СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУКТА В ПЛЕНОЧНОМ РУКАВЕ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу активирования усадочных свойств многослойной пленки и к способу изготовления продукта в пленочном рукаве.
Уровень техники
Усадочные пленки обычно применяются для маркировки продуктов, таких как пластмассовые контейнеры или стеклянные бутылки. Примеры продуктов, маркированных с помощь усадочной пленки, включают флаконы для моющих средств, контейнеры для молока и йогурта, банки для варенья и медицинскую тару.
Усадочные пленки и, в частности, термоусадочные пленки предназначаются для того, чтобы сжиматься или стягиваться при нагревании и при этом по существу приходить в соответствие с формой продукта, для маркировки которого данная пленка применяется.
Известно активирование усадочных свойств термоусадочной пленки с помощью пара и/или горячего воздуха, например, при переносе ярлыка и продукта через туннель, снабжаемый паром и/или горячим воздухом. Например, в патентном документе US 2008/0197540 Al раскрывается многослойная пленка, которая может быть обжата вокруг изделия в нагревательном канале с помощью пара или горячего воздуха. Однако применение горячего пара и/или горячего воздуха для маркировки продуктов сопряжено с некоторыми недостатками. Например, горячий пар и/или воздух могут нежелательным образом нагревать содержащийся внутри продукта материал. Кроме того, усадка ярлыков с помощью горячего пара и/или воздуха часто не приводит к полному соответствию всем контурам продукта, особенно если продукт имеет сложную форму.
Известно также применение для сжатия усадочной пленки ультрафиолетового излучения. Такая пленка в типичном случае содержит материал, способный поглощать ультрафиолетовое излучение. Когда такой материал поглощает ультрафиолетовое излучение, может генерироваться тепло, и именно это выделившееся тепло заставляет усадочную пленку сокращаться. В US 2005/0142313 Al, например, раскрывается способ усадки пленки, который содержит этапы обеспечения наличия усадочной пленки и воздействия на такую пленку лучистой энергией, подходящей с точки зрения активирования способности пленки сокращаться. Пленка содержит материал одностенных углеродных нанотрубок в качестве фототермического материала. Эффективное количество лучистой энергии может содержать, например, один или несколько видов из следующих видов излучения: видимый свет, инфракрасное излучение, ультрафиолетовое излучение, микроволновое излучение и радиоволны.
Типичные устройства испускания ультрафиолетового излучения известны из US 2007/0235689 Al, US 2007/006924 Al, US 4,859,903, EP 1067166 A2 и US 2006/0138387 Al.
Настоящее изобретение нацелено на усовершенствование способа активирования усадочных характеристик многослойной пленки.
Краткое изложение существа изобретения
Настоящее изобретение обеспечивает способ активирования усадочных характеристик многослойной пленки, в котором:
- обеспечивают наличие многослойной пленки, содержащей по меньшей мере пленку основного слоя, которая содержит усадочную пленку, и фототермический слой, связанный с пленкой основного слоя и содержащий фототермический материал,
- воздействуют на многослойную пленку электромагнитным излучением, с тем чтобы фототермический материал сжал многослойную пленку; при этом
- электромагнитное излучение содержит ультрафиолетовое излучение, имеющее пиковую длину волны между 200 нм и 399 нм, и
- по меньшей мере 90% ультрафиолетового излучения находится в пределах полосы длин волн, составляющей ±30 нм от пиковой длины волны.
Данный способ обладает преимуществом обеспечения улучшенного сжатия многослойной пленки. Например, способ дает более однородную усадку многослойной пленки.
Способ настоящего изобретения включает воздействие ультрафиолетовым излучением, причем по меньшей мере 90% ультрафиолетового излучения попадает в полосу ±30 нм от пиковой длины волны. Это означает, что 90% всего используемого УФ-излучения оказывается в 60 нм диапазоне.
Если интенсивность ультрафиолетового излучения, применяемого в способе по настоящему изобретению, представить на графике в зависимости от длины волны ультрафиолетового излучения, на этом графике будет максимум для пиковой длины волны. Кроме того, по меньшей мере 90% общей интенсивности ультрафиолетового излучения попадает в диапазон ±30 нм от этого пика на графике.
В некоторых вариантах осуществления настоящего изобретения фототермический слой содержит белый пигмент, поглощающий ультрафиолетовое излучение (например, диоксид титана). Например, фототермический слой может быть образован посредством печати на пленке основного слоя краски, содержащей белый пигмент. В качестве варианта, фототермический слой может быть образован ультрафиолетовым поглотителем, таким как бензотриазол, который способен поглощать ультрафиолетовое излучение. И в этом случае на пленке основного слоя может быть нанесена печать композицией прозрачного лака, содержащей указанный УФ-поглотитель.
В других вариантах фототермический слой может содержать композицию прозрачного лака, содержащую ультрафиолетовый поглотитель, и композицию печатной краски (содержащей белый пигмент). Например, если многослойная пленка содержит также слой внешнего оформления и поверх этого слоя обеспечивается фототермический слой, такой фототермический слой может быть образован прозрачным лаком, а композиция белой краски может быть обеспечена ниже слоя внешнего оформления на его обратной стороне для повышения контрастности и яркости слоя внешнего оформления.
В некоторых вариантах по меньшей мере 90% ультрафиолетового излучения находится в пределах полосы, составляющей ±10 нм от пиковой длины волны.
В предпочтительном варианте осуществления изобретения электромагнитное излучение может включать ультрафиолетовое излучение, имеющее пиковую длину волны 365 нм, или 385 нм, или 395 нм, при этом по меньшей мере 75% ультрафиолетового излучения находится в пределах ширины полосы, составляющей ±10 нм от пиковой длины волны.
В одном более предпочтительном варианте электромагнитное излучение может включать ультрафиолетовое излучение, имеющее пиковую длину волны 365 нм или 385, при этом по меньшей мере 90% ультрафиолетового излучения находится в пределах ширины полосы ±10 нм от пиковой длины волны.
Предпочтительно ультрафиолетовое излучение испускается светодиодным ультрафиолетовым (LED-UV) излучателем.
Такое ультрафиолетовое излучение предпочтительно имеет пиковую длину волны между 300 нм и 395 нм, более предпочтительно между 350 нм и 390 нм. Например, пиковая длина волны может находиться на 365 нм, 385 нм или 395 нм, при этом предпочтительны 365 нм и 385 нм.
В предпочтительных вариантах осуществления изобретения пленка основного слоя по существу не содержит фототермического материала. Пленка основного слоя может быть многослойной ламинированной пленкой основного слоя. Предпочтительно такая основная пленка содержит более 95% термопластичной смолы.
В контексте настоящей заявки выражение «по существу» подразумевает по меньшей мере 90% обозначенного количества, более предпочтительно по меньшей мере 95% обозначенного количества и наиболее предпочтительно по меньшей мере 98% обозначенного количества.
В вариантах настоящего изобретения фототермический слой может быть в непосредственном контакте с пленкой основного слоя. Однако в других вариантах фототермический слой может быть в опосредованном контакте с основной пленкой. Например, фототермический слой может соединяться с основной пленкой через промежуточный слой внешнего оформления.
Предпочтительно, многослойная пленка способна поглощать по меньшей мере 50% ультрафиолетового излучения, исходя из данных по пропусканию и отражению, измеренных согласно ISO13468-2. Фототермический слой предпочтительно поглощает по меньшей мере 50% ультрафиолетового излучения, более предпочтительно по меньшей мере 60%, наиболее предпочтительно по меньшей мере 70%, исходя из данных по пропусканию и отражению, измеренным согласно ISO13468-2.
В некоторых вариантах настоящего изобретения фототермический слой является многослойным, и по меньшей мере один из этих фототермических слоев имеет коэффициент поглощения ультрафиолетового излучения по меньшей мере 50%, вычисленный исходя из данных по пропусканию и отражению, полученным согласно ISO13468-2.
Предпочтительно многослойная пленка содержит слой внешнего оформления, связанный с пленкой основного слоя и/или фототермическим слоем и содержащий композицию цветной печатной краски. В некоторых вариантах осуществления изобретения слой внешнего оформления может быть фототермическим слоем.
Предпочтительно слой внешнего оформления имеет непрерывный характер с пленкой основного слоя и/или фототермическим слоем.
Однако в некоторых воплощениях слой внешнего оформления может образовывать рисунок из дискретных участков, а многослойная пленка, содержащая основной слой, фототермический слой и слой внешнего оформления, усаживается по существу однородно, вне зависимости от этого рисунка. В данном контексте «по существу» означает, что независимо от рисунка усаживается по меньшей мере 90% пленки основного слоя. Фототермический слой может быть прерывистым, но предпочтительно является непрерывным.
Предпочтительно фототермический слой и/или слой внешнего оформления наносятся печатью. Фототермический слой в типичном случае может быть образован покрытием пленки основного слоя, содержащего усадочную пленку, типографской краской. Покрытие пленки основного слоя выполняется с помощью известной или стандартной методики печати. Методика печати может быть стандартной методикой и предпочтительно выбирается в типичном случае из глубокой печати и флексографической печати. Фототермическая печатная краска, наносимая для образования фототермического слоя, может содержать, но при этом не ограничивается ими - фототермическим материалом, связующей смолой, растворителем и другими добавками. Растворитель в типичном случае испаряется, по меньшей мере частично, после осаждения печатной краски на пленке основного слоя. Это приводит к получению фототермической композиции на пленке основного слоя, при этом такая фототермическая композиция содержит связующую смолу, фототермический материал и другие добавки. Растворитель может быть выбран из обычно применяемых в типографских красках растворителей, которые иллюстрируются органическими растворителями, такими как толуол, ксилолы, метилэтилкетон, этилацетат, метиловый спирт, этиловый спирт и изопропиловый спирт; а также водой.
Подходящая для применения связующая смола иллюстрируется, но не ограничивается ими, акрилатными смолами, уретановыми смолами, полиамидными смолами, винилхлорид-винилацетатными сополимерными смолами, целлюлозными смолами и нитроцеллюлозными смолами.
Фототермический материал содержит поглотитель ультрафиолетового излучения, выбираемый из (белого) диоксида титана (TiO2); (черного) сажи; (синего) фталоцианида; (малинового) хинакридона, дикетопирролопирола, азопигмента на нафтоловой основе, антрахинона; (желтого) азопигмента на ацетоуксусной кислотной и/или ангидридной основе; диоксазинового и бензотриазольного УФ-абсорбера; и их комбинаций. Каждый из фототермических материалов, связующих смол и растворителей в каждой категории может применяться индивидуально или в комбинации.
В фототермической композиции предпочтительна белая композиция печатной краски, содержащая диоксид титана. Когда требуется прозрачный основной дизайн, в качестве фототермической композиции предпочтительно применяется композиция прозрачного лака, содержащая ультрафиолетовый абсорбер.
Толщина фототермического слоя может выбираться внутри широких пределов, так как толщина особенно критической не является. Тем не менее, наиболее предпочтительна толщина фототермического слоя от 0,1 до 10 мкм.
Слой внешнего оформления в соответствии с некоторыми вариантами осуществления настоящего изобретения определяется как слой, который отображает такие сведения, как торговая марка, иллюстрация, инструкция по обращению и т.п. Слой внешнего оформления в типичном случае может быть образован покрытием усадочной пленки цветной печатной краской. Такое покрытие выполняется с помощью известной или обычной техники печатания и предпочтительно выбирается из глубокой печати и флексографической печати. Цветная печатная краска, наносимая для образования слоя внешнего оформления, может содержать, но при этом не ограничивается ими - фототермический материал, связующую смолу, растворитель и другие добавки. Подходящая для применения связующая смола иллюстрируется, но не ограничивается, акрилатными смолами, уретановыми смолами, полиамидными смолами, винилхлорид-винилацетатными сополимерными смолами, целлюлозными смолами и нитроцеллюлозными смолами. Подходящие для применения в слое внешнего оформления пигменты включают, но не ограничиваются белыми пигментами, такими как оксид титана (диоксид титана); пигментами цвета индиго, такими как голубой фталоцианин меди, и другими красящими пигментами, такими как сажа, каолин и слюда. Эти пигменты могут выбираться и применяться согласно предусмотренному назначению. Пигмент может также выбираться из пигментов наполнителя, в типичном случае используемых для регулирования блеска. Подходящие пигменты наполнителя включают, но при этом не ограничиваются ими, оксид алюминия, карбонат кальция, сульфат бария, диоксид кремния и акриловые гранулы. Пигмент может действовать как фототермический материал. Уровень его эффективности различается в зависимости от данного пигмента. Растворитель может быть выбран из обычно применяемых в типографских красках растворителей, которые иллюстрируются органическими растворителями, такими как толуол, ксилолы, метилэтилкетон, этилацетат, метиловый спирт, этиловый спирт и изопропиловый спирт; а также водой. Каждый из таких пигментов, связующих смол и растворителей в каждой категории может применяться индивидуально или в комбинации.
Слой внешнего оформления может иметь любую толщину, которая не является критической, но предпочтительно находится в диапазоне от 0,1 до 10 мкм.
Пленка основного слоя в соответствии с изобретением содержит усадочную пленку. Подходящая для применения в данном способе усадочная пленка содержит слой, который служит в качестве подложки для ярлыка и который обладает прочностными свойствами и способностью к усадке. Подходящие для применения в усадочной пленке одна или несколько термопластичных смол в типичном случае могут надлежащим образом выбираться в соответствии с требуемыми свойствами и стоимостью.
Примеры таких смол включают, но не ограничиваются полиэфирными смолами, олефиновыми смолами, стироловыми смолами, поливинилхлоридами, полиамидными смолами и акрилатными смолами. Усадочная пленка предпочтительно изготавливается из полиэфирной пленки, полистирольной пленки или из многослойной ламинированной пленки, получаемой из этих пленок.
Примеры полиэфирных смол, пригодных здесь для применения, включают полиэтилентерефталатные (PET) смолы, полиэтилен-2,6-нафталиндикарбоксилаты (PENs) и полимолочные кислоты (PLAs), из которых предпочтительными являются полиэтилентерефталатные (PET) смолы. Предпочтительные примеры стирольных смол включают регулярные полистиролы, бутадиен-стирольные сополимеры (SBSs) и сополимеры стирола, бутадиена и изопрена (SBISs).
Пригодная для применения усадочная пленка может быть однослойной пленкой или многослойной ламинированной пленкой, включающей два или большее количество слоев пленки, в типичном случае соответственно требуемым свойствам и предполагаемому применению. В случае применения многослойной ламинированной пленки такая многослойная ламинированная пленка может включать два или более различных слоев пленки, изготовленных из двух или более различных смол, соответственно.
Для того, чтобы показывать способность к усадке, усадочная пленка предпочтительно является одноосно, двухосно или многоосно ориентированной пленкой. Когда усадочная пленка является многослойной ламинированной пленкой, включающей два или более пленочных слоев, предпочтительно ориентированным является по меньшей мере один пленочный слой указанной многослойной ламинированной пленки. Когда все слои пленки совсем не являются или являются лишь слабо ориентированными, усадочная пленка может не проявлять достаточных усадочных свойств. Усадочная пленка предпочтительно является одноосно или двухосно ориентированной пленкой и еще более предпочтительно пленка является по существу ориентированной в поперечном направлении или в направлении экструзии пленки. Другими словами, усадочная пленка предпочтительно ориентирована по существу одноосно в поперечном направлении или в направлении экструзии. Это направление главной ориентации предпочтительно совпадет с направлением по периферийной окружности рукава или термоусадочной этикетки ROSO).
Усадочная пленка может быть изготовлена в соответствии со стандартной методикой, такой как получение пленки при использовании расплавленного материала или образование пленки с помощью раствора. Независимым образом, также пригодной для применения является коммерчески доступная усадочная пленка. При необходимости поверхность усадочной пленки может быть подвергнута обычной обработке для подготовки поверхности, такой как обработка в коронном разряде и/или грунтующая обработка. Ламинирование усадочной пленки в случае ламинированной структуры может быть выполнено согласно стандартной методике, такой как совместная экструзия или сухое ламинирование. Ориентация усадочной пленки может быть обеспечена двухосным вытягиванием в направлении экструзии (MD) и в поперечном направлении (TD) или же одноосным вытягиванием в направлении экструзии или в поперечном направлении. Вытягивание может выполняться путем вытягивания вальцами, вытягивания с помощью ширильной рамы или посредством трубоволочения. Вытягивание часто выполняется посредством выполнения вытягивания в зависимости от необходимости в направлении экструзии и вытягивания после этого в поперечном направлении, каждое из которых проводится при температуре от около 70°C до около 100°C. Степень вытяжки в направлении экструзии может составлять от около 1,01 до около 1,5 раз и предпочтительно от около 1,05 до около 1,3 раза. Степень вытяжки в поперечном направлении экструзии может составлять от около 3 до около 8 раз и предпочтительно от около 4 до около 7 раз.
Хотя не критично, толщина усадочной пленки предпочтительно составляет от 10 до 100 мкм, более предпочтительно от 20 до 80 мкм и еще более предпочтительно от 20 до 60 мкм. Усадочная пленка может быть трехслойной пленкой, включающей основной слой и поверхностные слои. В этом случае соотношение по толщине между основным слоем и поверхностными слоями [(поверхностный слой)/(основной слой)/(поверхностный слой)] предпочтительно составляет от 1/2/1 до 1/10/1. В случае, если применяется пятислойная усадочная пленка, соотношение по толщине между основным слоем и поверхностными слоями [(поверхностный слой)/(основной слой)/(поверхностный слой)] предпочтительно составляет от 1/0,5 к 2/2 до от 10/0,5 к 2/1.
Усадочная пленка без фототермического слоя может быть усаживаемой или может быть неусаживаемой в ультрафиолетовом свете. Усадочная пленка может быть полностью усаживаемой для объединения с фототермическим слоем. Процентная доля усадки усадочной пленки при воздействии ультрафиолетовым излучением в 6,0 Дж/см2 (таком как ультрафиолетовое излучение с длиной волны 365 нм при 3,3 Вт/см2 или с длиной волны 385 нм при 5,5 Вт/см2) в ее главном направлении ориентации предпочтительно составляет менее 5%. Хотя и не являясь критической, процентная доля теплового сжатия усадочной пленки в ее главном направлении ориентации предпочтительно составляет менее 10% в горячей воде при 60°C в течение 10 секунд, более предпочтительно менее 10% в воде при температуре 70°C в течение 10 секунд, еще более предпочтительно менее 10% в воде при температуре 80°C в течение 10 секунд и наиболее предпочтительно менее 10% в воде при температуре 90°C в течение 10 секунд. Когда усадочная пленка имеет процентную долю теплового сжатия в ее главном направлении ориентации, превышающую указанные выше предпочтительные диапазоны, устойчивость при хранении оказывается выше, а риск непредусмотренной усадки в процессе транспортировки снижается. Дополнительное преимущество настоящих вариантов заключается в ограниченной или даже отсутствующей усадке при температуре окружающей среды в ходе транспортировки.
Хотя и не являясь критической, процентная доля теплового сжатия усадочной пленки в ванне с горячим глицерином при 150°C в течение 10 секунд в ее главном направлении ориентации предпочтительно составляет по меньшей мере 30%. С точки зрения доступности также может быть выбрана усадочная пленка, имеющая по меньшей мере 40% тепловое сжатие в воде при 90°C в течение 10 секунд.
Процентная доля усадки основного слоя под действием ультрафиолетового излучения в 6,0 Дж/см2 (такого, как ультрафиолетовое излучение с длиной волны 365 нм при 3,3 Вт/см2 или с длиной волны 385 нм при 5,5 Вт/см2) в его главном направлении ориентации предпочтительно составляет менее 5%. Хотя и не являясь критической, процентная доля теплового сжатия основного слоя в его главном направлении ориентации предпочтительно составляет менее 10% в воде при 60°C в течение 10 секунд, более предпочтительно менее 10% в воде при 70°C в течение 10 секунд, еще более предпочтительно менее 10% в воде при 80°C в течение 10 секунд и наиболее предпочтительно менее 10% в воде при 90°C в течение 10 секунд. Когда основной слой имеет процентную долю теплового сжатия в главном направлении ориентации, превышающую указанные выше предпочтительные диапазоны, устойчивость при хранении оказывается выше, а риск непредусмотренной усадки в процессе транспортировки снижается.
Хотя и не являясь критической, процентная доля теплового сжатия основного слоя в ванне с горячим глицерином при 150°C в течение 10 секунд в его главном направлении ориентации предпочтительно составляет по меньшей мере 30%. С точки зрения доступности также может быть выбрана пленка основного слоя, имеющая по меньшей мере 40% теплового сжатия в горячей воде при 90°C в течение 10 секунд.
Процентная доля сжатия многослойной пленки в ее главном направлении ориентации, достигаемая воздействии ультрафиолетовым излучением в 6,0 Дж/см2 (например, ультрафиолетовое излучение с длиной волны 365 нм при 3,3 Вт/см2 или длиной волны 385 нм при 5,5 Вт/см2), предпочтительно отвечает по меньшей мере 15%, более предпочтительно от 30% до 80% и еще более предпочтительно от 50% до 80%. Этот вариант приводит к более высокой общей усадке после усадочной обработки, что является благоприятным для обжатия рукавом контейнеров или бутылок, имеющих неправильную форму. Когда многослойная пленка имеет процентную долю сжатия под действием ультрафиолетового излучения в главном направлении ориентации, превышающую указанные выше предпочтительные диапазоны, такая пленка при ее усадке по существу полностью соответствует по существу всем контурам продукта, предназначенного для обжатия пленочным рукавом, в частности, когда такой продукт имеет сложную форму.
Хотя и не являясь критической, процентная доля теплового сжатия многослойной пленки в ее главном направлении ориентации предпочтительно составляет менее 10% в горячей воде при 60°C в течение 10 секунд, более предпочтительно менее 10% в воде при 70°C в течение 10 секунд, еще более предпочтительно менее 10% в воде при 80°C в течение 10 секунд и наиболее предпочтительно менее 10% в воде при 90°C в течение 10 секунд. Когда многослойная пленка имеет процентную долю теплового сжатия в ее главном направлении ориентации, превышающую указанные выше предпочтительные диапазоны, устойчивость при хранении оказывается выше, а риск непредусмотренной усадки в процессе транспортировки снижается.
Хотя и не являясь критической, процентная доля теплового сжатия многослойной пленки в ванне с горячим глицерином при 150°C в течение 10 секунд в ее главном направлении ориентации предпочтительно составляет по меньшей мере 30%. С точки зрения доступности также может быть выбрана многослойная пленка, имеющая по меньшей мере 40% теплового сжатия в горячей воде при 90°C в течение 10 секунд.
В данном контексте понятие «главное направление ориентации» относится к направлению, в котором в основном осуществляется процесс вытягивания пленки (то есть направление, в котором процентная доля теплового сжатия является наибольшей), и, когда усаживаемый ярлык представляет собой трубчатый усаживаемый ярлык, главное направление ориентации в целом будет совпадать с направлением по ширине пленки.
Процентная доля сжатия многослойной пленки в направлении, перпендикулярном главному направлению ориентации, при воздействии ультрафиолетового излучения в 6,0 Дж/см2 (365 нм при 3,3 Вт/см2 или 385 нм при 5,5 Вт/см2) предпочтительно составляет от около -10% до около 50%, более предпочтительно от -10% до 20% и наиболее предпочтительно от -5% до 10% или от -5% до 3%, хотя эти процентные доли критически важными не являются.
Прозрачность усадочной пленки, предназначенной для применения в вариантах, в которых усадочная пленка является прозрачной пленкой, предпочтительно составляет менее 15,0, более предпочтительно менее 10,0 и наиболее предпочтительно менее 5,0 в терминах мутности (%), определяемой в соответствии с ISO14782. Усадочная пленка в случае, если она имеет мутность 15 или более, может затемнять печать и таким образом приводить к недостаточному декоративному эффекту, когда печать должна просматриваться через усадочную пленку. Если мутность усадочной пленки находится в пределах предпочтительных диапазонов, в некоторых вариантах оказывается возможным нанесение печати на задней стороне.
В некоторых вариантах пленка основного слоя может иметь степень растяжения (отношение ST), равную по меньшей мере трем в одном или нескольких направлениях.
Многослойная пленка предпочтительно имеет усадку под действием ультрафиолетового излучения, составляющую по меньшей мере 15% в главном направлении усадки, достигаемую при воздействии ультрафиолетовым излучением в 6,0 Дж/см2.
Основной слой предпочтительно имеет усадку под действием ультрафиолетового излучения, составляющую по меньшей мере 5% в главном направлении усадки, достигаемую при воздействии ультрафиолетовым излучением в 6,0 Дж/см2.
Пленка основного слоя имеет свободную усадку в главном направлении усадки менее 10% после погружения на 10 с в воду при 60°C.
В некоторых воплощениях фототермический слой может содержать фототермическую композицию, содержащую одну или несколько связующих смол и от 3 до 80 масс.% фототермического материала относительно массы фототермического слоя.
Фототермический материал может содержать поглотитель ультрафиолетового излучения, выбираемый из (белого) диоксида титана (TiO2); (черного) сажи; (синего) фталоцианида; (малинового) хинакридона, дикетопирролопирола, азопигмента на нафтоловой основе, антрахинона; (желтого) азопигмента на ацетоуксусной кислотной и/или ангидридной основе; диоксазинового и бензотриазольного УФ-абсорбера; УФ-абсорберов бензотриазольного, бензофенонового, салицилатного, триазинового и/или цианакрилатного типа и их комбинаций.
В вариантах осуществления изобретения фототермическая композиция фототермического слоя может содержать композицию белой печатной краски, содержащую от 20 до 80 масс.% диоксида титана относительно фототермического слоя. В качестве варианта или помимо этого, фототермическая композиция фототермического слоя может содержать композицию прозрачного лака, содержащую ультрафиолетовый поглотитель на основе бензотриазола.
Примеры ультрафиолетовых поглотителей или органических фототермических материалов включают соединения ультрафиолетовых абсорберов бензофенонового типа, такие как 2-гидрокси-4-метоксибензофенон (например, Cyasorb UV 9) и 2-гидрокси-4-октоксибензофенон (например, Cyasorb 531 и CibaR CHIMASSORBR 81). Другие примеры УФ-поглотителей включают соединения ультрафиолетовых поглотителей бензотриазольного типа, такие как 2-(2'-гидрокси-3'-трет-бутил-5'-метилфенил)-5-хлорбензотриазол, 2-(2H-гидрокси-3,5-ди-трет-амилфенил)бензотриазол, 2-(2-гидрокси-5-трет-октилфенил)бензотриазол, 2-(2H-гидрокси-3,5-ди-трет-бутилфенил)бензотриазол, 2-(2-гидрокси-5-метилфенил)бензотриазол и 2-[2-гидрокси-3,5-ди-(l,l-диметилбензил)фенил]-2H-бензотриазол. Другие примеры поглотителей ультрафиолетового излучения включают п-аминобензойную кислоту (PABA), авобензон, 3-бензилиденкамфору, бензилиденкамфорсульфокислоту, бисимидазилат, камфорбензалконийметосульфат, циноксат, диэтиламиногидроксибензоилгексилбензоат, диэтилгексилбутамидотриазон, диметикодиэтилбензальмалонат (Parsol SLX), диоксибензон, дрометризолтрисилоксан, экамсул, энсулизол, гомосалат, изоамил-п-метоксициннамат, 4-метилбензилиденкамфору, метилантранилат, октокрилен, октилдиметил-PABA, октилметоксициннамат, октилсалицилат, октилтриазон, оксибензон, PEG-25 (полиэтиленгликоль), PABA, полиакриламидометилбензилиденкамфору, сулисобензон, бисэтилгексилоксифенолметоксифенолтриазин (например, Tinosorb S), метилен-бис-бензотразолилтетраметилбутилфенол (например, Tinosorb M) и троламинсалицилат.
Согласно второму объекту настоящего изобретения, предлагается способ изготовления продукта в пленочном рукаве, включающий размещение рукава вокруг указанного продукта, причем указанный рукав содержит многослойную пленку, содержащую по меньшей мере одну пленку основного слоя, содержащую усадочную пленку и фототермический слой, связанный с пленкой основного слоя и содержащий фототермический материал,
- воздействуют электромагнитным излучением на указанный рукав, с тем чтобы фототермический материал сжал многослойную пленку; при этом
- электромагнитное излучение содержит ультрафиолетовое излучение, имеющее пиковую длину волны между 200 нм и 399 нм, и
- по меньшей мере 90% ультрафиолетового излучения находится в пределах полосы длин волн, составляющей ±30 нм от пиковой длины волны.
Предпочтительно рукав получают в плоском виде и обертывают вокруг оправки, вследствие чего две краевые части рукава, предназначенные для скрепления, перекрываются и/или входят в контакт друг с другом на участке шва и затем указанные края скрепляются для получения трубчатого рукава, после чего рукав раскрывают и выталкивают около продукта.
Рукав предпочтительно получают в плоском виде и обертывают вокруг продукта, вследствие чего две краевые части рукава, предназначенные для скрепления, перекрываются и/или входят в контакт друг с другом на участке шва, а затем края запечатываются для получения рукава. В качестве варианта, рукаву может быть заранее придана трубчатая форма и его размещают вокруг продукта.
Предпочтительно по меньшей мере одна из краевых частей не содержит фототермического слоя на участке шва. Это обеспечивает уменьшенное сжатие пленки на участке шва и приводит к более высокой прочности соединения между краевыми частями.
В некоторых вариантах продукт может иметь по существу цилиндрическую форму, содержащую часть с большим диаметром и часть с меньшим диаметром, и рукав покрывает по меньшей мере часть большого диаметра и часть меньшего диаметра. В этих вариантах периферийная окружность части с меньшим диаметром может составлять между 15 и 70% периферийной окружности части с большим диаметром.
Краткое описание чертежей
Прилагаемые фигуры предназначаются для иллюстрирования неограничивающих воплощений настоящего изобретения.
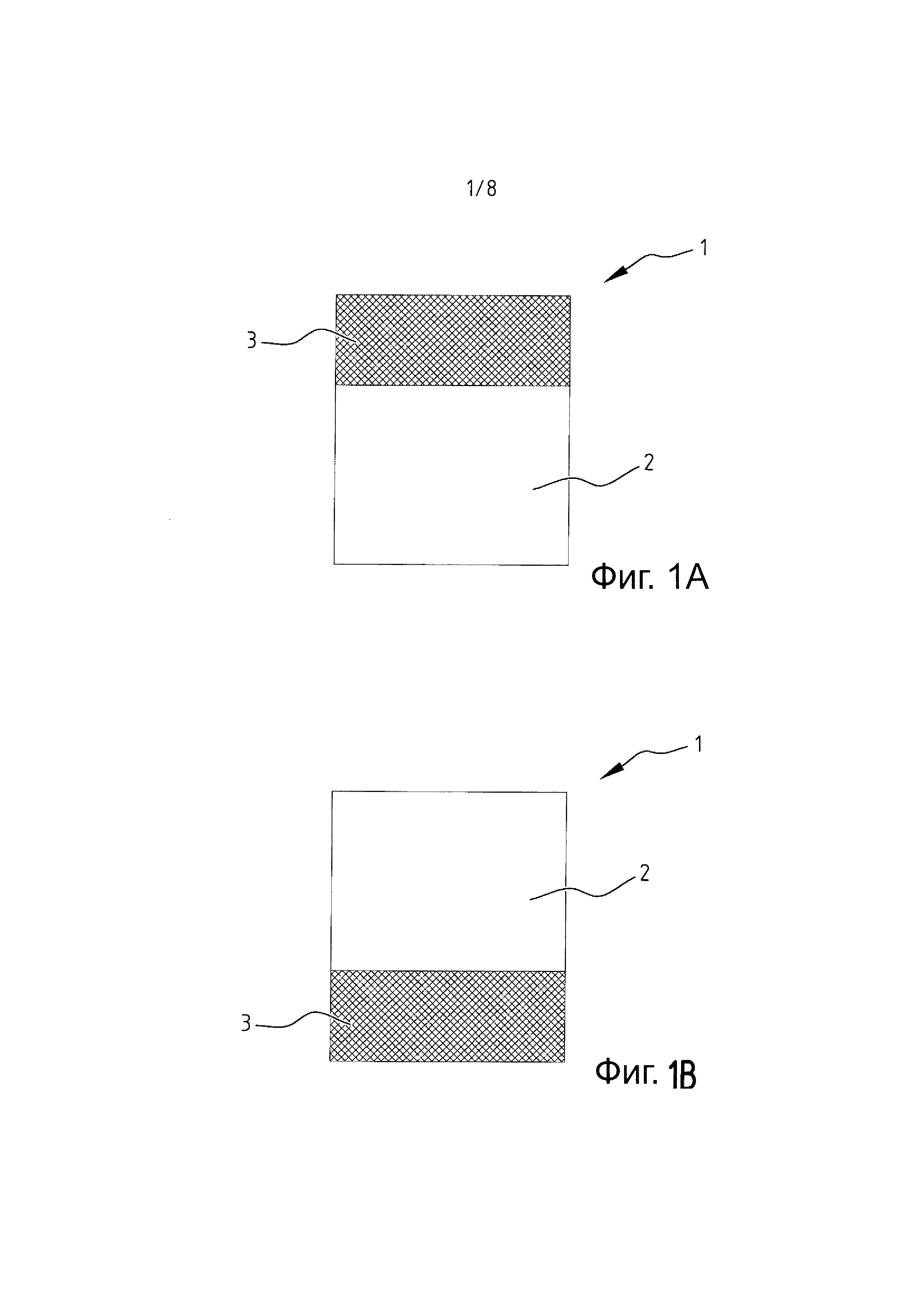
Фигура 1A - схематическое представление поперечного сечения в первом варианте многослойной пленки по настоящему изобретению.
Фигура 1B - схематическое представление поперечного сечения во втором варианте многослойной пленки по настоящему изобретению.
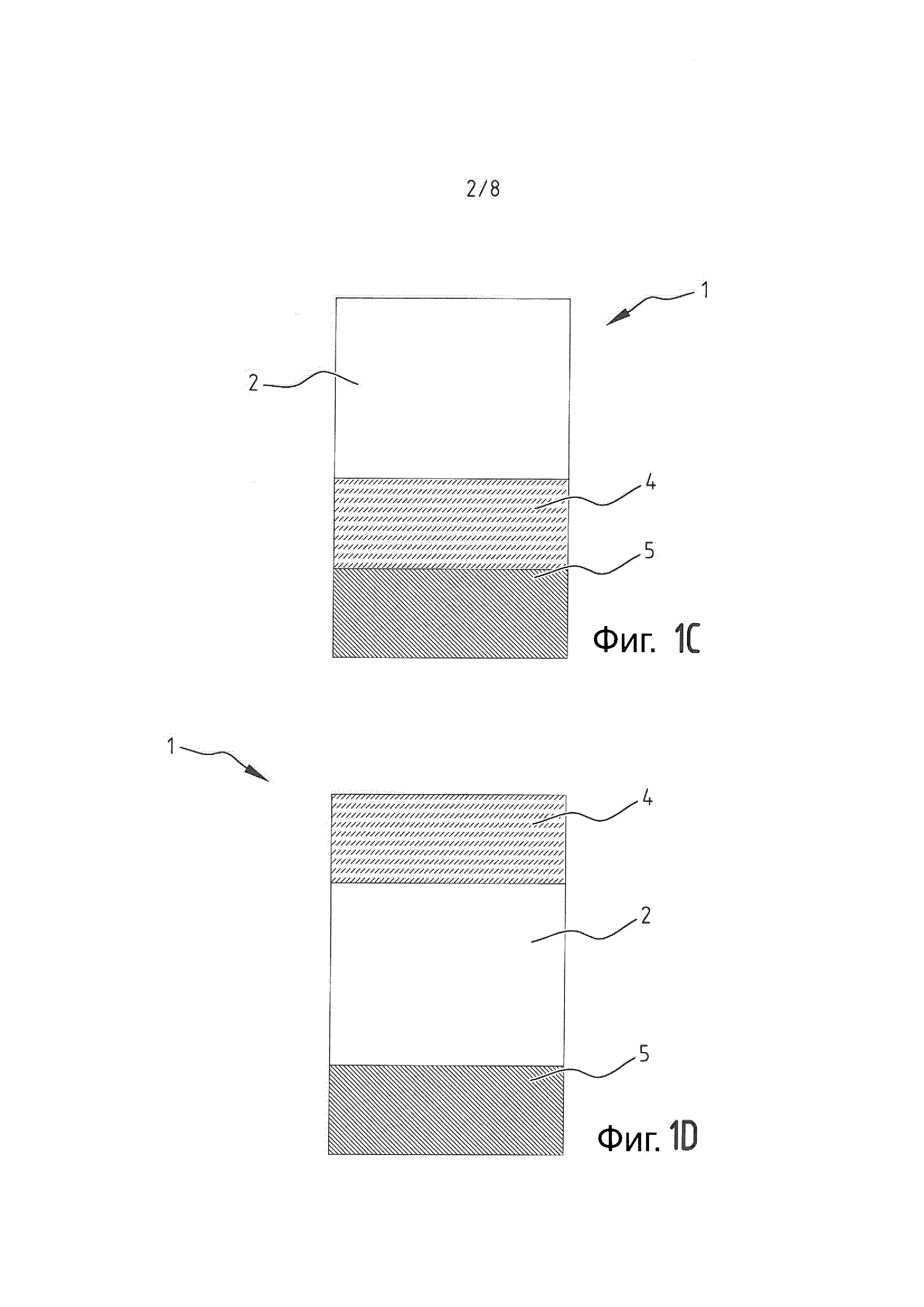
Фигура 1C - схематическое представление поперечного сечения в третьем варианте многослойной пленки по настоящему изобретению.
Фигура 1D - схематическое представление поперечного сечения в четвертом варианте многослойной пленки по настоящему изобретению.
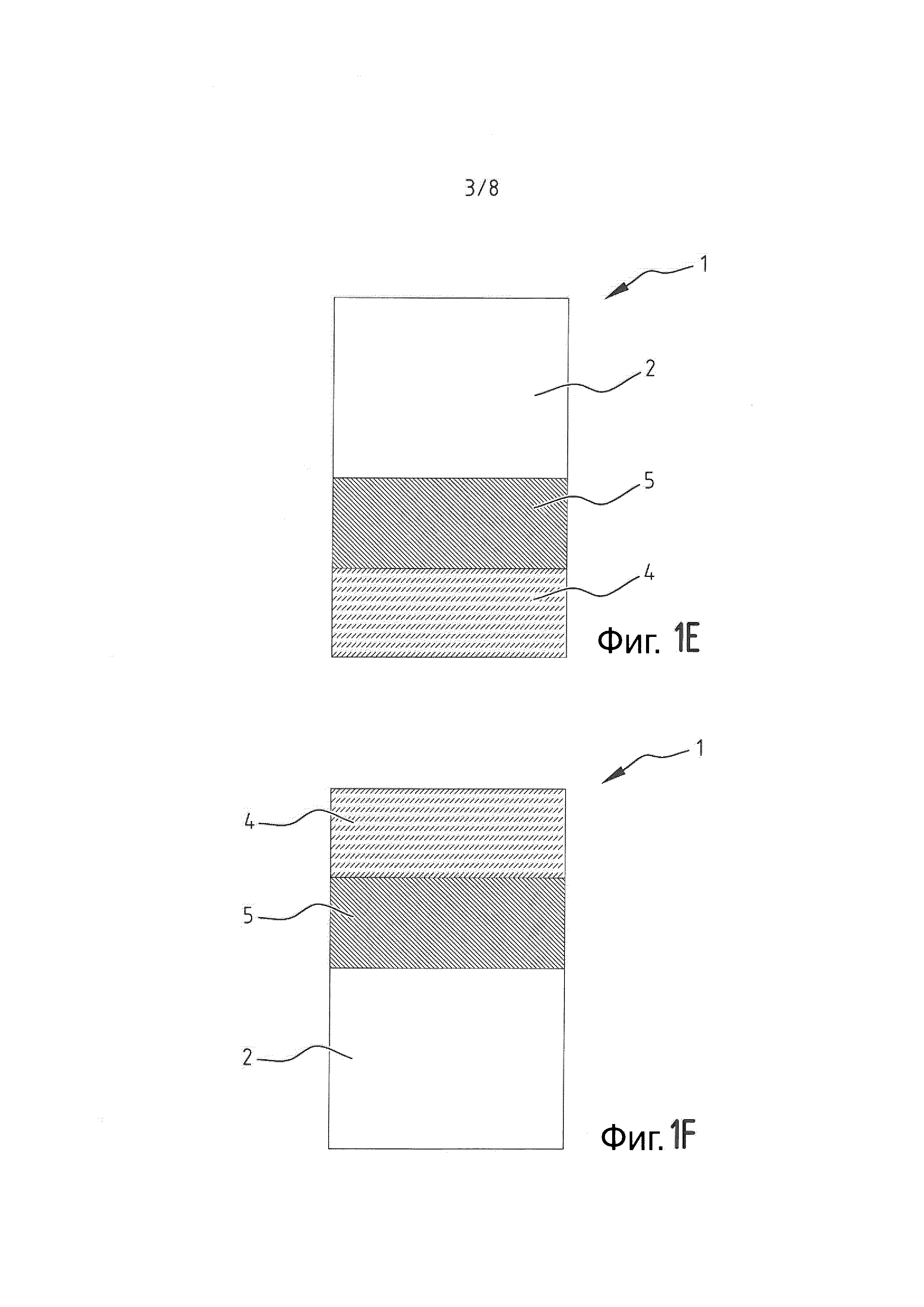
Фигура 1E - схематическое представление поперечного сечения в пятом варианте многослойной пленки по настоящему изобретению.
Фигура 1F - схематическое представление поперечного сечения в шестом варианте многослойной пленки по настоящему изобретению.
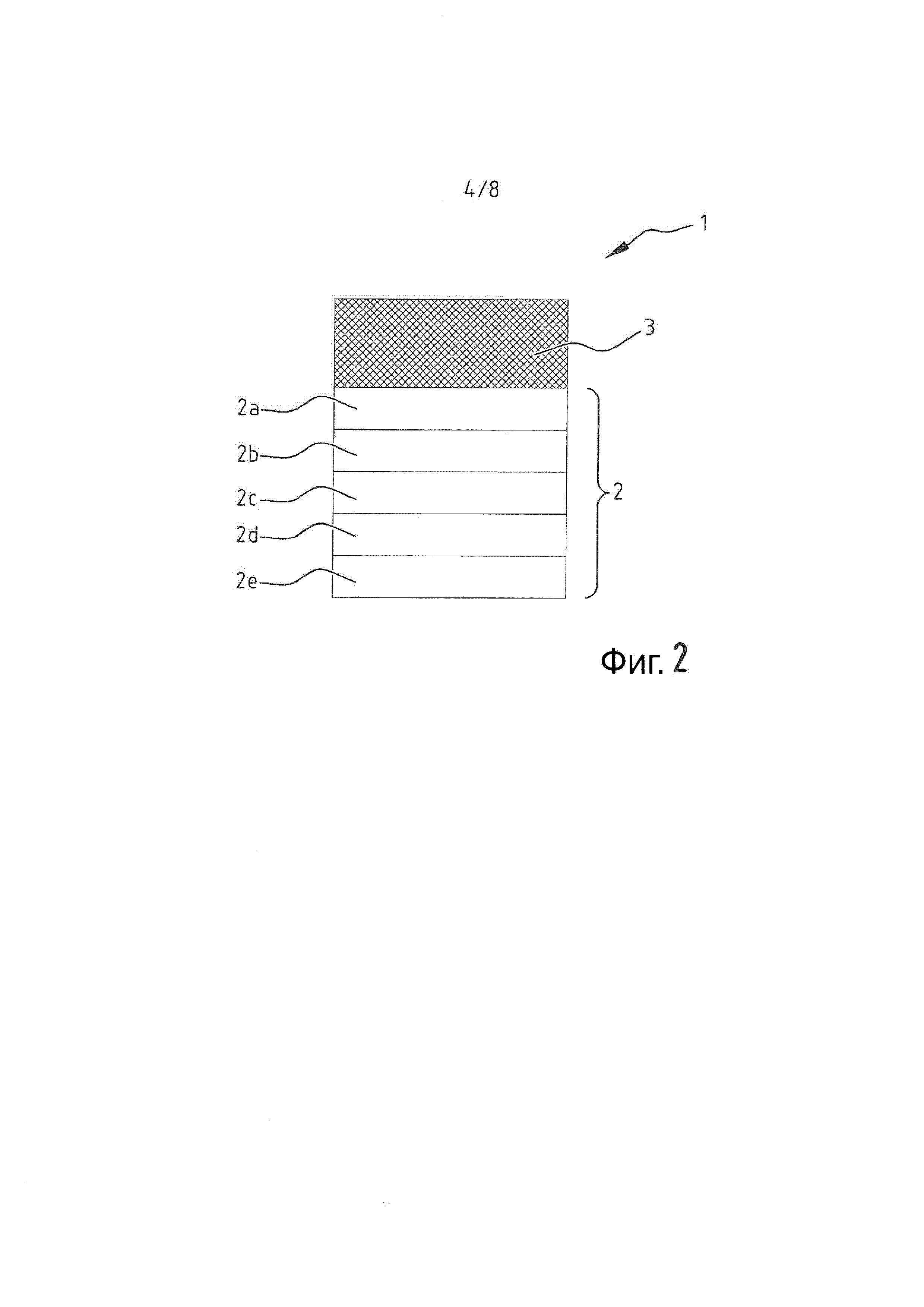
Фигура 2 - схематическое представление поперечного сечения в седьмом варианте многослойной пленки по настоящему изобретению.
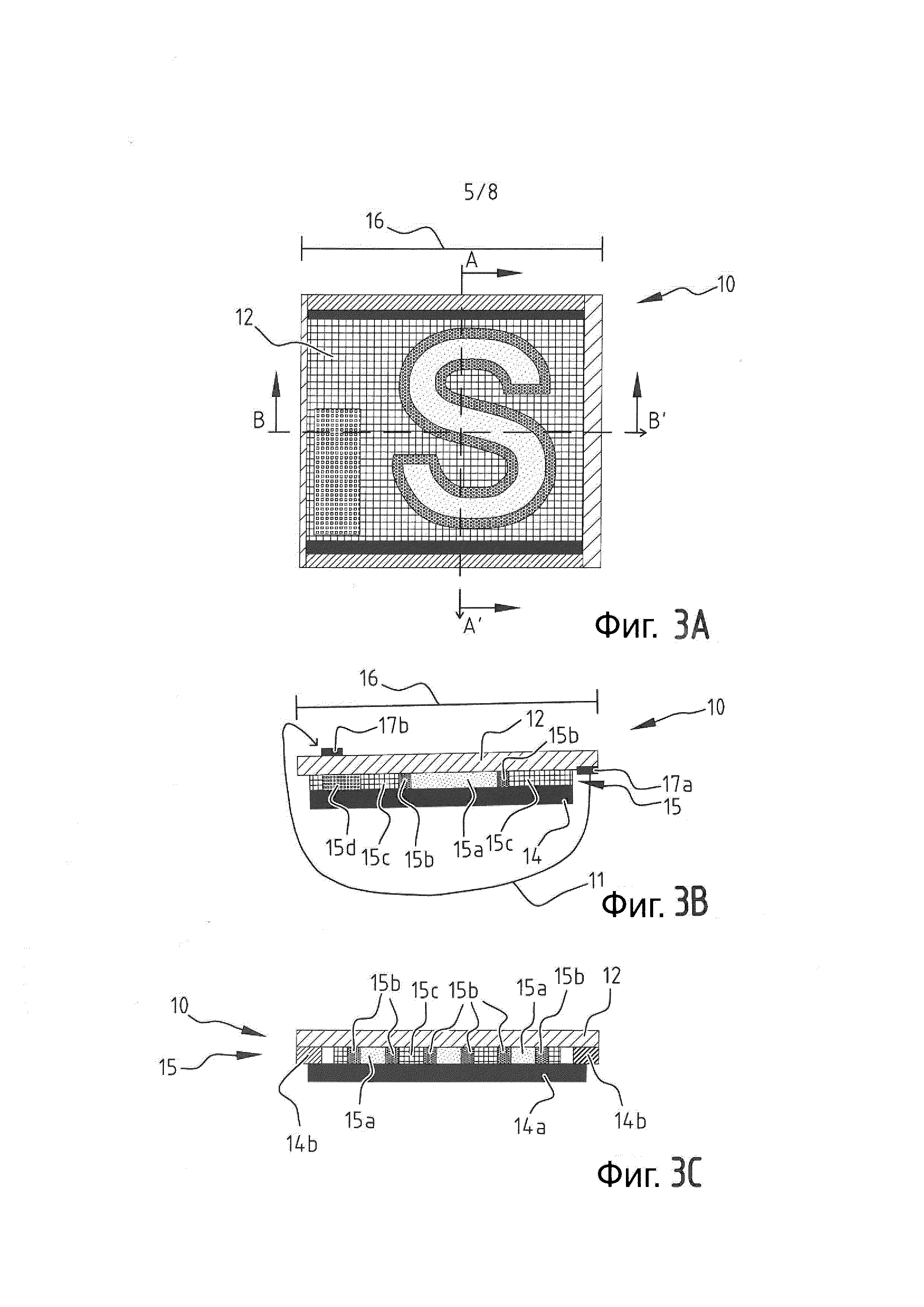
Фигуры 3A - 3C - вид спереди и два поперечных сечения восьмого варианта многослойной пленки по настоящему изобретению.
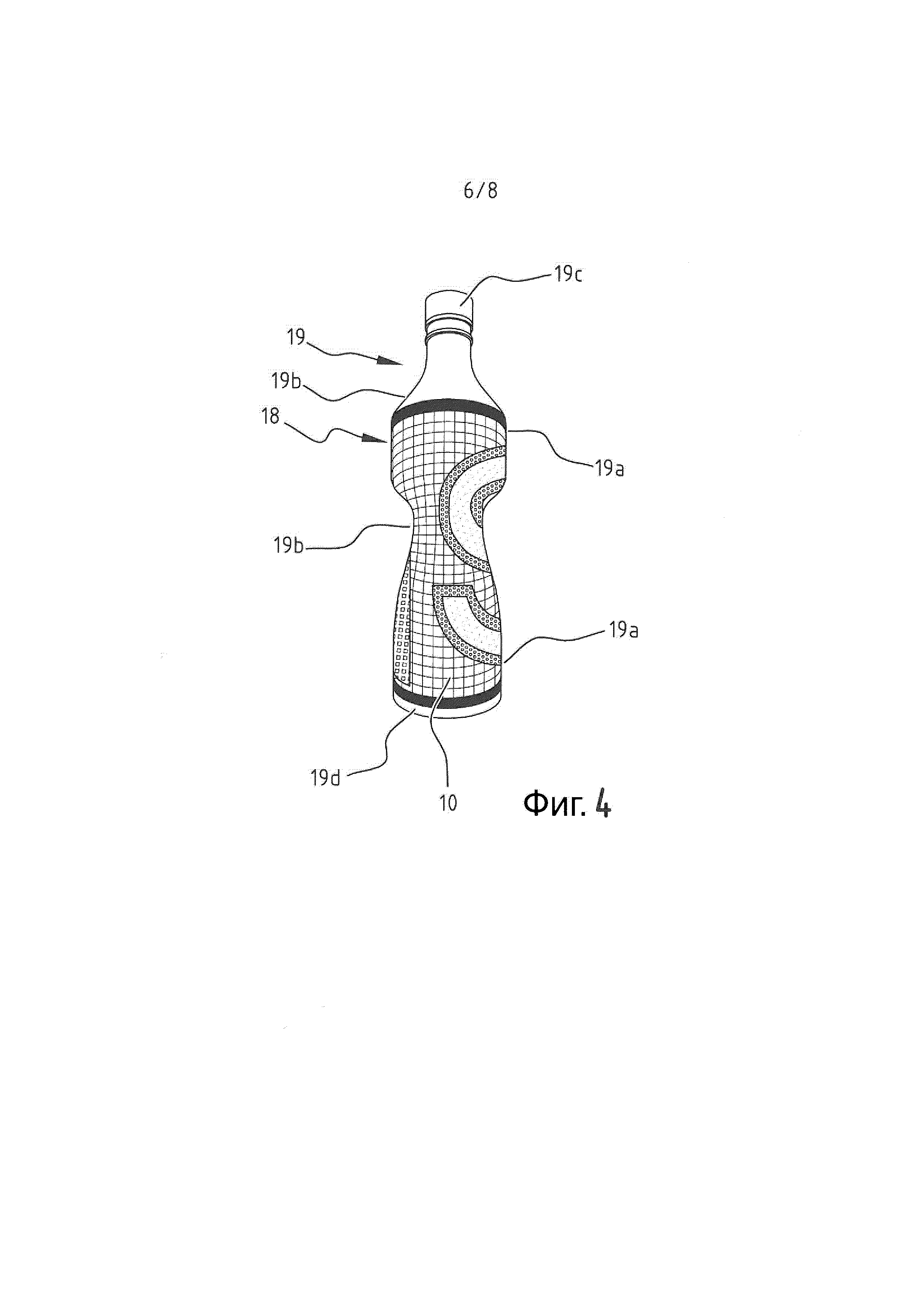
Фигура 4 демонстрирует бутылку, которая был снабжена усадочным рукавом, содержащим многослойную пленку с фигур 3A - 3C.
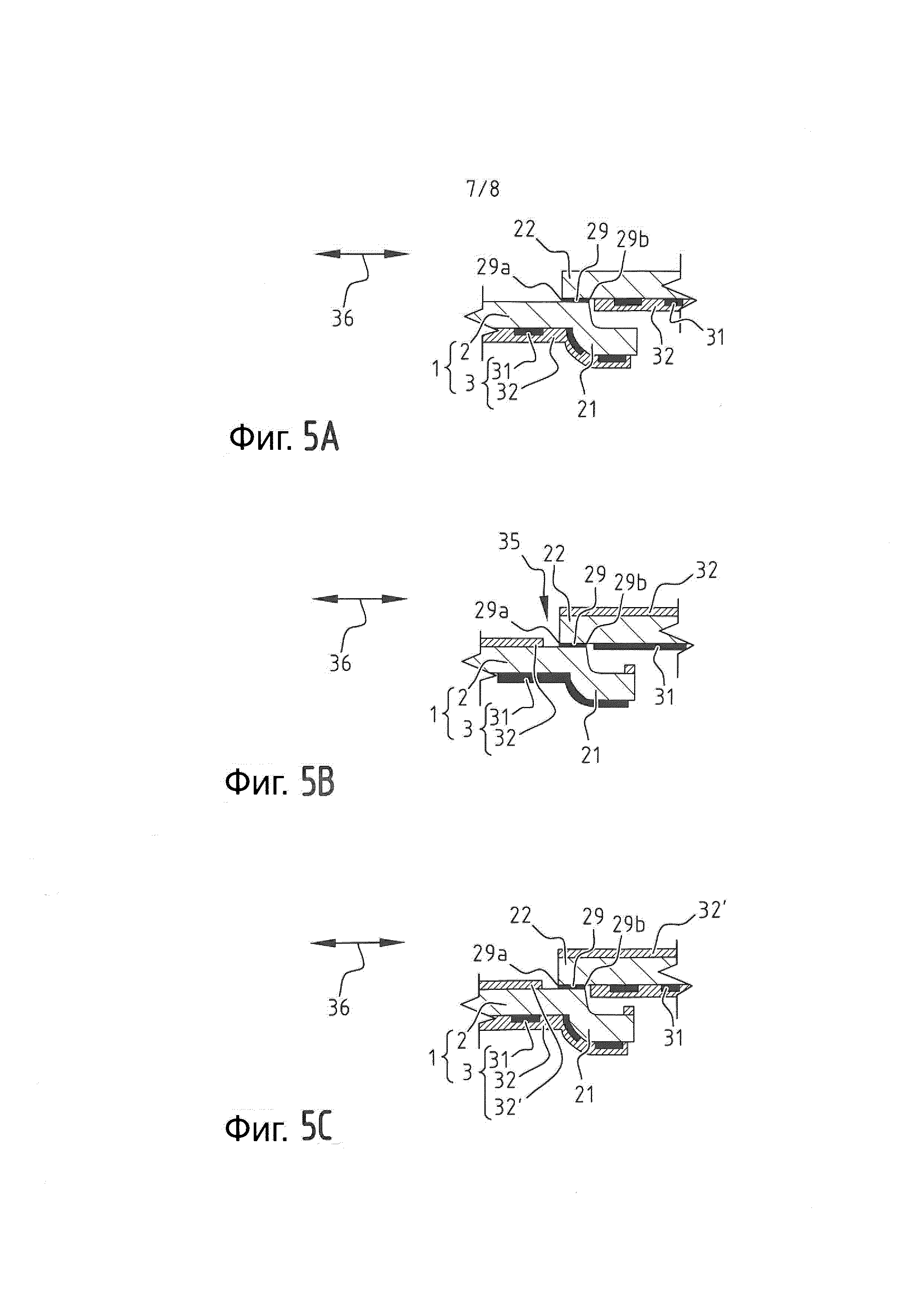
Фигуры 5A - 5C показывают поперечные сечения трех других вариантов многослойной пленки по настоящему изобретению на участке шовного соединения.
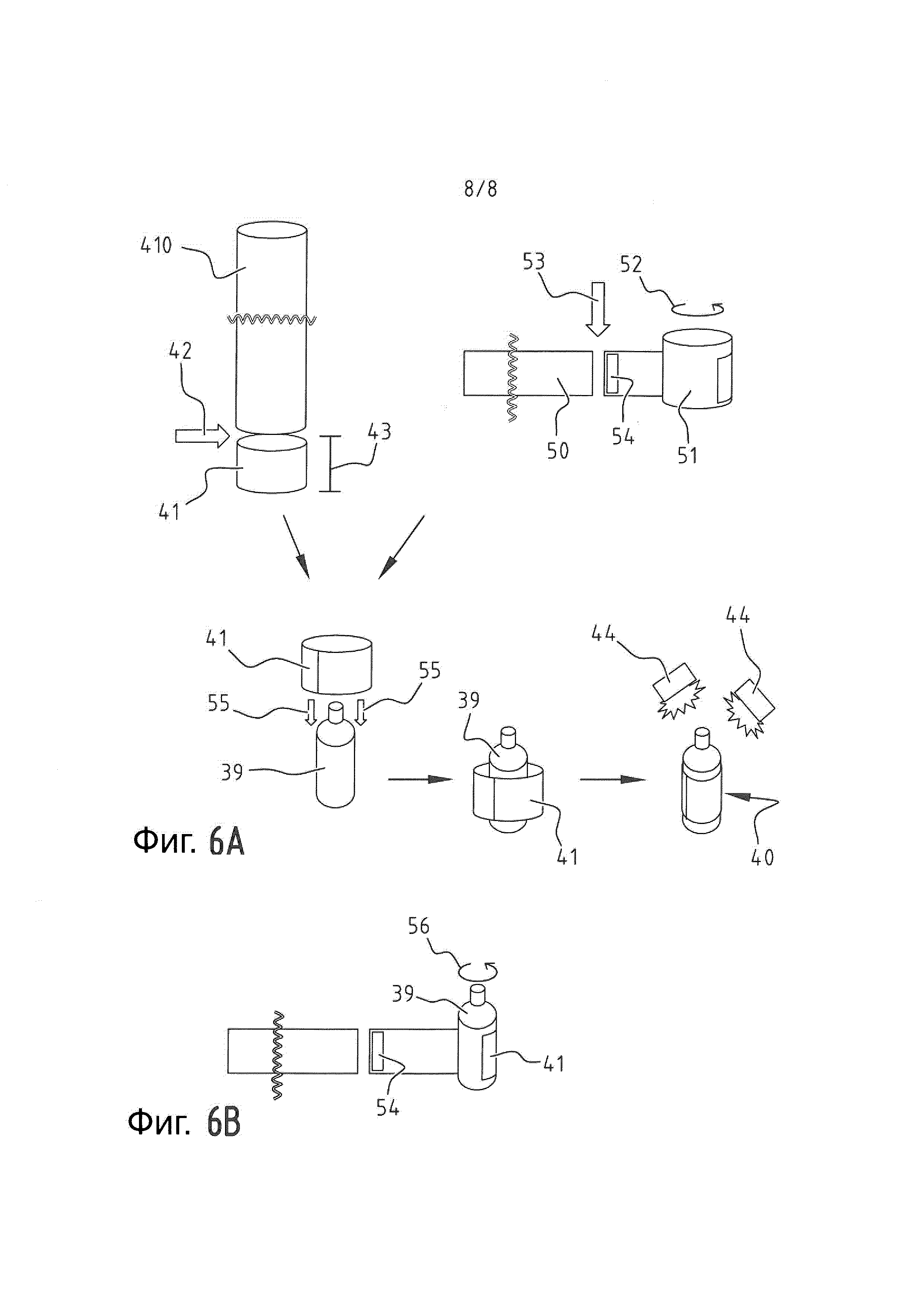
Фигуры 6A и 6B показывают перспективные изображения этапов способа при изготовлении продукта в пленочном рукаве в соответствии с вариантами осуществления изобретения.
Описание вариантов осуществления изобретения
Все фигуры 1A - 3 иллюстрируют варианты многослойной пленки, выполненной с возможностью сокращаться при выполнении способа активирования усадочных свойств многослойной пленки по настоящему изобретению.
На фигурах 1A и 1B многослойная пленка 1 содержит пленку 2 основного слоя и фототермический слой 3. Слой 3 также может быть фототермическим слоем в случае, если используется только один цвет. Слой 3 представляет собой комбинацию фототермического слоя и слоя внешнего оформления, когда используется более одного цвета, с тем, чтобы сделать внешнее оформление заметным. На фигуре 1A комбинация фототермического слоя и слоя внешнего оформления 3 напечатана поверх пленки 2 основного слоя, тогда как на фигуре 1B объединенные фототермический и слой 3 внешнего оформления напечатаны ниже пленки 2 основного слоя. На фигурах 1A - 3 тыльная или нижняя сторона пленки определяется как сторона пленки, которая обращена или касается поверхности продукта, когда она нанесена на указанный продукт, тогда как лицевая или верхняя сторона пленки относится к стороне пленки, которая обращается к источнику ультрафиолетового излучения при облучении.
На фигуре 1A комбинация фототермического и слоя 3 внешнего оформления может быть образована из прозрачного лака. Наряду с наличием хорошей способности к поглощению ультрафиолетового излучения этот прозрачный лак может также обеспечивать защитный слой. Ведь когда пленка 1 с фигуры 1A оборачивается вокруг продукта, пленка основного слоя 2 будет находиться в контакте с продуктом, а комбинация фототермического и слоя 3 внешнего оформления образуют верхний слой пленки 1.
Комбинация фототермического и слоя 3 внешнего оформления пленки 1 с фигуры 1B также может быть образована из прозрачного лака. Однако в отличие от первого варианта, комбинация фототермического и слоя 3 внешнего оформления из второго варианта будет находиться в контакте с продуктом. Поэтому в дополнение к хорошей способности поглощать ультрафиолетовое излучение, этот вариант защищает комбинацию фототермического и слоя 3 внешнего оформления от образования царапин.
В качестве варианта, комбинация фототермического и слоя 3 внешнего оформления из варианта с фигур 1A и 1B может быть образована цветными печатными красками, например, черной и белой красками, при этом печатные краски также обладают хорошим поглощением ультрафиолетового излучения.
На фигурах 1C - 1F многослойная пленка 1 обеспечивается отдельными фототермическим слоем и слоем внешнего оформления 4, 5.
В варианте на фигуре 1C пленка 1 обеспечивается фототермическим слоем 4 непосредственно под пленкой 2 основного слоя и отдельным слоем 5 внешнего оформления, создаваемым на фототермическом слое 4. В случае этого варианта фототермический слой 4 может также содержать прозрачный лак, который обладает хорошим поглощением ультрафиолетового излучения. Предпочтительно фототермический слой 4 будет выступать в качестве связующего между пленкой 2 основного слоя и слоем 5 внешнего оформления.
Фигура 1D иллюстрирует один вариант осуществления изобретения, содержащий фототермический слой 4 на верхней стороне пленки 2 основного слоя и слой 5 внешнего оформления на нижней стороне пленки 2 основного слоя 2. В этом варианте слой 4 может опять-таки быть из прозрачного лака, обладающего хорошим поглощением ультрафиолетового излучения. Когда лак находится поверх пленки 2 основного слоя, фототермический слой 4 будет образовывать наружный слой пленки 1 и тем самым лак предпочтительно обеспечивает дополнительное защитное покрытие для пленки 1.
Кроме того, на фигурах 1C и 1D слой 5 внешнего оформления образует самый нижний слой пленки 1. Это означает, что фототермический слой 4 и пленка 2 основного слоя должны быть прозрачными для того, чтобы обеспечивать возможность видеть оформление при рассмотрении через пленку (4, 2) фототермического и основного слоя.
Во всех вариантах на фигурах 1A - 1D слой, содержащий фототермический материал (или фототермический слой 4, или комбинация фототермического и слоя 3 внешнего оформления) обеспечивается непосредственно на пленке 2 основного слоя.
Напротив, в вариантах на фигурах 1E и 1F фототермический материал обеспечивается в фототермическом слое 4, который находится в непрямом контакте с пленкой 2 основного слоя. Другими словами, в вариантах на фигурах 1E и 1F слой 5 внешнего оформления лежит между пленкой 2 основного слоя и фототермическим слоем 4.
На фигуре 1E пленка 1 имеет пленку 2 основного слоя в качестве наиболее удаленного слоя. Затем на нижней поверхности пленки 2 основного слоя выполняется слой 5 внешнего оформления, а ниже слоя внешнего оформления 5 - фототермический слой 4. В этом варианте фототермический слой 4 мог бы содержать прозрачный лак или цветные печатные краски (такие как черная и белая краска). Как лак, так и цветные печатные краски должны иметь хорошие свойства поглощения ультрафиолетового излучения.
В варианте на фигуре 1F фототермический слой 4 и слой 5 внешнего оформления оба находятся на верхней поверхности пленки 2 основного слоя. В частности, в этом варианте слой 5 внешнего оформления оказывается зажатым между фототермическим слоем 4 и пленкой 2 основного слоя. Когда слой 5 внешнего оформления располагается ниже фототермического слоя 4, фототермический слой 4 должен быть прозрачным (являясь, например, прозрачным лаком), или же оформление не сможет быть различимым.
Когда фототермический слой 4 находится на открытой поверхности пленки 1 на фигурах 1E и 1F, слой 4 может опять-таки выступать в качестве защитного слоя. В вариантах на фигурах 1E и 1F фототермический слой 4 защищает слой внешнего оформления 5.
Вариант на фигуре 2 демонстрирует пленку 1, содержащую комбинацию фототермического и слоя 3 внешнего оформления, а также пленку 2 основного слоя, содержащую многослойную ламинированную пленку, образованную из пяти отдельных слоев 2a, 2b, 2c, 2d, 2e. Такая многослойная ламинированная пленка может иметь любое количество слоев, предпочтительно три или пять. Пленка 2 основного слоя, содержащая многослойную ламинированную пленку, в настоящем воплощении содержит основной слой 2c из полистирола (PS), два средних слоя (2b, 2d) из смеси полиэтилентерефталата (PET) и полистирола (PET/PS) и два поверхностных слоя (2a, 2e) из полиэтилентерефталата (PET).
Фигура 3A показывает вид спереди многослойной пленки 10, снабжаемой оформлением. Как показано на фигурах 3B и 3C, которые соответственно иллюстрируют поперечные сечения по линиям B-B' и A-A', пленка 10 содержит пленку 12 основного слоя, фототермический слой 14 и слой 15 внешнего оформления. Горизонтальное направление (направление B-B') является главным направлением ориентации. Фототермический слой 14 в этом варианте содержит композицию 14a белой печатной краски и прозрачную композицию 14b лака, которая включает фототермический материал, в то время как слой 15 внешнего оформления содержит множество цветных композиций печатных красок, содержащих пигменты. Отпечатанные композиции цветных красок (15a, 15b, 15c …) все вместе определяют оформление, что лучше всего иллюстрируется фигурой 3A. Ультрафиолетовое поглощение и усадка каждой из отпечатанных композиций цветных красок (15a, 15b, 15c...) различаются в зависимости от пигмента, применяемого в композициях цветных печатных красок (15a, 15b, 15c...). Даже если многослойная пленка 10 состоит из слоев (15a, b, c) частичного внешнего оформления, включающих различные пигменты, вся покрытая и не покрытая слоями 15 внешнего оформления площадь может давать усадку и не будет демонстрировать существенных различий в коэффициенте усадки, поскольку многослойная пленка 10 имеет фототермический слой 14, который покрывает полную площадь 12 пленки основного слоя. Как показано на фигуре 3C, верхний и нижний концы пленки 10 имеют прозрачный участок, содержащий фототермический слой, образованный композицией прозрачного лака.
Как показано на фигуре 3B, фототермический слой 14 и слой 15 внешнего оформления не простираются по полной ширине 16 пленки 10, а оставляют некоторый свободный участок, на котором на следующем этапе создается участок 17a шва. Шовное соединение выполняется оборачиванием пленки 10 вокруг продукта таким образом, что один концевой участок (участок 17a шва) пленки 10, который для данных целей снабжается растворителем или адгезивным материалом, приводится в контакт с другим участком 17b шовного соединения на другом конце пленки 10 в соответствии со стрелкой 11, и оба участка (17a, 17b) шовного соединения сжимаются друг с другом для получения шва. Следует заметить, что участки (17a, 17b) шовного соединения и стрелка 11 представлены для пояснения связи со следующим этапом и не являются при этом частью поперечного сечения фигуры 3B. Показанная схема позволяет понять, что усадка участка 17a шовного соединения может реализовываться, даже если участок 17a является по существу не содержащим фототермического материала, поскольку фототермический слой 14 присутствует на участке 17b.
Что касается фигуры 4, пленка 10, когда усаживается под воздействием источника ультрафиолетового излучения, образует тугой рукав 18 вокруг продукта, который в показанном на фигуре 4 варианте является бутылкой 19, имеющей часть 19a большого диаметра и часть 19b меньшего диаметра, верхнюю часть с крышкой 19c и донную часть 19d. Если желательно, донная часть 19d также может быть снабжена усаживающейся пленкой 10. В показанной на фигуре 4 конфигурации пленочного рукава фототермический слой 14 белой печатной краски обращен к внешней поверхности бутылки 19, в то время как пленка 12 основного слоя смотрит наружу в сторону источника излучения для обеспечения усадки рукава. Способ по настоящему изобретению позволяет достигать тугого обжатия пленки 10 вокруг бутылки 19, имеющей части с большим и малым диаметрами (19a, 19b).
Фигуры 5A - 5C отображают другие варианты многослойной пленки 1, которая может быть подвергнута усадке в соответствии с предлагаемым в изобретении способом. Пленка 1 содержит пленку основного слоя 2 и печатный слой 3, последний содержит слой 31 внешнего оформления и фототермический слой 32. Пленка основного слоя 2 имеет концевую часть 22, которая ограничивает участок 29 шовного соединения, имеющий первый конец 29a и второй конец 29b, как уже пояснялось ранее применительно к фигурам 3A - 3C. При перекрывающемся расположении концевая часть 22 приводится в соответствии с другой концевой частью 21 пленки 2 основного слоя и адгезивно соединяется на участке 29. Вариант фигуры 5A имеет только фоновую печать в том смысле, что слой внешнего оформления и фототермический слой (31, 32) обеспечиваются только на задней стороне пленки 1. Вариант фигуры 5A образован после выполнения соединения швом для варианта, показанного на фигуре 1E. Задняя сторона пленки 1 представляет собой сторону, обращенную к поверхности продукта в пленочном рукаве. В варианте фигуры 5A фототермический слой 32 на концевой части 22 перекрывается с фототермическим слоем 32 на другой концевой части 21.
Вариант на фигуре 5B имеет слой 31 внешнего оформления 31 с печатью, наносимой на его задней стороне, и фототермический слой 32, печатаемый на внешней стороне пленки 1. Вариант с фигуры 5B образован после выполнения соединения швом для варианта, показанного на фигуре 1D. Внешняя сторона пленки 1 представляет собой сторону, отвернутую от поверхности продукта в пленочном рукаве, или, в качестве варианта, обращенную к источнику ультрафиолетового излучения в ходе усадочной обработки. Вариант с фигуры 5C в итоге имеет объединенный слой слоя внешнего оформления и фототермического слоя (31, 32), отпечатываемый на задней стороне, и фототермический слой 32', печатаемый на внешней стороне пленки 1.В вариантах с фигур 5 A и 5C фототермический слой 32 покрывает по существу всю площадь вокруг участка 29 шовного соединения в круговом направлении 36. В варианте с фигуры 5B имеется небольшой разрыв 35, который не покрывается фототермическим слоем 32 и поэтому не подвергается усадке или подвергается в малой степени. Учитывая небольшую ширину разрыва 35 в направлении 36 по окружности, это не является большой проблемой, поскольку направлению 36 по окружности соответствует главное направление усадки.
Фигуры 6A и 6B в конечном итоге раскрывают возможные этапы способа в вариантах способа по изобретению. Способ изготовления продукта в пленочном рукаве 40 содержит размещение рукавной этикетки 41 вокруг продукта, который в показанном воплощении является бутылкой 39. Рукав 41 содержит одно один вариант многослойной пленки (1, 10), представленной на фигурах 3 и 5. Рукав 41 размещается вокруг бутылки 39 и затем подвергается действию электромагнитного излучения, испускаемого множеством светодиодных источников 44 ультрафиолетового излучения. Присутствующий в (1, 10) фототермический материал производит тепло и сжимает многослойную пленку (1, 10). Заявляется, что электромагнитное излучение включает ультрафиолетовое излучение, имеющее пиковую длину волны 200 нм или 399, при том, что по меньшей мере 90% ультрафиолетового излучения находится в пределах ширины полосы частот, составленной ±30 нм от пиковой длины волны.
Рукав 41 может обеспечиваться в форме заранее образованной трубы, при этом рукав 41 отрезается от удлиненного предварительно образованного рукава 410 из многослойной пленки (1, 10) с шагом 43 в поперечном направлении 42 к оси рукава 41. Направление по окружности рукава 410 соответствует главной ориентации и главному направлению усадки.
В одном альтернативном воплощении рукав 41 обеспечивается в форме плоской пленки 50 и один кусок этой плоской пленки 50 отрезается в поперечном направлении 53 к продольной оси плоской пленки 50, а затем обертывается вокруг цилиндрической оправки 51, которая вращается в направлении 52 окружности оправки 51. Краевой участок отрезанной плоской пленки 50 обеспечивается полоской адгезивного материала 54, которая соединяет два накладывающихся краевых участка плоской пленки 50 для получения трубчатого рукава 41. Направление экструзии плоской пленки 50 соответствует главному направлению усадки и направлению по окружности 52.
Для размещения рукава 41 вокруг бутылки 39 рукав 41 немного раскрывается и выталкивается около бутылки 39 в направлении 55. Рукав 41 затем подвергается воздействию электромагнитного излучения, испускаемого множеством светодиодных источников 44 ультрафиолетового излучения, которые перемещаются относительно обжимаемой рукавом бутылки (39, 40). Относительное движение может достигаться в результате перемещения охватываемой рукавом бутылки (39, 40) и/или перемещением источников 44 ультрафиолетового излучения, например, круговым движением по спирали.
Как показано на фигуре 6B, когда рукав 41 обеспечивается в форме плоской пленки 50, такая пленка также может быть обернута непосредственно вокруг бутылки 39, которая вращается в направлении по окружности 56 бутылки 39. Краевой участок отрезанной плоской пленки 50 обеспечивается полоской адгезивного материала 54, которая соединяет два накладывающихся краевых участка плоской пленки 50 для обеспечения вокруг бутылки 39 трубчатого рукава 41.
Ультрафиолетовые устройства, подходящие для выработки ультрафиолетового излучения, требующегося для воплощений данного изобретения, включают UV-LED (ультрафиолетовые светодиодные) лампы производства Phoseon Technology с кодом наименования FE300. Подробные характеристики трех UV-LED ламп FE300 с пиковыми длинами волны 365 нм, 385 нм и 395 нм представлены в Таблице 1 ниже.
Согласно данному изобретению, применяются источники УФ-излучения, имеющие пиковую длину волны 200 нм или 399, при том, что по меньшей мере 90% ультрафиолетового излучения находится в пределах ширины полосы частот ±30 нм от пиковой длины волны. Может быть применен излучатель ультрафиолетового излучения, имеющий заявленное узкое распределение длин волн, но также возможно применение источника ультрафиолетового излучения, имеющего более широкое распределение длин волн и фильтрующего излучение для получения заявляемого узкого распределения длин волн.
Хотя мощность источника ультрафиолетового излучения может варьировать в пределах широкого диапазона, предпочтительная мощность источника ультрафиолетового излучения составляет от 0,5 до 100 Вт/см2, более предпочтительно от 1 до 30 Вт/см2 и наиболее предпочтительно от 3 до 20 Вт/см2. Подходящими излучателями ультрафиолетового излучения являются, например, FE300 (365 нм): 3,3 Вт/см2 и FE300 (385 нм): 5,5 Вт/см2.
Предпочтительные UV LED устройства могут применять любое расположение рабочей части и возможным является применение и ультрафиолетовых излучателей однопоточного типа, таких как FE300 (Phoseon), и/или ультрафиолетовых излучателей многопоточного типа, таких как FJ100 (Phoseon).
Предпочтительные линзы могут иметь любую форму и включать стержневые линзы и плоские линзы, при том, что для поддержания мощности излучения даже на расстоянии от источника излучения стержневая линза более предпочтительна, чем плоская линза. Дистанция между источником ультрафиолетового излучения и предназначаемой для облучения поверхностью продукта может быть различной, но предпочтительно является достаточно близкой для предупреждения значительного снижения мощности облучения, которая в типичном случае падает с расстоянием. Предпочтительное расстояние между поверхностью предназначаемого для облучения продукта и источником ультрафиолетового излучения составляет <75 мм, более предпочтительно <50 мм, еще более предпочтительно <30 мм и наиболее предпочтительно <20 мм.
Продукт может быть облучен источником ультрафиолетового излучения в устройстве, которое позволяет выполнять облучение по существу всей поверхности продукта однократно или несколько раз. Предпочтительно предназначаемый для облучения охватываемый рукавным материалом продукт перемещается относительно источника или источников ультрафиолетового излучения. Движение может обеспечиваться любым возможным способом, таким как подъем или вращение продукта и/или источника ультрафиолетового излучения, или же одно- или многопоточных источников ультрафиолетового излучения, или охватываемых рукавным материалом продуктов.
Кроме того, для сравнения в таблице 1 также приводятся данные по безэлектродной лампе производства Heraeus Noblelight. Эта лампа не генерирует ультрафиолетового излучения, необходимого для способа активации усадочных характеристик многослойной пленки настоящего изобретения.
Нижеследующие таблицы 2 - 5 детализируют информацию о распределении относительного излучения каждой из приведенных в таблице 1 ламп.
Из таблиц 1 - 5 видно, что лампы производства Phoseon Technology все генерируют ультрафиолетовое излучение, которое находится в пределах ±30 нм от пиковой длины волны.
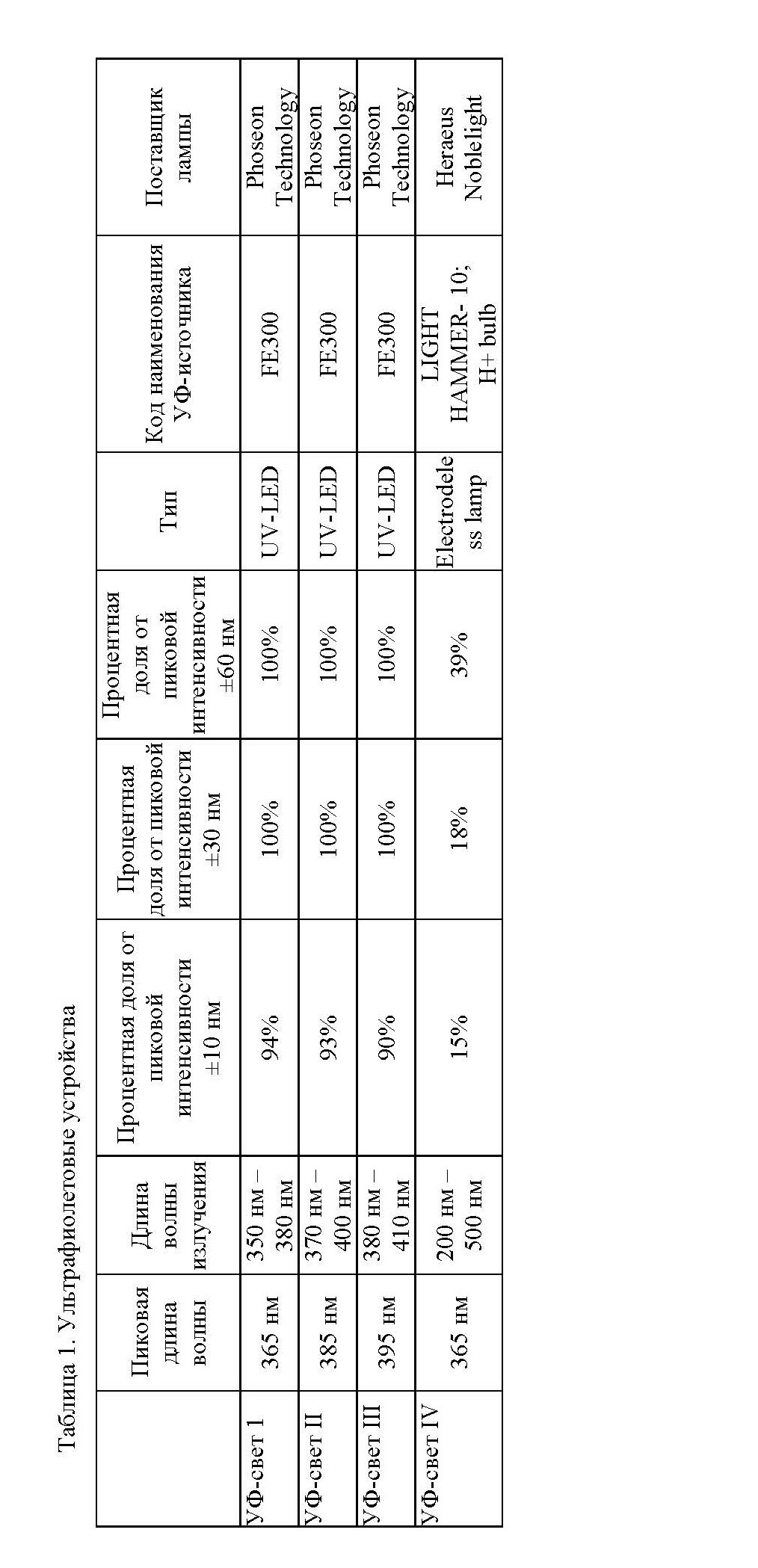
Таблица 2. Ультрафиолетовый свет I 365 нм.
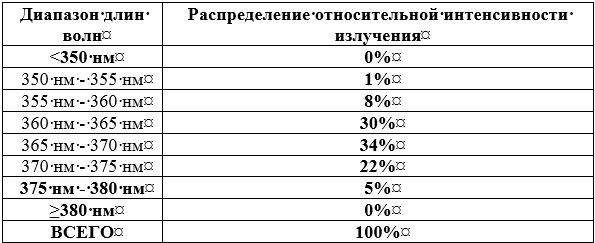
Таблица 3. Ультрафиолетовый свет II 385 нм.
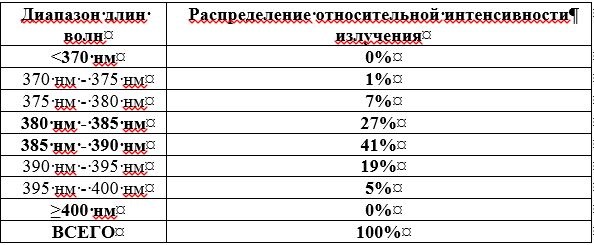
Таблица 4. Ультрафиолетовый свет III 395 нм
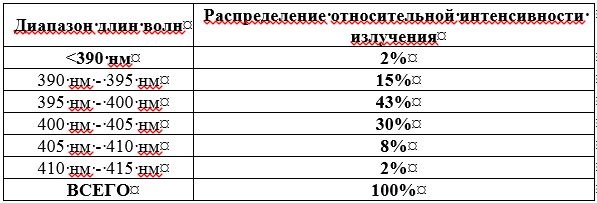
Таблица 5. Ультрафиолетовый свет IV 365 нм.

Основной слой
Многослойные пленки, выполненные с возможностью давать усадку в ответ на приложение тепла, содержат основной слой. Пленка основного слоя многослойной пленки содержит усадочную пленку и предпочтительно содержит более 95% термопластичной смолы. Подходящие типы основного слоя подробно описаны ниже в таблице 6. Их тепловая усадка TD (в поперечном направлении) отображается в таблице 6.
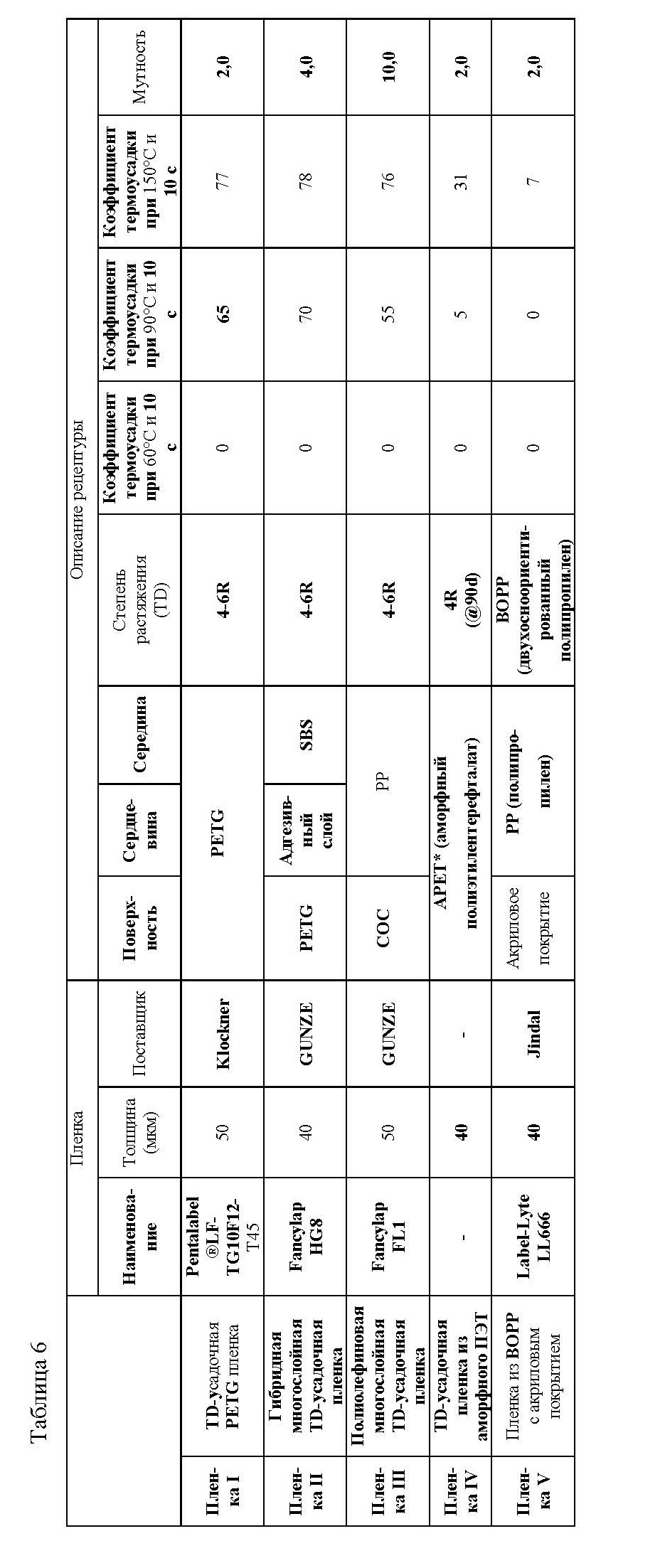
Коэффициент термоусадки пленок APET и BOPP из таблицы при 130°C в течение 2 мин составляет для APET 34% и для BOPP 3%.
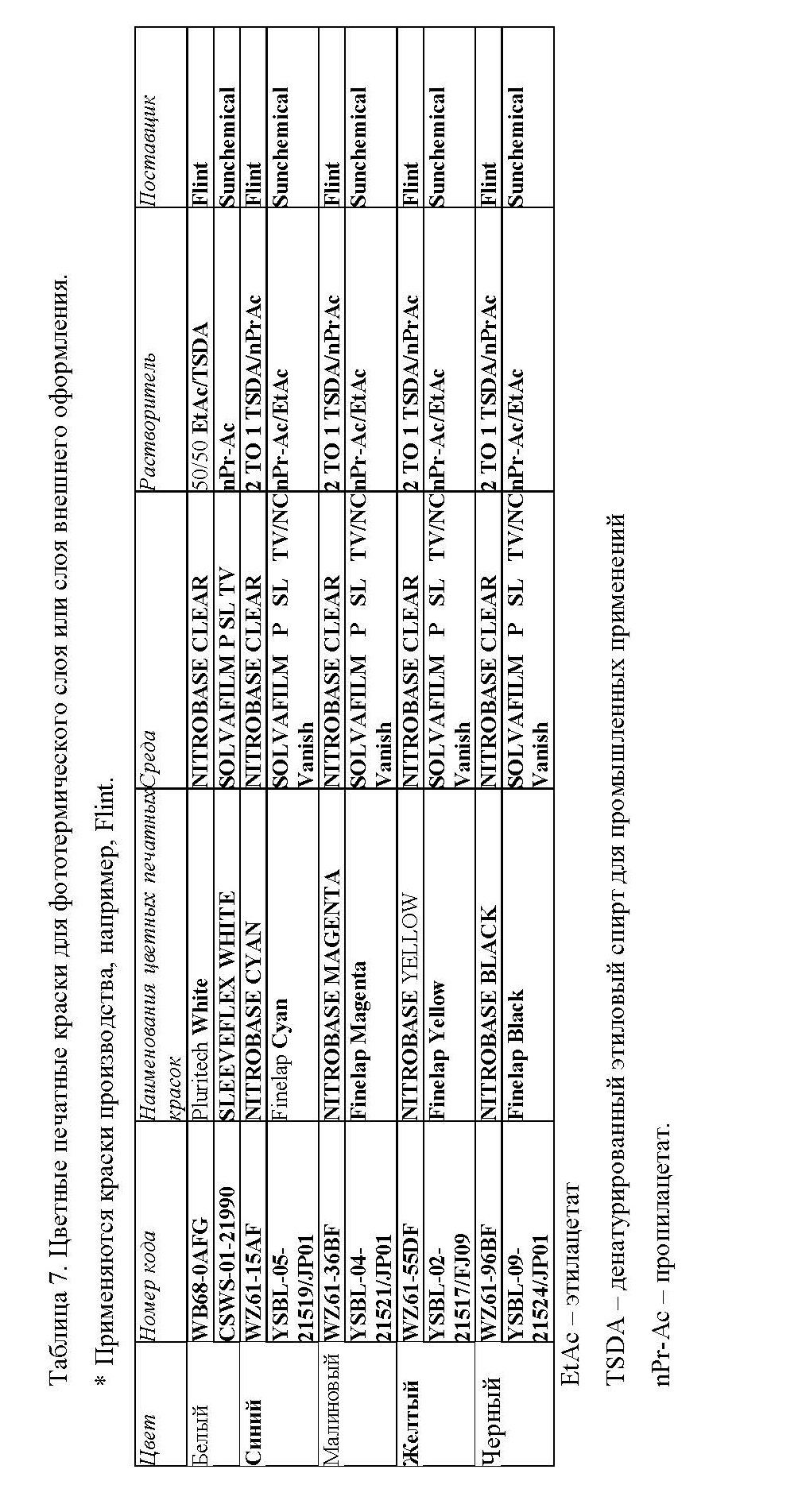
Фототермический слой и слой внешнего оформления.
Приспособленная для сжатия усадочная пленка может также содержать краску в фототермическом слое и/или в слое внешнего оформления. Примеры таких печатных красок перечислены в таблице 7.
Эти краски могут быть напечатаны на другом слое пленки, например, на пленке основного слоя с помощью глубокой печати. Слой с напечатанной краской может иметь толщину 1,0 мкм. В композиции белой печатной краски может использоваться диоксид титана, например, в количестве 50 масс.% от общей массы композиции белой печатной краски.
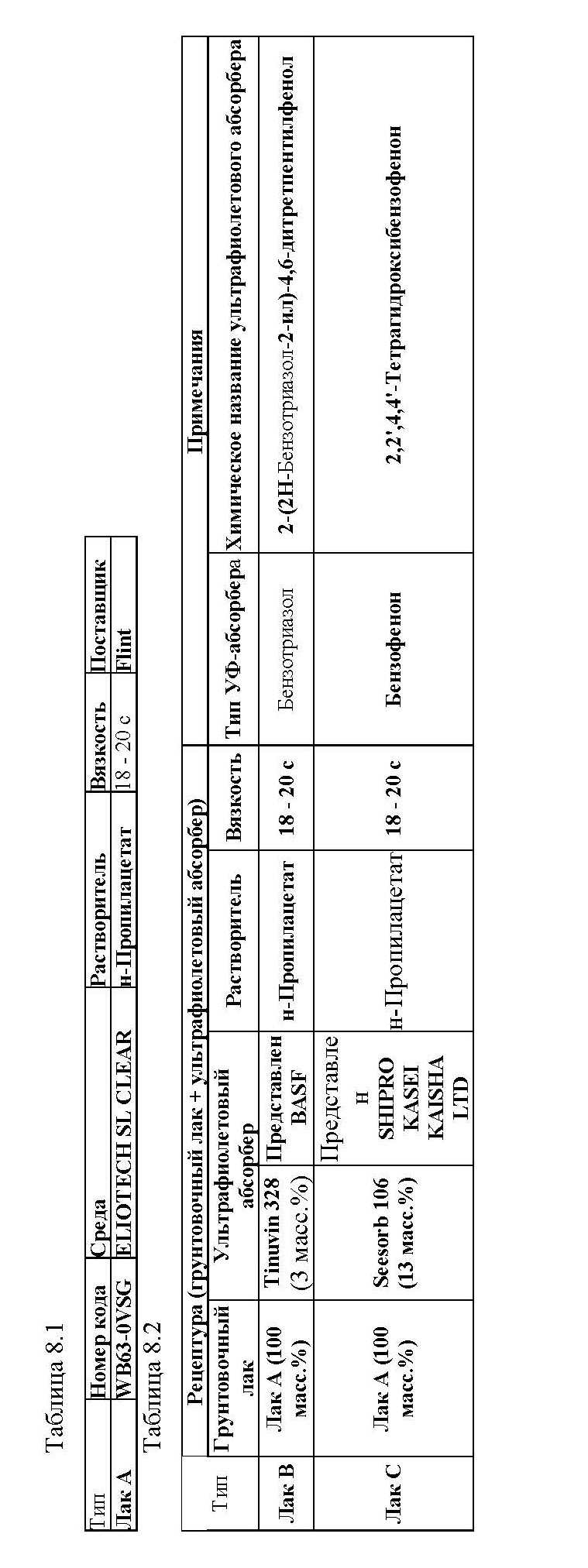
В качестве варианта, фототермический слой может содержать прозрачный лак (то есть «бесцветный лак»). Подходящие лаки включают перечисленные в таблицах 8-1 и 8-2 лаки B и C.
Пример 1
Были приготовлены усадочные пленки (то есть пленки, выполненные с возможностью давать усадку) с применением основного слоя, выбранного из таблицы 6. В дополнение к этому, на данный основной слой был нанесен фототермический слой. Этот фототермический слой содержал одну из перечисленных в таблице 7 печатных красок Flint или прозрачный лак, выбранный из перечисленных в таблице 8-2. Эти пленки образуют рабочие примеры с I-1 по I-11 в нижеследующей таблице 9.
Представленные в таблице 9 сравнительные примеры с I-1 по I-7 подразумевают наличие только основного слоя (то есть отсутствие какого-либо фототермического слоя), в сравнительном примере I-8 усадочная пленка содержит лак A в печатаном слое. Отпечатанный лак A не содержит фототермического материала.
Эти усадочные пленки подвергались воздействию ультрафиолетового излучения с помощью одной из ультрафиолетовых ламп, описанных в таблице 1. Затем была измерена процентная доля сжатия этой пленки ультрафиолетовым светом и результаты этих экспериментов по усадке даны в таблице 9.
Таблица 9. Плоская усадка без слоя внешнего оформления.
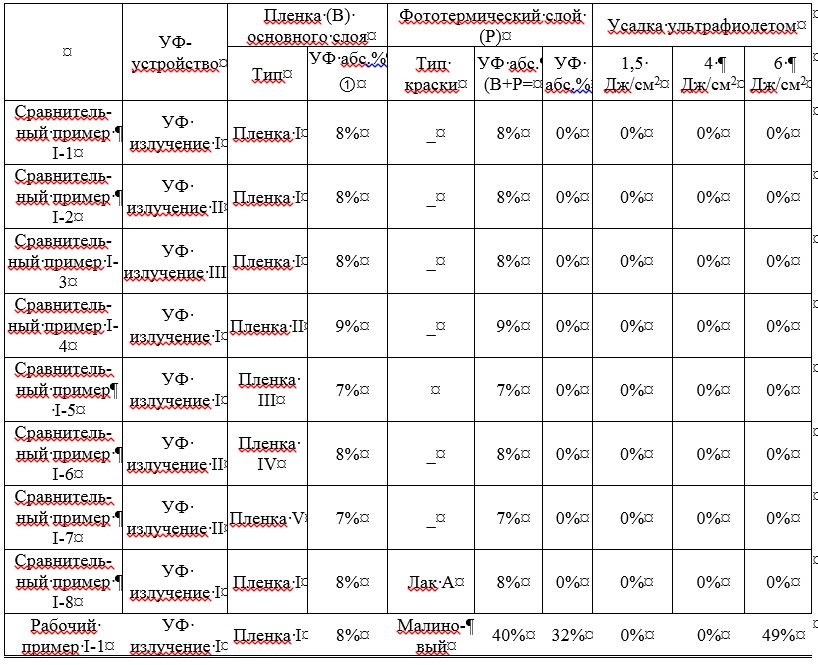
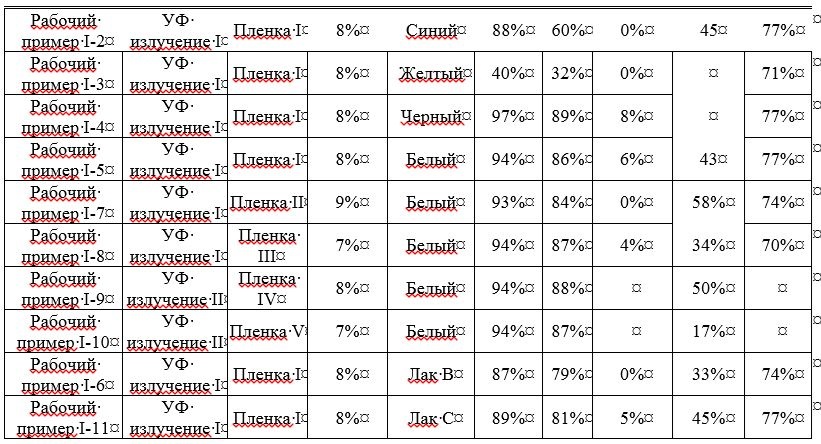
В многослойных пленках из таблицы 9 слой внешнего оформления отсутствует.
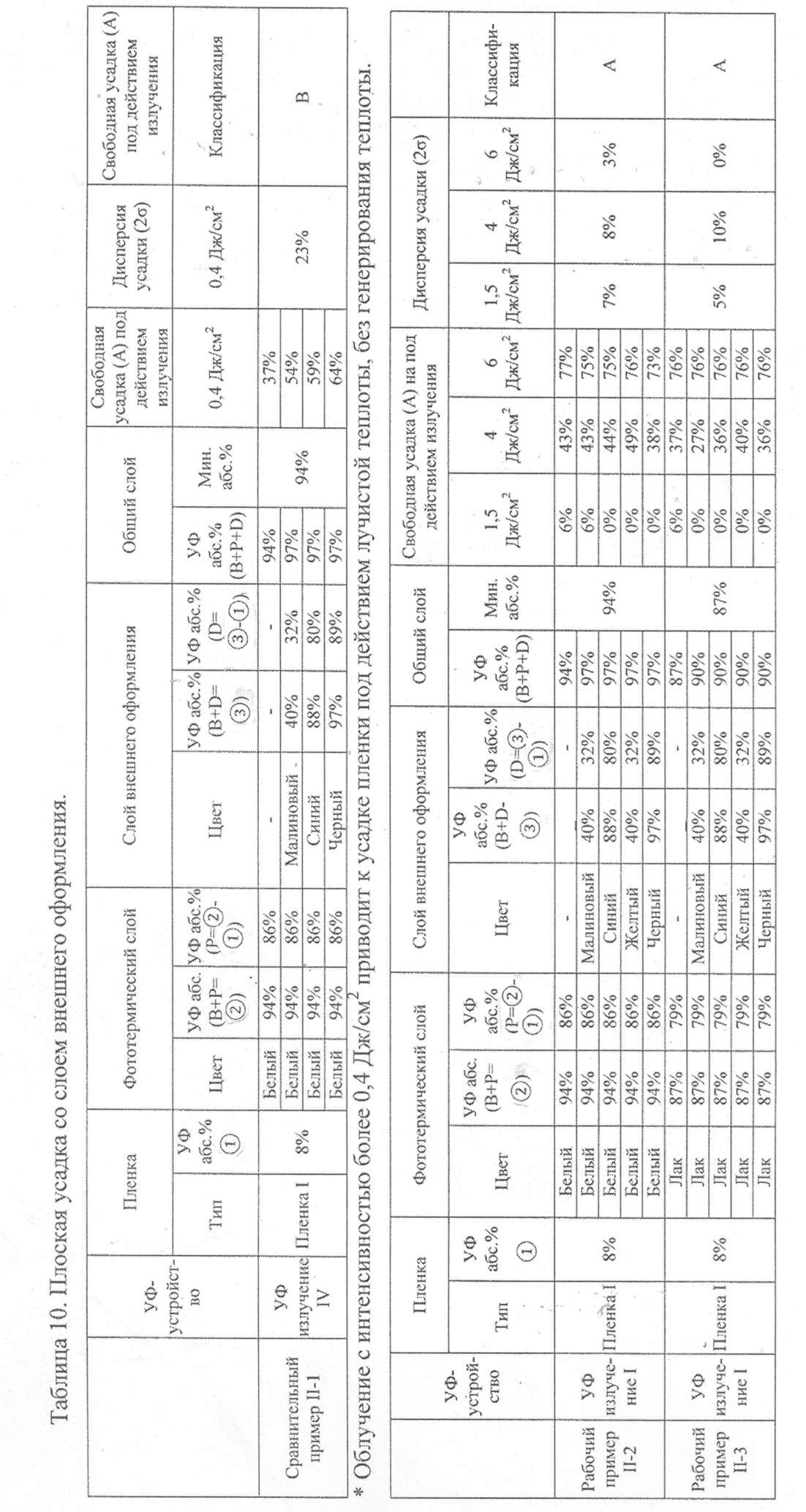
Пример 2
В Примере 2 были приготовлены многослойные пленки, состоящие из основного слоя, фототермического слоя и слоя внешнего оформления. Подробные характеристики этих многослойных усадочных пленок приведены в таблице 10.
Основной слой выбирался из тех перечисленных в таблице 6 примеров, фототермический слой которых содержит указанную в таблице 7 белую печатную краску Flint, и слой внешнего оформления содержит дополнительные печатные краски Flint из таблицы 7.
Эти пленки подвергались воздействию ультрафиолетового излучения с помощью одной из представленных в таблице 1 УФ-ламп. Была измерена усадка многослойных пленок Примера 2 и результаты показаны таблице 10.
В рабочих примерах II-2, -4, -5 и сравнительном примере II-1 имеется непрерывный белый фон на слое внешнего оформления, на котором нанесена печать множеством цветных печатных красок (синей, малиновой, черной, желтой), для исключения перекрывания какой-либо используемой в оформлении печатной краской ниже основного слоя.
В рабочем примере II-3 поверх пленки основного слоя вместе с множеством цветных печатных красок (синяя, малиновая, черная и желтая) непрерывно нанесен представленный в таблице 8 как лак B прозрачный лак, содержащий фототермический материал, для исключения перекрывания с какой-либо печатной краской оформления с другой стороны пленки основного слоя, т.е. ниже пленки основного слоя.
Когда какой-либо цвет описывается в таблице в качестве слоя внешнего оформления, это означает, что на данном участке не имеется слоя внешнего оформления.
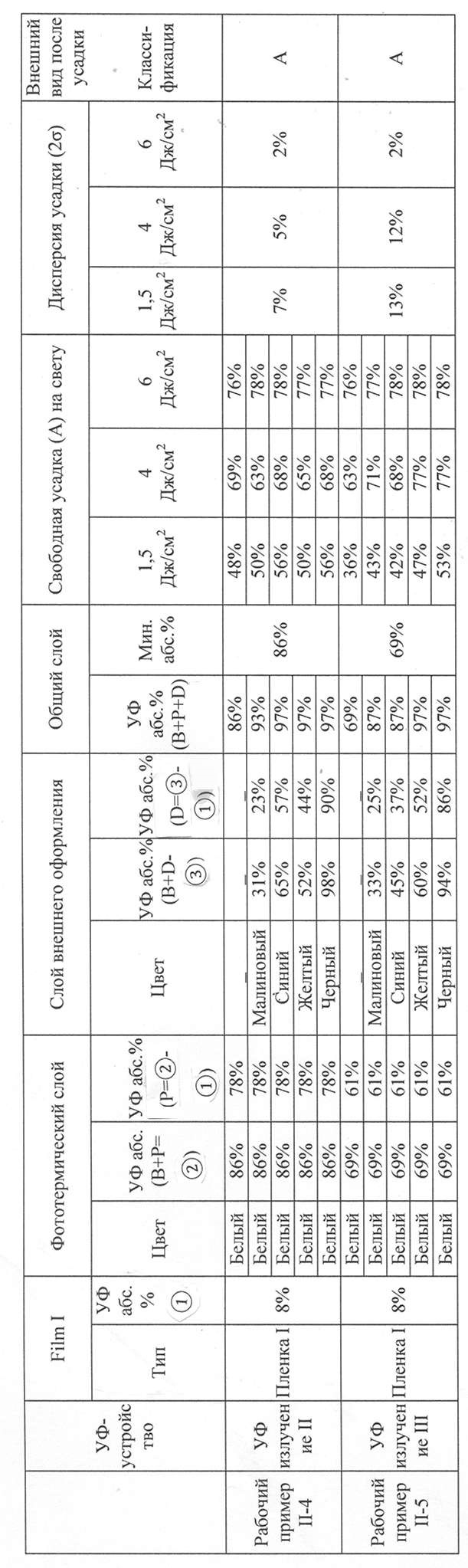
Как и в Примере 2, пленки из Примера 3 состоят из основного слоя, фототермического слоя и слоя внешнего оформления. Многослойные усадочные пленки из Примера 3 перечислены в таблице 11.
Результаты экспериментов, проведенных на пленке из Примера 3, даны в таблице 11. Верхняя часть таблицы 11 раскрывает эксперименты на обозначенных пленках, тогда как нижняя часть таблицы 11 описывает результаты испытаний карусельной и круговой усадки, выполненных на пленках из рабочих примеров II-4, III-l и III-2.
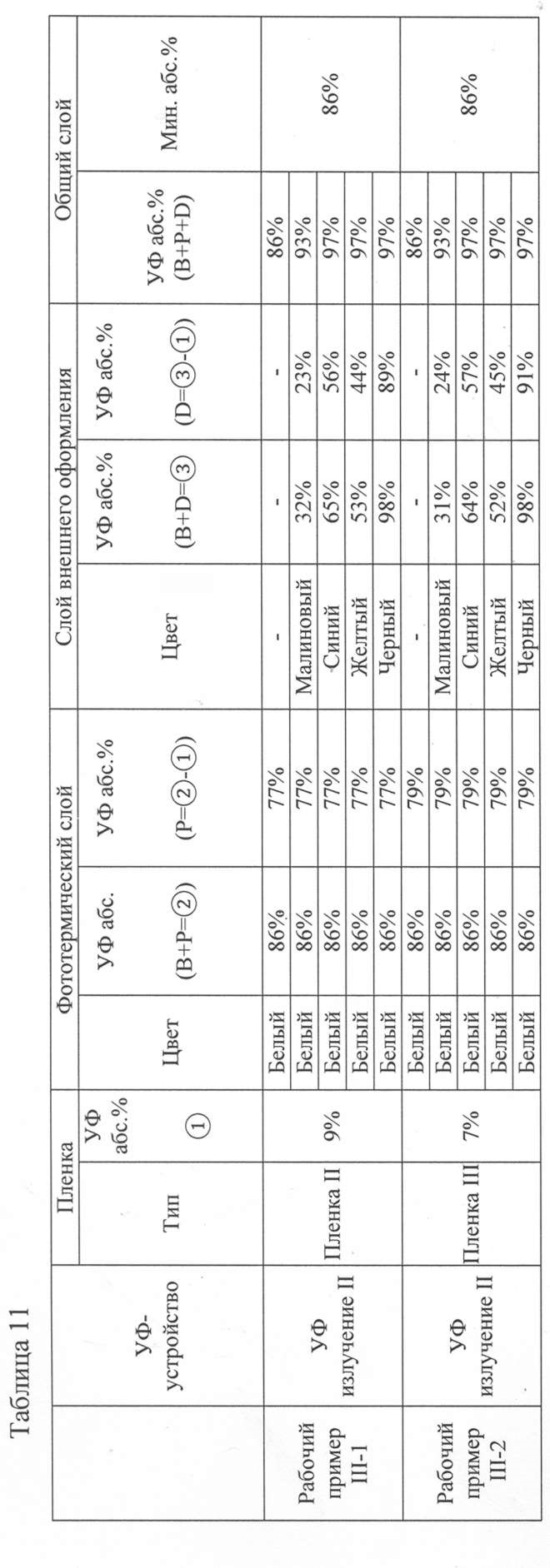
 Эксперимент по оценке процентной доли ультрафиолетового поглощения.
Эксперимент по оценке процентной доли ультрафиолетового поглощения.
Было измерено ультрафиолетовое поглощение в Примерах 1, 2 и 3 с помощью УФ спектрометра марки Shimadzu UV-VIS Recording spectrophotometer UV-2401PC. Ультрафиолетовое поглощение вычислялось из данных по пропусканию и отражению, измеренным согласно ISO13468-2 (=J - K 7361-2).
В Примерах 1 - 3 измерялось ультрафиолетовое поглощение многослойной пленки и части многослойной пленки или таких же самых рецептур, как и в части многослойной пленки. Прежде всего были измерены пропускание и отражение пленки. Во-вторых, вычислялась процентная доля ультрафиолетового поглощения с помощь соотношения:
УФ-поглощение % = 100 - (пропускание + отражение).
Кроме того, было измерено ультрафиолетовое поглощение фототермического слоя. Это было достигнуто посредством:
(1) Измерения поглощения ультрафиолетового излучения только пленкой основного слоя;
(2) Измерения поглощения ультрафиолетового излучения пленкой фототермического слоя и основного слоя;
(3) Вычисления поглощения ультрафиолетового излучения фототермическим слоем следующим образом:
Поглощение ультрафиолетового излучения фототермическими слоями = (2) - (1).
Аналогичный способ использовался для вычисления поглощения ультрафиолетового излучения слоем внешнего оформления (в случае его наличия).
Испытание свободной усадки.
Также была измерена представленная в таблицах свободная усадка под действием излучения.
Для оценки свободной усадки вначале были приготовлены образцы многослойной пленки. Эти образцы имели следующие размеры:
• 50 мм в поперечном направлении (TD);
• 15 мм в направлении экструзии (MD).
Далее:
(1) Каждый образец был помещен на ПЭТ лист, который не подвергался никакой обработке по нанесению покрытий.
(2) Каждый лист затем был помещен на конвейерную ленту и пропущен под источником ультрафиолетового излучения при постоянных параметрах.
(3) После чего была рассчитана свободная усадка по формуле:
Усадка (%) = (L0-L1)/L0Ч100
L0 - Длина в поперечном направлении перед облучением;
L1 - Длина в поперечном направлении после облучения.
Кроме того, был проверен внешний вид сжавшегося образца и классифицирован по категориям A или B:
• A - если усадка равномерная,
• B - если усадка неравномерная.
В случае Примеров 1 - 3 использовалось по три образца из каждого перечисленного в таблицах примера, и в таблицах представлено среднее значение (то есть усредненная величина), полученная для этих трех образцов.
Испытание на карусельную усадку.
В Примере 3 был также выполнен тест на карусельную усадку. Этот тест включал:
(1) Приготовление плоского пленочного образца (соединенный швом плоский трубчатый рукав), который имел ширину 72 мм и высоту сечения (или шаг) 95 мм.
(2) Затем образец был преобразован в рукав и расположен вокруг бутылки так, чтобы для соответствия рукава бутылке требовалась бы максимальная усадка в 30%.
(3) Бутылка и образец были затем помещены в середину набора из шести источников ультрафиолетового излучения типа УФ излучение II со стержневой линзой и приведены во вращение со скоростью 200 об/мин.
(4) Затем образец облучался УФ излучением II интенсивностью 7 Дж/см2.
(5) После усадки проверялся внешний вид и классифицировался либо категорией A, либо B, где:
• A соответствует усадке без концентрирования под цветовым воздействием.
• B отображает усадку с концентрированием под воздействием цвета.
Испытание на усадку при круговом воздействии излучением.
В Примере 3 было проведено дополнительное испытание на усадку при круговом воздействии излучением. Этот тест включал:
(1) Приготовление плоского пленочного образца размерами 72 мм на 95 мм.
(2) Далее образец был преобразован в рукав и расположен вокруг бутылки так, чтобы для соответствия рукава бутылке требовалась бы максимальная усадка в 30%.
(3) Бутылка и образец были затем помещены в середину набора из четырех источников ультрафиолетового излучения типа УФ излучение II со стержневой линзой. Эти четыре источника ультрафиолетового излучения были размещены вокруг бутылки по квадрату.
(4) После чего бутылка перемещалась вертикально со скоростью 1 м/мин через середину квадрата из источников ультрафиолетового излучения так, чтобы образец облучался с интенсивностью 24 Дж/см2.
(5) После усадки проверялся внешний вид и классифицировался так же, как и в карусельном тесте.
Устройство для нанесения рукава, способ и сердечник для расположения рукавов вокруг продуктов
Устройство для нанесения рукава и способ расположения трубчатых рукавов вокруг контейнеров
Способ и система для нанесения рукава на контейнер для приклепления рукава вокруг контейнера
Сборочная единица и способ для хранения контейнеров
Система и способ разгрузки узла хранения трубчатой формы

