Результат интеллектуальной деятельности: Способ и устройство для получения оболочки с переменной толщиной стенки по высоте
Вид РИД
Изобретение
Изобретение относится к технологии обработки металлов давлением, которая используется при получении металлических оболочек с переменной толщиной стенки по высоте с использованием операции вытяжки с утонением.
Известны способы получения металлических оболочек с переменной по высоте толщиной стенки с использованием операций вытяжки с утонением, обжима или раздачи. (Ковка и штамповка: Справочник в 4 т. Т. 4. Листовая штамповка / под об. Ред. С.С. Яковлева; ред. совет: Е.И. Семенов (пред.) и др. - 2-е изд., пераб. и доп. - М.: Машиностроение, 2010. 732 с. См. стр. 169, рис. 3).
Недостатком способов является ограниченные технологические возможности, которые позволяют получать утолщения на наружной поверхности вблизи открытого торца оболочки с использованием операций обжима и раздачи, тогда как получение утолщений стенки на срединных участках по высоте оболочки невозможно.
Известен, также способ изготовления полых изделий, принятый за прототип (а.с. №1292874, МПК8, кл. B21D 22/20, опубл. 28.02.1987, бюл. №8), по которому листовую заготовку укладывают в штамп и осуществляют ее деформирование пуансоном, перемещающим ее через несколько установленных одна под другой матриц. При этом сначала производят вытяжку с получением полого полуфабриката, затем калибровку и вытяжку с утонением. В процессе калибровки, при высоте неоткалиброванной части полуфабриката, равной 1,5-2 толщины его стенки, начинают воздействовать на торец полуфабриката осевым усилием вплоть до окончания вытяжки с утонением.
Способ позволяет за счет приложения осевой нагрузки изменить схему напряженно-деформированного состояния в очаге деформации в сторону всестороннего неравномерного сжатия и позволяет получать не только изделие с большей высотой, чем в известных способах, но и получить полуфабрикат с переменной толщиной стенки по высоте.
Недостатком способа является невозможность получения полуфабриката с толщиной стенки больше, чем толщина заготовки, а также утолщений, расположенных на средних по высоте участках.
Известно устройство для изготовления деталей типа стакан по а.с. №620309, МПК8, кл. B21D 22/20, опубл. 25.08.1978, бюл. №31 содержащее корпус, в нижней части которого установлена матрица и подпружиненный съемник, верхнюю плиту, на которой закреплены пуансонодержатель с пуансоном и копирная планка с профильной рабочей поверхностью, на пуансон надета втулка, направленная по верхней части корпуса, к втулке прикреплен клин, в направляющих корпуса перемещается второй клин, опирающийся своим концом на профилированную рабочую поверхность копирной планки, которая, в свою очередь, направляется по кронштейну, прикрепленному к корпусу.
Недостатком устройства является ограниченность применения при получении только длинномерных полых деталей с переменной толщиной стенки по высоте из высокопластичных материалов. Устройство не может применяться при получении полых деталей из металлов с невысокими пластическими свойствами, высота которых, например, меньше двух диаметров.
Известен штамп для вытяжки полых деталей по а.с. 1049140, кл. B21D 22/20 опубл. 23.10.1983, бюл. №39, принятый за прототип, содержащий закрепленный на верхней плите пуансон, соосно установленные на нижней плите две матрицы и охватывающую их обойму с каналом для подвода смазки в кольцевую полость между матрицами с установленной на пуансоне и подпружиненной относительно верхней плиты полой крышкой, имеющей на боковой поверхности наклонный участок, эквидистантный заходной кромке первой матрицы, а обойма выполнена с дополнительным каналом для слива смазки и выходящими в верхнюю и нижнюю часть кольцевой полости двумя радиальными отверстиями с возможностью взаимодействия с изготавливаемой деталью подпружиненных штоков, кинематически связанных с клапанами посредством двуплечих рычагов.
Недостатком штампа является возможность получения только длинномерной цилиндрической оболочки с переменной толщиной стенки по высоте, причем толщины стенки ступенчатые, изменяющиеся в определенной однообразной последовательности с наибольшим утолщением у открытого торца полой детали.
Задачей изобретения является расширение технологических возможностей за счет получения оболочек с переменной толщиной стенки по высоте, с максимальной толщиной стенки равной или больше толщины исходной заготовки и расположенной на любом участке относительно высоты полуфабриката.
Для решения поставленной задачи по предлагаемому способу получения оболочки с переменной толщиной стенки по высоте, включающему установку цилиндрической оболочки в матрицу для вытяжки с утонением, перемещение пуансона и матрицы для выдавливания до контакта, соответственно, с дном и открытым торцом цилиндрической оболочки, причем ее формоизменение осуществляют одновременно вытяжкой с утонением в матрице для вытяжки и выдавливанием открытого торца цилиндрической оболочки в матрице для выдавливания при заданной величине перемещения пуансона для вытяжки с коэффициентом утонения стенок ms=S1/S0 и относительной скоростью перемещения открытого торца  определяемой по зависимости
определяемой по зависимости
в котором rз и rп соответственно радиус цилиндрической оболочки по наружной поверхности и радиус пуансона, S0 и S1 - соответственно толщина стенки заготовки и готовой детали на участке утонения стенки, Vт и Vп - соответственно скорость перемещения открытого торца заготовки при вытяжке с утонением относительно пуансона, скорость перемещения пуансона при вытяжке с утонением.
Устройство для получения оболочки с переменной толщиной стенки по высоте, содержащее нижнюю плиту, матрицу для вытяжки с утонением, пуансон, выталкиватель, хвостовик пуансона, в котором также закреплена матрица для выдавливания с рабочей поверхностью соосно ориентированной по рабочей поверхности матрицы для вытяжки.
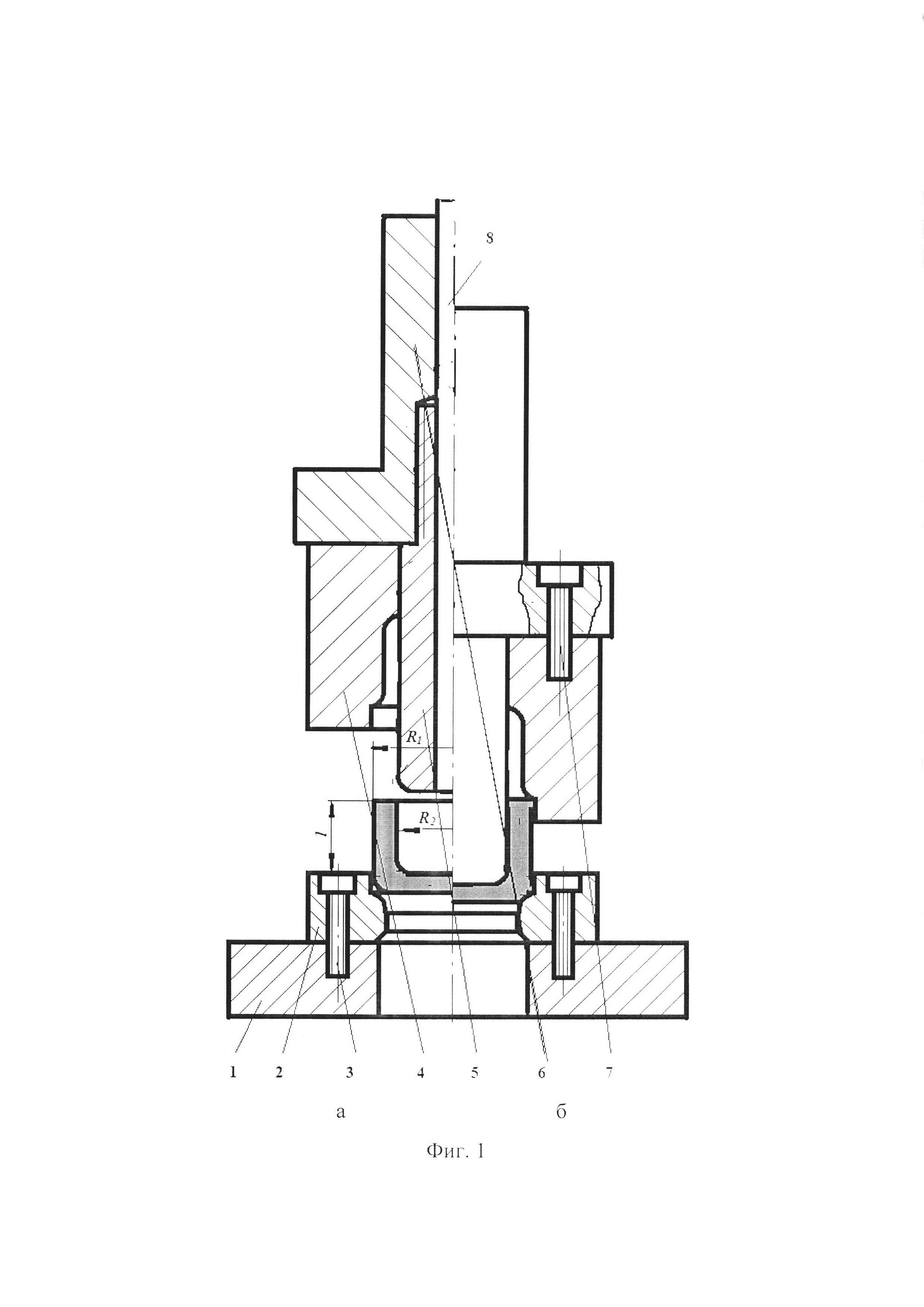
На фиг. 1, а - исходное положение инструмента и заготовки, на фиг. 1, б - момент начала формообразования заготовки
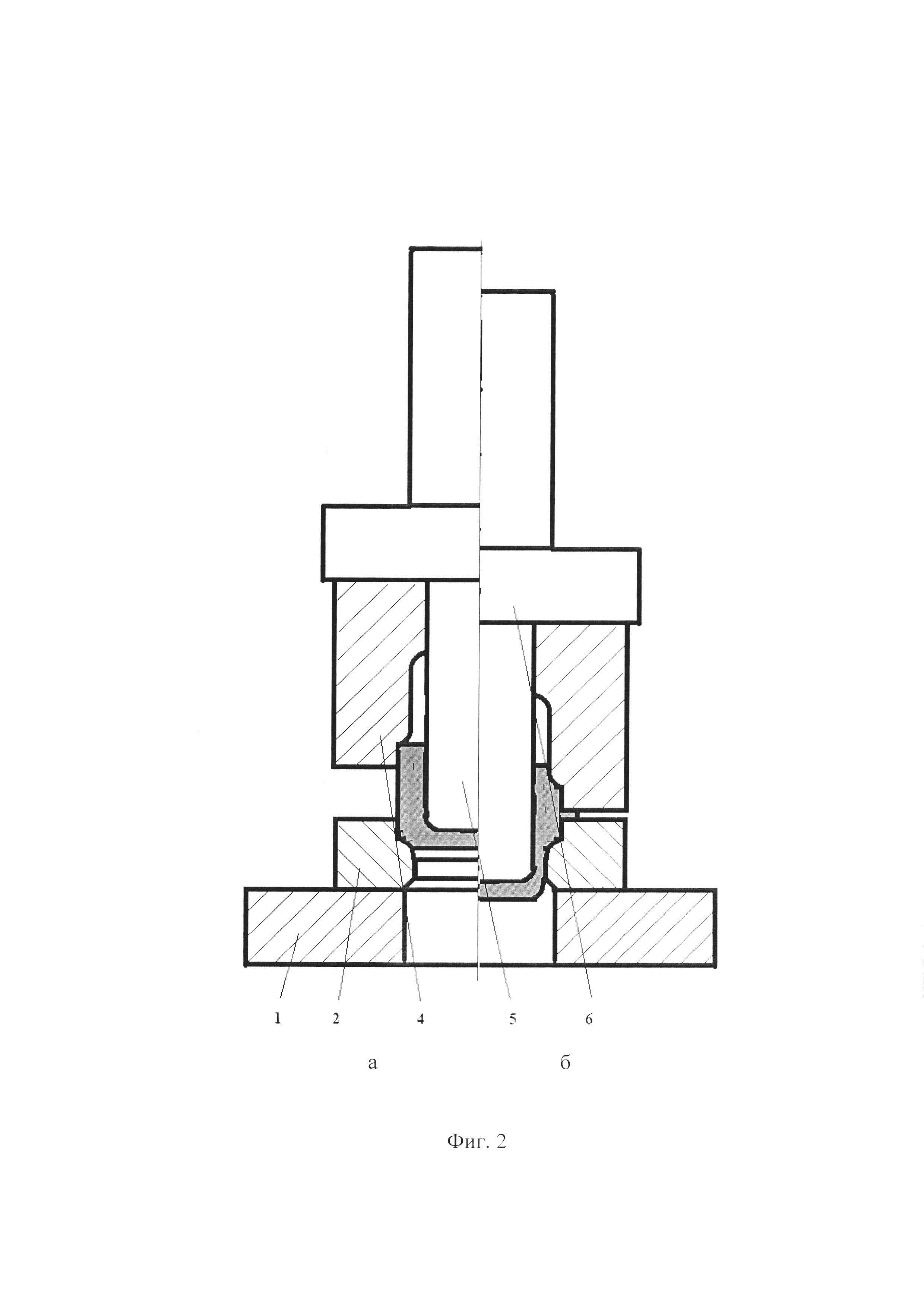
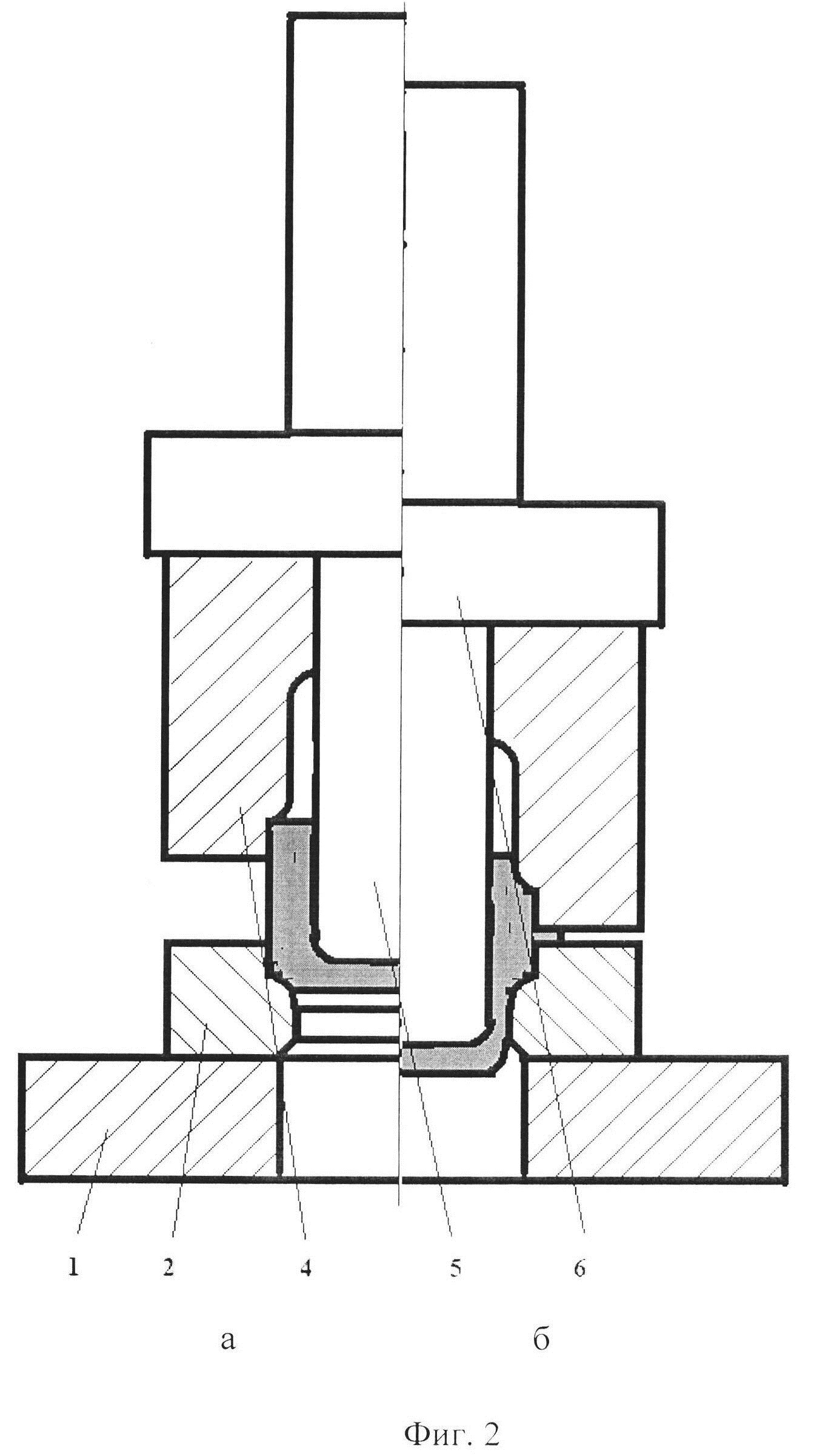
На фиг. 2, а - момент начала формообразования заготовки, на фиг. 2, б - окончание формоизменения заготовки с получением готовой детали.
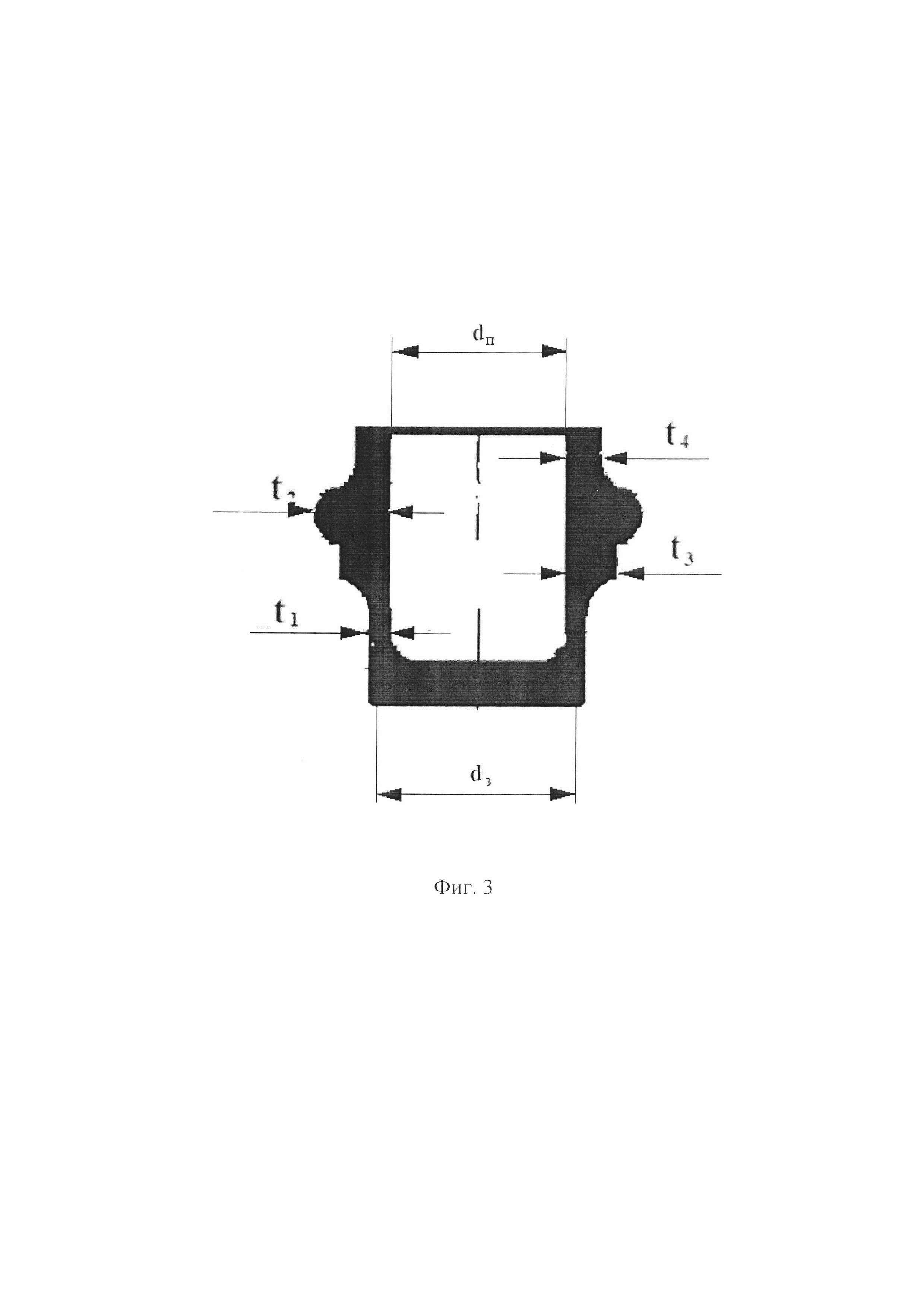
На фиг. 3 показана деталь с переменной толщиной стенки по высоте,
Способ для получения оболочки с переменной толщиной стенки по высоте осуществляется следующим образом. В устройство (фиг. 1, а) устанавливается полая заготовка с внешним и внутренним радиусами R1 и R2 и высотой  над матрицей 1. При рабочем ходе пуансон 5 и матрица для выдавливания 4 входит в контакт с заготовкой (фиг. 1, б) и начинается процесс ее формоизменения, при котором одновременно происходит вытяжка с утонением стенки (фиг. 2, б), результате которой происходит утонение стенки около донного участка заготовки. Происходит увеличение высоты заготовки и затекание ее материала в полость матрицы 4 для обратного выдавливания с получением утонения на краевом участке. В результате сочетания операций вытяжки с утонением и выдавливания в стенке заготовки высотой возникают сжимающие напряжения и происходит утолщение стенки заготовки на кольцевом участке между матрицами вытяжки 2 и выдавливания 4. В процессе дальнейшего перемещения верхнего инструмента зазор между матрицами уменьшается, а толщина кольцевого участка увеличивается (фиг. 2, б). В результате получают деталь с требуемой переменной толщиной по высоте (фиг. 3). Отличительной особенностью способа является возможность получения полых деталей с переменной толщиной стенки по высоте из листового материала с расположением утолщения на заданном участке.
над матрицей 1. При рабочем ходе пуансон 5 и матрица для выдавливания 4 входит в контакт с заготовкой (фиг. 1, б) и начинается процесс ее формоизменения, при котором одновременно происходит вытяжка с утонением стенки (фиг. 2, б), результате которой происходит утонение стенки около донного участка заготовки. Происходит увеличение высоты заготовки и затекание ее материала в полость матрицы 4 для обратного выдавливания с получением утонения на краевом участке. В результате сочетания операций вытяжки с утонением и выдавливания в стенке заготовки высотой возникают сжимающие напряжения и происходит утолщение стенки заготовки на кольцевом участке между матрицами вытяжки 2 и выдавливания 4. В процессе дальнейшего перемещения верхнего инструмента зазор между матрицами уменьшается, а толщина кольцевого участка увеличивается (фиг. 2, б). В результате получают деталь с требуемой переменной толщиной по высоте (фиг. 3). Отличительной особенностью способа является возможность получения полых деталей с переменной толщиной стенки по высоте из листового материала с расположением утолщения на заданном участке.
Пример осуществления способа. Использовалась заготовка типа «стакан» из стали 10. Размер заготовки: наружный диаметр 73 мм, высота 80 мм, толщина стенки So=5 мм. Следовательно радиус наружной поверхности оболочки rз=36,5 мм. Использовался пуансон радиусом rп=31,5 мм. Механические свойства стали, предел текучести 300 МПа, предел прочности 370 МПа. Формоизменение заготовки осуществляли с использованием матриц для вытяжки и выдавливания с рабочими размерами отверстий 68 мм. При этом коэффициент утонения стенки при вытяжке и выдавливания равен ms=0,5.
Расчетное значение силы вытяжки и силы выдавливания
Рвыт=πdп(S0 - S1)σвkу=3,14 * 63 * (5-2,5) * 370 * 2=366 кН
Рвыд=qF=300 * 1068=320 кН
При совмещении процесса вытяжки и выдавливания направления сил противоположное, что приводит к уменьшению растягивающих напряжений в месте контакта пуансона с донным участком заготовки. Следовательно, на пуансон будет действовать сила Рп=Рвыт - Рвыд=46 кН.
Учитывая постоянство объема заготовки и условие совмещения вытяжки и выдавливания было получено, что скорость относительная скорость
перемещения торца заготовки  относительно пуансона равна 0,52 скорости перемещения пуансона Vп при заданных режимах формоизменения. По известной скорости перемещения пуансона Vп в процессе формоизменения заготовки и заданному значению высоты участка вытяжки с утонением было определено, что при перемещении пуансона на 10 мм, торец заготовки относительно пуансона переместился на 5,2 мм и, следовательно, на данную величину в матрицу для выдавливания, в которой в результате утонения стенки получен участок длиной 10,5 мм. В результате формоизменения получена деталь с переменной толщиной стенки по высоте с перепадом толщин от 2,5 мм около донного участка высотой 10 мм и у открытого торца высотой 10,5 мм, а также с утолщением до 5 мм в средней части.
относительно пуансона равна 0,52 скорости перемещения пуансона Vп при заданных режимах формоизменения. По известной скорости перемещения пуансона Vп в процессе формоизменения заготовки и заданному значению высоты участка вытяжки с утонением было определено, что при перемещении пуансона на 10 мм, торец заготовки относительно пуансона переместился на 5,2 мм и, следовательно, на данную величину в матрицу для выдавливания, в которой в результате утонения стенки получен участок длиной 10,5 мм. В результате формоизменения получена деталь с переменной толщиной стенки по высоте с перепадом толщин от 2,5 мм около донного участка высотой 10 мм и у открытого торца высотой 10,5 мм, а также с утолщением до 5 мм в средней части.
Устройство для получения оболочки с переменной толщиной стенки по высоте содержит нижнюю плиту 1, матрицу вытяжки 2, крепежные элементы 3, матрицу для выдавливания 4, пуансон 5, хвостовик 6, крепежные элементы 7, выталкиватель 8.
Хвостовик 6 устройства выполнен с фланцем. Пуансон 5 ввинчен в хвостовик 6, а на фланце хвостовика 6 закреплена матрица выдавливания 4 соосно с пуансоном 5 крепежными элементами 7. На нижней плите 1 устройства закреплена матрица для вытяжки с утонением.
Устройство для получения оболочки с переменной толщиной стенки по высоте работает следующим образом. В исходном положении (фиг. 1, а) в устройство на матрицу 1 помещают полую заготовку, которая выступает над матрицей на длину . При рабочем ходе верхний инструмент опускают, пуансон 5 входит в контакт с полой заготовкой и формоизменяет ее. Момент начала формоизменения показан на фиг. 1, б. При этом открытый торец заготовки входит в полость матрицы 4 для выдавливания. В процессе формоизменения заготовки одновременно осуществляют вытяжку с утонением стенки с требуемой степенью деформации ε1, при этом происходит увеличение ее высоты и материал заготовки деформируется в полость матрицы 4 для выдавливания со степенью деформации ε2. Возникает сила противодавления, которая создает сжимающие напряжения на участке, длиной и уменьшает растягивающие напряжения, которые возникают при вытяжке с утонением. Это обстоятельство позволяет проводить вытяжку с утонением со степенями деформации ε1 на много большими, чем при известных способах вытяжки с утонением. Регулируя соотношение степеней деформаций ε1 и ε2 создаются условия для получения переменной толщины стенки по высоте полой заготовки, при этом толщина стенки не только может уменьшаться, но и становиться толще исходной на заданном участке заготовки (фиг. 2, б).
Способ расснаряжения боеприпасов
Ракетный двигатель твердого топлива
Бикалиберная управляемая ракета
Способ изготовления глубокопрофильной гофрированной мембраны
Способ изготовления оболочек из листовой заготовки и устройство для его осуществления
Способ трансдермальной транспортировки лекарственного вещества
Компенсационный акселерометр
Устройство для выгрузки кускового материала из бункера
Способ изготовления оболочек из листовой заготовки и устройство для его осуществления
Режущая сменная многогранная пластина из керамики
Способ изготовления тонкостенных несимметричных оболочек двойной кривизны с фланцем
Устройство моноимпульсного измерения радиальной скорости объектов
Энергометаболический состав для нормализации биохимических процессов при алиментарных ацидозах, гепатозах и микотоксикозах у коров
Способ изготовления оболочек из листовой заготовки и устройство для его осуществления
Способ изготовления оболочек из листовой заготовки и устройство для его осуществления
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Бытовой холодильный прибор с подвижным конденсатором
Способ вытяжки с интенсивной пластической деформацией и устройство для его осуществления

