Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ МЕТОДОМ ТЕРМОШТАМПОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к технологии производства композиционных изделий из углепластика и стеклопластика методом термоштампования, а именно к автоматизированному процессу изготовления изделий из армированных композитов с термопластичным связующим материалом, и предназначено для использования в процессе производства изделий для авиационной, судовой, автомобильной и строительной отраслей, а также спортивного инвентаря.
Известен способ изготовления лопатки газотурбинного двигателя для воздушного судна (патент RU №2462620). Способ изготовления данной лопатки представляет собой многоэтапный процесс. На первом этапе из множества препрегов композиционного материала, содержащих армированное волокно и имеющих термопластичный полимер в качестве их матриц, образуют ламинат посредством ламинирования препрегов на плоской поверхности в направлении толщины. Изготовленный ламинат подвергают нагреву и воздействию давления и отформовывают в пластинчатую форму. Затем ламинат, отформованный в пластинчатую форму, снова подвергают нагреву и воздействию давления и отформовывают в деталь лопатки с трехмерной формой криволинейной поверхности. Множество деталей лопатки накладывают друг на друга и впоследствии соединяют в одно целое посредством подвода тепла и приложения давления для получения трехмерной формы поверхности лопатки. Изобретение позволяет упростить изготовление лопатки газотурбинного двигателя из композиционного материала.
Недостатком известного способа является отсутствие алгоритма автоматизации процесса изготовления, что увеличивает трудоемкость изготовления.
Известен способ изготовления панели из термопластического композиционного материала (патент RU №2446050). Способ осуществляется с использованием оборудования, содержащего опору, на которой осуществляют этап укладки. Укладка заключается в формировании пакета предварительно пропитанных слоев волокон. После укладки следует этап упрочнения пакета для получения указанной панели при помощи прижимной плиты, размещаемой над этим пакетом. При этом между пакетом слоев и прижимной плитой располагают первый набор полиимидных пленок, частично перекрывающих друг друга и контактирующих с указанным пакетом.
Недостатком известного способа является необходимость укладки пленки из термопластичного материала между слоями армирования. Что приводит к увеличению трудоемкости изготовления за счет наличия дополнительного этапа укладки пленки в технологическом процессе. Кроме того, в способе не рассматриваются возможности автоматизации процесса.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является прессование в форме (заявка RU №95116521). Данный способ заключается в получении формованного изделия из термопластичной смолы, армированной волокном, путем прессования в форме, при котором формованное изделие получается в полости формы, придающей форму изделию путем приложения термического воздействия и давления. В указанной форме создают несколько зон, которые могут самостоятельно нагреваться и расположены от одного конца до прооположного конца формы, и средство для приложения давления от одного конца формы к материалу в указанной форме, указанное волокно имеет температуру плавления выше, чем температура плавления указанной термопластичной смолы, и указанный способ включает заполнение полости указанной формы указанным термопластичным материалом, армированным указанным волокном; нагревание каждой из указанных зон до первой температуры, достаточной для расплавления указанной термопластичной смолы, но недостаточной для разложения указанной смолы; уплотнение указанного материала в указанной форме за счет приложения заданного давления; уменьшение заданного давления в указанной форме до второй заданной величины давления при поддержании указанной первой температуры в каждой из указанных зон в течение заданного промежутка времени; последующее прекращение нагревания в каждой из указанных зон при повышении второй заданной величины давления до указанной заданной величины давления для затвердевания указанной смолы в каждой из указанной зон; удаление указанного изделия из указанной формы. Данный способ принят за прототип.
Признаками прототипа, совпадающими с существенными признаками заявляемого изобретения, являются: укладка армированного композита с термопластичным связующим материалом в форму; нагрев до температуры плавления термопластичного полимера препрега; приложение давления для формовки детали; охлаждение; извлечение из формы.
Недостатком известной технологии, принятой за прототип, является отсутствие способа автоматизации процесса изготовления и использование в качестве указанной смолы - фторполимера, а в качестве волокна - углеродное волокно.
Задача, на решение которой направлено заявляемое изобретение, - разработка способа для автоматизированного изготовления деталей из армированных композитов на основе термопластичного связующего материала методом термоштампования.
Поставленная задача была решена за счет того, что в известном способе изготовления деталей из армированных термопластичных материалов методом термоштампования, включающем укладку армированного композита с термопластичным связующим материалом в форму, нагрев до температуры плавления термопластичного полимера препрега и приложение давления для формовки детали, охлаждение, извлечение из формы, согласно изобретению используют систему, включающую загрузочную тележку, печь, в крышке которой расположены нагревательные элементы, роботизированный манипулятор, гидравлический пресс с загрузочным столом, в следующей технологической последовательности: форму с уложенным армированным композитом на основе термопластичного связующего материала помещают на загрузочную тележку, перемещают тележку под крышку печи, при этом крышку с нагревательными элементами опускают на тележку с заготовкой, в печи осуществляют нагрев заготовки до температуры плавления термопластичного полимера препрега, после нагрева заготовки поднимают крышку печи и загрузочную тележку с заготовкой перемещают с помощью роботизированного манипулятора на загрузочный стол гидравлического пресса, загрузочный стол перемещают в рабочую зону пресса, в гидравлическом прессе осуществляют формовку детали, после извлечения детали из гидравлического пресса производят ее механическую обработку, при этом роботизированный манипулятор выполняют с гидравлическим приводом механизмов подъема и захвата или с пневматическим и электрическим приводом исполнительных механизмов и состоит он из рамы, на которой расположен, каретки, осуществляющей перемещение от загрузочной тележки до загрузочного стола пресса с помощью электрического двигателя.
В частности, в качестве формы используют формообразующую оснастку, состоящую из нижней и верхней части.
В частности, нагрев заготовки до температуры плавления термопластичного полимера препрега осуществляют в печи с несколькими независимыми зонами нагрева.
Признаки заявляемого технического решения, отличительные от прототипа: используют систему, включающую загрузочную тележку, печь, в крышке которой расположены нагревательные элементы, роботизированный манипулятор, гидравлический пресс с загрузочным столом, в следующей технологической последовательности: помещают форму с уложенным армированным композитом на основе термопластичного связующего материала на загрузочную тележку; перемещают тележку под крышку печи, при этом крышку с нагревательными элементами опускают на тележку с заготовкой; осуществляют в печи нагрев заготовки до температуры плавления термопластичного полимера препрега; после нагрева заготовки поднимают крышку печи, загрузочную тележку с заготовкой перемещают с помощью роботизированного манипулятора на загрузочный стол гидравлического пресса; загрузочный стол перемещают в рабочую зону пресса; в гидравлическом прессе осуществляют формовку детали; после извления детали из гидравлического пресса производят ее механическую обработку; роботизированный манипулятор выполняют с гидравлическим приводом механизмов подъема и захвата или с пневматическим и электрическим приводом исполнительных механизмов и состоит он из рамы, на которой расположен, каретки, осуществляющей перемещение от загрузочной тележки до загрузочного стола пресса с помощью электрического двигателя; используют в качестве формы формообразующую оснастку, состоящую из нижней и верхней части; осуществляют нагрев заготовки до температуры плавления термопластичного полимера препрега в печи с несколькими независимыми зонами нагрева.
Отличительные признаки в совокупности с известными дают возможность автоматизировать процесс изготовления деталей из армированных композитов с термопластичным связующим материалом методом термоштампования.
Предлагаемый способ иллюстрируется чертежами, представленными на фиг. 1-3.
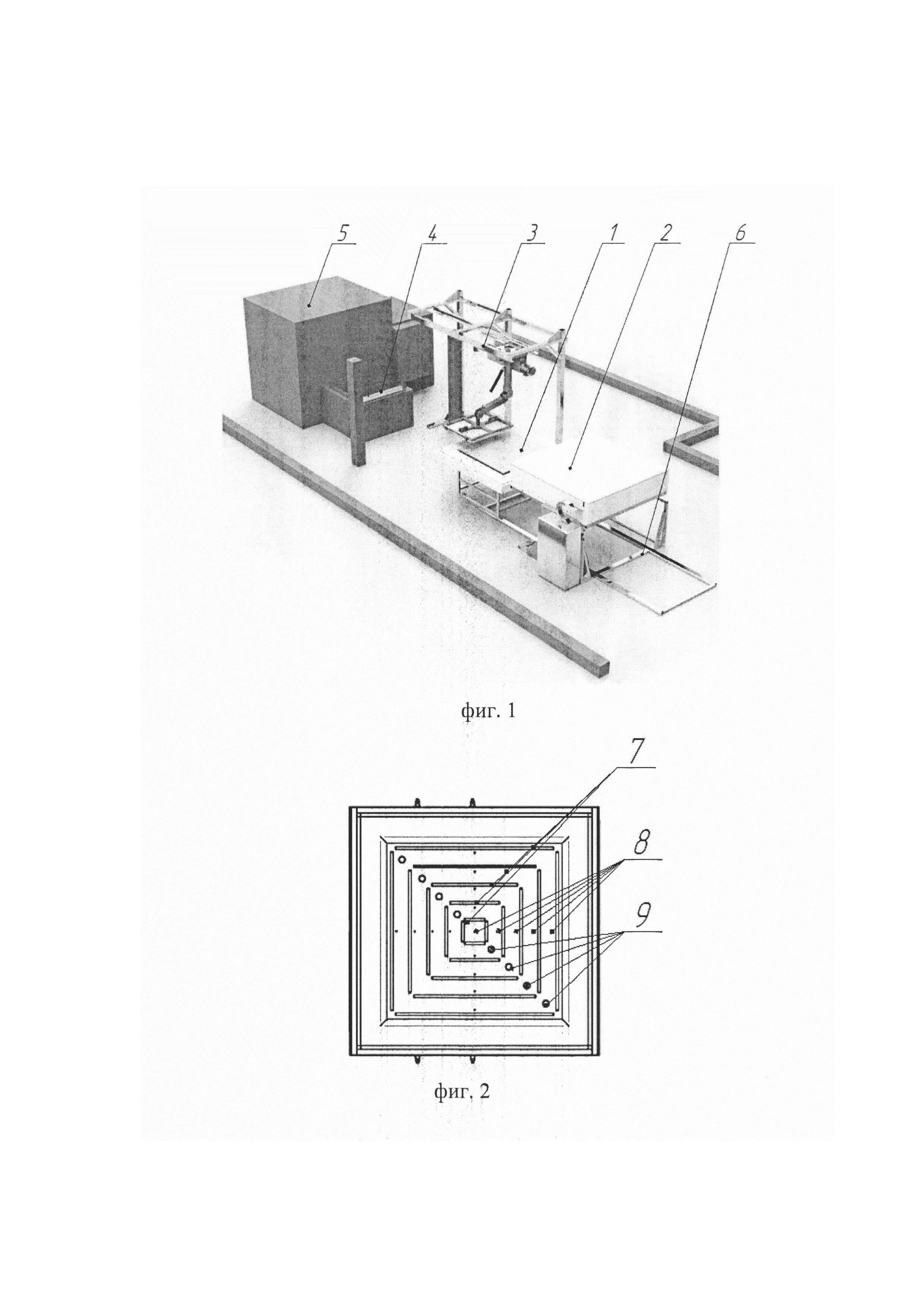
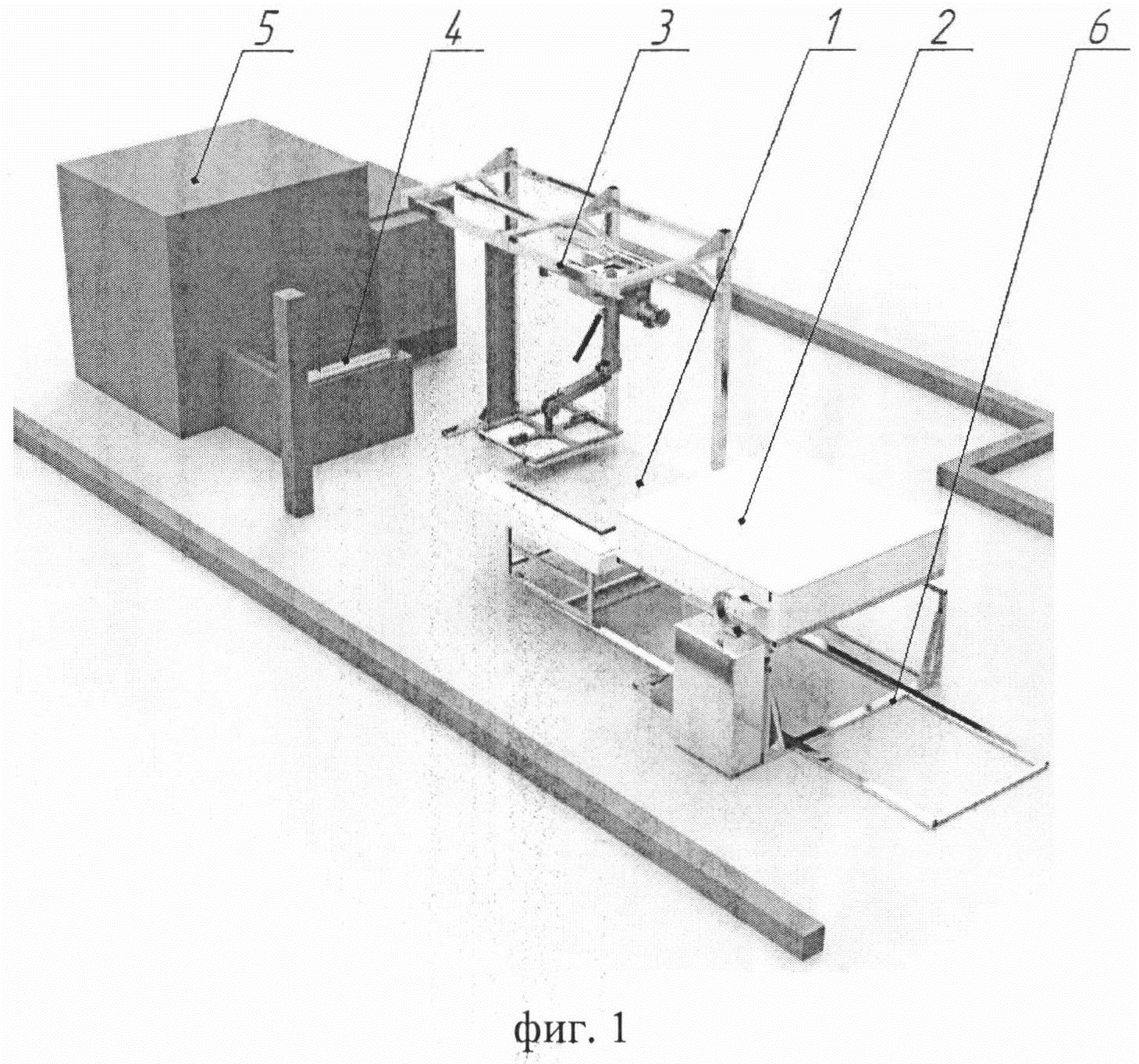
На фиг. 1 представлен общий вид системы для автоматизированного способа изготовления деталей из армированных композитов на основе термопластичного связующего материала методом термоштампования.
На фиг. 2 изображен пример схемы расположения нагревательных элементов.
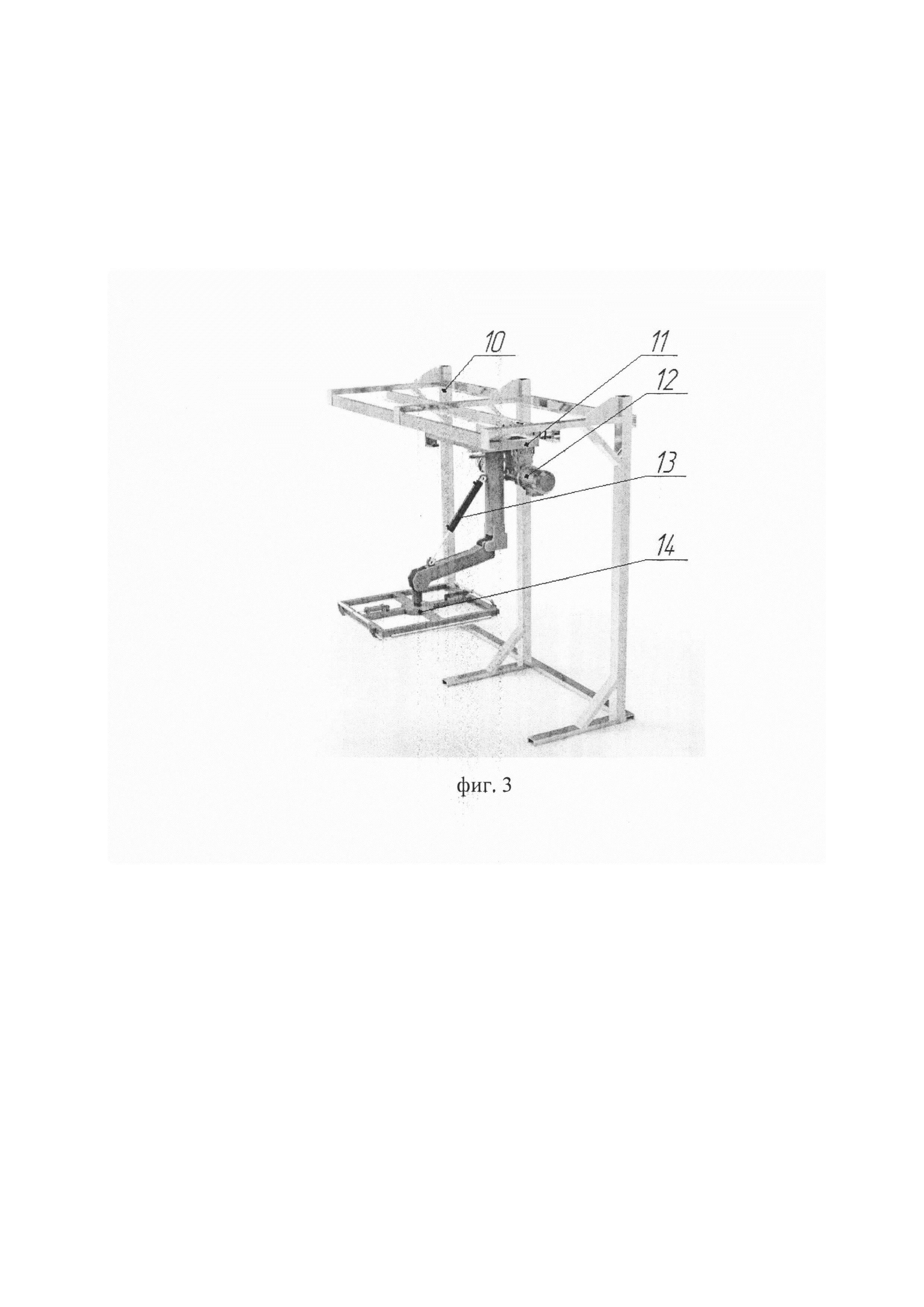
На фиг. 3 проиллюстрирован общий вид манипулятора в исполнении с гидравлическим приводом механизмов подъема и захвата.
Способ изготовления деталей из армированных термопластичных материалов методом теплового прямого прессования осуществляют с использованием системы (фиг. 1), включающей последовательно установленные загрузочную тележку 1, печь для нагрева заготовки 2, роботизированный манипулятор 3, загрузочный стол пресса 4, гидравлический пресс 5. Загрузочная тележка 1 расположена на направляющих рельсах 6 и необходима для размещения заготовки с оснасткой, перемещения заготовки с оснасткой в печь 2 и в зону захвата роботизированного манипулятора 3.
Печь 2 в системе необходима для нагрева термопластичного связующего препрега до температуры плавления. Печь 2 содержит крышку, выполненную с возможностью опускания на загрузочную тележку 1. Нагревательными элементами в печи 2 являются инфракрасные кварцевые лампы с вольфрамовыми нитями накала. Нагревательные элементы расположены в крышке печи 2. На фиг. 2 отображен пример схемы расположения нагревательных элементов. Печь 2 может оснащаться несколькими независимыми нагревательными элементами 7, которые отвечают за нагрев определенной зоны заготовки. Для контроля температуры в зоне нагревательных элементов 7 установлены термопары 8. За контроль температуры зон заготовки отвечают инфракрасные оптические пирометры 9. Наличие в печи 2 независимых зон нагрева позволяет точно настраивать параметры технологического процесса для формовки изделий из термопластичных композитов с различной конфигурацией.
Роботизированный манипулятор 3 в системе необходим для перемещения разогретой заготовки с загрузочной тележки 1 на загрузочный стол 4 пресса 5. На фиг. 3 проиллюстрирован общий вид манипулятора 3 в исполнении с гидравлическим приводом механизмов подъема и захвата. Также предусмотрена возможность использования манипулятора с пневматическим и электрическим приводом исполнительных механизмов. Манипулятор 3 состоит из рамы 10, на которой он расположен, каретки 11, за счет которой осуществляется перемещение от загрузочной тележки 1 до загрузочного стола 4 пресса 5. Электрический двигатель 12 необходим для привода каретки 11. Гидроцилиндр 13 предназначен для привода механизма подъема. Устройство захвата 14 необходимо для фиксации оснастки с заготовкой в манипуляторе 3. Наличие манипулятора 3 в системе для изготовления деталей из армированного термопластичного материала методом прямого прессования позволяет автоматизировать процесс, так как за счет этого манипулятора осуществляется перемещение разогретой заготовки в пресс 5 для осуществления формовки в форме.
Гидравлический пресс 5 оснащен загрузочным столом 4. В гидравлическом прессе 5 предусмотрена возможность подогрева формообразующей оснастки.
Разработанный способ предусматривает использование армированного волокнистого или тканного препрега со связующим материалом в виде термопластичного полимера. В качестве термопластичного полимера могут использоваться полиэфирэфиркетон (ПЭЭК, англ. PEEK) и полифениленсульфид (ПФС, англ. PPS). Возможно использование препрега с армирующим материалом из угле-стеклоткани с различным типом плетения, а также дискретных угле-стекловолокон.
Изготовление детали из армированных композитов с термопластичным связующим материалом методом термоштампования можно разбить на несколько этапов.
Первым этапом является укладка листа из армированного термопластичного препрега в нижнюю часть формообразующей оснастки. Также возможна укладка пакета из нескольких листов препрега в нижнюю часть формообразующей оснастки для создания многослойных деталей. После выкладки материала на заготовку устанавливают верхнюю часть формообразующей оснастки. Формообразующая оснастка располагается на тележке 1.
После этапа выкладки осуществляют перемещение заготовки из термопластичного препрега в печь 2. Тележку 1 перемещают на направляющих рельсового типа под крышку печи 2. Крышка печи 2 опускается на тележку 1 с заготовкой. В печи 2 осуществляют равномерный нагрев заготовки до температуры плавления термопластичного полимера препрега. Для обеспечения равномерности нагрева заготовки в печи 2 предусмотрено наличие нескольких нагревательных зон и оптических бесконтактных инфракрасных пирометров. Обогрев заготовки в печи 2 осуществляют за счет инфракрасных кварцевых нагревательных элементов. Благодаря применению данного типа нагревательных элементов, нагрев заготовки будет осуществляться как за счет потока лучистой энергии, так и за счет разогретого воздуха. Посредством пирометров 9 осуществляют контроль и корректировку температуры заготовки в каждой зоне нагрева. После нагрева заготовки до температуры плавления армированного композита с термопластичным связующим материалом происходит поднятие крышки печи 2. Заготовка с тележкой 1 перемещается в зону захвата манипулятора 3. Манипулятор 3 захватывает заготовку с формообразующей оснасткой и переносит на загрузочный стол 4 гидравлического пресса 5. После установки заготовки загрузочный стол 4 перемещается в рабочую зону пресса 5.
В прессе 5 осуществляют формовку изделия за счет прямого прессования. После прессования осуществляют охлаждение детали до температуры 25°С. Охлажденную деталь извлекают из пресса 5 и отправляют на механическую обработку для удаления технологических припусков, облоев, сверления крепежных отверстий, формирование базовых плоскостей и отверстий.
Преимущество изобретения состоит в том, что оно позволяет изготавливать детали из армированных композитов с термопластичным связующим материалом автоматизированным способом.
Автоматизированный способ изготовления позволяет снизить трудоемкость работ, улучшить показатели производительности, повысить точность изготовления деталей.
Способ оценки охвата пласта системой разработки
Способ определения остаточных напряжений
Способ изготовления звукопоглощающей конструкции
Способ получения сложных эфиров жирных кислот и этанола из жиросодержащих отходов
Механически связный дисперсный грунт
Способ разработки пологих пластов калийных солей комбайновыми комплексами
Способ получения полуцеллюлозы
Способ текстурирования поверхности металла
Способ контроля процесса лазерной обработки металла
Способ лазерной сварки с контролем процесса формирования сварного шва
Способ изготовления звукопоглощающей конструкции
Лопасть воздушного винта с управляемой геометрией профиля
Составная звукопоглощающая панель
Резонансная ячейка для гашения акустических волн

