Результат интеллектуальной деятельности: Способ соединения встык одинаковых металлических профилей
Вид РИД
Изобретение
Изобретение относится к технологии монтажа металлоконструкций из легких стальных тонкостенных профилей в строительстве быстровозводимых сооружений, таких как теплицы, гаражи, садовые домики, беседки, тенты, кровли, фасады, ограждения, а именно: к способам соединения встык двух профилей, например, Омега-профилей и П-профилей с фальцами на кромках, в том числе криволинейных, используемых для удлинения стоек, дуг, перекладин, откосов, распорок, а также для замыкания контура оконных рам, дверных каркасов.
Известен способ соединения панелей сайдинга с помощью соединительной планки, используемой в местах соединения панелей сайдинга встык. Но планка не несет нагрузочной функции, а только прикрывает основу под сайдингом (укрываемую поверхность).
(См., например: https://kniga-stroitelia.ru/paqe/view/rabota_s_saidinqom_widy_sajdinga_i_osnownvie_etapy_obshiwki).
Известен способ соединения профилей при использовании гипсокартона с помощью удлинителя профилей, который представляет собой небольших размеров скобу (110*58 мм) для сращивания двух отрезков профилей одного типа и размера, например, сращивают два профиля при помощи куска направляющего профиля подходящего размера. Его вставляют внутрь, обжимают пассатижами полочки, прикручивают саморезами. Однако это соединение также не несет механической нагрузки, а используется только для формирования единой несущей основы для гипсокартона.
(См., например: xn-7sbeb3bupph.xn-p1ai/raznoe/vidy-profilya-dlya-gipsokartona.html).
Известен способ соединения профилей с помощью удлинителя профиля 60X27 КНАУФ. (См., например: https://vdom36.ru/udlinitel-profilva-60x27-knauf). Удлинитель профиля производства Кнауф предназначен для соединения и наращивания общей длины профиля 60×27 путем соединения профилей встык между собой при монтаже металлокаркаса и представляет собой вогнуто-выпуклую скобу, вкладываемую внутрь профилей и обеспечивающую только геометрию общего профиля. Для крепления используются саморезы. Удлинитель изготавливается из качественной стали на специальном оборудовании.
Известен также способ соединения с применением листовой накладки. (См., например: https://lstkclub.ru/uzli-kreplenie-lstk/).
Данное применение трудоемко, так как оно требует обязательного применения заклепок, болтов, самонарезающих винтов или сварки.
Известен также способ соединения с помощью прямого соединителя для карнизов (См., например: http://www.evrostandart21.ru/products/74305778-sovediniteli_diva_karnizov_pryamoy).
Соединитель является специфическим элементом, выполненным технологически из другого материала, чем сами карнизы и требует применения специального оборудования, отличного от изготовления карнизов, что усложняет производство и удорожает его.
Также известен способ соединения карнизов встык с помощью соединителя карнизов ПВХ (См., например: https://spb.tiu.ru/p338286616-soedinitel-karnizov-pvh.html). Данный соединитель вставляется во внутренний проем карниза, не обеспечивая нагрузочной способности места соединения. Эта роль обеспечивается применением дополнительного кронштейна. На криволинейных участках применение данного соединителя невозможно. Изготовление удлинителя требует специального оборудования. Материал удлинителя отличается от материала карниза, что усложняет производство.
Все указанные способы соединения предполагают использование только прямых профилей. В случае криволинейных профилей в месте соединения обязательно применение кронштейнов или крепежа. Кроме того все указанные известные способы соединения профилей встык не обеспечивают сохранение нагрузочной способности профиля в месте соединения и требуют дополнительного крепежа, что усложняет монтаж металлоконструкций, удорожает его, при этом изготовление соединителей требует применение специального дополнительного оборудования и использование иных материалов при их изготовлении. Использование прямых известных соединителей исключает их применение при сопряжении криволинейных профилей.
Техническим результатом заявленного изобретения является обеспечение строгой геометрии профилей при сборке, в том числе и криволинейных профилей, сохранение несущей нагрузочной способности профилей без использования поддерживающих устройств и приспособлений, простота использования соединителя, выполненного из такого же материала, и на аналогичном оборудовании, что и соединяемые профили, а также исключение накопления обрезков, экономия материала при монтаже.
Указанный технический результат достигают тем, что при заявляемом способе соединения встык выполненных из металла одинаковых, соединяемых профилей, например, Омега-профилей и П-профилей, в том числе криволинейных, с основанием и фальцами на кромках, устанавливают дополнительный соединитель, который выполнен подобно соединяемым профилям, но с кромками без фальцев, и имеющий внутреннюю и внешнюю поверхности и установлен так, что либо его внутренняя поверхность примыкает вплотную в натяг к внешней поверхности каждого из соединяемых профилей и при этом ширина по внутренней поверхности больше ширин соединяемых профилей на величину двух толщин металла, либо так что его внешняя поверхность примыкает вплотную в натяг к внутренней поверхности каждого из соединяемых профилей и при этом ширина по внешней поверхности меньше каждой из ширин соединяемых профилей на величину двух толщин металла, и кроме того, в обоих случаях кромки соединителя размещены в фальцах профилей и размер глубины перекрытия при установке соединителя в каждый соединяемый профиль составляет не менее шести ширин каждого из соединяемых профилей.
Предлагаемый способ соединения при наращивании необходимой длины профиля поддерживает строгую геометрию профиля при сборке, что упрощает монтаж металлоконструкций, не снижает несущих прочностных характеристик соединяемых профилей, позволяет соединять криволинейные профили при монтаже, например, арочных конструкций, оконных рам круглой и овальной формы, упрощает подготовку длинномерных профилей для транспортировки, так как позволяет упростить подготовку мест разрезов, не требует дополнительного крепежа в виде болтов, заклепок, винтов или саморезов, позволяет экономить материал при монтаже, поскольку исключает накопление обрезков. Кроме того, данный способ соединения профилей не требует иных специальных вспомогательных приспособлений и узлов, при этом соединители выполняются на том же оборудовании и из того же материала, что и соединяемые профили.
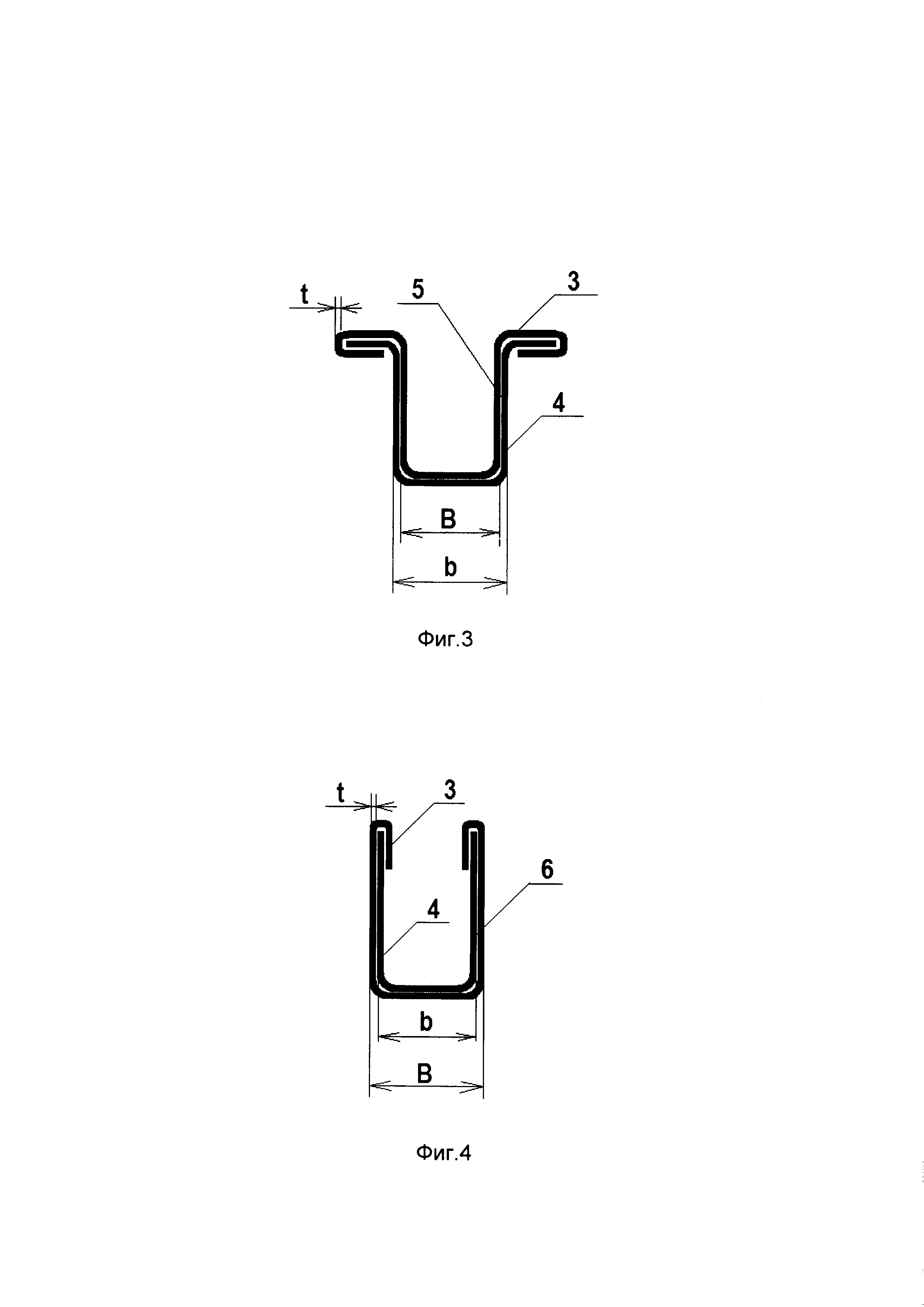
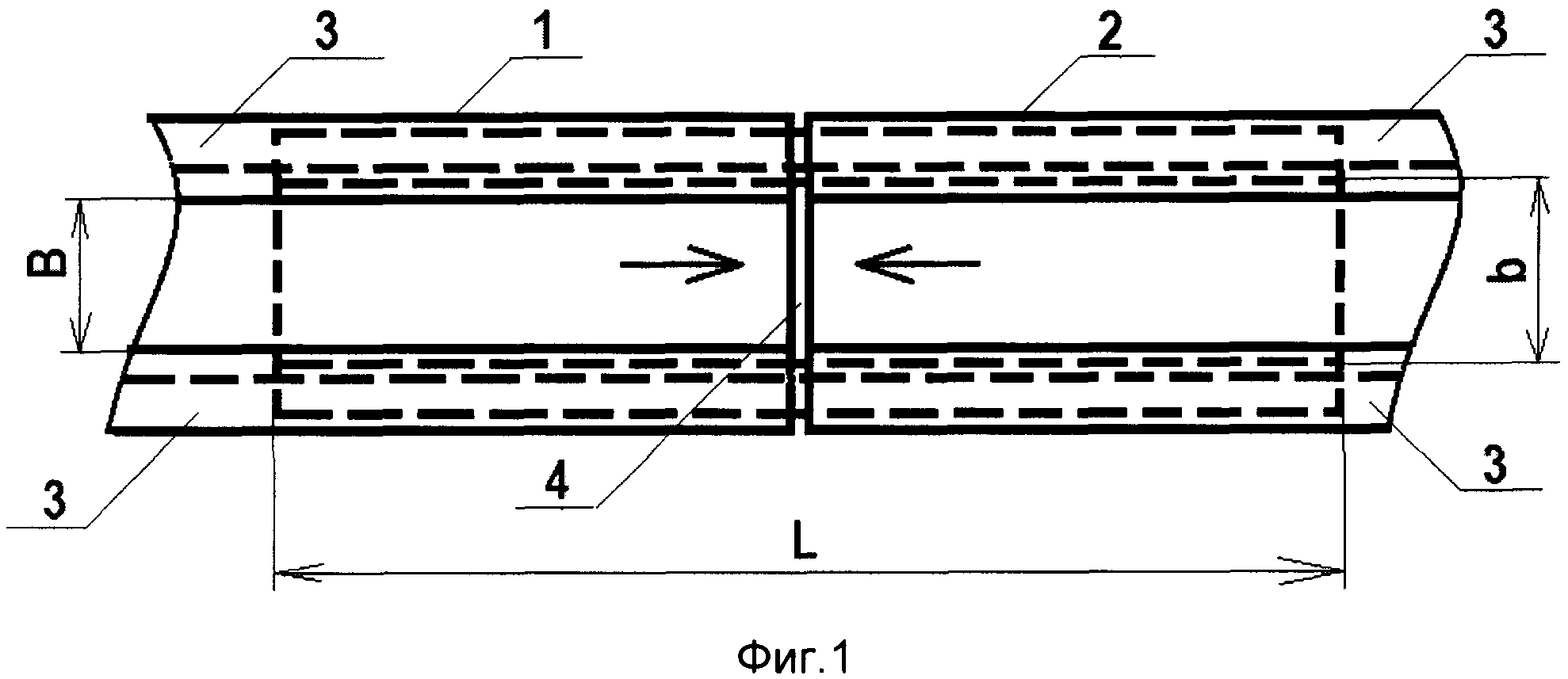
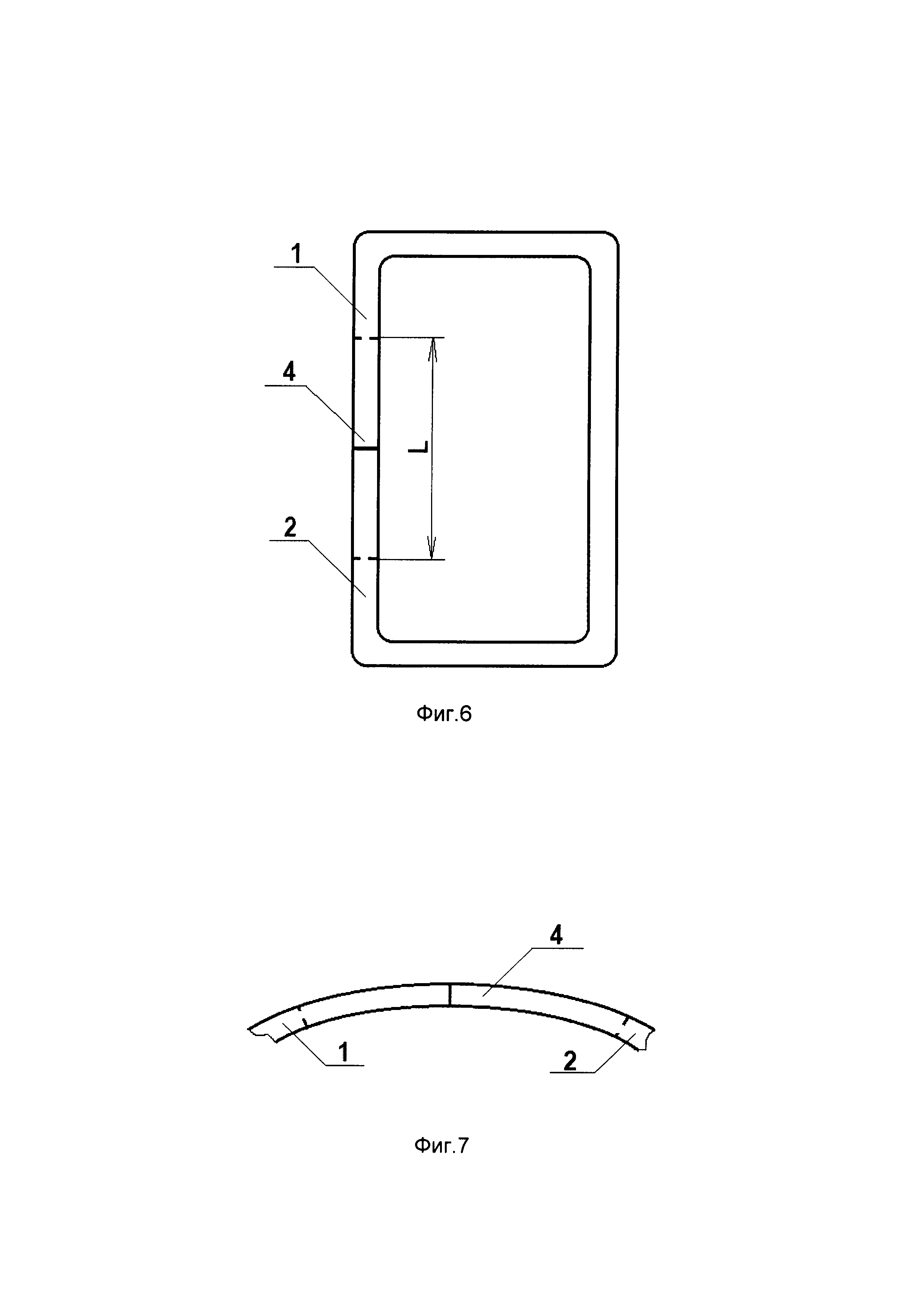
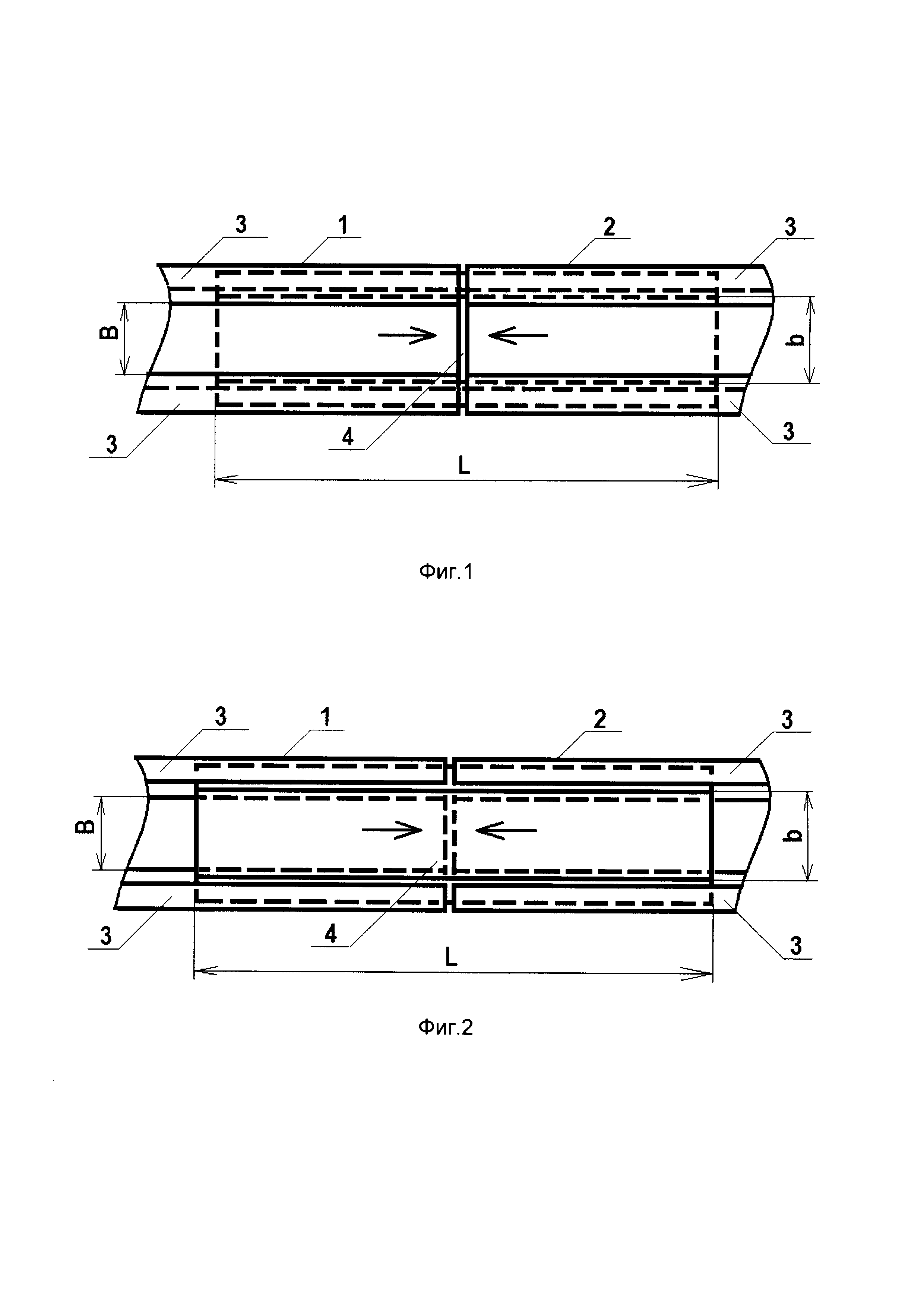
На Фиг. 1 схематично представлено размещение соединителя в Омега-профилях, соединенных встык, со стороны фальцев. На Фиг. 2 - размещение соединителя в Омега-профилях, соединенных встык, со стороны основания профиля. На Фиг. 3-размещение соединителя в Омега-профиле. На Фиг. 4 - размещение соединителя в П-профиле. На Фиг. 5 - - размещение соединителя в W-профиле. На Фиг. 6 - размещение соединителя в оконной раме или двери. На Фиг. 7 - размещение соединителя в криволинейном профиле.
Заявляемый способ заключается в следующем: сначала следует измерить ширину В одинаковых соединяемых профилей 1 и 2 с фальцами 3, затем подготовить соединитель 4 с внутренней 5 и внешней 6 поверхностями без фальцев, повторяющий контур соединяемых профилей 1 и 2. Так как кромки соединителя 4 размещаются в фальцах 3 профилей 1 и 2, то в зависимости от вида исполнения фальцев 3, например, в Омега-профиле, отформованных наружу или, например, в П-профиле, отформованных внутрь, соединитель 4 при установке охватывает профили 1 и 2, или установлен внутрь профилей 1 и 2. Если соединитель 4 при установке охватывает профили 1 и 2, например, Омега-профили, то его ширина b должна быть на две толщины металла t больше ширины В соединяемых профилей 1 и 2 (b=B+2t). Если соединитель 4 при установке размещается внутри профилей 1 и 2, например, внутри П-профилей, то его ширина b должна быть на две толщины металла t меньше ширины В соединяемых профилей 1 и 2 (b=B-2t). При этом в обоих случаях длина L соединителя 4 составляет не менее двенадцати ширин В соединяемых профилей 1 и 2 (L>=12В). Далее вставляют один конец соединителя 4 кромками в фальцы 3 профиля 1 на глубину, равную половине длины L соединителя 4, то есть равную шести ширинам В соединяемых профилей 1 и 2, после чего вставляют другой конец соединителя 4 кромками в фальцы 3 профиля 2, так чтобы либо внутренняя поверхность 5 соединителя 4 примыкала вплотную в натяг к внешней поверхности каждого из соединяемых профилей 1 и 2, либо внешняя поверхность 6 соединителя 4 примыкала вплотную в натяг к внутренней поверхности каждого из соединяемых профилей 1 и 2. Глубина расположения соединителя 4 в каждом из профилей 1 и 2 выбран из опыта эксплуатации.
При таком способе получается прочное разъемное соединение, обеспечивающее геометрию монтажа и дополнительно не требующее поддерживающих кронштейнов и приспособлений и не уменьшающее нагрузочной способности соединяемых профилей. Разъемное соединение при необходимости можно усилить дополнительным обжатием фальцев, что в свою очередь облегчает демонтаж конструкции, так как достаточно слегка развальцевать кромки соединяемых профилей. В несущих ответственных конструкциях допустимо штатное размещение заклепок, болтов, самонарезающих винтов в соответствии со сводом правил СП 260.1325800.2016 «Конструкции стальные тонкостенные из холодногнутых оцинкованных профилей и гофрированных листов».
Способ соединения встык выполненных из металла одинаковых криволинейных с основанием и фальцами на кромках соединяемых профилей типа Омега-профилей и П-профилей, включающий выполнениесоединителя подобно соединяемым профилям с внутренней и внешней поверхностями и без фальцев на кромках, его установку в каждый соединяемый профиль с размещением кромок соединителя в фальцах соединяемых профилей с глубиной перекрытия, составляющей не менее шести ширин каждого из соединяемых профилей, при этом при соединении Омега-профилей выполняют соединитель с шириной внутренней поверхности, превышающей ширину каждого соединяемого профиля на величину двух толщин металла, причем соединитель устанавливают с примыканием его внутренней поверхности вплотную внатяг к внешней поверхности каждого из соединяемых профилей, а при соединении П-профилей, выполняют соединитель с шириной внешней поверхности менее каждой из ширин соединяемых профилей на величину двух толщин металла, причем соединитель устанавливают с примыканием его внешней поверхности вплотную внатяг к внутренней поверхности каждого из соединяемых профилей.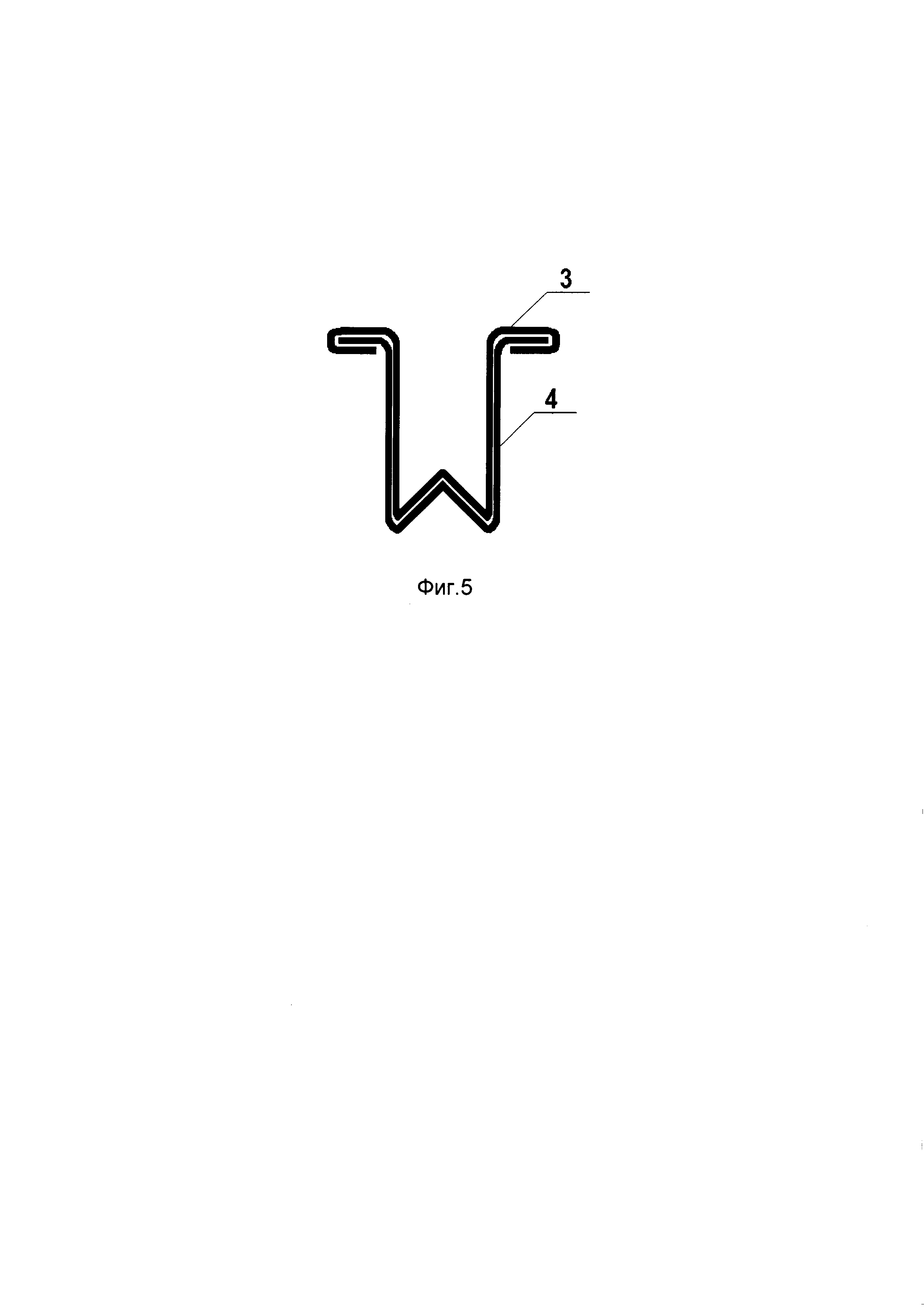
Способ получения биметаллического слитка
Ловушка для животных
Способ получения биметаллических слитков с износостойким наплавленным слоем
Способ получения биметаллических листов с износостойким наплавленным слоем
Способ изготовления датчика давления, содержащего углеродные нанотрубки
Способ формирования электропроводящих слоев на основе углеродных нанотрубок
Устройство преобразования частоты генератора переменного тока
Способ изготовления рабочих органов почвообрабатывающих машин
Способ изготовления двухслойных горячекатаных листов
Способ производства горячекатаного проката повышенной прочности
Способ получения биметаллического слитка
Ловушка для животных
Способ получения биметаллических слитков с износостойким наплавленным слоем
Способ получения биметаллических листов с износостойким наплавленным слоем
Способ изготовления датчика давления, содержащего углеродные нанотрубки
Способ формирования электропроводящих слоев на основе углеродных нанотрубок
Устройство преобразования частоты генератора переменного тока
Способ изготовления рабочих органов почвообрабатывающих машин
Способ изготовления двухслойных горячекатаных листов
Способ производства горячекатаного проката повышенной прочности

