Результат интеллектуальной деятельности: МИКРОМЕХАНИЧЕСКИЙ КОМПОНЕНТ, ХАРАКТЕРИЗУЮЩИЙСЯ УМЕНЬШЕННОЙ ПОВЕРХНОСТЬЮ КОНТАКТА, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к микромеханическому компоненту, характеризующемуся уменьшенной поверхностью контакта, и способу его изготовления. Говоря более конкретно, изобретение относится к такому компоненту, полученному в результате проведения механической микрообработки пластины из материала.
Уровень техники
В швейцарском патенте 698837 описывается изготовление компонента часов в результате проведения механической микрообработки пластины из аморфного или кристаллического материала, такого как кристаллический или поликристаллический кремний.
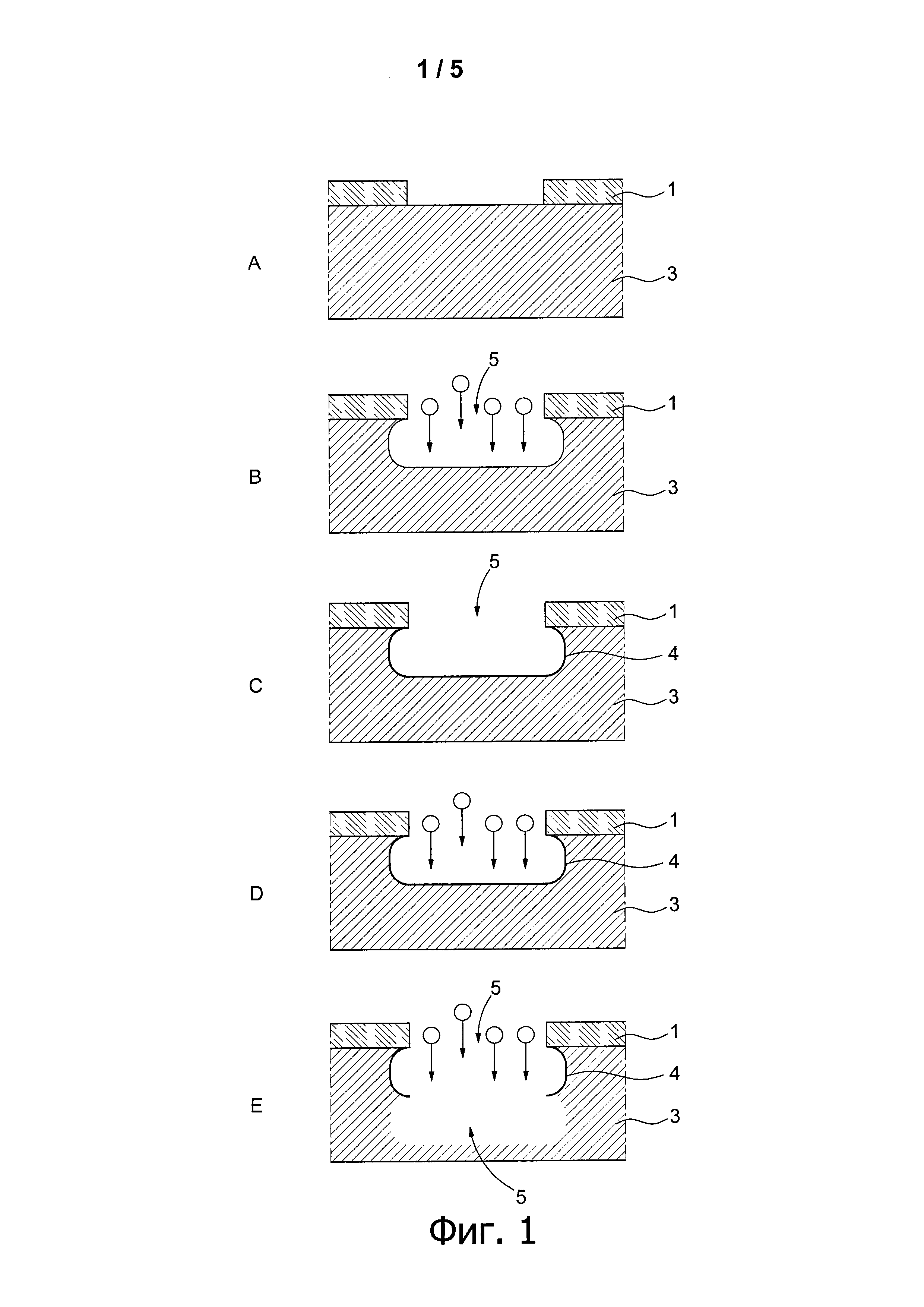
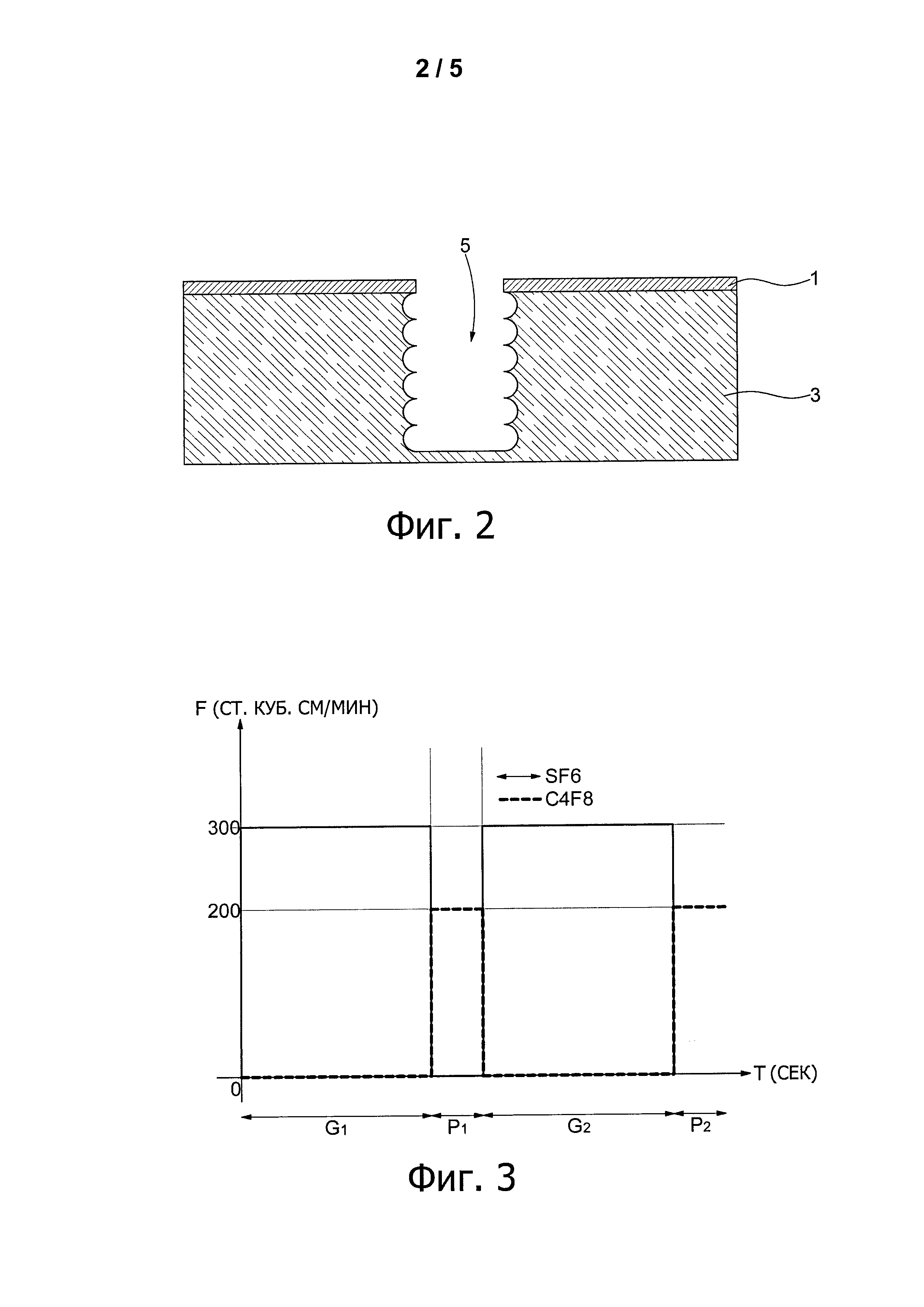
Такую механическую микрообработку в общем случае получают в результате проведения глубокого реактивного ионного травления (также известного под сокращенным обозначением «ГРИТ»). Как это проиллюстрировано на фигурах от 1 до 3, известный способ механической микрообработки заключается в структурировании маски 1 на подложке 3 (смотрите фигуру 1, стадия А) с последующим проведением глубокого реактивного ионного травления от компании «Bosch», последовательно объединяющего фазу травления (смотрите фигуру 1, стадии В, D, Е) со следующей далее фазой пассивирования (смотрите фигуру 1, стадия С, слой 4) в целях получения из шаблона маски 1 анизотропной, то есть, по существу вертикальной, области 5, представляющей собой результат травления, на пластине (смотрите фигуру 2).
Как это проиллюстрировано на фигуре 3, один пример глубокого реактивного ионного травления от компании «Bosch» продемонстрирован сплошными линиями для потока SF6 в ст.куб. см./мин в зависимости от времени в секундах, предназначенного для травления кремниевой пластины, и пунктирными линиями для потока C4F8 в ст.куб. см./мин в зависимости от времени в секундах, предназначенного для пассивирования, то есть, защиты, кремниевой пластины. Таким образом, как это ясно видно, фазы являются строго последовательными, и каждая из них характеризуется специфическими потоком и временем.
В примере фигуры 3 продемонстрирована первая фаза G1 травления с потоком SF6 при 300 ст.куб. см/мин в течение 7 секунд с последующей первой фазой Р1 пассивирования с потоком C4F8 при 200 ст.куб. см/мин в течение 2 секунд, со следующей далее второй фазой G2 травления с потоком SF6 при 300 ст.куб. см/мин в течение 7 секунд еще раз и, в заключение, со следующей затем второй фазой Р2 пассивирования с потоком C4F8 при 200 ст.куб. см/мин в течение 2 секунд еще раз и так далее. Таким образом, необходимо отметить то, что определенное количество параметров делают возможным варьирование способа глубокого реактивного ионного травления от компании «Bosch» для получения более или менее отчетливо выраженной бугристости на стенке вертикальной области 5, представляющей собой результат травления.
Как это было установлено по истечении нескольких лет изготовления, данные вертикальные области 5, представляющие собой результат травления, были неполностью удовлетворительными, в частности, в отношении трибологии.
Раскрытие изобретения
Одна цель настоящего изобретения заключается в устранении всех или части вышеупомянутых недостатков в результате предложения нового типа микромеханического компонента и нового типа способа изготовления, что делает возможным улучшение трибологии компонентов, полученных в результате проведения механической микрообработки пластины из материала.
Поэтому изобретение относится к способу изготовления микромеханического компонента на кремниевой основе, включающему следующие далее стадии:
a) обеспечение подложки на кремниевой основе;
b) формирование маски, пронизанной отверстиями, на горизонтальной части подложки;
c) протравливание в травильной камере по существу вертикальных стенок на части толщины подложки от отверстий маски в целях получения периферийных стенок микромеханического компонента;
d) формирование защитного слоя на указанных вертикальных стенках, оставляя при этом дно области, представляющей собой результат травления, полученной на стадии с), без какого-либо защитного слоя;
e) протравливание в указанной травильной камере предварительно определенных наклонных стенок на оставшейся толщине подложки от дна, которое не имеет какого-либо защитного слоя, в целях получения наклонных нижних поверхностей под периферийными стенками микромеханического компонента;
f) освобождение микромеханического компонента от маски и от подложки.
Необходимо понимать то, что в одной и той же травильной камере получают два различных типа области, представляющей собой результат травления. Сразу же ясно то, что наклонная область, представляющая собой результат травления, стадии е) может формировать по существу наклонную вторую поверхность и может формировать несколько микромеханических компонентов на одной и той же подложке, имеющих периферийную стенку, характеризующуюся уменьшенной поверхностью контакта. Как это также можно наблюдать, в результате наличия защитного слоя, обеспеченного только на вертикальных стенках, наклонная область, представляющая собой результат травления, стадии е) делает возможным получение значительно большего открытого угла и по существу прямолинейного направления травления, что позволяет избегать ограничения параметрами глубокого реактивного ионного травления от компании «Bosch», который, напротив, используют на стадии с) с оптимизированными параметрами вертикального травления.
В соответствии с другими предпочтительными вариантами изобретения:
- стадию с) осуществляют в результате чередования потока травильного газа и потока пассивирующего газа в травильной камере в целях получения указанных по существу вертикальных стенок;
- стадия d) включает фазу d1): окисление области, представляющей собой результат травления, полученной на стадии с), для формирования защитного слоя диоксида кремния; и фазу d2): направленное травление указанного защитного слоя в целях селективного удаления только части защитного слоя на дне области, представляющей собой результат травления, полученной на стадии с);
- стадию е) осуществляют в результате перемешивания травильного газа и пассивирующего газа в травильной камере в целях получения наклонных стенок;
- на стадии е) непрерывные потоки травильного и пассивирующего газов подают в режиме пульсации для улучшения травления дна полости.
Кроме того, изобретение относится к микромеханическому компоненту, полученному при использовании способа, соответствующего любому из предшествующих вариантов, характеризующемуся тем, что компонент содержит тело на кремниевой основе, периферийная стенка которого включает первую по существу вертикальную поверхность и вторую наклонную поверхность, что, тем самым, уменьшает поверхность контакта периферийной стенки.
В выгодном варианте, в соответствии с изобретением необходимо понимать то, что периферийная или внутренняя вертикальная стенка микромеханического компонента обеспечивает наличие уменьшенной поверхности контакта или после вставления элемента конструкции вдоль внутренней стенки микромеханического компонента может обеспечить получение улучшенного трибологического контакта с другим компонентом.
В соответствии с другими предпочтительными вариантами изобретения:
- микромеханический компонент дополнительно содержит по меньшей мере одну полость, имеющую внутреннюю стенку, также включающую первую по существу вертикальную поверхность и вторую по существу наклонную поверхность;
- микромеханический компонент образует весь элемент или часть элемента в движущихся или наружных деталях часов.
Краткое описание чертежей
Другие признаки и преимущества станут ясно представляться после ознакомления со следующим далее описанием изобретения, представленным в рамках неограничивающего иллюстрирования при обращении к прилагаемым чертежам, в числе которых:
фигуры от 1 до 3 представляют собой диаграммы, предназначенные для разъяснения способа глубокого реактивного ионного травления от компании «Bosch», использующегося в объеме изобретения;
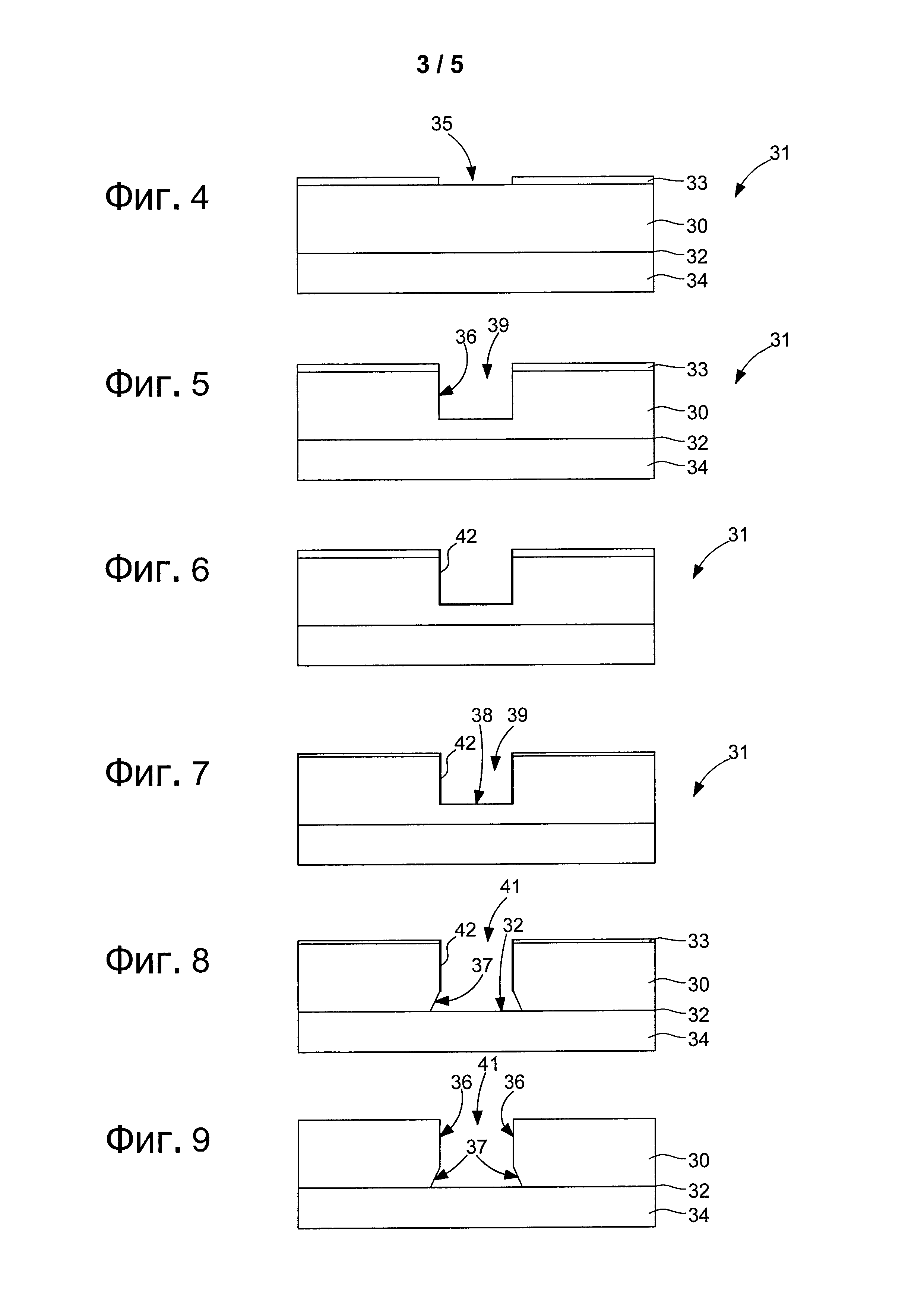
фигуры от 4 до 10 представляют собой изображения стадий способа изготовления микромеханического компонента, соответствующего изобретению;
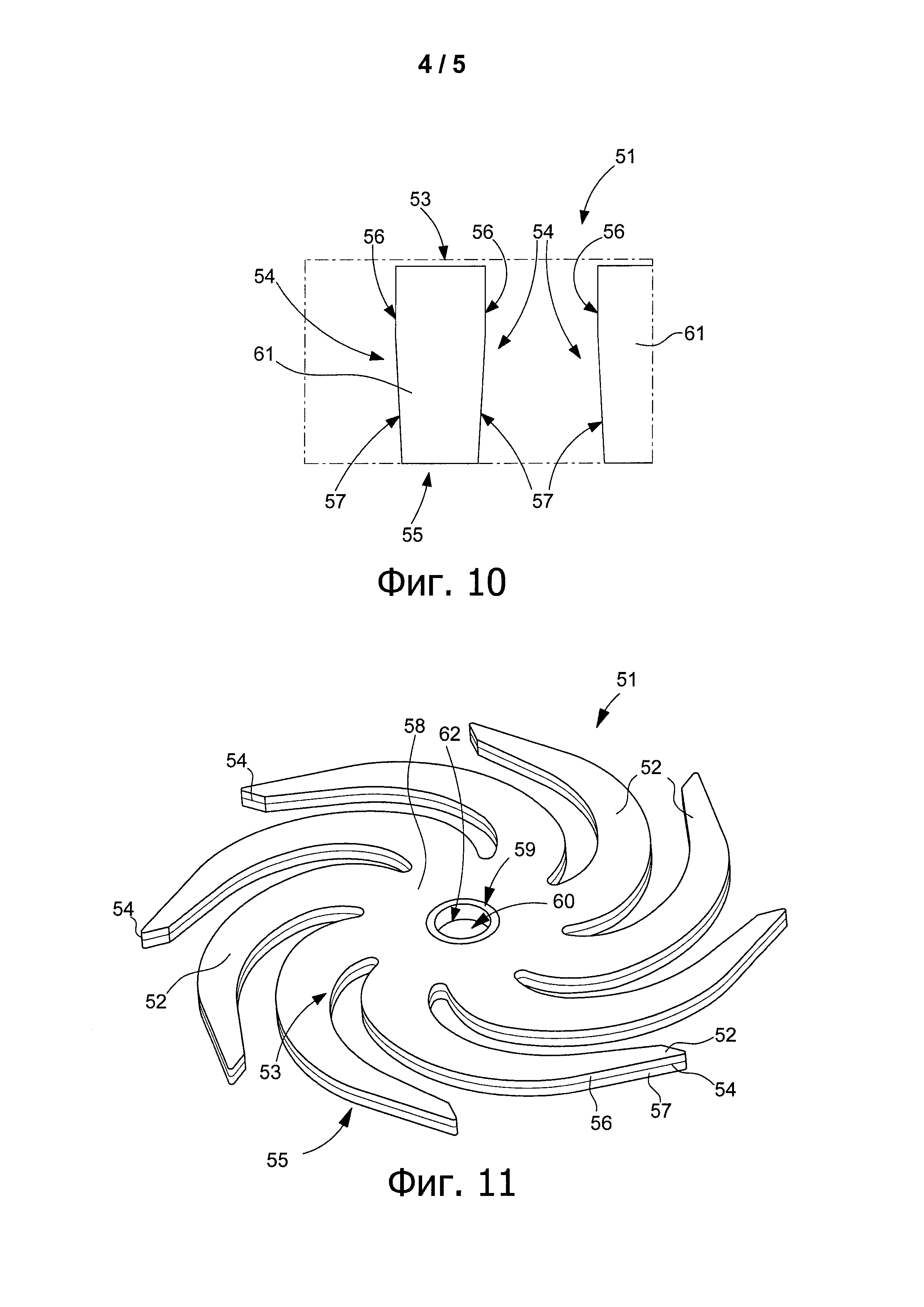
фигура 11 представляет собой изображение микромеханического компонента, соответствующего изобретению;
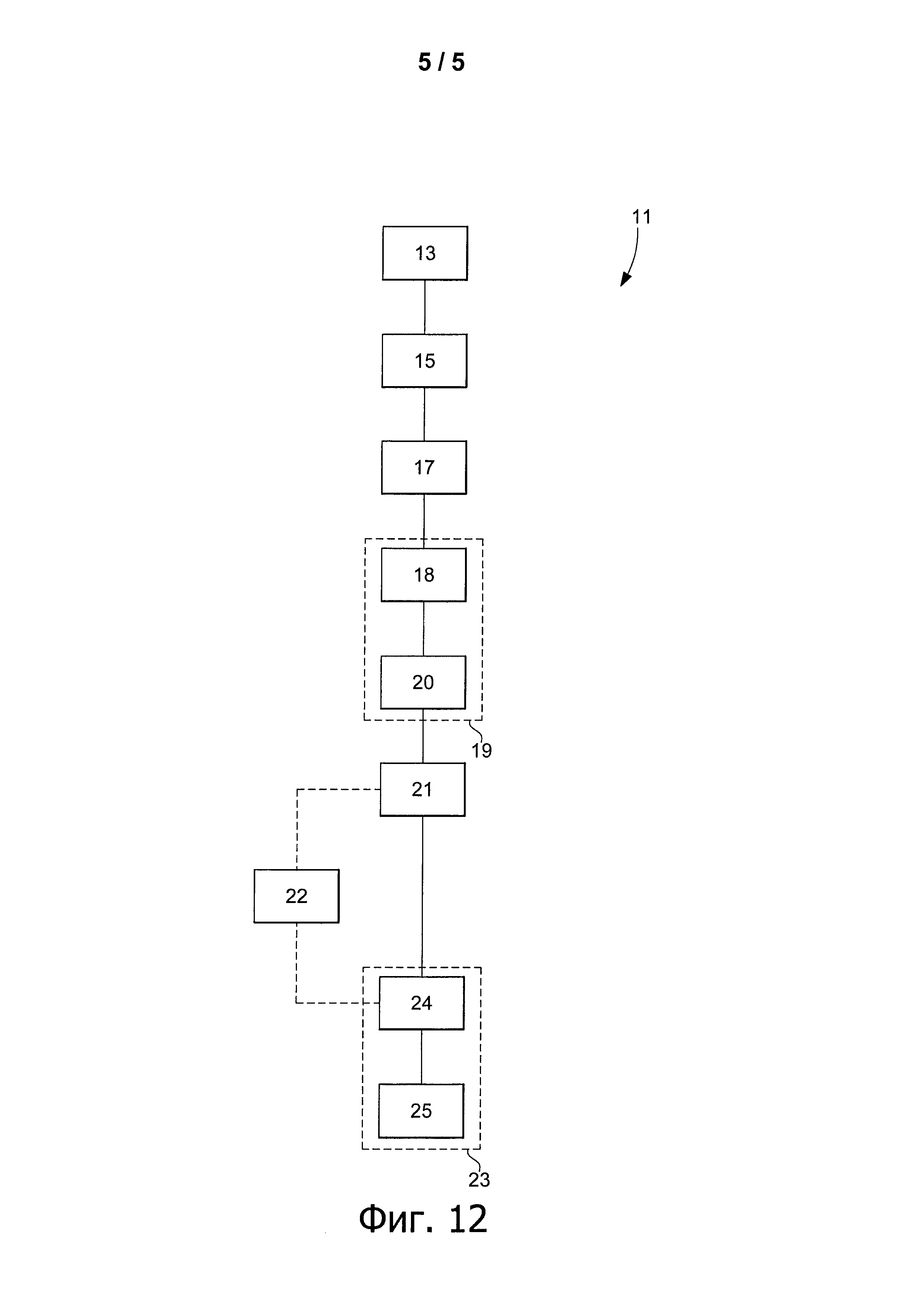
фигура 12 представляет собой блок-схему способа изготовления, соответствующего изобретению.
Подробное описание предпочтительных вариантов осуществления
Изобретение относится к способу 11 изготовления микромеханического компонента на кремниевой основе. Как это проиллюстрировано на фигуре 12, способ 11 включает первую стадию 13 обеспечения подложки на кремниевой основе.
Термин «на кремниевой основе» обозначает материал, включающий монокристаллический кремний, легированный монокристаллический кремний, поликристаллический кремний, легированный поликристаллический кремний, пористый кремний, диоксид кремния, кварц, кремнезем, нитрид кремния или карбид кремния. Само собой разумеется то, что в случае присутствия материала на кремниевой основе в кристаллической фазе может быть использована любая кристаллическая ориентация.
Обычно, как это проиллюстрировано на фигуре 4, подложка 31 на кремниевой основе может быть подложкой «кремний на диэлектрике» (также известной под сокращенным обозначением «КНД»), содержащей верхний слой 30 кремния и нижний слой 34 кремния, соединенные промежуточным слоем 32 диоксида кремния. Однако, в альтернативном варианте, подложка могла бы содержать слой кремния, добавленный на другой тип основы, такой как, например, металлическая основа.
Способ продолжается стадией 15 формирования маски 33, пронизанной отверстиями 35, на горизонтальной части подложки 31. В примере фигуры 4 маска 33 сформирована на верхней части верхнего слоя 30 кремния. Маска 33 сформирована из материала, способного выдерживать воздействие будущих стадий травления способа 11. Таким образом, маска 33 может быть образована из нитрида кремния или из диоксида кремния. В примере фигуры 4 маска 33 сформирована из диоксида кремния.
В выгодном варианте, в соответствии с изобретением способ 11 продолжается стадией 17 протравливания в травильной камере по существу вертикальных стенок 36 на по меньшей мере части толщины подложки 31 от пронизывающих отверстий 35 в маске 33 в целях получения периферийных или внутренних стенок микромеханического компонента.
Стадия 17 по существу вертикального травления обычно представляет собой описанное выше глубокое реактивное ионное травление от компании «Bosch», то есть, чередование потока травильного газа и потока пассивирующего газа в травильной камере в целях получения по существу вертикальных стенок 36.
Действительно, стадия 17 делает возможным по существу вертикальное направление травления по отношению к маске 33, как это видно на фигуре 5. Таким образом, получают область 39, представляющую собой результат травления, сечение которой, видимое на фигуре 5, имеет по существу форму прямоугольного четырехугольника. Само собой разумеется то, что в зависимости от формы отверстий 35 форма объема, удаленного во время травления, варьируется. Таким образом, круглое отверстие будет приводить к получению цилиндрической области, представляющей собой результат травления, а квадратное отверстие - куба или прямоугольного параллелепипеда.
Способ 11 продолжается стадией 19 формирования защитного слоя 42 на вертикальных стенках 36, оставляя при этом дно 38 области 39, представляющей собой результат травления, без какого-либо защитного слоя, как это видно на фигуре 7.
Предпочтительно защитный слой 42 образован из диоксида кремния. Действительно, как это видно на фигурах 6 и 7, стадия 19 может включать затем первую фазу 18, предназначенную для окисления всего верха подложки 31, то есть, маски 33 (в случае получения из диоксида кремния), стенок 36 и дна 38, образованных областью 39, представляющей собой результат травления, для получения дополнительной толщины на маске 33 и толщины на вертикальных стенках 36 и дне 38 области 39, представляющей собой результат травления, в целях получения защитного слоя 42, образованного из диоксида кремния.
После этого вторая фаза 20 могла бы заключаться в направленном травлении защитного слоя 42 в целях селективного удаления горизонтальных поверхностей диоксида кремния с части маски 33 и со всей части защитного слоя 42 только на дне 38 области 39, представляющей собой результат травления, как это видно на фигуре 7.
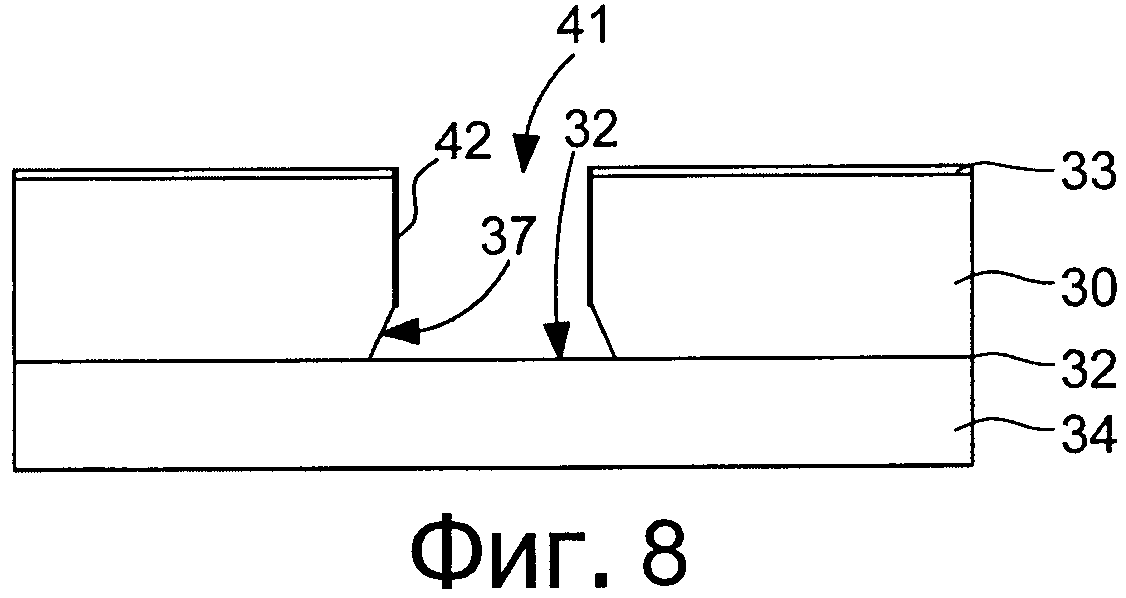
После этого способ 11 может продолжаться стадией 21 травления в той же самой травильной камере, но в соответствии с предварительно определенными наклонными стенками 37 на оставшейся толщине подложки 31 от дна 38 без какого-либо защитного слоя 42 в целях получения наклонных нижних поверхностей под периферийными стенками микромеханического компонента.
Стадия наклонного травления 21 не представляет собой описанное выше глубокое реактивное ионное травление от компании «Bosch». Действительно, в результате наличия защитного слоя 42 стадия 21 делает возможным получение намного большего открытого угла и по существу прямолинейного направления травления, что позволяет избегать ограничения параметрами глубокого реактивного ионного травления от компании «Bosch». Действительно, как это считается в общем случае, даже в результате модифицирования параметров глубокого реактивного ионного травления от компании «Bosch» угол раскрытия не может превышать 10 градусов при искривленном направлении травления.
В выгодном варианте, в соответствии с изобретением стадию 21 предпочтительно осуществляют в результате перемешивания травильного газа SF6 и пассивирующего газа C4F8 в травильной камере в целях получения наклонных стенок 37. Говоря более конкретно, непрерывные потоки травильного газа SF6 и пассивирующего газа C4F8 подают в режиме пульсации для улучшения травления на дне полости.
Таким образом, необходимо понимать то, что стадия 21 делает возможным получение намного большего открытого угла, обычно приблизительно 45 градусов на примере фигуры 8, вместо максимума в 10 градусов, получаемого при использовании глубокого реактивного ионного травления от компании «Bosch» с оптимизированным модифицированием параметров. Таким образом, в выгодном варианте, в соответствии с изобретением стадия 21 может обеспечить получение точного угла раскрытия без модифицирования поверхностей вертикальных стенок 36. Угол между вертикальными стенками 36 и наклонными стенками 37 является высоковоспроизводимым и, в выгодном варианте, может находиться в диапазоне от по существу 0° до по существу 45°. Как это разъяснялось выше, в сопоставлении с глубоким реактивным ионным травлением от компании «Bosch» замечательной является, в частности, именно возможность травления под углом, большим, чем 10°. Предпочтительно соответствующий изобретению угол между вертикальными стенками 36 и наклонными стенками 37 находится в диапазоне от более чем 10° до менее чем 45°, а еще более предпочтительно от более чем 20° до менее чем 40°.
Кроме того, пульсация непрерывных потоков делает возможной улучшенную направленность травления и даже может обеспечить получение стенок в форме по существу усеченного конуса, а не сферических стенок (что иногда называют изотропными областями, представляющими собой результат травления), как в случае влажного травления или сухого травления, например, при использовании только газа SF6.
Для получения формы стенок 37 на фигуре 8 можно, например, использовать последовательность, которая может включать первую фазу с потоком SF6, перемешанным с потоком C4F8, в течение первой продолжительности времени с последующей второй фазой с увеличенным потоком SF6, перемешанным с уменьшенным потоком C4F8, в течение второй продолжительности времени и после этого первую и вторую фазы еще раз и так далее.
В порядке примера последовательность могла бы включать первую фазу с потоком SF6 при 500 ст.куб. см/мин, перемешанным с потоком C4F8 при 150 ст.куб. см/мин, в течение 1,2 секунды с последующей второй фазой, продемонстрированной для потока SF6 при 600 ст.куб. см/мин, перемешанного с потоком C4F8 при 100 ст.куб. см/мин, в течение 0,8 секунды, со следующей далее третьей фазой еще раз с потоком SF6 при 500 ст.куб. см/мин, перемешанным с потоком C4F8 при 150 ст.куб. см/мин, в течение 1,2 секунды и следующей затем четвертой фазой с потоком SF6 при 600 ст.куб. см/мин, перемешанным с потоком C4F8 при 100 ст.куб. см/мин, в течение 0,8 секунды и так далее.
Таким образом, необходимо отметить то, что пульсация непрерывных потоков улучшает травление на уровне дна полости, что будет постепенно расширять во время стадии 21 возможное раскрытие области 41, представляющей собой результат травления, в зависимости от ее глубины и, между прочим, более широкое раскрытие области 41, представляющей собой результат травления, в нижней части верхнего слоя 30 вплоть до получения раскрытия области 41, представляющей собой результат травления, более широкого, чем отверстие 35 в маске 33 или чем секция дна 38 области 39, представляющей собой результат травления, в начале стадии 21, как это видно при переходе от фигуры 7 к фигуре 8.
В заключение, способ 11 завершается стадией 23 освобождения микромеханического компонента от подложки 31 и от маски 33. Говоря более конкретно, в примере, продемонстрированном на фигурах 9 и 12, стадия 23 может включать фазу 24 деоксидирования для удаления маски 33 из диоксида кремния и, возможно, всего или части промежуточного слоя 32 диоксида кремния, а после этого фазу 25 освобождения от подложки 31 при использовании, например, селективного химического травителя.
Способ 11, проиллюстрированный одиночными линиями на фигуре 12, делает возможными два различных типа травления в одной и той же травильной камере. Как это также можно наблюдать, наклонное травление стадии 21 делает возможным получение значительно большего открытого угла и по существу прямолинейного направления травления, что позволяет избегать ограничения параметрами глубокого реактивного ионного травления от компании «Bosch» и использования последнего на стадии 17 с оптимизированными параметрами вертикального травления.
В выгодном варианте, в соответствии с изобретением микромеханический компонент 51, который формирует колесо в примере фигуры 11, содержит периферийную стенку 54, формирующую зубчатое зацепление, которое включает уменьшенную поверхность контакта.
Как это более ясно видно на фигуре 10, которая представляет собой увеличенное изображение части компонента 51, микромеханический компонент 51, таким образом, содержит тело 61 на кремниевой основе, периферийная стенка 54 которого граничит с горизонтальной верхней поверхностью 53 и горизонтальной нижней поверхностью 55 и включает первую по существу вертикальную поверхность 56 и вторую наклонную поверхность 57.
Таким образом, ясно то, что вторая наклонная по существу прямолинейная поверхность 57 обеспечивает получение периферийной стенки 54, формирующей зубчатое зацепление с уменьшенной поверхностью контакта, что делает возможным получение улучшенного трибологического контакта с другим компонентом. Также ясно то, что внутренняя стенка отверстия 60 также может легче принимать элемент конструкции.
Само собой разумеется то, что настоящее изобретение не ограничивается проиллюстрированным примером, но способно демонстрировать различные варианты и модификации, которые будут представляться для специалистов в соответствующей области техники. В частности, между стадиями 21 и 23 может быть проведена стадия 22 окисления, предназначенная для сглаживания кремниевых стенок.
Кроме того, на необязательной стадии между фазами 24 и 25 в области 41, представляющей собой результат травления, в результате осаждения могла бы быть сформирована деталь из металла или металлического сплава в целях формирования втулки 59 в отверстии 60 микромеханического компонента 51, как это проиллюстрировано на фигуре 11.
Деталь из металла или металлического сплава могла бы даже перекрываться с областью 41, представляющей собой результат травления, для получения дополнительного функционального уровня композитного микромеханического компонента 51, образованного только из металла.
Таким образом, после стадии 24 деоксидирования подложки 31 способ 11 мог бы продолжаться стадией селективного заполнения полости, сформированной во время стадий 17 и 21 травления металлом или металлическим сплавом в целях придания средства присоединения микромеханическому компоненту.
В порядке примера нижний слой 34 подложки 31 предпочтительно затем мог бы быть высоколегированным и использоваться в качестве непосредственной или опосредованной основы для заполнения в результате электроосаждения. Таким образом, первая фаза могла бы быть предназначена для получения формы, например, образованной из фоточувствительной смолы, поверх маски 33 и на части области 41, представляющей собой результат травления. Вторая фаза могла бы заключаться в электроосаждении металлической детали от нижнего слоя 34 по меньшей мере между микромеханическим кремниевым компонентом и частью формы, полученной в области 41, представляющей собой результат травления. В заключение, третья фаза могла бы заключаться в удалении формы, полученной на первой фазе. Способ завершался бы фазой 25 освобождения композитного микромеханического компонента от подложки 31 при использовании селективного химического травителя.
В выгодном варианте, в соответствии с изобретением, таким образом, необходимо понимать то, что продукт гальванического осаждения 59 вследствие форм первой по существу вертикальной поверхности 56 и второй наклонной поверхности 57 труднее удаляется в сопоставлении с тем, что имеет место для по существу вертикальной поверхности, и характеризуется улучшенным сопротивлением сдвигу.
Кроме того, упомянутое по меньшей мере одно отверстие 60, которое по меньшей мере частично заполнено металлом или металлическим сплавом 59, может придать средство присоединения композитному микромеханическому компоненту 51. Таким образом, в примере фигуры И отверстие 60 могло бы оставлять цилиндрическое углубление 62, обеспечивающее надвигание композитного микромеханического компонента 51 на ось с хорошей механической прочностью при раздвигании детали из металла или металлического сплава 59, обусловленного формами периферийной стенки 54.
В заключение, микромеханический компонент 51 не ограничивается областью применения колеса, показанного на фигуре 11. Таким образом, микромеханический компонент 51 может образовывать весь элемент или часть элемента в подвижных или наружных деталях часов.
В порядке неограничивающего примера микромеханический компонент 51, таким образом, может образовывать весь элемент или часть элемента, выбираемого из балансирной пружины, импульсной колонки, часового баланса, оси, ролика, палет, таких как ось анкера, рычаг палеты, вилка палеты, палетный камень или предохранительный штифт, комплекта колес, таких как колесо, ось или триб, планки, пластины, ротора, заводного валика, подпятника, корпуса, такого как центральная часть корпуса или ушки, циферблата, фланца, безеля, нажимной кнопки, головки подзавода, задней крышки корпуса, стрелки, браслета, такого как блочный браслет, украшения, аппликации, стекла для карманных и ручных часов, застежки, ножки циферблата, валика настройки или оси нажимной кнопки.
Спусковой механизм часов без смазки
Резонатор с пониженной чувствительностью к климатическим изменениям
Сборочный узел, использующий плоский, упругий фиксирующий элемент
Узел часов с использованием аморфного металлического сплава
Пружина баланса, закрепляемая упругой шайбой
Способ прессовой прокатки ходовой пружины часового механизма
Цельная полая микромеханическая деталь с несколькими функциональными уровнями, образованная из материала на основе аллотропа синтетического углерода
Составной маятник
Компонент часов на основе фотоструктурируемого стекла
Спусковой механизм постоянного усилия
Компонент на кремниевой основе, имеющий по меньшей мере одну фаску, и способ его изготовления

