Результат интеллектуальной деятельности: Способ изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом
Вид РИД
Изобретение
Изобретение относится к технологии изготовления изделий из композиционных материалов, а именно, оболочек вращения с наружным кольцевым шпангоутом для силовых конструкций.
При изготовлении оболочек из композиционных материалов осуществляют кольцевую намотку предварительно пропитанной связующим ленты материала на оправку, конфигурация наружной поверхности которой соответствует конфигурации внутренней поверхности оболочки.
Известен способ изготовления оболочек, включающий кольцевую намотку предварительно пропитанной связующим ленты материала на оправку (см. И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - стр. 446-448).
Известный способ позволяет изготавливать высокопрочные оболочки с коническими и цилиндрическими поверхностями, обеспечивающие надежную работу силовых конструкций.
Однако кольцевая намотка композиционного материала на оправку с последующей механической обработкой, при применении этого способа для изготовления оболочек с наружным кольцевым шпангоутом, требует большого расхода материала в зонах до наружного кольцевого шпангоута и после него, особенно при выполнении оболочек со значительным по высоте и ширине шпангоутом.
Также требуется значительный объем механической обработки материала оболочки после намотки для формирования наружного кольцевого шпангоута.
Намотка ленты в локальной зоне для формирования наружного кольцевого шпангоута на оболочку, изготовленную намоткой ленты материала на оправку, не позволяет получить достаточную прочность соединения шпангоута с многослойной оболочкой, что недопустимо для силовых конструкций.
Отдельное изготовление кольцевого шпангоута с последующим склеиванием его с ранее изготовленной многослойной оболочкой также не позволяет получить достаточную прочность соединения шпангоута с оболочкой.
Из опыта изготовления многослойных оболочек из композиционных материалов следует, что наиболее прочные оболочки с утолщением на наружной поверхности можно изготавливать с применением в зоне утолщения выкладки заготовок, выкроенных из пропитанной связующим углеродной ткани.
Выкладку заготовок в зоне утолщения производят на наружную поверхность предварительно изготовленной из углепластика внутренней части оболочки.
Известен способ изготовления многослойной оболочки вращения, включающий выкраивание заготовок из пропитанной связующим углеродной ткани и выкладку заготовок на наружную поверхность предварительно изготовленной из углепластика внутренней части оболочки (см. патент РФ №2571794), являющийся наиболее близким аналогом к предлагаемому изобретению.
По данному способу выкладку заготовок из углеродной ткани осуществляют непосредственно в зоне утолщения, что повышает прочность материала в этой зоне, при этом уменьшается расход исходного материала и объем механической обработки.
Однако при изготовлении многослойных оболочек вращения с наружным кольцевым шпангоутом, подвергающимся в процессе эксплуатации силовой конструкции значительным по величине нагрузкам, прочность шпангоута и прочность скрепления шпангоута с оболочкой в ряде случаев может быть недостаточной для исключения возможности разрушения конструкции.
Выяснено, что недостаточно высокие прочность материала шпангоута и прочность материала в зоне соединения шпангоута с оболочкой обусловлены, в том числе, недостаточно большой поверхностью скрепления заготовок, формирующих шпангоут, с материалом внутренней части оболочки.
Технической проблемой данного изобретения является усовершенствование технологического процесса изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом с целью повышения качества изготовления, уменьшения материалоемкости и объема механической обработки.
Технический результат заключается в получении монолитной структуры материала многослойной оболочки и повышения ее прочности в зоне наружного кольцевого шпангоута.
Технический результат достигается тем, что в способе изготовления многослойной оболочки вращения с наружным кольцевым шпангоутом, включающем выкраивание заготовок из пропитанной связующим углеродной ткани, длина которых равна длине образующей оболочки, и выкладку заготовок на наружную поверхность предварительно изготовленной из углепластика внутренней части оболочки, выкраивают партию заготовок, контур которых представляет собой трапецию, и партию заготовок, контур которых представляет собой половину трапеции с боковой поверхностью, сопряженной с кольцевым языком, ширина которого равна ширине кольцевого шпангоута, опоясывают оболочку у торцов разметочными лентами, при выкладке сначала выкладывают заготовки первой партии в кольцевом направлении встык, с перекрытием стыков последующими заготовками этой партии, после чего выкладывают заготовки второй партии, смещая края заготовок относительно друг друга в кольцевом направлении, при этом совмещают края заготовок с соответствующими делениями на разметочных лентах.
При выкраивании направление заготовок первой партии могут располагать перпендикулярно направлению основы углеродной ткани, а направление заготовок второй партии могут располагать по направлению основы углеродной ткани.
Кроме того, на выложенные заготовки первой партии могут устанавливать резиновую пластину, располагая ее вдоль образующей оболочки, при этом выкладку первых заготовок второй партии производят, размещая их кольцевые языки на поверхности резиновой пластины, причем перед выкладкой последних пяти или десяти заготовок второй партии резиновую пластину снимают.
Применение партии заготовок, контур которых представляет собой трапецию, выкладываемых на наружную поверхность предварительно изготовленной из углепластика внутренней части оболочки, позволяет создать прочно скрепленную с внутренней частью оболочки подложку для выкладки заготовок второй партии, что необходимо для получения прочной монолитной структуры материала многослойной оболочки.
Применение партии заготовок, контур которых представляет собой половину трапеции с боковой поверхностью, сопряженной с кольцевым языком, ширина которого равна ширине кольцевого шпангоута, позволяет придать оболочке требуемую форму и обеспечить оптимальную структуру материала в зоне формирования кольцевого шпангоута.
Опоясывание оболочки у торцов разметочными лентами, в соответствии с делениями которых смещают края заготовок относительно друг друга в кольцевом направлении, позволяет упорядочить процесс выкладки заготовок, соблюдая при этом шаг выкладки, что необходимо для улучшения структуры материала оболочки и обеспечения равномерной толщины оболочки.
Расположение при выкраивании направления заготовок первой партии перпендикулярно направлению основы углеродной ткани, а направления заготовок второй партии по направлению основы углеродной ткани, позволяет обеспечить равнопрочную структуру материала оболочки, как в кольцевом, так и в продольном направлении.
Установка на выложенные заготовки первой партии резиновой пластины, расположенной вдоль образующей оболочки, позволяет при выкладке первых заготовок второй партии облегчить процесс выкладки этих заготовок за счет предварительного размещения их кольцевых языков на поверхности резиновой пластины.
Предложенная конструктивно-технологическая схема изготовления многослойных оболочек из композиционного материала обеспечивает совмещение в единой оболочке вращения обечайки и кольцевого шпангоута с получением монолитной конструкции.
При этом уменьшается масса оболочки благодаря отсутствию механических соединений, практически исключаются механическая обработка и отходы композиционного материала, поскольку шпангоут и обечайка формируются одновременно с формированием конструкции оболочки.
В результате экспериментов, при проведении которых использовались известные операции и вводились новые операции, разработана совокупность расположенных в строго определенной последовательности технологических операций, позволяющая получить требуемое качество изготовления многослойных оболочек вращения с наружным кольцевым шпангоутом.
Структура материала оболочек, изготовленных по данному способу, является оптимальной с точки зрения обеспечения требуемой прочности и монолитности.
Сущность способа поясняется рисунками.
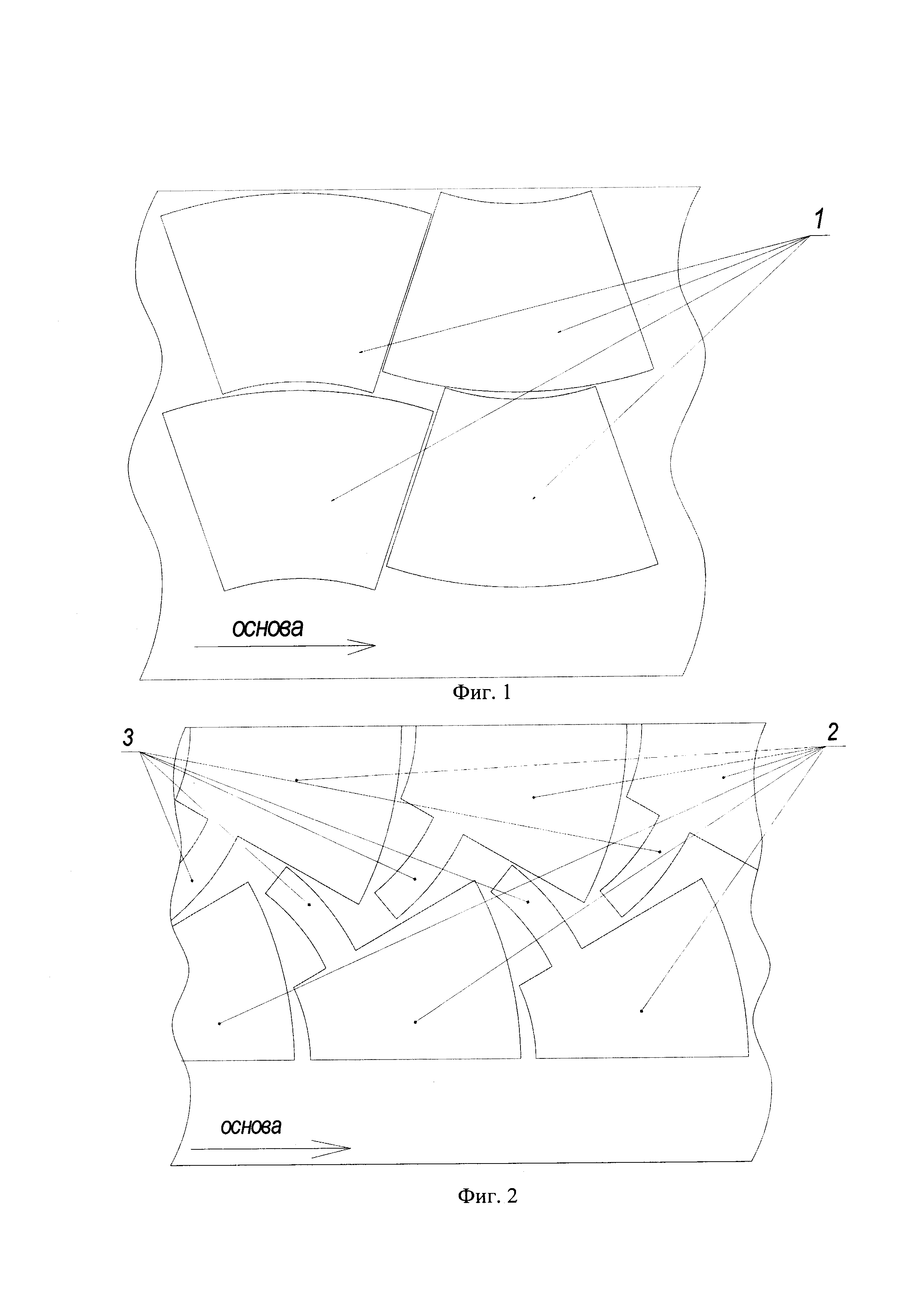
На фиг. 1 показана схема выкраивания и конфигурация заготовок первой партии.
На фиг. 2 показана схема выкраивания и конфигурация заготовок второй партии.
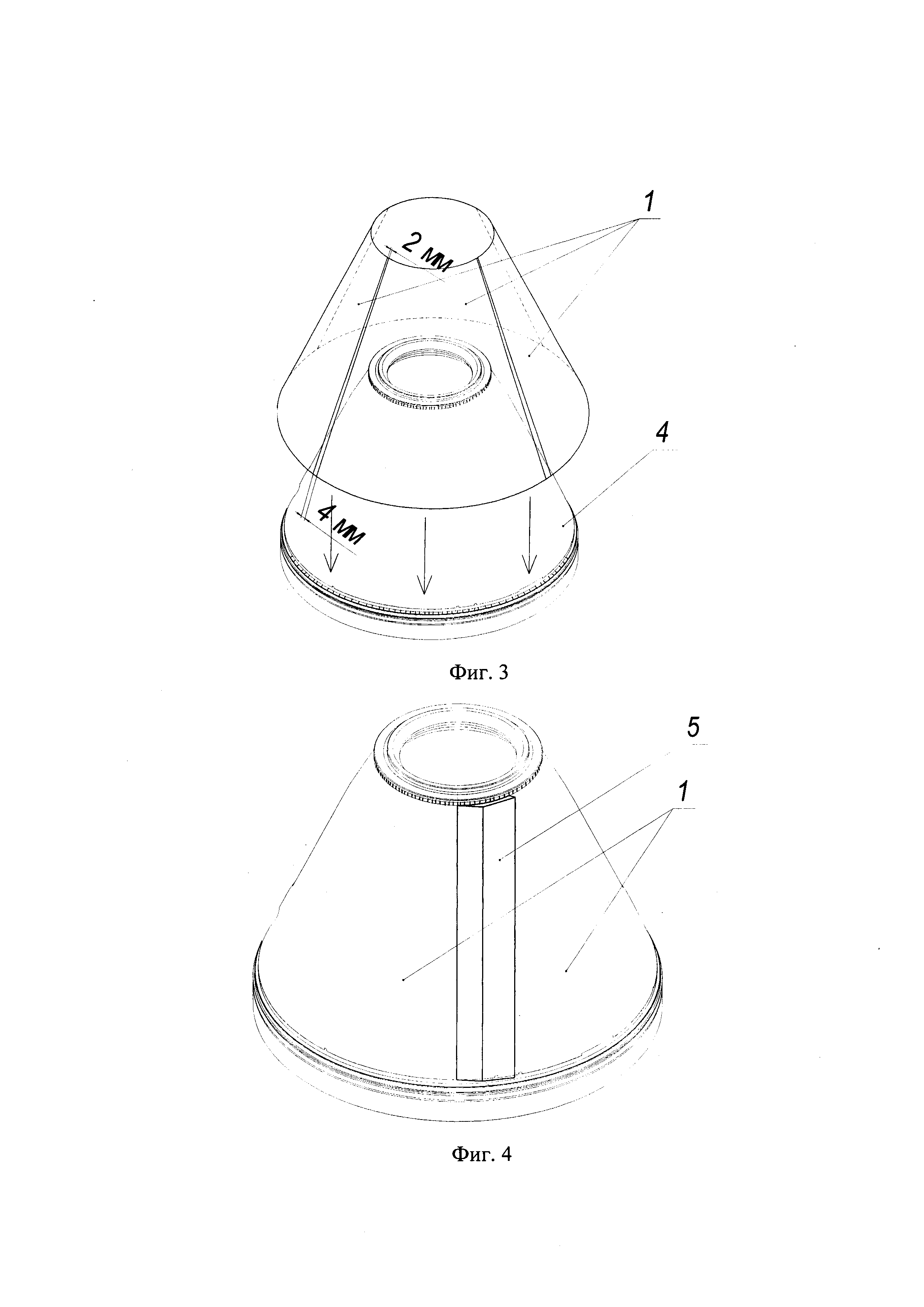
На фиг. 3 показана схема выкладки заготовок первой партии.
На фиг. 4 показана схема установки резинового клина.
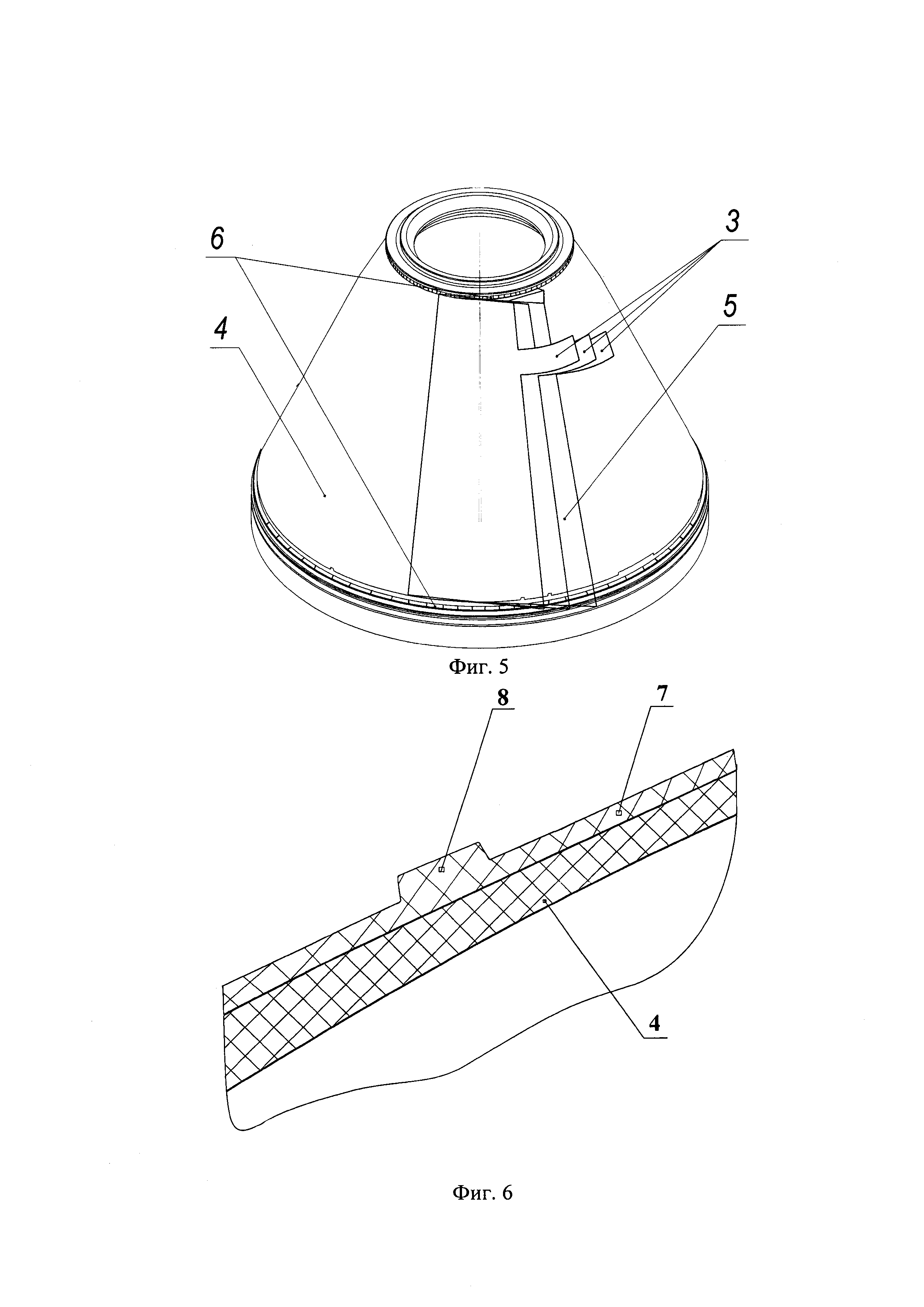
На фиг. 5 показана схема выкладки заготовок второй партии.
На фиг. 6 показана многослойная оболочка с наружным кольцевым шпангоутом в составе силовой конструкции.
Изготовление многослойных оболочек вращения с наружным кольцевым шпангоутом осуществляется следующим образом.
Из углеродной ткани, пропитанной эпоксидным связующим, выкраивают по соответствующим шаблонам две партии заготовок, соответственно 1 и 2, длина которых равна длине образующей изготавливаемой многослойной оболочки вращения.
Контур заготовок 1 первой партии представляет собой трапецию, при этом направление заготовок 1 (продольную ось) располагают перпендикулярно направлению основы углеродной ткани.
Контур заготовок 2 второй партии представляет собой половину трапеции с боковой поверхностью, сопряженной с кольцевым языком 3, ширина которого равна ширине изготавливаемого кольцевого шпангоута, при этом направление заготовок 2 (продольную ось) располагают по направлению основы углеродной ткани.
Изготавливают из углепластика внутреннюю часть 4 многослойной оболочки в виде полого усеченного конуса, длина образующей которого равна длине образующей изготавливаемой многослойной оболочки.
Выкладывают на наружную поверхность внутренней части 4 оболочки четыре 1 заготовки первой партии, в кольцевом направлении встык, и прикатывают, выдерживая зазоры между боковыми сторонами заготовок 1 у малого и большого торцов оболочки, не допуская нахлеста заготовок 1.
Выкладку пятой и последующих заготовок 1 производят со смещением их боковых кромок против часовой стрелки, перекрывая стыки первых четырех заготовок 1.
На выложенные заготовки 1 первой партии устанавливают резиновую пластину 5 и скрепляют шпагатом (на фиг. не показан), располагая резиновую пластину 5 и шпагат вдоль образующей оболочки.
Наклеивают на наружную поверхность внутренней части 4 многослойной оболочки бумажные ленты 6 с разметкой шага выкладки заготовок, опоясывая внутреннюю часть 4 многослойной оболочки у малого и большого торцов.
Затем выкладывают первую заготовку 2 второй партии, смещая край заготовки 2 относительно резиновой пластины 5 против часовой стрелки на одно деление разметочных лент 6, при этом кольцевой язык 3 заготовки будет располагаться на поверхности резиновой пластины 5.
Продолжают выкладку заготовок 2 второй партии, смещая края заготовок 2 относительно друг друга против часовой стрелки, соблюдая при этом шаг по разметочным лентам 6 и прикатывая заготовки к поверхности ранее выложенных заготовок 2.
Перед выкладкой последних пяти или десяти заготовок 2 второй партии шпагат и резиновую пластину 5 снимают и заполняют образовавшийся зазор между краями заготовок 2, выкладывая оставшиеся заготовки 2, выдерживая при этом шаг выкладки.
Снимают с оболочки разметочные ленты 6.
Затем производят отверждение композиционного материала многослойной оболочки, содержащей внутреннюю часть 4 оболочки и наружную часть 7 оболочки со сформированным шпангоутом 8.
После чего используют многослойную оболочку с наружным кольцевым шпангоутом 8 в составе силовой конструкции.
Использование изобретения позволяет повысить качество изготовления многослойных оболочек вращения с наружным кольцевым шпангоутом, что подтверждено при практическом применении предлагаемого способа.
Способ ремонта поверхности деталей из углепластика
Способ изготовления ванны для гальванических производств
Баллон из композиционного материала
Баллон из композиционного материала
Опора компрессорного оборудования
Воздухоочистительное устройство
Способ измерения коэффициента затухания ультразвука
Способ изготовления оболочек с внутренними радиальными полостями
Установка для гашения ракетного двигателя твердого топлива при испытаниях
Заглушка сопла ракетного двигателя
Способ изготовления фильтров
Способ изготовления статора одновинтового насоса
Способ изготовления статора одновинтового насоса
Пресс-форма для изготовления статора одновинтового насоса
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Статор одновинтового насоса
Пресс-форма для изготовления армированных резинотехнических изделий
Способ получения образцов при изготовлении подвижного соединения
Способ изготовления фильтров
Способ изготовления фильтра

