Результат интеллектуальной деятельности: Способ получения высокоплотных водных шликеров на основе литийалюмосиликатного стекла
Вид РИД
Изобретение
Изобретение относится к керамической промышленности и может быть использовано при изготовлении стеклокерамических изделий методом водного шликерного литья в пористые формы.
Известен способ получения водных шликеров из литийалюмосиликатного стекла (Патент Германии 19622522, кл. С03С 10/12, 1998). По первому варианту проводят сухой помол гранулята стекла или технологических закристаллизованных отходов стекла при соотношении стекла и мелющих тел из Al2O3 как 1:2, отсев фракций заданного гранулометрического состава (первая фракция - частицы менее 63 мкм, вторая фракция - частицы менее 7 мкм), смешивание данных фракций в требуемом соотношении с последующим введением в порошок воды, механическое перемешивание смесей для получения шликера.
По второму варианту получение водного шликера заключается в изготовлении грубозернистого порошка (фракция с частицами менее 63 мкм) путем сухого помола исходного сырья и отсева, получении тонкой фракции порошка в процессе мокрого измельчения исходного сырья с последующим вымораживанием воды, добавлении высушенного порошка к первой фракции с последующим введением воды и механическим перемешиванием.
К недостаткам данного технического решения приготовления водных шликеров из стекла литийалюмосиликатного состава для получения плотноспеченных стеклокерамических изделий относятся: многооперационность получения шликера, трудоемкость отсева нужных фракций, низкая плотность и высокая вязкость получаемых шликеров, длительность процесса формования изделий запыленность рабочих мест, высокая пористость получаемых отливок, небольшие габариты получаемых изделий.
Наиболее близким техническим решением является способ получения высокоплотных водных шликеров на основе литийалюмосиликатного стекла (патент РФ №2211810, кл. С03С 10/12, 10.09.2003), включающий загрузку исходного сырья в виде гранулята стекла или технологических отходов производства изделий и мелющих тел из Al2O3 в мельницу при соотношении 1:(3-4), сухой помол в течение 30-60 минут, введение в один прием расчетного количества воды, мокрый помол и стабилизацию шликера механическим перемешиванием с последующим добавлением HCl или NH4Cl в количестве 1,0-2,0 мл на 1 л шликера.
К недостаткам известного технического решения следует отнести то, что либо гранулят литийалюмосиликатного стекла, либо технологические отходы производства изделий, в том числе и используемые бракованные изделия, прошедшие операцию обжига, предварительно подвергаются дроблению до размеров частиц не более 15×15×5 мм. При этом в результате дробления образуется достаточно большое количество мелкой фракции, которая в процессе помола не только очень плохо подвергается помолу, но и отбирает на себя большую часть влаги. В результате требуется увеличивать количество воды на начальном этапе помола, что в свою очередь приводит к увеличению пористости получаемых заготовок и как следствие росту усадок и короблений заготовок при подвялке и обжиге. Кроме того наличие мелкой фракции в шликере приводит к увеличению времени формования заготовок, неравномерному набору и как следствие к браку на данной операции. Ситуация усугубляется тем, что количество мелкой фракции в силу различных факторов может сильно меняться от партии к партии дробленного материала, что существенно усложняет подбор оптимальных технологических параметров при производстве изделий и приводит к увеличению брака изготавливаемых изделий.
Еще одним существенным недостатком известного технического решения является то, что стабилизацию шликера проводят механическим перемешиванием с последующим добавлением HCl или NH4Cl в количестве 1,0-2,0 мл на 1 л шликера. Учитывая, что получаемые шликера после помола имеют значения рН от 8,4 до 10,0, а для каждого типа изделий значения конечного рН подбираются индивидуально, как правило, в достаточно узком интервале от 7,4 до 7,6, введение кислоты в указанных пределах зачастую приводит к получению шликера с не соответствующими параметрами рН, что приводит к необходимости повторной операции доводки шликера по рН до необходимых параметров, и как следствие к увеличению длительности процесса.
Задачей настоящего изобретения является повышение производительности при приготовлении высокоплотных водных шликеров литийалюмосиликатного стекла в шаровых мельницах и снижение уровня технологического брака при изготовлении из данных шликеров керамических изделий.
Поставленная задача достигается тем, что предложен способ получения высокоплотного водного шликера на основе литийалюмосиликатного стекла, включающий загрузку в мельницу исходного сырья в виде гранулята стекла, либо технологических отходов производства изделий и мелющих тел при соотношении 1:(3-4), введение в один прием расчетного количества воды, мокрый помол и стабилизацию шликера механическим перемешиванием с последующим добавлением HCl или NH4Cl, отличающийся тем, что перед загрузкой исходного сырья удаляют из него фракцию, прошедшую через сито со стороной ячейки 1,2 мм, или 1,4 мм, или 1,6 мм, а кислоту добавляют в количестве 0,1 мл на 1 л стабилизированного шликера, исходя из расчета снижения значения рН шликера на 0,1, при этом кислоту перед введением в шликер смешивают с таким же объемом дистиллированной воды и равномерно разливают по поверхности шликера.
Авторы экспериментально установили, что отсев мелкой фракции из исходного сырья перед его загрузкой в мельницу обеспечивает получение шликера с заданными параметрами за минимальное время. При этом за счет того, что загружаемое сырье всегда имеет сопоставимый фракционный состав, обеспечивается стабильный технологический процесс.
Экспериментально установлено, что сетка, через которую осуществляется отсев, должна иметь размер стороны ячейки не менее 1,6 мм. В противном случае не обеспечивается полное исключение попадания мелкой фракции сырья при загрузке в мельницу.
Также экспериментально установлено, что для снижения значения рН на 0,1 вводят 0,1 мл кислоты на 1 литр шликера. При этом расчетное количество кислоты перед введением в шликер необходимо смешать таким же количеством дистиллированной воды. Превышение количества воды может привести к увеличению влажности шликера, а снижение количества воды к необеспечению однородного распределения кислоты по объему шликера. В обоих случаях возникает вероятность получения шликера с отклонением от заданных требований.
Реализация предложенного технического решения показана на следующих примерах.
Пример 1 (прототип). В мельницу с корундовой футеровкой загружали гранулят литийалюмосиликатного стекла с размерами частиц не более 15×15×5 мм и мелющие тела из Al2O3 в соотношении 1:3. Загрузку воды в мельницу в количестве 15,0% от веса стекла провели через 30 минут от начала сухого помола. В процессе помола для достижения требуемых параметров понадобилось дополнительное введение воды, при этом общее количество воды было доведено до 18,5%. Длительность помола составила 35 часов. Полученный шликер после стабилизации в течение 20 часов имел рН 8,3. Для определенного типа изделий требовались значения рН 7,5. После введения кислоты HCl из расчета 1 мл на 1 л стабилизированного шликера и перемешивания получили значение рН 7,4. Для достижения требуемых параметров шликера потребовалось добавлять в него кислоту и проводить дополнительную стабилизацию. Общее время стабилизации составило 30 часов. Из полученного шликера была отформована партия изделий, которые впоследствии прошли термообработку. Общий Кзапуска (отношение количества запущенных в производство изделий к количеству полученных годных) составил 2,7.
Пример 2. В мельницу с корундовой футеровкой загружали гранулят литийалюмосиликатного стекла с размерами частиц не более 15×15×5 мм, из которого предварительно провели отсев мелкой фракции, прошедшей через сито с сеткой, имеющей размер стороны ячейки 1,2 мм, и мелющие тела из Al2O3 в соотношении 1:3. Загрузку воды в мельницу в количестве 15,0% от веса стекла произвели через 30 минут от начала сухого помола. В процессе помола для достижения требуемых параметров понадобилось дополнительное введение воды, при этом общее количество воды было доведено до 17,4%. Длительность помола составила 29 часов. Полученный шликер после стабилизации в течение 20 часов имел рН 8,4. Для достижения значения рН 7,5 в шликер ввели кислоту НС1 из расчета-снижения значения рН шликера на 0,1. Это было достигнуто введением 0,1 мл кислоты на 1 литр шликера. После перемешивания шликера в течение 2 часов получили значение рН 7,5. Общее время стабилизации составило 22 часа. Из полученного шликера была отформована партия изделий, которые впоследствии прошли термообработку. Общий Кзапуска (отношение количества запущенных в производство изделий к количеству полученных годных) составил 2,2.
Примеры 3 и 4 выполнены аналогично примеру 2, с тем отличием, что в примере 3 для отсева мелкой фракции использовали сетку с размером ячейки 1,4 мм, а для примера 4-1,6 мм.
Полученные обобщенные данные по всем четырем примерам представлены в таблице.
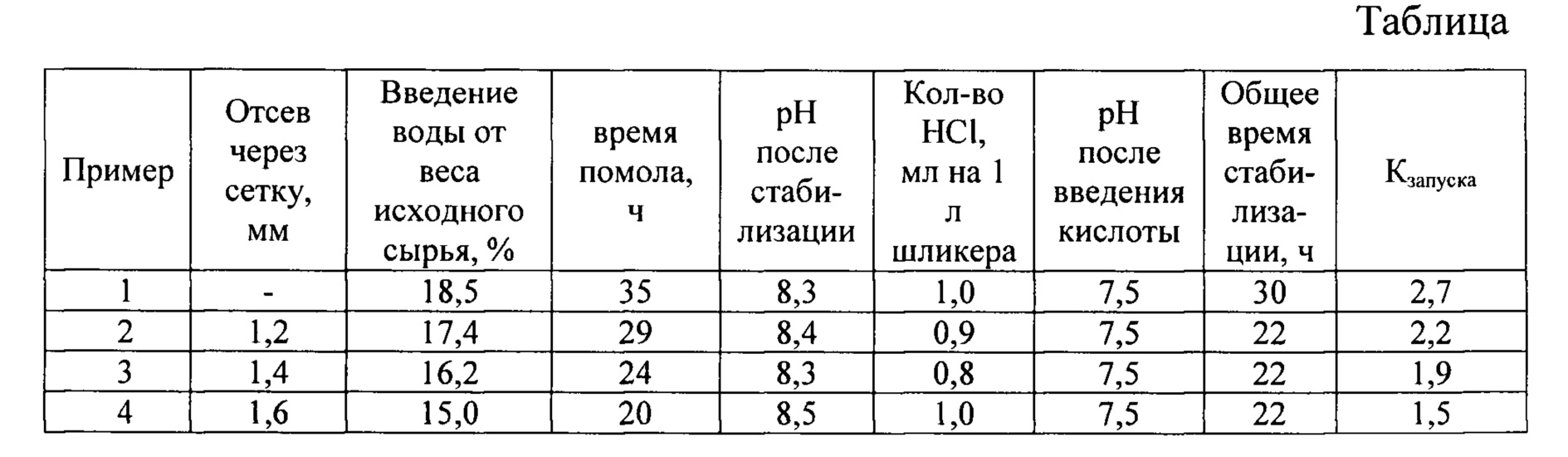
Как следует из данных таблицы, предложенное техническое решение обеспечивает получение высокоплотных водных шликеров из литийалюмосиликатного стекла с существенно большей производительностью при сохранении их параметров на прежнем высоком уровне. При этом уровень технологического брака получаемых из этих шликеров изделий существенно сокращается.
Способ получения высокоплотного водного шликера на основе литийалюмосиликатного стекла, включающий загрузку в мельницу исходного сырья в виде гранулята стекла, либо технологических отходов производства изделий и мелющих тел при соотношении 1:(3-4), введение в один прием расчетного количества воды, мокрый помол и стабилизацию шликера механическим перемешиванием с последующим добавлением HCl или NHCl, отличающийся тем, что перед загрузкой исходного сырья удаляют из него фракцию, прошедшую через сито со стороной ячейки 1,2 мм, или 1,4 мм, или 1,6 мм, а кислоту добавляют в количестве 0,1 мл на 1 л стабилизированного шликера, исходя из расчета снижения значения рН шликера на 0,1, при этом кислоту перед введением в шликер смешивают с таким же объемом дистиллированной воды и равномерно разливают по поверхности шликера.Способ ультразвуковой обработки изделий из стеклокерамики
Способ изготовления формообразующего пуансона
Способ вакуумноплотной пайки керамики с металлами и неметаллами
Способ статических испытаний керамических обтекателей
Способ определения диэлектрических свойств деструктирующих материалов при нагреве
Способ изготовления гипсовых форм для литья керамических изделий
Способ крепления термоэлектрического преобразователя температуры на поверхности керамических материалов
Способ определения предела прочности при растяжении керамических и композиционных материалов при индукционном нагреве
Способ теплопрочностных испытаний керамических обтекателей
Антенный обтекатель
Способ механической обработки крупногабаритных сложнопрофильных керамических изделий
Способ изготовления емкостей для термообработки сыпучих материалов
Способ механической обработки керамических изделий с наружной сферической поверхностью
Способ тепловых испытаний керамических обтекателей
Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления
Антенный обтекатель

