Результат интеллектуальной деятельности: Рабочий валок дрессировочного стана, способ дрессировки плоского проката и продукт из плоского металлопроката
Вид РИД
Изобретение
Изобретение относится к рабочему валу дрессировочного стана с фактурной поверхностью, способу дрессировки плоского металлического проката, в частности стального, с использованием рабочего валка дрессировочного стана и к продукту из плоского металлического, в частности стального проката, полученным с использованием данного способа.
Общеизвестно, что автомобилестроение предъявляет высокие требования к визуальному впечатлению от окраски транспортного средства, в частности, окраски внешних поверхностей легкового автомобиля. Желательным является однородное лакокрасочное покрытие. При этом волнообразных отражений при малом угле обзора должно быть как можно меньше. Эти волнообразные отражения называют "апельсиновой коркой". Наряду с однородностью лакокрасочного покрытия, востребованной является экономичность процесса окраски. Потому из процесса следует исключить такие затратные этапы рабочего процесса, как шлифование и/или пульверизационная окраска, требующая большого расхода сырья. Чтобы выполнение этих требований стало возможным, тонколистовую сталь, используемую в качестве листовой стали для автомобильных кузовов, перед окраской подвергают холодной подкатке, которую также называют дрессировкой. Холодная подкатка обеспечивает желаемый уровень таких механических параметров, как, например, предел текучести, прочность при разрыве и растяжении металла, а также доработку рельефа поверхности тонколистовой стали с признаками, например, среднеарифметической высоты микронеровностей, выступами и волнами. Последующая окраска тонколистовой стали, обработанной таким образом до заданного рельефа поверхности, облегчается за счет исключения или уменьшения количества слоев грунтовки. Грунтовка, в частности, используется для обеспечения однородной поверхности окрашиваемой тонколистовой стали, во избежание проявления этих неровностей на окрашенной поверхности. Для холодной подкатки используются рабочие валки дрессировочного стана с профилированной поверхностью. Профилирование поверхности валка с изначально гладко отшлифованной поверхностью осуществляется различными способами текстурирования (придания извитости). Затем, в процессе холодной подкатки, соответствующими рабочими валками дрессировочного стана текстурируют поверхность тонколистовой стали. То же действует в отношении всей тонколистовой стали, за исключением той, что используется в качестве листовой стали для автомобильных кузовов.
Вообще известны следующие выравнивающие технологии текстурирования рабочих валков дрессировочного стана: SBT (Shot Blast - дробеструйный метод) - центрифугальный выброс на поверхность рабочего валка дрессировочного стана колотого абразивного материала, EDT (Electro Discharge Texturing - электроразрядное текстурирование) - электроэрозионная обработка, EBT (Electro Beam Texturing - электронно-лучевое текстурирование), когда пучок электронов в условиях вакуума закрывает отдельные кратеры в поверхности рабочего валка дрессировочного стана, Lasertex - лазерное текстурирование, когда отдельные кратеры в поверхности рабочего валка дрессировочного стана закрываются лазерным лучом.
Кроме того, из патентной заявки компании Зальцгиттер АГ на изобретение PRETEX® от сентября 2002 г. известна текстурированная тонколистовая сталь, отвечающая высочайшим требованиям к конструкции автомобильного кузова. Эта тонколистовая сталь предлагается, как с необработанной, так и с обработанной поверхностью и используется в автомобилестроении в качестве деталей внутренней и внешней обшивки кузова, к пластической деформации и окрашиваемости которых предъявляются высочайшие требования. Рельеф поверхности тонколистовой стали во многом определяет устойчивость лакокрасочного покрытия автомобиля к пластической деформации, а также его адгезионные и оптические свойства. Отвечающий требованиям потребителей рельеф поверхности тонколистовой стали достигается холодной подкаткой. Используемые для этих целей рабочие валки дрессировочного стана изготавливаются, в отличие от описанных ранее ретикуляционных технологий текстурирования, в ходе позитивного процесса путем нанесения на гладкий вал определенного объемного рисунка. В частности, для этого подходит, так называемый метод TOPOCROM®, обеспечивающий износоустойчивое электролитическое хромирование и структурирование поверхности гладкого валка. Для этого рабочий валок дрессировочного стана помещается в реактор, оснащенный анодной корзиной и наполненный электролитом, где на него наносится покрытие. В процессе нанесения покрытия ионы хрома выделяются из электролита и вытесняют металл с металлической поверхности рабочего валка дрессировочного стана. Данная технология нанесения покрытия обеспечивает абсолютно равномерное случайное распределение хромовых полушарий различного размера, размер и количество которых на единицу площади могут быть заданы целенаправленно и возобновляемо в соответствии с запросами потребителя параметрами нанесения покрытия в управляющем процессом компьютере. Хромовые полусферы рабочего валка дрессировочного стана в процессе дрессировки оставляют на тонколистовом металле соответствующие по форме сферические гнезда. Рельеф поверхности тонколистовой стали служит для нанесения смазки и поддержания слоя гидростатической или гидродинамической смазки, необходимой для уменьшения трения. Высокая среднеарифметическая высота микронеровностей и изолированные друг от друга смазочные карманы, служащие смазочными емкостями, в значительной степени улучшают соотношение трения и смазки. Улучшение параметров окрашиваемости при одновременном уменьшении толщины слоя окраски достигается высокими предельными величинами, а также небольшим количеством длинноволновых (Long Wave) и коротковолновых (Short Wave) структурных компонентов. Длинноволновые структурные компоненты могут стать причиной эффекта "апельсиновой корки" в слое лакокрасочного покрытия автомобильной листовой стали.
Из содержания выкладного описания германской патентной формулы DE 10 2012 017 703 A1 известен конечный продукт из плоского металлического проката, в частности, стального, а также область применения данного продукта из плоского металлопроката, валок и технология изготовления такого конечного продукта. Считается, что данный конечный продукт из плоского металлопроката характеризуется очень хорошими трибологическими свойствами и должен производить улучшенное визуальное впечатления от типичного лакокрасочного покрытия автомобиля. При этом, лакокрасочное покрытие должно наноситься в рамках укороченного процесса окраски без праймера и наложения слоя меньшей толщины. У валка, предназначенного для изготовления такового конечного продукта из плоского металлопроката, должна быть структура поверхности, обеспечивающая предельное число в диапазоне 80 - 180 ед./cм, значение среднеарифметической высоты микронеровностей Ra в диапазоне 2,5 - 3,5 мкм и среднеарифметическую волнистость поверхности в диапазоне 0,08 - 1,0 мкм. В одном из вариантов исполнения гладкий участок поверхности валка составляет около 25% от всей текстурированной площади. Профилирование поверхности валка с изначально гладко отшлифованной поверхностью осуществляется путем эрозии материала в результате импульсно-лазерной обработки.
Европейская патентная формула EP 0 606 473 A1 описывает валок для дрессировки стального листа с обработанной лазером поверхностью. Поверхностная структура валка содержит множество полусферических неровностей из хрома, от 40 до 100% которых в ходе дрессировки переносятся на стальной лист, оставляя на нем отпечатки диаметром d от 50 до 500 мкм и высотой h от 2 до 40 мкм. Расстояние между отдельными отпечатками составляет от 1,0 d до 4,0 d.
В переводе содержания европейского патента DE 694 23 784 T2 упоминается способ оформления структуры поверхности при помощи пучка электронов. Структура поверхности образуется заранее заданным двухмерным точечным узором. Каждая точка представляет собой кратер с кантом заранее заданной формы. После структурирования поверхность валка приобретает величину среднеарифметической высоты микронеровностей Ra в пределах 0,4 - 8,0 мкм.
Из патента US 5,532,051 известна технология хромирования валка для холодной подкатки со структурированной поверхностью из стали. Хромирование предназначено для существенного продления срока службы валка, обработанного таким образом.
Изобретение ставит задачу создания усовершенствованного рабочего валка дрессировочного стана с фактурной поверхностью, а также усовершенствованного способа дрессировки плоского металлического проката, в частности, стального, с использованием рабочего валка дрессировочного стана и улучшенного продукта из плоского металлического проката, в частности, стального, полученного с использованием данного способа.
Согласно изобретению в усовершенствованном металлическом рабочем валке дрессировочного стана с текстурированной поверхностью, предназначенном для изготовления продуктов из плоского, в частности, стального металлопроката, коэффициент материала структуры поверхности составляет 2% на глубине от 0,2 мкм до 9 мкм, предпочтительно на глубине от 0,8 мкм до 5,5 мкм, при этом глубина замеряется относительно нулевой отметки в направлении оси вращения рабочего валка дрессировочного стана, а линия нулевой отметки проходит параллельно оси вращения рабочего валка дрессировочного стана и на выходе от поверхности рабочего валка дрессировочного стана в направлении оси вращения рабочего валка дрессировочного стана до тех пор, пока его коэффициент материала не достигнет 0,1%. В количественном отношении структура поверхности такого рабочего валка дрессировочного стана характеризуется меньшим коэффициентом материала, так что во время дрессировки достигается максимальное соотношение между изменением рельефа подвергаемого дрессировке плоского проката и его удлинением.
Небольшие коэффициенты материала, помимо прочего, объясняются тем, что структура поверхности состоит из коэффициентов материала 5 % на глубине от 0,7 мкм до 12 мкм, предпочтительно на глубине от 1,1 мкм до 6,5 мкм.
Следующее условие определения величины коэффициентов материала связано с тем, что структура поверхности состоит из коэффициентов материала размером 10 % на глубине от 1,0 мкм до 15 мкм, предпочтительно на глубине от 1,4 мкм до 7,4 мкм.
Предпочтительнее использовать для обработки структуры поверхности рабочего валка дрессировочного стана метод электролитического хромирования и структурирования поверхности гладкого валка.
Наиболее предпочтительным является величина среднеарифметической высоты микронеровностей структуры поверхности Ra=0,3-5 мкм, а предельная величина RPc =50-300 ед./см.
В соответствии с данным изобретением, усовершенствование способа дрессировки продукта из плоского металлического, в частности, стального металлопроката осуществляется за счет использования для дрессировки плоского металлопроката рабочего валка дрессировочного стана из данного изобретения.
Предпочтительнее дрессировать валком плоский металлопрокат под углом 0,1-2,0 %.
В соответствии с данным изобретением, продукт из плоского металлического, в частности, стального металлопроката, изготовленный способом, описанным в данном изобретении, отличается следующими параметрами: среднеарифметическая высота микронеровностей Ra=0,9-1,4 мкм, предпочтительно 0,9-1,2 мкм, предельная величина RPc>90 ед./см, предпочтительно RPc>95/см, среднеарифметическая волнистость поверхности, определяемая параметром Wsa (1-5) по регламенту VDEh SEP1941, составляет менее 0,28 мкм, предпочтительно 0,25 мкм, наиболее предпочтительно 0,22 мкм.
Предпочтительнее использовать плоский металлопрокат толщиной 0,35-2,0 мм.
Предпочтительнее использовать плоский металлопрокат, легированный цинком или смесью цинка и алюминия, или смесью цинка и железа, или смесью цинка, алюминия и магния.
Плоский металлопрокат, изготовленный в соответствии с данным изобретением, в частности, тонколистовая сталь, находят предпочтительное применение в производстве грузовых автомобилей, бытовой техники, так называемой "белой техники" и металлической мебели. Плоский металлопрокат можно обработать электролитическим или горячим цинкованием. Из плоского металлопроката можно также изготавливать детали методом, например, глубокой вытяжки или при помощи вакуумформования натягиванием листа на пуансон. Предпочтительным является плоский металлопрокат, предназначенный для последующего лакокрасочного покрытия и используемый в готовом виде для изготовления видимых окрашенных деталей. Плоский металлопрокат особенно подходит для формования, в частности, методом глубокой вытяжки.
В данном изобретении речь идет о плоском листовом, в частности, тонколистовом прокате из металла, легированного металла, в частности, стали.
Сопротивление плоского металлопроката воздействию, изменяющему рельеф, в процессе дрессировки следует компенсировать. При этом структура поверхности рабочего валка дрессировочного стана вдавливается глубже, чем это требуется для создания отпечатка заданной глубины, который остается на поверхности плоского металлопроката. Из-за этого явления упругой отдачи наиболее эффективным при обработке плоского проката с большим сопротивлением формованию оказывается воздействие рабочих валков дрессировочного стана с поверхностной структурой с малыми коэффициентами материала.
Металлопрокат с мягким металлическим покрытием обеспечивают улучшенную передачу рисунка поверхностной структуры рабочего валка дрессировочного стана, чем более жесткий металлопрокат, например, стальной, без покрытия.
Плоский металлопрокат, дрессированный при помощи валка из данного изобретения, характеризуется следующими преимуществами:
- равномерная, воспроизводимая заданная величина среднеарифметической высоты микронеровностей по всей длине и ширине продукта из плоского металлопроката, обеспечиваемая одинаковой величиной среднеарифметической высоты микронеровностей структуры рабочего валка дрессировочного стана,
- улучшенные формовочные свойства, обеспечиваемые идеальным трибологическим поведением в процессе глубокой вытяжки, что, в свою очередь, обеспечивается тонкодисперсными, изолированными друг от друга смазочными карманами,
- идеальная окрашиваемость, в том числе, в вертикальном положении, обеспечиваемая высокими предельными значениями и произвольным распределением среднеарифметической высоты микронеровностей,
- экологичный процесс нанесения покрытия валка, обеспечиваемый специально разработанным закрытым реактором, не требующим расхода воды на промывку.
Ниже суть изобретения будет раскрыта на примере одного варианта исполнения и применимых чертежей. Примеры демонстрируют:
Фигура 1: схема одного примерного процесса движения поверхностной структуры валка, предлагаемого в данном изобретении,
Фигура 2: иллюстрация нулевой линии, выбранной для проведения замера коэффициентов материала на поверхности валка,
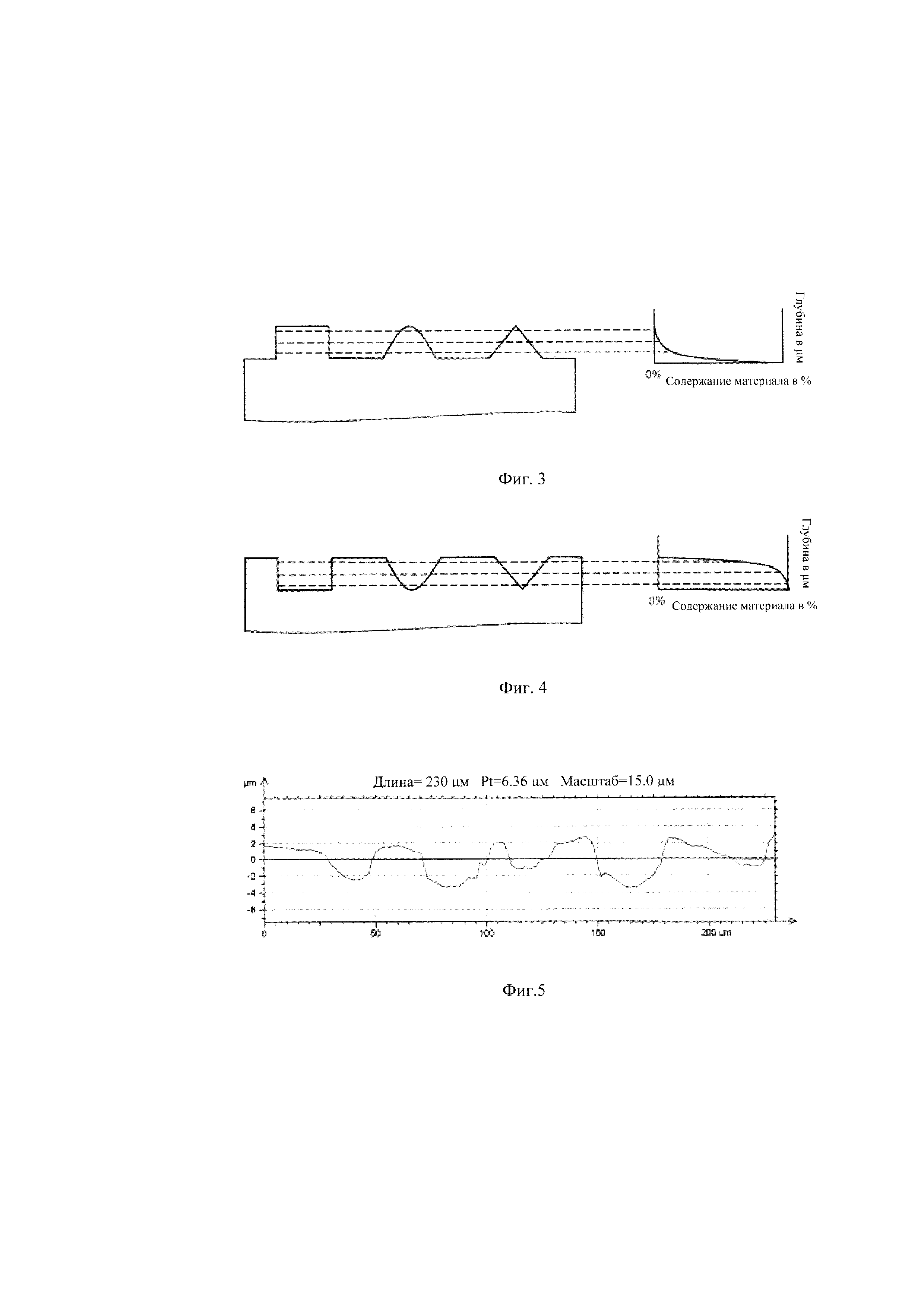
Фигура 3: увеличенный разрез структуры поверхности валка из данного изобретения приложением диаграммы величин коэффициентов материала,
Фигура 4: разрез традиционного валка, аналогичный представленному на фигуре 2, и диаграммы величин коэффициентов материала, и
Фигура 5: проекция разреза продукта из металлопроката с рельефом PRETEX® по данному изобретению.
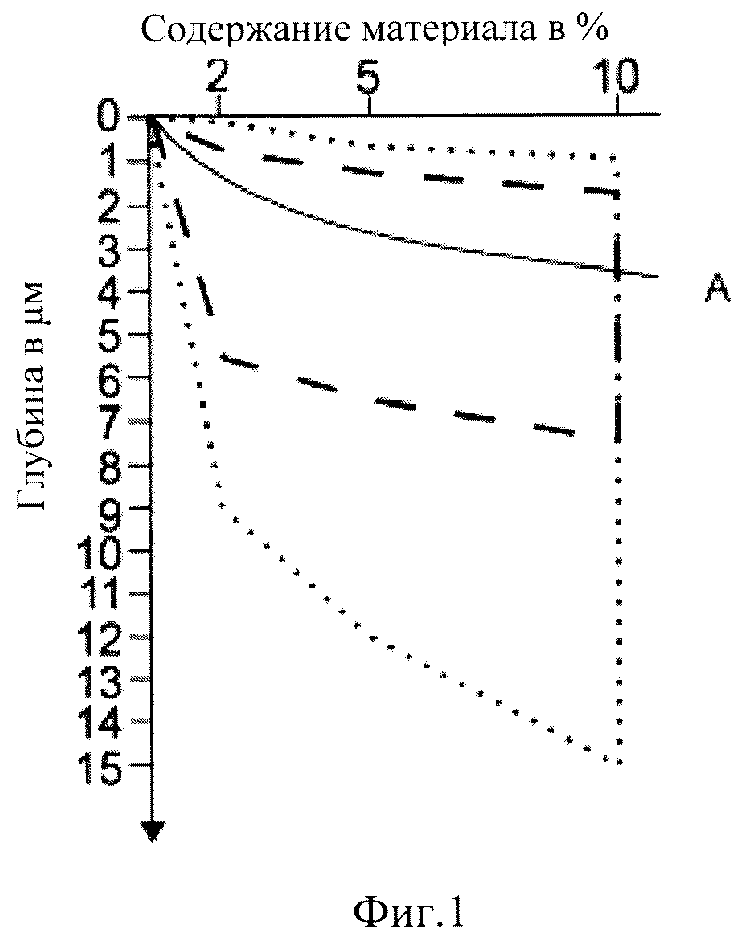
На фигуре 1 представлена прямоугольная система координат с глубиной в мкм от 15 до 0 мкм по оси Y и величинами коэффициентов материала от 0 до примерно 10 % по оси Х. В системе координат под буквой А представлена примерная структура поверхности предлагаемого данным изобретением рабочего валка дрессировочного стана.
Коэффициента материала в % обозначает присутствие материала рабочего валка дрессировочного стана на участке поверхности, характерного для всего объема верхней окружной поверхности рабочего валка дрессировочного стана. Противоположность коэффициенту материала в % может таким образом составлять коэффициент материала среднеарифметической высоты микронеровностей. Коэффициента материала поверхности определяется для этого в 3D-измерении от поверхности в направлении центральной оси вращении валка. 3D-замер производится на репрезентативной поверхности размером около 2,5 мм2. Затем, исходя из поверхности рабочего валка дрессировочного стана, определяется отношение коэффициента материала в %, определенного путем 3D-замера, и глубины в |мкм. Коэффициент материала можно определить по профилю среднеарифметической высоты микронеровностей валка. Коэффициенты материала, представленные на фигуре 2, соответствуют требованиям ISO 25178 на основании поверхностного 3D-замера среднеарифметической высоты микронеровностей соответствующего валка. В целях сравнения коэффициентов материала следует определить для данных замеров плоскость отсчета, от которой будут рассчитываться величины высоты или глубины. Как правило, при составлении кривой коэффициентов материала применяется величина смещения опорной линии в размере 5% по поверхности валка в направлении оси его вращения. Поскольку именно в пределах первых 5% коэффициента материала в профиле валка регистрируются существенные отличия, применяется коэффициент сдвига нулевой линии в размере 0,1%, т.е. нулевая линия в процессе замеров или определении глубины в мкм сдвигается лишь настолько, пока коэффициент материала не превышает 0,1% предела среднеарифметической высоты микронеровностей в этой области поверхности. Глубина в мкм определяется от нулевой линии в направлении вращения валка. Глубина, указанная на фигуре 2, рассчитанная по части поверхности валка, характерна для всей площади валка, т.к. дрессировка валка одинакова.
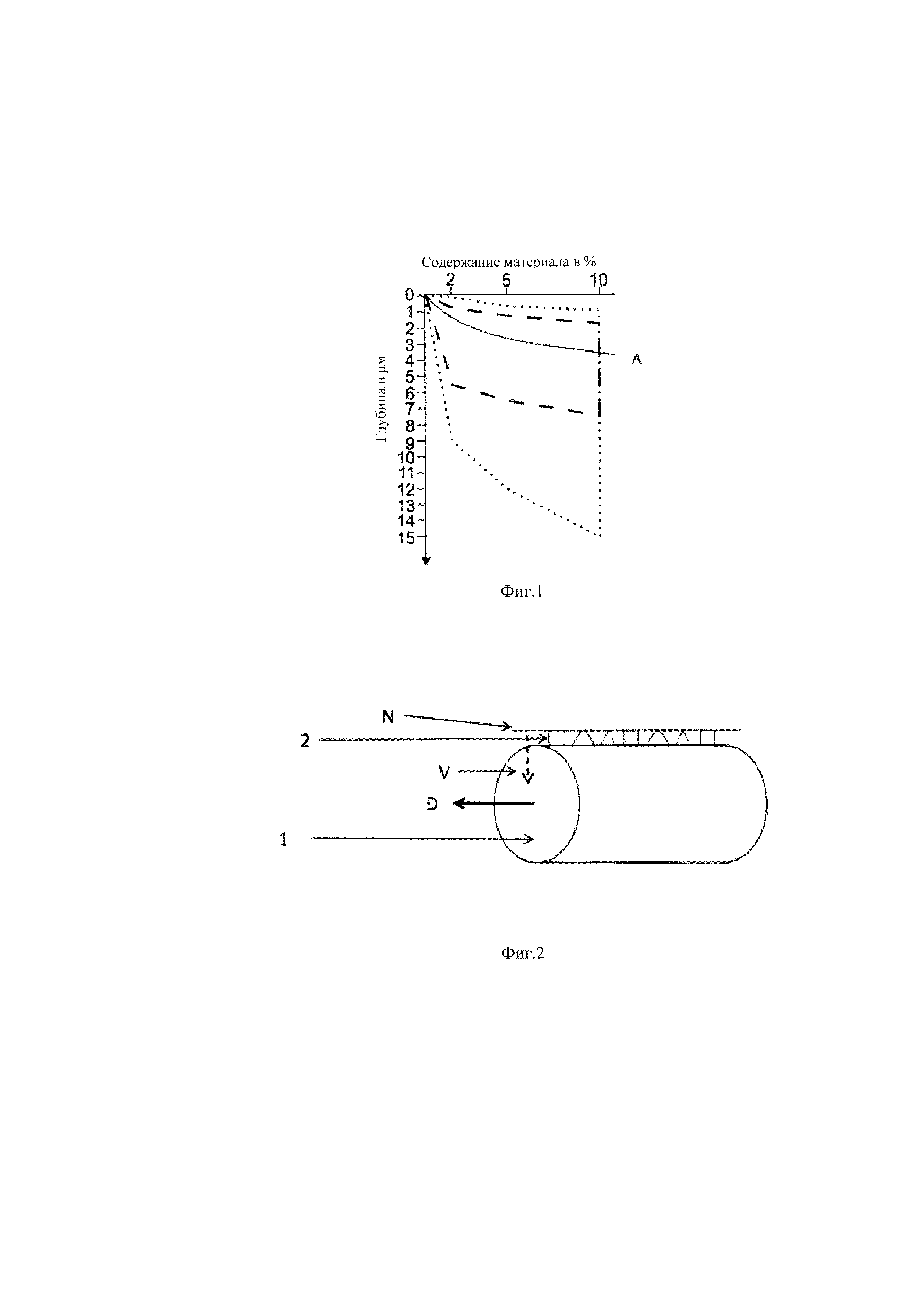
На фигуре 2 представлено изображение описанного выше радиального сдвига нулевой линии N относительно поверхности рабочего валка дрессировочного стана 1 в направлении вращения D рабочего валка дрессировочного стана 1. В результате сдвига нулевая линия N проходит параллельно оси вращения D по поверхности рабочего валка 1 дрессировочного стана. Ось вращения D проходит по длине рабочего валка 1 дрессировочного стана и по его центру. Сдвиг нулевой линии N осуществляется по представленным на схеме структурным элементам 2 структуры поверхности рабочего валка 1 дрессировочного стана в направлении радиально вглубь по оси вращения D, до момента достижения желаемой величины коэффициента материала структурного элемента 2, равной 0,1%.
Фигура 1 показывает, что примерная линия A рабочего валка дрессировочного стана, описываемого в данном изобретении, с учетом глубины, основанной на коэффициенте материала 0,1%, в размере 0 мкм очень плоская и коэффициент материала в размере 10% достигается только примерно при 3,5 мкм. По количественным соображением можно таким образом считать, что рабочий валок дрессировочного стана с меньшим коэффициентом материала можно использовать для меньших величин глубины микронеровностей. Кроме того, технология Topocrom® формирует рельеф из хромированных полусфер с прямыми боками.
Особенно подходящими являются структуры поверхности валков дрессировочных станов со специальной формой по глубине в области коэффициента материала от 2% до 10%. Эту форму можно описать как последовательность отобранных величин в процентах коэффициента материала валка. Для примера ниже выбрана следующая последовательность величин коэффициента материала: 2 %, 5 % и 10 %. Наиболее предпочтительный рельеф плоского металлопроката обеспечивают валки с величинами, расположенными в следующих диапазонах:
коэффициент материала 2 % - глубина 0,2 мкм - 9 мкм - предпочтительная глубина: 0,8 мкм - 5,5 мкм
коэффициент материала 5 % - глубина 0,7 мкм - 12 мкм - предпочтительная глубина: 1,1 мкм - 6,5 мкм
коэффициент материала 10 % - глубина 1,0 мкм - 15 мкм - предпочтительная глубина: 1,4 мкм - 7,4 мкм
Данные диапазоны глубины и коэффициента материала представлены на фигуре 1 в виде многоугольников. Многоугольник, показанный пунктиром, отображает более высокие значения глубины из представленных выше диапазонов, а многоугольники, нарисованные штриховой линией - предпочтительные диапазоны значения глубины.
Такие рабочие валки дрессировочных станов с произвольной структурой поверхности и с распределением коэффициента материала, показанного на фигуре 1, обеспечивают изготовление готового плоского металлопроката, в частности, стальной полосы, с улучшенным рельефом. Таким образом, как правило, прокатывают соответствующий металлопрокат в направлении по длине рабочими валками дрессировочного стана, настроенными на нижние величины силы, в частности, гидравлического давления. Сила, передаваемая линейно на изделие из плоского металлопроката, расположенного между рабочими валками дрессировочного стана, удлиняет изделие, уменьшая при этом его толщину, а также формирует поверхность продукта из плоского проката в соответствии с поверхностной структурой рабочего валка дрессировочного стана. Вытеснение материала в процессе формирования структуры поверхности и удлинения продукта из плоского металлопроката происходит по принципу наименьшего сопротивления. Когда поверхностная структура рабочего валка дрессировочного стана заполняется, повышенная сила воздействует для удлинения продукта из плоского металлопроката. Максимальное удлинение продукта из плоского металлопроката ограничено механическими характеристиками продукта.
Идеальная поверхностная структура рабочего валка дрессировочного стана должна обладать характеристиками, обеспечивающими формирование поверхности продукта из плоского металлопроката до момента достижения максимально допустимого удлинения полосы.
Поверхностная структура рабочего валка дрессировочного стана в соответствии с фигурой 1 близка к идеальной. Такой рабочий валок дрессировочного стана обеспечивает высокое приложение удельной вальцовочной силы, соответствующей единице силы на длину линии соприкосновения с продуктом из плоского металлопроката, для изменения рельефа продукта из плоского металлопроката и меньшего приложение удельной вальцовочной силы, используемой для большего удлинения продукта из плоского металлопроката. Стандартным является диапазон удельной вальцовочной силы в пределах 1,9 кН/мм. Изменение рельефа характеризуется параметрами среднеарифметической высоты микронеровностей Ra, предельной величиной RPc или, проще, вытесненным объемом. Удлинение продукта из плоского металлопроката выражается степенью дрессировки. Поскольку степень дрессировки, как правило, ограничивается изменением механических свойств, наиболее благоприятным считается наибольшее соотношение изменения рельефа к удлинению продукта из плоского металлопроката, обеспечивающее одновременно наименьшую волнистость и наименьшее удлинение продукта из плоского металлопроката. В соответствии с положениями SEP1941 среднеарифметическая волнистость выражается величиной Wsa (1-5). В этом смысле чрезвычайно необходимой представляется минимальная степень дрессировки для достижения желаемого изменения рельефа до момента превышения нужной степени дрессировки. Величина степени дрессировки находится в примерном диапазоне 0,1-2,0 %.
Коэффициент материала рабочего валка дрессировочного стана из данного изобретения обеспечивает компактное распределение усилия нажатия при высоком локальном нажатии, и потому, прежде всего, обеспечивает изменение рельефа и только затем - удлинение продукта из листового металлопроката. Изменение рельефа вызывает локальное латеральное перераспределение объема материала на поверхности продукта из плоского металлопроката. При этом таковое воздействие малого коэффициента материала рабочего валка дрессировочного стана из данного изобретения положительно, в том смысле, что он меньше препятствует перераспределению объема, чем рабочие валки дрессировочных станов с более высоким коэффициентом материала, и предотвращает образование точечных скоплений в результате перераспределения объемов на поверхности продукта из плоского металлопроката. Эти точечные скопления вызывают нежелательную волнообразность Wsa (1-5) по SEP1941.
Предпочтительной является структура поверхности рабочего валка дрессировочного стана с меньшим коэффициентом материала, изготавливаемого способом, обеспечивающим структуру поверхности, состоящую из полусфер с большей крутизной бочков. Такую структуру поверхности рабочего валка дрессировочного стана предпочтительнее обеспечить методом жесткого хромирования, известного как Topocrom®.
Фигура 3 схематично изображает увеличенный разрез структуры поверхности валка из данного изобретения с приложением диаграммы коэффициентов материала. На примерной структуре поверхности имеются четырехугольные, параболические и треугольные неровности, разделенные промежутками, глубина которых компенсируется ровной поверхностью валка. Кроме схемы, на фигуре представлена количественная диаграмма глубины неровностей, распределяющейся по коэффициенту материала, и известная из фигуры 1. По фигуре видно, что, как следует из диаграммы из фигуры 1, коэффициент материала выступов, в общем, невелик и увеличивается за счет увеличения глубины до полного соответствия форме поверхности валка сначала слегка, а в зоне максимальной глубины – сильно. Валок с такой структурой поверхностью и с малым коэффициентом материала по всей высоте или по всей глубине неровностей вызывает в процессе дрессировки продукта из плоского металлопроката предпочтительные изменения рельефа дрессированного продукта из плоского металлопроката до момента удлинения полосы. Применение валка из данного изобретения позволяет уменьшить волнистость рельефа продукта из плоского металлопроката при малом удлинении полосы продукта из плоского металлопроката.
Фигура 4 во многом повторяет фигуру 3, однако структура поверхности оформлена как противоположная структуре поверхности, изображенной на фигуре 3. Как и на фигуре 3, неровности имеют форму четырехугольника, параболы и треугольника, но направленных углами в сторону промежутков. Структура поверхности, изображенная на фигуре 4, встречается у традиционных валков. Кроме схемы на фигуре представлена количественная диаграмма глубины, распределяющейся по коэффициенту материала, известная из фигуры 1. Ход кривой на фигуре 3 показывает, что коэффициент материала неровностей, в общем, большой и увеличивается за счет увеличения глубины до полного соответствия форме поверхности валка сначала сильно, а в зоне максимальной глубины - слегка. Валок с такой структурой поверхности с высоким коэффициентом материала по всей высоте или по всей глубине выступов вызывает в процессе дрессировки продукта из плоского металлопроката удлинение полосы дрессированного продукта из плоского металлопроката до момента изменения рельефа. Из-за усиленного удлинения полосы формирование рельефа продукта из плоского металлопроката возможно только в ограниченной степени.
Структуры поверхности, изображенные на фигурах 3 и 4 значительно различаются по величине их коэффициента материала и его распределению по глубине неровностей на структуре поверхности. И хотя величина среднеарифметической высоты микронеровностей Ra данных структур поверхности не различается, она оказывает различное воздействие на рабочий валок дрессировочного стана при передаче среднеарифметической высоты микронеровностей валка продукту из плоского металлопроката в смысле достижения востребованного потребителем рельефа металлического листа с желаемыми параметрами Ra и RPc. Величина параметра среднеарифметической высоты микронеровностей Ra находится в диапазоне от 0,9 до 1,4 мкм, а предел параметра RPc выше 75 ед/см.
На фигуре 5 представлена проекция разреза продукта из плоского металлопроката с рельефом PRETEX® в соответствии с данным изобретением, полученным с применением рабочего валка дрессировочного стана с малым коэффициентом материала в соответствии с данным изобретением. На оси Y представлена высота или глубина неровностей относительно нулевой линии в мкм, а на оси X - длина разреза в мкм. Рельеф PRETEX® в соответствии с данным изобретением характеризуется выраженной последовательностью неровностей и продольных промежутков и величинами параметров Ra=1,04 мкм, RPc=106 ед./см и волнистостью Wsa(1-5)=0,208 мкм. Также видна высокая крутизна бочков на краю вдавленных сферических гнезд. Коэффициент материала данного рабочего валка дрессировочного стана, определенная 3D-замером среднеарифметической высоты микронеровностей, составляет 2% на глубине 2,0 мкм, 5% на глубине 2,8 мкм и 10% на глубине 4,3 мкм и примерно соответствует варианту А фигуры 1.
Применение рабочего валка дрессировочного стана из данного изобретения с малым коэффициетом материала позволяет создать поверхность металлического листа, которая при малой среднеарифметической высоте микронеровностей (0,9 мкм < Ra <1,2 мкм) и высоком пределе (RPc > 95/cм) характеризуется малой волнистостью Wsa (1-5) - менее 0,22 мкм. Коэффициент материала поверхности металлического листа, определенный 3D-замером среднеарифметической высоты микронеровностей составляет 2% на глубине 1,5 мкм, 5 % на глубине 2,3 мкм и 10% на глубине 2,8 мкм.
Список обозначений
1. Рабочий валок дрессировочного стана
2. Структурные элементы
A Примерный процесс
D Ось вращения
N Нулевая линия
V Направление смещения нулевой линии.
Сталь для высокопрочных деталей из лент, листов или труб с превосходной деформируемостью и особо пригодная для способов высокотемпературного нанесения покрытий
Способ получения расплава стали с содержанием марганца до 30%
Способ изготовления горячекатаной полосы
Способ изготовления горячекатаной полосы и изготовленная из ферритной стали горячекатаная полоса
Литьевое сопло для горизонтальной ленточной литейной установки
Литьевое сопло для горизонтальной ленточной литейной установки
Способ получения горячекатаной полосы из стали посредством непрерывной разливки и регулируемыми по ее сечению свойствами материала
Способ изготовления конструктивного элемента из стали, способной к самозакаливанию на воздухе, и конструктивный элемент, изготовленный этим способом
Способ нанесения покрытия на стальные полосы и стальная полоса с покрытием (варианты)
Способ изготовления изделий из легкой аустенитной конструкционной стали и изделие из легкой аустенитной конструкционной стали (варианты)
Деталь из закаленного под прессом стального листа с покрытием на основе алюминия и способ изготовления такой детали

