Результат интеллектуальной деятельности: Способ формирования интерметаллидных покрытий системы Ti-Al на поверхностях из алюминиевых сплавов
Вид РИД
Изобретение
Изобретение относится к области машиностроении, в частности к получению износо-, ударо-, тепло-, трещино- и коррозионностойких покрытий, и может быть использовано для повышения надежности и долговечности широкого ассортимента деталей машин из алюминиевых сплавов.
Известен способ холодного газодинамического напыления (ХГН), заключающийся в ускорении частиц материала покрытии посредством их введения в распылительное сопло с холодным газом в направлении к снабжаемой покрытием поверхности детали. При этом на частицы подают количество энергии, недостаточное для обеспечения постоянного сцепления частицы на поверхности, но достаточное для обеспечения предварительного сцепления частиц. В свою очередь постоянное сцепление частиц создают путем направления электромагнитного излучения в область попадания струи холодного газа с частицами на поверхность, после чего оставшиеся, предварительно сцепленные частицы, удаляют с поверхности (патент RU 2394940 С2, МПК С23С 24/08, 30.01.2006). Такой способ, исходя из описания, применим для различных порошковых систем, включая интерметаллидные, такие как Ti-Al, но качество таких покрытий не будет удовлетворительным, поскольку в данном случае представлена лишь принципиальная возможность применения технологии холодного газодинамического напыления совместно с воздействием электромагнитным излучением для улучшения адгезии частиц, либо для последующего их переплавления, но не представлены подходы к формированию режимов, позволяющие реализовать способ со стабильно высоким качеством формируемого покрытия. Собственно методом ХГН можно получать покрытия, в основном, из пластичных металлов, твердость которых не превышает в общем случае 500 HV (медь, цинк, алюминий, титан, никель, их сплавы и др.). Применение дополнительного источника нагрева, подаваемого в зону соударения частиц с подложкой, способно увеличить этот предел, однако из-за кратковременности такого воздействия, ограниченности скорости теплопроводности, сверхзвуковой скорости полета частиц, значительным это увеличение не будет. При превышении некоторой удельной критической мощности будет происходить расплавление частиц металла и/или подложки. (R.S. Lima, A. Kucuk, С.С.Berndt et al. Deposition efficiency, mechanical properties and coating roughness in cold-sprayed titanium // Journal of materials science letters. - vol. 21. - 2002. - p. 1687-1689). Такой подход позволяет несколько расширить номенклатуру напыляемых материалов, однако, проблема формирования тонких износостойких покрытий из твердых непластичных материалов в этом случае не решена.
Известен также способ получения алюминида титана, который включает приготовление экзотермической смеси из порошоков алюминия и титана, ее компактирование, нагрев до 600°С для инициирования процесса горения (JP 2000087155, С22С 1/04; B22F 3/23; B22F 9/02; С22С 14/00, 2000.03.28). Целевой продукт представляет собой плотный конгломерат. Способ основан на применении самораспространяющегося высокотемпературного синтеза. Недостатком технологии является полное отсутствие управляемости процесса, высокие температуры нагрева. Такой метод неприменим для формирования покрытий на материалах, чувствительных к нагреву. Получение заготовок для дальнейшей механической обработки таким методом затруднено из-за высокой хрупкости получаемого материала.
Наиболее близким по совокупности признаков является принятый за прототип способ формирования композитного однослойного покрытия системы Ti-Al-N, заключающийся в магнетронном вакуумном нанесении покрытия в вакуумной камере. Недостатком технологии является относительно слабая адгезия пленки к подложке. Исходным компонентом является объект-донор, который необходимо подготовить предварительно. Получаемое покрытие по составу будет повторять объект-донор с точностью до коэффициента распыления, таким образом, технология, в сущности, направлена на перенос материала на подложку. (В.П. Сергеев, М.В. Федорищев, А.В. Воронов, О.В. Сергеев, В.П. Яновский, С.Г. Псахье. Трибомеханические свойства и структура нанокомпозитных покрытий Til-xAlxN // Известия Томского политехнического университета. 2006. Т. 309. №2. С. 149-153).
Задачей, на решение которой направленно заявленное изобретение, является формирование технологических параметров способа, основанных на объективно оцененных данных.
Технический результат заключается в повышении качества формируемого покрытия за счет увеличения износостойкости путем создания на поверхности изделия слоя, содержащего алюминид титана.
Заявленный технический результат достигается тем, что в способе формирования на поверхности изделий из алюминиевых сплавов износостойкого слоя, заключающемся в создании вышеуказанного слоя магнетронным распылением в вакуумной камере, упрочняющие интерметаллидные фазы системы Ti-Al формируют на поверхности изделия путем последующего после магнетронного распыления жидкофазного перемешивания титанового покрытия с приповерхностным слоем алюминиевой основы с использованием широкоапертурного электронного пучка, приводящего к протеканию химической реакции между компонентами, кроме того, толщину титановой пленки на поверхности алюминиевой основы при магнетронном распылении наносят в пределах от 0.2 мкм до 0.4 мкм, кроме того, плотность энергии импульсного электронного пучка выбирают в интервале 4.2-4.4 Дж/см2.
В этом случае можно создавать приповерхностный слой толщиной в несколько десятков микрометров с повышенной износостойкостью, благодаря инициированию экзотермической химической реакции на поверхности детали между алюминиевой основой и нанесенной на нее пленкой титана с образованием интерметаллидных соединений. Последние представляют собой класс материалов, использование которых в различных областях техники интенсивно расширяется благодаря уникальным комплексам свойств, включающим высокие температуры плавления, повышенную механическую прочность, жаропрочность и жаростойкость. Технология не исключает и возможности последующего нанесения других защитных покрытий на модифицированный легированием объект.
Сущность заявленного изобретения поясняется следующим:
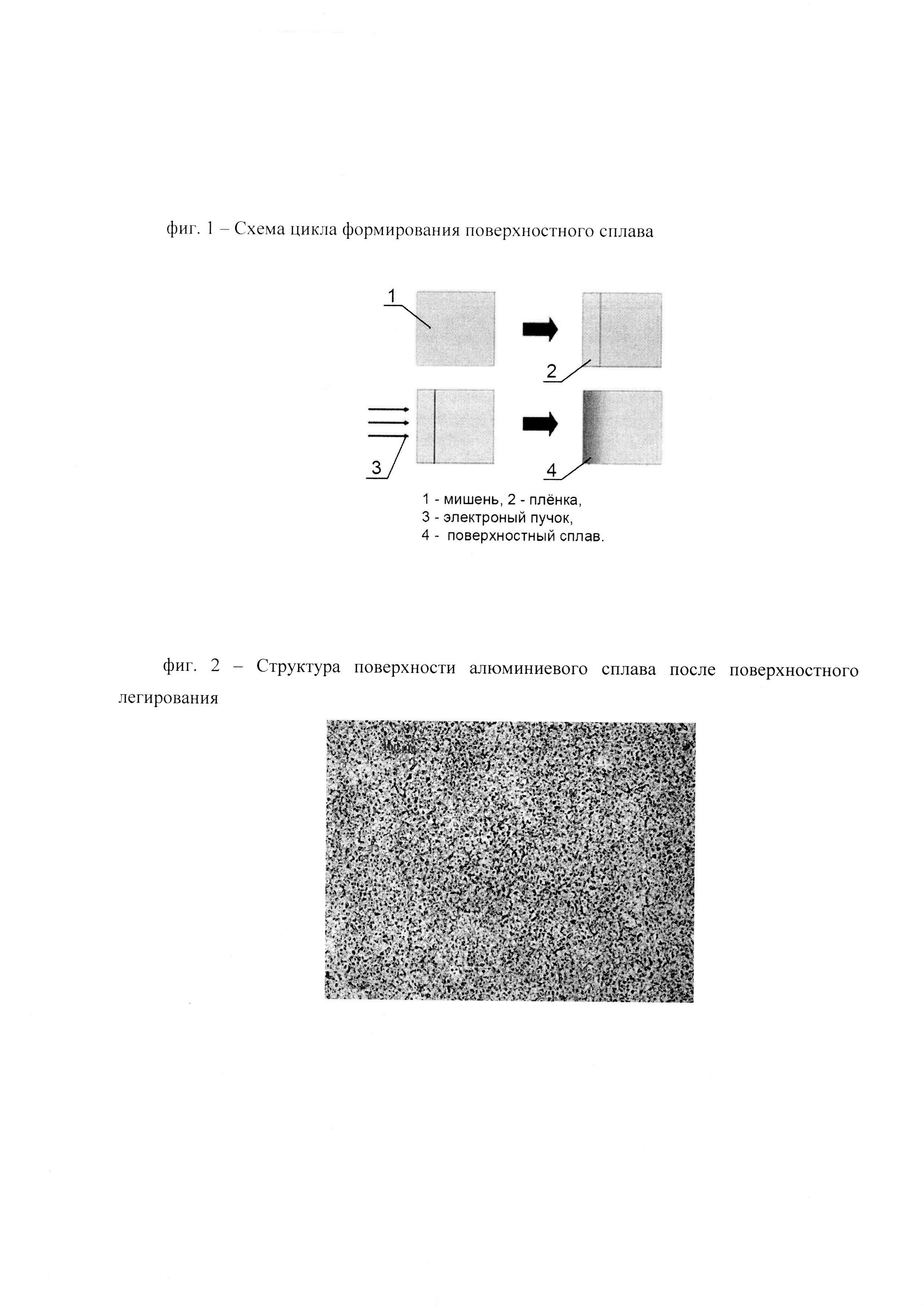
На фиг. 1 изображена схема получения поверхностного сплава,
На фиг. 2 - структура поверхности алюминиевого сплава после обработки,
На фиг. 3 - дифрактограмма образцов алюминиевого сплава.
Способ формирования на поверхности изделий из алюминиевых сплавов износостойкого слоя заключается в создании вышеуказанного слоя магнетронным распылением в вакуумной камере, при этом упрочняющие интерметаллидные фазы системы Ti-Al формируют на поверхности изделия путем последующего после магнетронного распыления жидкофазного перемешивания титанового покрытия с приповерхностным слоем алюминиевой основы с использованием широкоапертурного электронного пучка, приводящего к протеканию химической реакции между компонентами, кроме того, толщину титановой пленки на поверхности алюминиевой основы при магнетронном распылении наносят в пределах от 0.2 мкм до 0.4 мкм, кроме того, плотность энергии импульсного электронного пучка выбирают в интервале 4.2-4.4 Дж/см2.
В основу обработки положена задача надежного интегрирования синтезированных интерметаллидных соединений в поверхностный слой изделия. Обработка проводится в установке, которая представляет собой комбинацию источника низкоэнергетических сильноточных электронных пучков «РИТМ», и двух магнетронных распылительных систем на единой вакуумной камере. Установка позволяет осуществлять напыление пленок разных материалов на поверхность нужного изделия и последующее жидкофазное перемешивание материалов пленки и подложки интенсивным импульсным электронным пучком с образованием поверхностного сплава (фиг. 1). Из мишени 1 наносится пленка металла 2. Затем на объект с нанесенной на него пленкой воздействует импульсный электронный пучок 3. В результате образуется поверхностный сплав 4.
Условно непосредственное получение интерметаллидного Ti-Al покрытия можно разделить на два последовательных шага: нанесение титановой пленки на основу и синтез интерметаллида с помощью сфокусированного концентрированного источника энергии.
Процесс идет за счет возбуждения химической реакции между алюминием, присутствующим в основе, с титановой пленкой на его поверхности, нанесенной в виде покрытия, в режиме теплового взрыва путем импульсного нагрева поверхности при помощи низкоэнергетического сильноточного электронного пучка (НСЭП) [Markov А.В., Yakovlev E.V., Petrov V.I., Formation of Surface Alloys with a Low-Energy High-Current Electron Beam for Improving High-Voltage Hold-Off of Copper Electrodes, IEEE Transations on Plasma Science, 2013, v 41, 2177-2182.]. Генерация НСЭП включает в себя эмиссию электронов, образование пучка в плазмонаполненном диоде и его транспортировку в плазменном канале. Использование такой схемы генерации позволяет получить пучок микросекундной (около 5 мкс) длительности с плотностью тока до 105 А/см2 при ускоряющем напряжении от 15 до 30 кВ, от величины которого зависит плотность мощности в пучке. Площадь единовременной обработки составляет около 50 см2.
Перемешивание металлов основы, в качестве которой может быть использован алюминиевый сплав с содержанием алюминия не менее 90% для обеспечения надежного протекания химической реакции, и нанесенной на нее пленки титана или титанового сплава, обеспечивающее образование поверхностного сплава алюминия с титаном, происходит под воздействием широкоапертурного электронного пучка. Количество основного элемента в титановом сплаве будет оказывать непосредственное влияние на содержание интерметаллидной фазы в поверхностном сплаве, и, следовательно, на повышении износостойкости.
Воздействие импульсного электронного пучка вызывает прохождение упругой волны, которая генерируется при импульсном электронно-лучевом воздействии. При этом в веществе возникает скачок давления, плотности, удельной внутренней энергии и других характеристик, который распространяется по нему со сверхзвуковой скоростью (~103 м/с). За фронтом ударной волны вещество вовлекается в движение, приобретая массовую скорость, величина которой хотя и меньше скорости самой ударной волны, но имеет такой же порядок. Ударное сжатие сопровождается фазовыми, химическими и структурными превращениями. При этом из-за малой длительности процесса (~10-5 с) и тепловой инерции нагрев, обусловленный сжатием и внутренним трением, скорее всего, не является физическим фактором, который определяет поведение вещества в таких условиях. Основную роль в данном случае будет играть механическое активирование быстропротекающих в веществе физико-химических процессов, которые, в основном, являются твердофазными.
При прохождении ударной волны по дисперсной среде диссипация энергии ударной волны локализуется в основном в поверхностном слое. Соответственно и кратковременный нагрев вещества до высоких температур наблюдается именно в поверхностном слое. Благодаря действию волн разрежения и отводу тепла во внутренние слои материала, его поверхность быстро остывает.
При плотности энергии до 4 Дж/см2 в приповерхностном слое наблюдаются мелкозернистые дендритные структуры, которые хорошо просматриваются после поверхностного легирования титаном. Незначительное повышение плотности энергии в электронном пучке до 4.2 Дж/см2 помогает преодолеть потенциальный барьер образования интерметаллидной фазы, включения которой можно наблюдать на фиг. 2. Основным интерметаллидом содержащимся в образцах является фаза TiAl, как самая тугоплавкая и кристаллизующаяся первой. Фазы Al3Ti и Al2Ti могут присутствовать в образцах в небольшом количестве. Однако, основные линии данных фаз накладываются на основные линии фазы TiAl, поэтому при низком содержании фаз, достоверно установить их наличие или отсутствие затруднительно. Структура поверхности радикально изменяется. Наблюдаются равномерно распределенные частицы второй фазы. Появление в приповерхностном слое фазы TiAl существенно сдерживает процесс изнашивания. Износостойкость увеличивается более, чем в два раза.
Дальнейшее увеличение плотности энергии (выше 4.5 Дж/см2) при облучении поверхности образцов алюминиевого сплава приводит к испарению приповерхностного слоя вместе с нанесенной пленкой.
При использовании импульсных электронных пучков энергия вводится в приповерхностную область материала на глубину около 1 мкм. Слой толщиной, равной примерно половине длины пробега электронов, расплавляется почти немедленно. Толщину титановой пленки формируют в пределах от 0.2 до 0.4 мкм, чтобы получить возможность одновременного переплавления материала пленки и подложки. Режим нанесения титанового покрытия принципиального значения не имеет. При толщине покрытия менее 0.2 мкм поверхностный сплав недостаточно обогащается легирующими элементами, и необходимая структура не образуется. Толщина титановой пленки, превышающая 0.4 мкм, приводит к недостаточному проплавлению поверхности основы. При этом толщина приповерхностного легированного слоя уменьшается, а большая часть нанесенной титановой пленки испаряется.
Эксперименты на режимах, отличных от заявленных (результаты в рамках настоящей заявки не представлены), показали существенное снижение качества за счет влияния разнонаправленных изложенных выше факторов.
Пример.
С целью повышения износостойкости корпусной детали из деформируемого алюминиевого сплава Д16 на ее поверхность был нанесен слой титана толщиной 0.3±0.05 мкм. при напряжении на титановой мишени 480 В±10% и силе тока 1А±10%. Затем поверхность детали была обработана серией из 5 импульсов широкоапертурного электронного пучка с удельной энергией 4.3±2.5% Дж/см2. Обработка была повторена дважды.
В результате обработки был получен слой поверхностного сплава алюминия с титаном, в котором наблюдалась интерметаллидная фаза TiAl, что подтверждается данными рентгеноструктурного анализа (фиг. 3). На фигуре изображены дифрактограммы образцов алюминиевого сплава до и после поверхностного легирования титаном, иллюстрирующие изменение структуры при увеличении плотности энергии широкоапертурного электронного пучка, а) исходный алюминиевый сплав, б-д) облучение с плотностями энергии 3.8, 4.0, 4.2 и 4.4 Дж/см2 соответственно. Проведенные испытания показали повышение сопротивляемости абразивному изнашиванию более, чем в два раза.
Изложенное позволяет сделать вывод о том, что поставленная задача - обеспечение оптимизации технологических параметров процесса, основанной на объективно измеренных данных - решена, а заявленный технический результат - повышение качества изготовленных изделий - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для формирования защитных покрытий из мелкодисперсного композиционного порошка, и может найти применение в отраслях машиностроения;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ формирования на поверхности изделия из алюминиевого сплава износостойкого слоя, включающий формирование упомянутого слоя магнетронным распылением в вакуумной камере, отличающийся тем, что на поверхность алюминиевой основы магнетронным распылением наносят титановый слой в виде пленки толщиной от 0,2 мкм до 0,4 мкм, после чего формируют упрочняющие интерметаллидные фазы системы Ti-Al путем жидкофазного перемешивания титанового слоя с приповерхностным слоем алюминиевой основы посредством широкоапертурного электронного пучка плотностью энергии 4,2-4,4 Дж/см.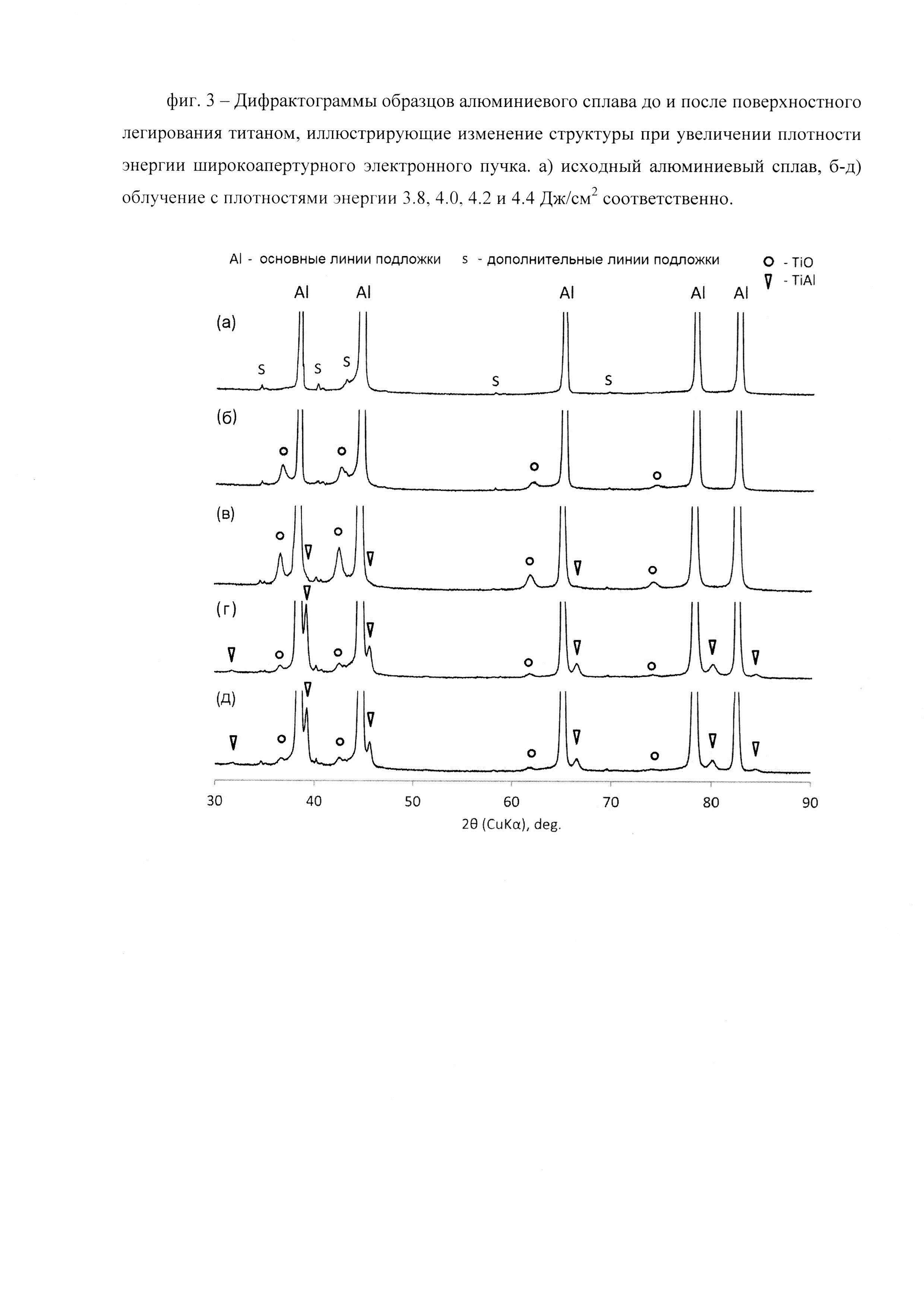
Устройство адаптивного управления станком
Пуансон для вытяжки полусферических деталей с плоским дном
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ упрочнения изделий из твердых сплавов
Способ определения оптимальной скорости резания в процессе металлообработки
Способ химико-термической обработки изделия
Способ выбора инструментального материала
Способ гидроструйной обработки поверхности изделий из режущей керамики
Способ мониторинга электронно-пучковой технологии поверхностного легирования и термообработки в вакуумных камерах
Способ оперативной оценки результатов электронно-пучкового термического воздействия на объекты в вакуумной камере
Способ формирования на титановых сплавах приповерхностного упрочненного слоя
Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности.
Способ акустического мониторинга электронно-пучковой технологии поверхностного легирования в вакуумных камерах

