных листах из полимолочной кислоты.
Полимолочная кислота (PLA) представляет собой термопластический полимер, полученный из возобновляемых ресурсов. Она характеризуется значительной биоразлагаемостью. Листы из пластмассы PLA часто используют для изготовления термоформованных контейнеров.
Полимер PLA, как это известно, существует в нескольких различных формах вследствие хиральной природы молочной кислоты его мономерного элементарного звена. Полимер PLA в соответствии с использованием в настоящем документе включает гомополимерную поли(L-молочную кислоту), где структурное элементарное звено молочной кислоты соответствует L-молочной кислоте, гомополимерную поли(D-молочную кислоту), где структурное элементарное звено молочной кислоты соответствует D-молочной кислоте, поли(DL-молочную кислоту), где структурное элементарное звено молочной кислоты соответствует смеси из L-молочной кислоты и D-молочной кислоты в переменных соотношениях.
В настоящем изобретении полимер PLA может быть получен при использовании любого способа, известного на современном уровне техники. Обычно использующиеся способы включают полимеризацию с раскрытием цикла лактидных мономеров, прямую поликонденсацию молочной кислоты и дегидратационную конденсацию молочной кислоты.
Среднемассовая молекулярная масса полимолочной кислоты предпочтительно находится в диапазоне от приблизительно 50000 до 500000 дальтонов, более предпочтительно от 100000 до 300000 дальтонов.
Растительные масла обычно определяют как сложные эфиры глицерина, так называемые триглицериды, извлекаемые из растения или семян растения. Триглицериды могут быть произведены из сложных эфиров насыщенных или ненасыщенных жирных кислот, имеющих длину цепи в диапазоне от С6 до С22. Эпоксидированными растительными маслами в смысле настоящего изобретения являются, например, эпоксидированное соевое масло (ESBO), эпоксидированный метилсоят MSO, эпоксидированное льняное масло, эпоксидированное талловое масло, эпоксидированное арахисовое масло, эпоксидированное касторовое масло, эпоксидированное кокосовое масло, эпоксидированное пальмовое масло, эпоксидированное кукурузное масло, эпоксидированное сафлоровое масло или их смесь. Наиболее предпочтительным растительным эпоксидированным маслом является масло ESBO. Масло ESBO может быть изготовлено из соевого масла, которое извлекают из семян соевых бобов.
В смысле настоящего изобретения термин «эпоксидированные растительные масла» относится к соединениям, которые не сополимеризованы с молочной кислотой. Кроме того, в однослойном или многослойном термопластическом материале настоящего изобретения полимолочная кислота и эпоксидированное растительное масло представляют собой смесь и не сополимеризуются друг с другом.
Эпоксидированное растительное масло обычно используют в количестве, которое приводит к получению хорошей способности отламываться, хорошей ударной вязкости и/или прозрачности. Предпочтительно количество эпоксидированных растительных масел для использования в качестве модификатора способности отламываться в необязательно термоформованных листах из полимолочной кислоты находится в диапазоне от 0,05 до 4,90 мас. %, предпочтительно от 0,10 до 2,90 мас.%, более предпочтительно от 0,15 до 2,00 мас.%, еще более предпочтительно от 0,20 до 1,00 мас.%, наиболее предпочтительно от 0,25 до 0,75 мас.%, по отношению к общей массе необязательно термоформованного листа из полимолочной кислоты.
Эпоксидированное растительное масло может иметь вид маточной смеси, в которой оно диспергировано в полимерной матрице, обычно в термопластической матрице, например, полимере PLA или полимере этиленненасыщенных мономеров, таком как сополимер этилена-винилацетата. Матрица не квалифицируется в настоящем документе как добавка. Такие маточные смеси могут содержать, например, от 5% до 90% по массе полимерной матрицы, предпочтительно от 10% до 60%. Такие маточные смеси могут содержать дополнительные добавки, например, добавки, описанные ниже. В одном конкретном варианте осуществления маточная смесь помимо матрицы и эпосидированного масла, связанного своим происхождением с природными источниками, не содержит дополнительных добавок и/или наполнителей.
В одном конкретном варианте осуществления материал содержит или состоит или по существу состоит из:
(i) от 88,00 до 99,85 мас.% полимолочной кислоты;
(ii) от 0,15 до 2,00 мас.% эпоксидированного растительного масла;
(iii) от 0 до 10,00 мас.% дополнительных добавок, выбираемых из группы, состоящей из модификаторов ударной вязкости, пластификаторов, сшивателей, пенообразователей, наполнителей, красителей, стабилизаторов, смазок и их смесей,
при этом уровни массового процентного содержания рассчитывают по отношению к общей массе однослойного или многослойного термопластического материала и в сумме они составляют 100%.
В одном предпочтительном варианте осуществления изобретение относится к многослойному изделию, включающему (А) по меньшей мере, один слой невспененной полимолочной кислоты и (В) по меньшей мере, один слой вспененной полимолочной кислоты, где либо (А), либо (В), либо (А) и (В) содержат эпоксидированное растительное масло, предпочтительно в количестве от 0,05 до 4,90 мас.%, предпочтительно от 0,10 до 2,90 мас.%, более предпочтительно от 0,15 до 2,00 мас.%, еще более предпочтительно от 0,20 до 1,00 мас.%, наиболее предпочтительно от 0,25 до 0,75 мас.%, по отношению к массе слоя или слоев, содержащих упомянутое эпоксидированное растительное масло.
В настоящем изобретении вспененные слои могут быть вспенены при использовании пенообразователей, предпочтительно эндотермических пенообразующих добавок, также называемых порообразователями. Подходящими для использования порообразователями являются широко известные соединения, например, азодикарбонамиды, нитрозосоединения, гидразиды и лимонная кислота и производные лимонной кислоты, ее соли и сложные эфиры, бикарбонат натрия или его применяемые смеси. Наиболее широко используют так называемые модифицированные азодикарбонамиды, которыми являются азодикаробонамиды в сочетании с инициаторами их разложения, такими как ZnO, стеарат цинка. Также возможными являются и комбинации с органическими веществами, такими как кислоты и основания.
Целесообразно, чтобы пенообразователи в случае их использования применялись бы в количествах в диапазоне от 0,1 до 3 мас.%, предпочтительно от 0,25 до 2,5 мас.%, по отношению к общей массе вспененного слоя.
Необходимо упомянуть о том, что материал полимолочной кислоты может содержать сшиватели, обычно добавляемые после полимеризации, такие как пероксиды. В одном наиболее предпочтительном варианте осуществления материал полимолочной кислоты не содержит таких сшивателей. Неожиданно было обнаружено, что такие сшиватели являются бесполезными.
Добавки могут быть добавлены в виде маточных смесей, в которой добавка диспергирована в полимерной матрице, например, полимере PLA или полимере этиленненасыщенных мономеров, таком как сополимер этилена-винилацетата.
Изделие, включающее вспененные и невспененные слои, может иметь вид листа или пленки. Обычно оно имеет толщину е. Обычно оно имеет два других размера, таких как длина l и ширина b. Обычно оба других размера l и b, по меньшей мере, в 10 раз, предпочтительно, по меньшей мере, в 100 раз, превышают толщину. Лист или пленка из пластмассы обычно могут иметь толщину в диапазоне от 0,1 мм до 5 мм, предпочтительно от 0,5 мм до 2 мм, предпочтительно от 0,6 мм до 1 мм. Примерами толщин являются 0,5 мм или 0,7 мм или 0,8 мм или 0,9 мм или 1 мм. Ширина обычно может находиться в диапазоне от 20 см до 200 см. Длина может составлять, по меньшей мере, 200 см. Листы из пластмассы могут быть представлены в виде рулонов.
В еще одном варианте осуществления изделие включает термоформованную часть.
Изделие может включать один слой или несколько слоев. Оно может состоять из 2 или 3 слоев. Это может быть, например, двухслойный материал (слой А)-(слой В). Это может быть трехслойный материал (слой А)-(слой В)-(слой С). Это может быть трехслойный материал (первый слой А)-(слой В)-(второй слой А). Первый слой А и второй слой А могут быть идентичными или различными. Предпочтительно они являются идентичными. Изделие предпочтительно содержит, по меньшей мере, 19 мас.%, предпочтительно, по меньшей мере, 38 мас.%, слоя В.
Количества слоев при расчете на толщину изделия могут соответствовать следующему далее профилю:
- слой (слои) А: от 10% до 75%,
- слой В: от 25 до 90%,
в сумме толщина составляет 100%.
В одном предпочтительном варианте осуществления количества слоев при расчете на толщину изделия могут соответствовать следующему далее профилю толщины:
- первый слой А: от 5 до 37,5%,
- слой В: от 25 до 90%,
- второй слой А: от 5 до 37,5%,
в сумме толщина составляет 100%.
Количества слоев при расчете на массу слоев могут представлять собой нижеследующее:
- слой (слои) А: от 12,4% до 93%,
- слой В: от 19% до 68,4%,
в сумме масса составляет 100%.
В одном предпочтительном варианте осуществления количества при расчете на массу представляют собой нижеследующее:
- первый слой А: от 6,2 % до 46,5%,
- слой В: от 19 % до 68,4 %,
- второй слой А: от 6,2 до 46,5%,
в сумме масса составляет 100%.
В одном предпочтительном варианте осуществления материал вспененной полимолочной кислоты имеет плотность в диапазоне от 0,5 до 1,2, предпочтительно от 0,75 до 1,1. Для этого могут быть выбраны пенообразующая добавка и ее количество. В одном предпочтительном варианте осуществления материал вспененной полимолочной кислоты содержит от 0,1 до 5 мас.%, предпочтительно от 1% до 4%, вспененных микросфер. В одном предпочтительном варианте осуществления изделие (включающее все слои) имеет плотность от 0,75 до 1,2, предпочтительно от 0,75 до менее чем 1,2 или менее чем 1,0.
Термоформованная часть предпочтительно характеризуется относительным растяжением, составляющим, по меньшей мере, 2,5, предпочтительно, по меньшей мере, 3, предпочтительно, по меньшей мере, 4, предпочтительно, по меньшей мере, 5. Изделие может включать часть, которую не подвергали воздействию какого-либо растяжения, при этом упомянутая часть в настоящем документе рассматривается в качестве нетермоформованной части. Изделие обычно может быть получено в результате термоформования листа из пластмассы в материале.
Термоформование представляет собой способ, известный для специалистов в соответствующей области техники. Обычно оно включает растяжение при нагревании материала пластмассы, такого как лист, обычно в результате использования в полости пресс-формы механических устройств, таких как пуансоны, и/или в результате вакуумирования. Воздействие механических устройств необязательно может быть усилено в результате использования газа под давлением.
Термоформованная часть изделия может иметь толщину, варьирующуюся в диапазоне от 50 мкм до 2 мм, предпочтительно от 60 мкм до 800 мкм, предпочтительно от 70 мкм до 400 мкм.
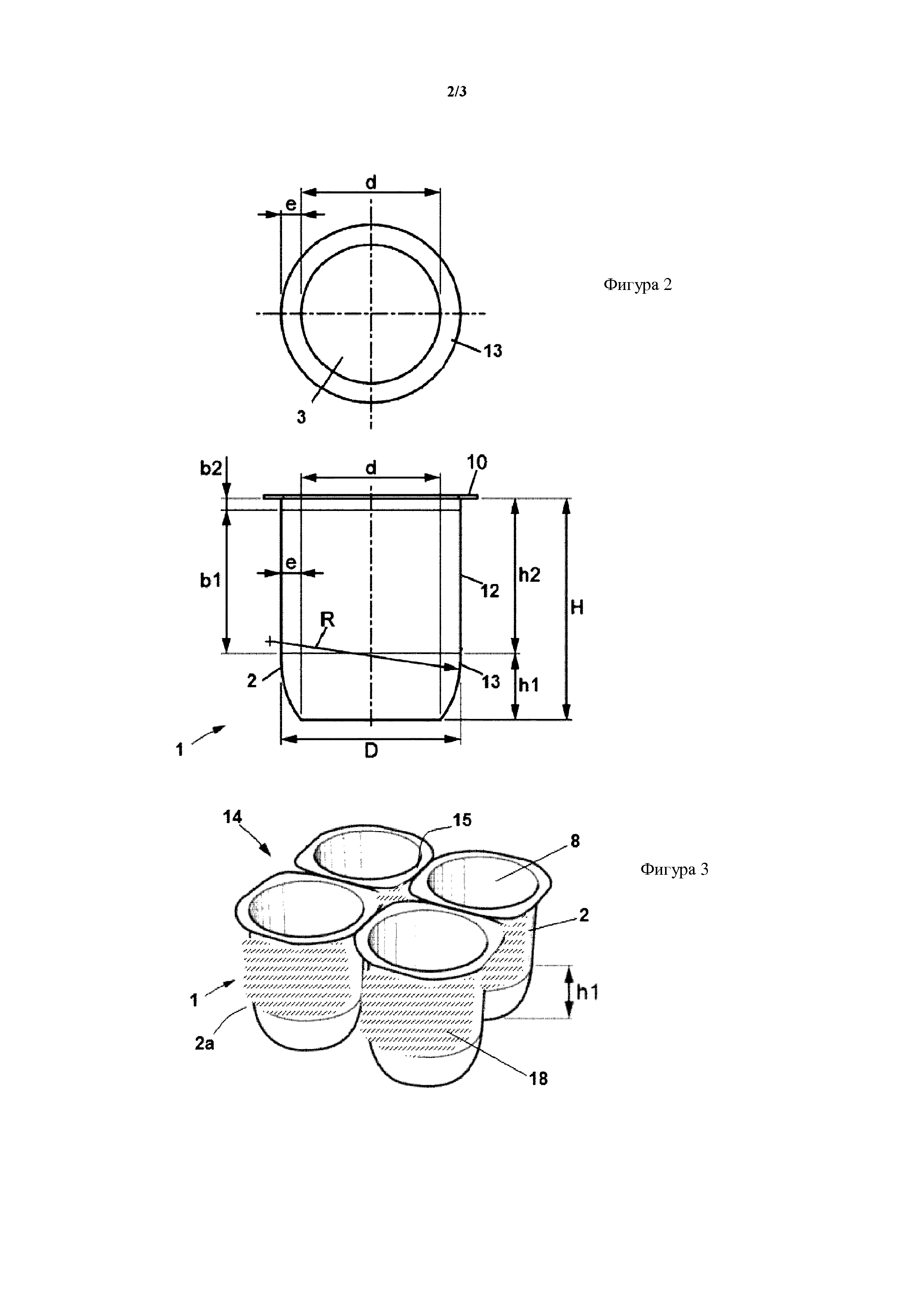
Данные материал и способ представляют особенный интерес в изделиях, обнаруживающих наличие, по меньшей мере, одного или нескольких следующих далее признаков, которые показаны на фиг. 2, 3 и 4:
- изделие представляет собой контейнер (1), имеющий полое тело (2) и необязательно, по меньшей мере, один борт (10), при этом полое тело определяет упомянутую термоформованную часть, и снабжено отверстием (8);
- полое тело (2), по меньшей мере, частично покрыто этикеткой;
- полое тело (2) включает:
• дно (3) на стороне, противоположной отверстию (8);
• боковую стенку (2а), имеющую, по меньшей мере, одну часть, предпочтительно нижнюю часть (13), которая не покрыта этикеткой (18);
- отверстием (8) является в общем случае круглое отверстие, а дно (3) имеет в общем случае круглую внешнюю кромку;
- боковая стенка (2а) имеет в общем случае цилиндрическую верхнюю часть (12), имеющую высоту h2, и нижнюю часть (13), имеющую высоту h1 и суживается от верхней части ко дну (3) по искривленной траектории, при этом верхняя часть и нижняя часть взаимно пересекаются и соединяются друг с другом по периферийной линии взаимного пересечения;
- дном (3) является плоское дно, и где периферийная линия взаимного пересечения находится по существу на постоянном расстоянии от плоского дна, при этом нижняя часть (13) имеет высоту h1, соответствующую меньшей доле высоты Н контейнера (1);
- высота h2 упомянутой верхней части (12) является постоянной, при этом соотношение h2/H находится в диапазоне от 3 : 5 до 6 : 7, а предпочтительно от 2 : 3 до 4 : 5;
- соотношение h2/H является меньшим или равным 3 : 4;
- боковая стенка (2а) характеризуется профилем толщины, таким, что средняя толщина нижней части (13) больше чем средняя толщина верхней части (12); и/или
- отверстие (8) имеет внутренний диаметр, который меньше чем высота Н контейнера (1) и больше чем высота h1 нижней части (13).
Необходимо упомянуть о том, что изделия, имеющие нижнюю часть, которая не покрыта этикеткой, являются особенно проблематичными изделиями с точки зрения изготовления, однородности и/или механических свойств, для которых особенный интерес представляет использование минерального наполнителя.
Как это продемонстрировано на фиг. 2 и 3, изделие предпочтительно представляет собой контейнер 1, имеющий термоформованную часть, обычно в виде полого тела 2, и необязательно одну или несколько бортов, например, кольцевой борт 10. Полое тело 2 представляет собой термоформованную часть, у которой предпочтительно формируют непрерывно скругляющееся сечение, предпочтительно круглое сечение. Каждый борт 10 обычно представляет собой нетермоформованную часть. В одном конкретном варианте осуществления полое тело 12 включает кольцевую боковую стенку 2а, обнаруживающую наличие, по меньшей мере, одной части, которую не покрывают этикеткой 18 или подобной декоративной полоской.
Изделие может быть изготовлено в результате термоформования из листа, имеющего, например, толщину, большую, чем 300 мкм, предпочтительно составляющую, по меньшей мере, 500 мкм, предпочтительно, по меньшей мере, 750 мкм, предпочтительно находящуюся в диапазоне от 750 до 1500 мкм. Борт в случае его наличия в изделии обычно имеет такую толщину.
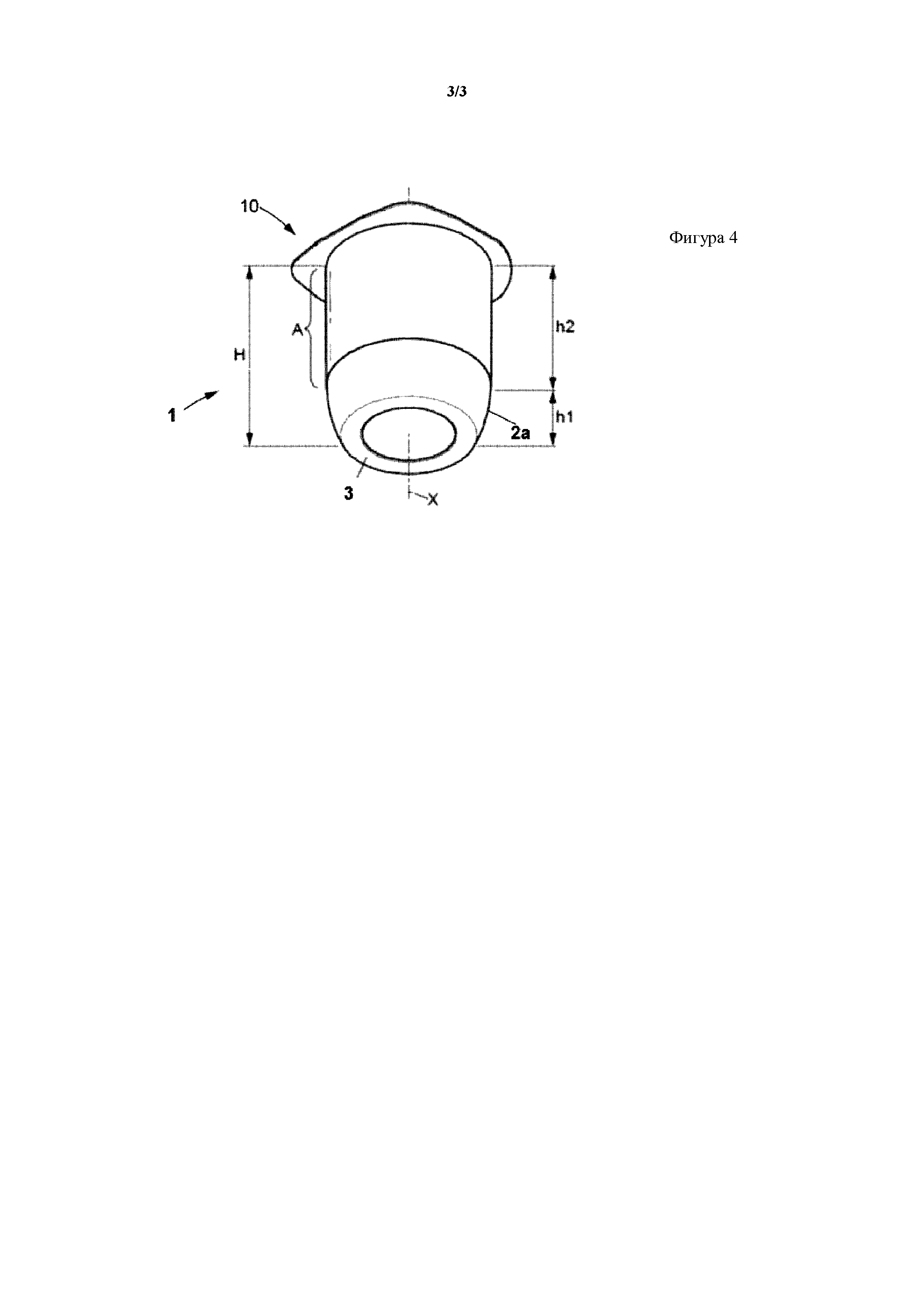
Как это можно видеть при обращении к фиг. 2, 3 и 4, полое тело 2 контейнера 1 имеет боковую стенку 2а, простирающуюся вдоль продольной оси Х от дна 3 вплоть до открытого верха. Боковая стенка 2а тела 2 имеет вид трубы и адаптирована для покрытия ее этикеткой, предпочтительно цилиндрической этикеткой или наклейкой, в верхней области А, примыкающей к отверстию по оси 18. В проиллюстрированных неограничивающих вариантах осуществления данное отверстие по оси является круглым отверстием 8. В более общем случае необходимо понимать то, что продольной осью Х в данном случае является центральная ось для тела 2 и отверстия 8. Фиксирование этикетки 18 осуществляют известным образом.
В данном случае контейнер 1 включает в общем случае плоский кольцевой борт 10, интегрированный с телом 2 и соединенный с верхом тела 2. Борт 10 простирается радиально между внутренней кромкой, которая определяет отверстие 8, и внешней кромкой, которая определяет периметр борта 10. Боковая стенка 2а тела 2 имеет в общем случае цилиндрическую верхнюю часть 12, непосредственно соединенную с бортом 10, и нижнюю часть 13, суживающуюся от верхней части 12 ко дну 3 по искривленной траектории, как это ясно видно на фиг. 2 и фиг. 4.
Как это можно видеть, верхняя часть 12 и нижняя часть 13 взаимно пересекаются и соединяются друг с другом по периферийной линии взаимного пересечения, которая в данном случае является круговой. Между по существу круговым соединением с бортом 10, а также по существу круговой периферийной линией взаимного пересечения верхняя область А определяет в общем случае цилиндрическую поверхность для этикетки 18. Этикетка 18 может быть добавлена при использовании способа нанесения ярлыка в пресс-форме и тому подобного. На боковой стенке 2а на периферийной линии взаимного пересечения могут присутствовать или отсутствовать небольшие ступень или плечо, для сохранения декоративной полоски. Такая ступенька не выступает более чем приблизительно на 0,5 мм от цилиндрической поверхности, определенной верхней частью 12.
Периферийная линия взаимного пересечения находится по существу на постоянном расстоянии от плоского дна 3, как это с очевидностью следует из фиг. 4, и высота h1 нижней части 13 соответствует меньшей доле высоты Н контейнера 1.
Как это можно понимать, высота Н контейнера 1 является большей, чем больший размер полого тела 2. Предпочтительно высота h2 верхней части 12 не является значительно большей, чем внешний диаметр D цилиндрической верхней части 12 и может быть меньшей, чем данный внешний диаметр D, как, например, это имеет место в примерах на фиг. 2 и 4. С любой точки обзора контейнера 1 верхняя область А может выглядеть приближенной к квадратной форме, при этом высота h2 верхней части 12 является слегка меньшей (максимально на 15%), равной или не большей, чем на более, чем 10-15% по сравнению с внутренним диаметром отверстия 8 и/или внешним диаметром D или подобной кажущейся шириной тела 2. При такой компоновке верхняя часть 12 является в особенности подходящей для отображения информации и обычно ее покрывают прямоугольной этикеткой или полоской подобной формы, скомпонованных в виде рукавного ярлыка.
В соответствии с этим, тело 2 является более высоким, чем широким вследствие значительной высоты h1 нижней части 13. Вследствие того, что высота h1 значительна и находится, например, в диапазоне от 14 до 24 мм (при этом высота Н, например, не больше чем приблизительно 65 или 75 мм) скругленный внешний вид поблизости от дна 3 является явно видимым. Нижняя часть 13 в данном случае является непрерывно скругляющейся от дна 3 вплоть до периферийной линии взаимного пересечения.
Как это можно видеть при обращении к фиг. 2, 3 и 4, определенная область А для прикрепления этикетки 18 может иметь высоту b1, не большую, чем высота h2 верхней части 12. Таким образом, между бортом 10 и верхней кромкой, в данном случае прямолинейной кромкой этикетки, может существовать необязательный небольшой зазор. В данном случае расстояние b2 от борта 10 может находиться в диапазоне всего лишь приблизительно 1-4 мм. В проиллюстрированных вариантах осуществления нижняя кромка этикетки 18 не выступает ниже периферийной линии взаимного пересечения, так что нижняя часть 13 не имеет покрытия.
Высота h2 верхней части 12 (само собой разумеется, то, что высоту h2 получают в виде h2 = H – h1), которая в данном случае является постоянной, может соответствовать доле высоты Н, по меньшей мере, равной 0,6 и не большей, чем 0,86. Таким образом, высота h1 нижней части 13 меньше чем приблизительно 2/5 от высоты Н. Соотношение h1/H может находиться в диапазоне от 0,14 до 0,4. Может быть выбрано соотношение h2/H, находящееся в диапазоне от 2 : 3 до 4 : 5, а предпочтительно меньшее или равное 3 : 4. В результате скругление нижней части 13 получают при мягком переходе, то есть, при большом радиусе кривизны R, как показано на фиг. 2, и механические свойства поблизости от дна 3 являются хорошими при отсутствии какого-либо конкретного увеличения толщины в области, примыкающей ко дну 3. Хорошие механические свойства, такие как, в частности, предел прочности при сжатии, делают возможным использование относительно небольшой толщины поблизости от дна (в нижней части 13 без покрытия). Материал, содержащий специфическую комбинацию из (i), (ii) и необязательно (iii), является в особенности эффективным для получения термоформованной части, соответствующей низкому диапазону толщины.
В промышленности упаковывания пищевых продуктов контейнеры 1 из пластмассы могут быть установлены один поверх другого таким образом, чтобы сформировать стопки, которые могут быть уложены слоями на поддоне. Масса нагрузки на поддон может быть намного большей, чем 500 кг. Такие стопки позволяют упаковкам, находящимся на дне, выдерживать воздействие сжимающей нагрузки от упаковок, находящихся наверху. В соответствии с этим, большой интерес представляет возможность того, чтобы нижняя часть 13 без покрытия (не упрочненная каким-либо образом), выдерживала большое сжатие. В выгодном случае сечение нижней части 13 является круглым, как это с очевидностью следует из верхней части фиг. 2. В более общем случае круглое сечение может быть сформировано у полого тела 2, при этом верхняя часть 12 имеет внешний диаметр D.
Как это можно видеть на фиг. 2, 3 и 4, хороший компромисс между высотой верхней части 12 и высотой нижней части 13, в частности, для экономии материала пластмассы, получают при использовании соотношения h1/H 0,25-0,27 или 0,27-0,29 или 0,29-0,31. Соотношение h1/H, большее, чем 0,2, является предпочтительным для получения менее ярко выраженного угла в месте соединения между нижней частью 32 и дном 3. Соотношение h1/H, не большее, чем 0,32, также является предпочтительным для получения достаточной верхней области А. Кроме того, выгодным является наличие относительно большой верхней области А, по меньшей мере, для того, чтобы уменьшить толщину в верхней части 30 тела 2.
Как это можно видеть на фиг. 3 и 4, дно 3 может быть снабжено выемкой или полостью с вогнутостью, обращенной к внешней стороне. Кольцевой отдел дна 3, находящийся вокруг данной полости, имеет диаметр, меньший, чем диаметр круглого отверстия 8, находящегося наверху тела 2. Дно 3, снабженное такой полостью, предпочтительно одной полостью по центру, характеризуется увеличенной прочностью для создания улучшенной опоры сжимающей нагрузке. Само собой разумеется, что дно 3 все еще может рассматриваться в общем случае в качестве плоского дна 3, по меньшей мере, вследствие наличия у дна 3 плоской формы, и контейнер 1 адаптируется для сохранения вертикального положения при нахождении дна 3 в контакте с опорой в виде горизонтального основания (при этом продольная ось Х является вертикальной). Само собой разумеется, что высота полости предпочтительно является очень малой, составляющей, например, приблизительно 0,5 мм.
Как это можно видеть на фиг. 2, верхняя часть может рассматриваться как цилиндрическая, таким образом, определяющая по существу вертикальную стенку с высотой h2. Термин «по существу вертикальный» следует понимать при наличии допуска по углу 5° в сопоставлении с вертикалью. В продемонстрированных примерах верхняя часть 12 не может рассматриваться как значительно большая верха тела 2, поскольку угол, определенный по отношению к вертикальному направлению продольной оси Х, составляет менее 2° и, например, всего лишь приблизительно 1°. Данный угол является настолько малым, что пользователь естественно будет интерпретировать верхнюю часть 12 как цилиндрическую. Также необходимо понимать то, что внешний диаметр D верхней части 12 может рассматриваться как постоянный, поскольку данный угол обычно является меньшим, чем 2°, а высота h2 верхней части 12 обычно является меньшей, чем 50-70 мм. Таким образом, необходимо понимать, что D также представляет собой внешний диаметр периферийной линии взаимного пересечения.
Как это можно видеть при обращении к фиг. 2 и 3, боковая стенка 2а тела 2 имеет в общем случае круглое поперечное сечение как в верхней части 12, так и в нижней части 13. Термин «в общем случае круглый» в верхней части 12 понимается как охватывающий круги и овалы при соотношении между большим размером в поперечном сечении и малым размером в поперечном сечении, меньшем, чем 1,1.
Как это можно видеть на фиг. 2 и 4, верхняя часть 12 определяет воображаемую трубку, в данном случае воображаемый цилиндр, простирающуюся в продольном направлении вокруг упомянутой продольной оси Х и имеющую внешний диаметр D. Вследствие искривленной формы суживающейся нижней части 13 дно 3 тела 2 имеет скругленную внешнюю кромку, которая находится на некотором расстоянии по радиусу от воображаемой трубки, определяя по существу постоянное расстояние е по радиусу между скругленной внешней кромкой и воображаемой трубкой. Искривленную форму нижней части 13 получают при относительно большом радиусе кривизны R, так что расстояние е по радиусу является значительно меньшим, чем половина диаметра d дна 3. В соответствии с этим, дно 3 является достаточно широким для обеспечения хорошей вертикальной устойчивости контейнера 1 при размещении его на горизонтальной опоре. Предпочтительно в целях получения устойчивого дна 3 должно удовлетворять следующее далее соотношение 0,8 < d/D < 0,9. Соотношение е/h1 находится в диапазоне от 1/6 до 1/3, а предпочтительно от 1/5 до 3/10 (более предпочтительно является меньшим, чем 0,29). При использовании такой конфигурации получают незначительную кривизну нижней части 13, и верхняя часть 12 обеспечивает наличие дополнительной поверхности для надлежащего захватывания контейнера 1. Необходимо отметить, что увеличение относительного растяжения для боковой стенки 2а не является легкой задачей для осуществления при наличии относительно тонкой боковой стенки 2а, в особенности в верхней части 12.
Как это можно видеть на фиг. 2, в целях получения хороших механических свойств в нижней части 13 и достижения эффективной устойчивости контейнера 1 расстояние е по радиусу может находиться в диапазоне от 3 до 7 мм.
Контейнеры
Изделие может представлять собой контейнер, например контейнер 1, использующийся в качестве контейнера для молочного продукта, подобного чашке для йогурта. Изобретение также относится к контейнеру 1, заполненному пищевым или непищевым продуктом, предпочтительно молочным продуктом, предпочтительно продуктом на молочной основе (при этом молоко представляет собой молоко животного или растительный заменитель молока, такой как соевое молоко или рисовое молоко), предпочтительно ферментированным молочным продуктом, например, йогуртом. Контейнер 1 может иметь форму чашки для йогурта, например с квадратным поперечным сечением или с квадратным поперечным сечением со скругленными углами или с круглым поперечным сечением. Контейнер 1 может иметь суживающееся дно, предпочтительно суживающееся скругленное дно. Контейнер 1 имеет стенки (перпендикулярные поперечному сечению), обычно боковую стенку 2а в виде трубки, которые могут быть снабжены элементами, такими как наклейки или этикетки 18. Элементы, такие как этикетки 18, могут вносить свой вклад в увеличение механической прочности контейнера.
Контейнер 1, заполненный пищевым или непищевым продуктом, может включать укупоривающий элемент для запечатывания отверстия 8. Борт 10 определяет поверхность опоры для прикрепления укупоривающего элемента к вмещающей содержимое части контейнера 1. Укупоривающий элемент остается сверху и на определенном расстоянии от боковой стенки 2а. Укупоривающий элемент могут формировать укупорочная мембрана или тонкая фольга, необязательно подходящие для использования при контакте с пищей. В случае снабжения контейнера 1 бортом 10 укупоривающий элемент может иметь тот же общий контур, что и борт.
Контейнером 1 может быть, например, контейнер вместимостью в диапазоне от 50 мл (или 50 г) до 1 л (или 1 кг), например, контейнер вместимостью в диапазоне от 50 мл (или 50 г) до 80 мл (или 80 г) или от 80 мл (или 80 г) до 100 мл (или 100 г) или от 100 мл (или 100 г) до 125 мл (или 125 г) или от 125 мл (или 125 г) до 150 мл (или 150 г) или от 150 мл (или 150 г) до 200 мл (или 200 г) или от 200 мл (или 200 г) до 250 мл (или 250 г) или от 250 мл (или 250 г) до 300 мл (или 300 г) или от 300 мл (или 300 г) до 500 мл (или 500 г) или от 500 мл (или 500 г) до 750 мл (или 750 г) или от 750 мл (или 750 г) до 1 л (или 1 кг).
Способ
Изобретение, кроме того, относится к способу изготовления изделия, соответствующего предшествующему описанию изобретения, включающему стадии смешивания полимолочной кислоты, эпоксидированного растительного масла и необязательно дополнительных добавок в экструдере при нагревании до температуры в диапазоне от 150 до 250°С и экструдирования или совместного экструдирования смеси.
Термопластический материал может быть получен до формования однослойного или многослойного изделия или во время формования изделия. Термопластические материалы, такие как полимер PLA, могут быть введены в виде порошка, таблеток или гранул.
В случае содержания в одном слое смеси из нескольких ингредиентов данные ингредиенты могут быть смешаны при формовании изделия, обычно в экструдере. Могут быть сформированы маточные смеси из добавок, смешиваемых с термопластическим материалом. В еще одном варианте осуществления могут быть использованы предварительно смешанные составы, обычно в виде порошка, таблеток или гранул. Подходящие для использования способы обычно включают стадию смешивания полимолочной кислоты, нескольких ингредиентов и пенообразователей и стадию нагревания для активирования пенообразователя. Температура нагревания может находиться в диапазоне, например, от 150°С до 250°С, предпочтительно от 150°С до 200°С. Нагревание может быть проведено во время стадии смешивания или на дополнительной стадии. Смешивание и/или нагревание могут быть проведены в экструдере на стадии экструдирования. В одном предпочтительном варианте осуществления формования многослойного термопластического материала слои совместно экструдируют, обычно из соответствующих потоков материалов в расплавленном виде. Способы совместного экструдирования на современном уровне техники известны. Данные способы обычно включают экструдирование раздельных потоков через разделенные экструзионные головки с конфигурацией «бок о бок». За пределами экструзионных головок потоки сливаются и образуют, по меньшей мере, одну межфазную поверхность. Имеют место одна межфазная поверхность для двухслойных изделий и две межфазные поверхности для трехслойных изделий. После этого материалы охлаждают для получения твердого изделия. После совместного экструдирования может быть проведена надлежащая обработка в целях получения желательного продукта, например, листа или пленки. Стадии обработки представляют собой, например, обработки в прессе, каландрование или растяжение. Параметры для данных стадий обработки, такие как температуры, давление, скорость, количество обработок, могут быть адаптированы для получения желательного продукта, например, листа. В одном варианте осуществления изделие представляет собой лист, полученный при использовании способа, включающего совместное экструдирование и каландрование.
В одном варианте осуществления изделие представляет собой термоформованный контейнер, полученный из листа из пластмассы. Термоформованное изделие предпочтительно получают в результате:
1) экструдирования однослойного листа или многослойного листа при наличии, по меньшей мере, слоя А и слоя В для получения многослойного листа из пластмассы и
2) термоформования листа из пластмассы для получения контейнера.
Термоформование представляет собой известную операцию. Термоформование листа может быть проведено таким образом, чтобы получить конечный продукт с желательной формой. Необходимо упомянуть то, что во время термоформования имеет место определенное растяжение. Термоформование может быть, например, проведено при использовании производственной линии термоформования по технологии формования-наполнения-укупоривания (FFS). Термоформование может включать следующие далее стадии:
- введение листа на направляющих цепях (то есть, шипах или зажимах);
- нагревание листа в результате нагревания контактных пластин;
- формование при использовании негативной пресс-формы при содействии с использованием формующих пуансонов и давления воздуха. Пресс-форма может включать, а может и не включать ярлык.
В производственной линии термоформования по технологии формования-наполнения-укупоривания после термоформования обычно осуществляют следующие далее стадии:
- получающиеся в результате сформованные изделия заполняют продуктом, а после этого в результате термосваривания скрепляют с пленочной крышкой,
- в заключение, их отрезают и необязательно предварительно надрезают при использовании устройства механической обрезки.
Дополнительные подробности или преимущества изобретения могут быть выявлены из следующих далее неограничивающих примерах.
Примеры
Примеры получают при использовании следующих далее материалов. Уровни процентного содержания обозначают массовые проценты, если только не будет указано на другое.
PLA:
Ingeo® 2003D, поставляемый на рынок компанией NatureWorks – полимолочная кислота, содержащая 96,3 % L-лактидных элементарных звеньев и 3,7 % D-лактидных элементарных звеньев.
ESBO:
Merginat® ESBO, поставляемый на рынок компанией HOBUM Oleochemicals GmbH.
MB1:
Маточная смесь из 75 мас.% полимера PLA и 25% масла ESBO.
MB2 (сравнительный пример):
Маточная смесь из 50 мас.% полимера PLA и 50% продукта Biostrength® 150 (добавка со структурой «ядро-оболочка» на основе сополимера акрилата и метакрилата).
Химический пенообразователь (CFA-MB):
Маточная смесь из 80 мас.% полимера PLA и 20% лимонной кислоты.
Лист из уплотненного (невспененного) полимера PLA:
Различные однослойные листы из пластмассы PLA получают в соответствии с приведенной ниже методикой.
Методика:
Материалы (PLA и МВ1 или МВ2) экструдируют при использовании экструдера Fairex®, имеющего внутренний диаметр 45 мм и длину 24D. Температура вдоль по червяку находится в диапазоне от 180 до 200°С. Расплавленный полимер PLA экструдируют через экструзионную головку при температуре в диапазоне от 185 до 195°С для изготовления уплотненного листа. После этого лист каландруют на 3 валиках, имеющих температуру, составляющую приблизительно 40°С, для регулирования толщины листа.
Толщина листа: 0,75 мм.
Лист из вспененного полимера PLA:
Трехслойные листы из вспененной пластмассы PLA получают в соответствии со следующей далее методикой.
Многослойную конструкцию, имеющую один внутренний слой из вспененного полимера PLA и два внешних слоя из уплотненного полимера PLA, изготавливают в результате совместного экструдирования.
Материалы (PLA, CFA и МВ1 или МВ2) внутреннего слоя вспененного полимера PLA экструдируют при использовании экструдера Fairex, имеющего внутренний диаметр 45 мм и длину 24D. При использовании химического пенообразователя CFA профиль температуры вдоль по червяку находится в диапазоне от 165 до 230°С.
Материалы (PLA и МВ1 или МВ2) двух внешних уплотненных слоев экструдируют при использовании одного экструдера Scannex®, имеющего внутренний диаметр 30 мм и длину 24D. После этого полученный расплавленный материал пластмассы разделяют на два различных потока в питающем блоке для получения двух внешних уплотненных слоев. Температура вдоль по червяку находится в диапазоне от 165 до 195°С. Позади экструдеров различные потоки материалов подают в каналы питающего блока через различные проходы, разделенные двумя тонкими плоскостями (экструзионная головка). На конце разделительных плоскостей три потока сливаются и образуют две межфазные поверхности, и лист экструдируют через экструзионную головку при температуре в диапазоне от 185 до 195°С. После этого лист каландруют на 3 валиках, имеющих температуру, составляющую приблизительно 40°С. Давление между первым и вторым каландровыми валиками сохраняют равным нулю для стабилизации структуры пеноматериала и во избежание любого схлопывания вспененной структуры.
Толщина листа: 0,95 мм.
Чашки для йогурта из уплотненного полимера PLA:
Листы из уплотненной пластмассы подвергают термоформованию при получении чашек для йогурта в соответствии с приведенной ниже методикой. После этого чашки анализируют и оценивают.
Методика:
Лист вводят в производственную линию термоформования по технологии FFS, а после этого подвергают термоформованию для получения чашек на 125 г при использовании следующих далее параметров:
- Температуры нагревательных пластин: 90°С;
- Лист постепенно нагревают при использовании шести стадий нагревания, при этом каждый из нагревательных отсеков характеризуется временем замыкания 140 мсек;
- Стадию термоформования проводят при использовании обычных войлочных формующих пуансонов;
- Температуру пресс-формы фиксируют на уровне 20°С для охлаждения материала полимера PLA;
- Формующее давление воздуха: 4,5 бар;
- Время выдувания: 450 мсек;
- Скорость машины: 30 ходов в минуту;
- Расстояние между низом пресс-формы и пуансоном в самой нижней точке: 3 мм;
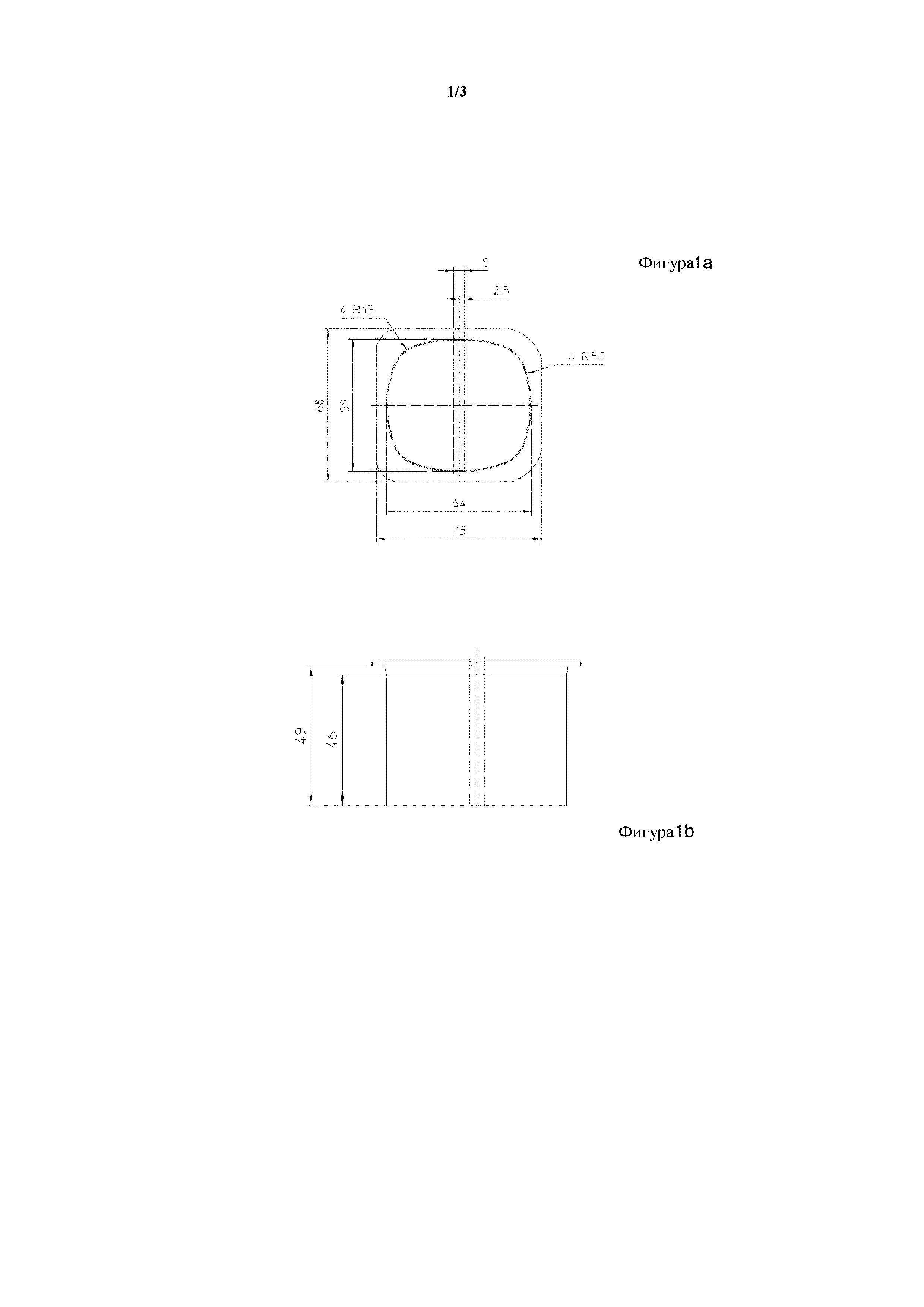
- Форма чашки: в соответствии с демонстрацией на фигуре 1а и фигуре 1b;
- Этикетка: отсутствует.
Чашки для йогурта компонуют в комплекте упаковок из 4 скрепленных чашек в два ряда (при этом термин «комплект упаковок» также относится к термину «мультипак») и разрезают на х4 скрепленные чашки (называемые «мультипак») путем нанесения линии предварительного надреза или подобного между каждой парой соседних чашек среди четырех чашек. Линии предварительного надреза формируют при использовании оборудования по технологии FFS (формования-наполнения-укупоривания).
Чашки для йогурта из вспененного полимера PLA:
Листы из вспененной пластмассы подвергают термоформованию при получении чашек для йогурта в соответствии с приведенной ниже методикой. После этого чашки анализируют и оценивают.
Методика:
Лист вводят в производственную линию термоформования по технологии FFS, а после этого подвергают термоформованию для получения чашек на 125 г при использовании следующих далее параметров:
- Температуры нагревательных пластин: 110°С;
- Лист постепенно нагревают при использовании шести стадий нагревания, при этом каждый из нагревательных отсеков характеризуется временем замыкания 140 мсек;
- Стадию термоформования проводят при использовании обычных войлочных формующих пуансонов;
- Температуру пресс-формы фиксируют на уровне 40°С для активирования термоплавкого клея ярлыка и охлаждения материала полимера PLA;
- Формующее давление воздуха: 4,5 бар;
- Время выдувания: 450 мсек;
- Скорость машины: 32 хода в минуту;
- Расстояние между низом пресс-формы и пуансоном в самой нижней точке: 5 мм;
- Форма чашки: в соответствии с фиг. 2. Общее относительное растяжение составляет 5,6;
- Этикетка: имеется.
Чашки для йогурта компонуют в комплекте упаковок 14 из 4 скрепленных чашек в два ряда (при этом термин «комплект упаковок» также означает «мультипак») и разрезают на х4 скрепленные чашки (называемые «мультипак») при использовании линии 15 предварительного надреза или подобного между каждой парой соседних чашек среди четырех чашек в соответствии с примером, продемонстрированным на фиг. 3. Линии 15 предварительного надреза формируют при использовании оборудования по технологии FFS (формования-наполнения-укупоривания).
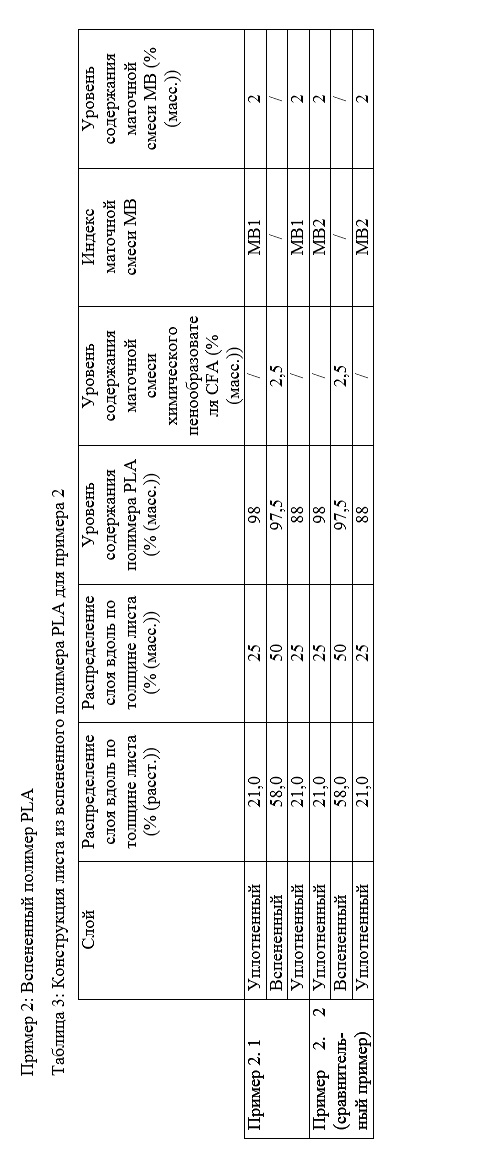
Пример 1: Уплотненный полимер PLA
Конструкция листа из уплотненного полимера PLA (толщина в каждом слое: 0,75 мм)
Пример 1.1: 98,0% полимера PLA + 2,0% маточной смеси МВ1 (0,5% масла ESBO)
Пример 1.2: 98,0% полимера PLA + 2,0% маточной смеси МВ2 (сравнительный пример, 1 % продукта Biostrength 150)
Оценки – способность отламывания:
Способность отламывания определяют при проведении измерений вручную с использованием балльной шкалы, которая представляет способность чашек отделяться в ходе изгибающего воздействия:
- Балл 0 – отсутствие отламывания для трех воздействий или невозможность следования линии предварительного надреза;
- Балл 1 – отламывание для трех воздействий и следование линии предварительного надреза;
- Балл 3 – отламывание для двух воздействий и следование линии предварительного надреза;
- Балл 5 – отламывание для одного воздействия и следование линии предварительного надреза.
После этого способность отламываться сопоставляют с глубиной предварительного надреза для определения минимальной глубины предварительного надреза, требуемой для получения хорошей способности к отламыванию.
- Глубину линии предварительного надреза измеряют при использовании оптической микроскопии при проведении, по меньшей мере, 3 измерений.
Таблица 1: Результаты по способности отламываться для примера 1.1
|
Для получения хорошей способности отламываться требуется глубина предварительного надреза, составляющая, по меньшей мере, 58-63 %.
Таблица 2: Результаты по способности отламываться для сравнительного примера 1.2
|
Для получения хорошей способности отламываться требуется глубина предварительного надреза, составляющая, по меньшей мере, приблизительно 50-55%.
Заключение: Глубины предварительных надрезов, требуемые для получения хорошей способности отламываться, рассматриваются как по существу эквивалентные для примера 1.1 и сравнительного примера 1.2, однако, при количестве добавки, поделенном на два (0,5% масла ESBO в примере 1.1, и 1% продукта Biostrength® 150 в сравнительном примере 1.2). Как это демонстрируют эквивалентные испытания, использование продукта Biostrength® 150 при 0,5% не приводит к получению хорошей способности отламываться (какой бы ни была глубина предварительного надреза).
Оценки – Способность отламываться:
Таблица 4: Результаты по способности отламываться для примера 2.1
|
Для получения хорошей способности отламываться требуется глубина предварительного надреза, составляющая, по меньшей мере, 35-40%.
Таблица 5: Результаты по способности отламываться для примера 2.2
|
Для получения хорошей способности отламываться требуется глубина предварительного надреза, составляющая, по меньшей мере, 40-45%.
Пример 3: Сопротивление ударным нагрузкам
Уплотненный полимер PLA – Отлитые образцы в виде двойных лопаток для испытания на растяжение
- Пример 3.1: 98,0% полимера PLA + 2,0% маточной смеси МВ1
- Пример 3.2 (сравнительный пример): 98,0% полимера PLA + 2,0% маточной смеси МВ2
- Пример 3.3 (сравнительный пример): 100% полимера PLA
Оценки – Ударная вязкость
Ударную вязкость измеряли при использовании метода Изода для образца с надрезом. Образцы для измерения по Изоду для образца с надрезом получали в результате литьевого формования с использованием литьевой машины Arburg Alrounder 320 M Golden Edition, изготавливая образцы для испытаний в целях проведения измерений в соответствии с документом EN ISO 179-1/1eA.
Таблица 6: Ударная вязкость для примера 3
|
Неожиданно было обнаружено, какого-либо улучшения в отношении ударной вязкости при использовании масла ESBO (в противоположность продукту Biostrength 150) не наблюдается, но масло ESBO способствует улучшению способности отламываться.
Пример 4: Прозрачность листов
Конструкция листа из уплотненного полимера PLA (толщина в каждом слое: 0,75 мм)
- Пример 4.1: 98,0% полимера PLA + 2,0% маточной смеси МВ2 (сравнительный пример, 1 % продукта Biostrength 150)
- Пример 4.2: 98,0% полимера PLA + 2,0% маточной смеси МВ1 (0,5% масла ESBO)
Оценки – Измерения мутности.
Уровень мутности определяют, сообразуясь со стандартом ASTM D 1003.
Измерения проводили при использовании прибора Minolta Spektrophotometer CM-3600d, геометрия которого согласуется с требованиями документа ASTM D 1003 Section 8: Procedure B Spectrophotometer. Программное обеспечение, использующееся для определения уровней мутности, представляло собой продукт Spectra Magic.
В данном стандарте используют два различных осветителя по стандарту CIE: источники А (обычное бытовое освещение вольфрамовой лампой накаливания) и C (среднее дневное освещение). Использовали оба варианта.
Таблица 7: Прозрачность
|
Заключение по примерам:
Как это доказывают продемонстрированные выше примеры, масло ESBO (MB1) демонстрирует специфические эксплуатационные характеристики для упомянутой области применения. Даже несмотря на отсутствие у него доказанной функции модификатора ударной вязкости оно обеспечивает получение по существу эквивалентных эксплуатационных характеристик по способности отламываться, что и модификатор ударной вязкости со структурой «ядро/оболочка», но при вдвое меньшем количестве и намного лучшей прозрачности.
Способ снижения абдоминального обхвата путем введения бактерий bifidobacterium
Способ уменьшения урчания в животе путем введения бактерий рода bifidobacterium
Штамм lactobacillus paracasei subspecies paracasei, обладающий антимикробными и иммуномодулирующими свойствами, и пищевой продукт на его основе
Применение l. casei ssp. paracasei в качестве противогрибкового средства
Применение штамма вifidobacterium для получения композиции, предназначенной для профилактики и/или лечения проявлений аллергического типа
Штамм lactobacillus delbrueckii, снижающий содержание холестерина в крови
Композиции, содержащие lactobacillus casei для улучшения устойчивости к распространенным инфекционным заболеваниям
Штамм lactobacillus rhamnosus, обладающий противомикробными, иммуномодулирующими и специфичными в отношении маннозы адгезионными свойствами, а также продукт на его основе
Штамм lactococcus lactis для лечения или профилактики расстройства пищеварения и его применение
Реутерин-вырабатывающие lactobacillus brevis
Изделие, содержащее слои полимолочной кислоты, и способ его изготовления
Крышка для емкости
Термоформованное изделие, содержащее полимолочную кислоту с d-лактидом, и способ его получения
Изделие, содержащее полимолочную кислоту и наполнитель
Крышка для емкости
Пластиковый контейнер для пищевого продукта, имеющий множество ломких вентиляционных отверстий
Контейнер для пищевого продукта, содержащий приводимый в действие вручную исполнительный элемент
Прибор с телескопически подвижной ножкой для перемешивания или измельчения пищевых продуктов
Пластиковая бутылка с кольцевым захватным участком

