Результат интеллектуальной деятельности: Способ электронно-лучевой наплавки с контролем положения присадочной проволоки относительно электронного луча (варианты)
Вид РИД
Изобретение
Группа изобретений относится к области электронно-лучевой наплавки и может быть использована для осуществления оперативного контроля за положением присадочной проволоки относительно электронного луча при электронно-лучевой наплавке или послойном синтезе изделий проволочными материалами.
При электронно-лучевой наплавке проволочным материалом качество получаемого наплавленного валика зависит от многих факторов, один из наиболее важных — это точность подачи присадочного материала в зону наплавки. Диаметр электронного луча в точке фокусировки составляет доли миллиметра, поэтому во избежание отклонения присадочной проволоки от электронного луча при отсутствии регулирования положения присадочной проволоки относительно электронного луча применяют дополнительные приемы, чаще всего расфокусирование электронного луча. При этом размер электронного луча в плоскости его взаимодействия с присадочной проволокой получают сопоставимым с размером сечения присадочной проволоки. Это приводит к снижению энергетической эффективности процесса, увеличению припусков под механическую обработку, увеличенному тепловложению в изделия со всеми вытекающими последствиями.
Известен способ контроля электронно-лучевой сварки с помощью герметичной видеокамеры и системы подсветки для контроля процесса обработки материала электронным лучом. (патент РФ на изобретение №2510744, В23К 15/066, 2014). Использование видеокамеры и системы подсветки позволяет вести наблюдение и контроль процесса электронно-лучевой наплавки, в том числе при аддитивном производстве. В частности, видеонаблюдение позволяет динамически контролировать положение проволоки относительно электронного луча. Такой контроль повышает качество наплавленных слоев, повышает точность наплавки, снижает припуски на механическую обработку.
Недостатком, известного способа является относительно высокая стоимость применяемого оборудования, сложность использования получаемого видеоизображения в системе автоматического оперативного контроля.
Наиболее близким к первому и второму варианту заявляемого способа по технической сущности и достигаемому техническому результату является способ электронно-лучевого послойного синтеза (патент США на изобретение US8809780, В23К 9/04, 2014), при котором контроль положения присадочной проволоки относительно электронного луча осуществляют посредством наблюдения отраженных электронов, при этом электронный луч периодически осциллируют по растровой траектории с частотой не менее 5 раз в секунду для сканирования зоны наплавки.
Недостатком известного способа является периодическое прерывание процесса для отклонения электронного луча, что отрицательно сказывается на качестве наплавляемого валика и требует сложного управления системой отклонения электронного луча. Кроме того, при использовании такого способа происходит построение двумерного изображения области наплавки с необходимостью его дальнейшей обработки, что требует относительно высоких вычислительных мощностей и снижает быстродействие системы.
Техническим результатом, достигаемым вариантами изобретения, является повышение точности оперативного контроля положения присадочной проволоки относительно электронного луча при проведении наплавки или послойном синтезе изделия непрерывно осциллирующим электронным лучом.
Технический результат по первому варианту достигается тем, что в способе электронно-лучевой наплавки с контролем положения присадочной проволоки относительно электронного луча, заключающемся в том, что электронно-лучевую наплавку ведут с непрерывной осцилляцией электронного луча, а контроль положения проволоки осуществляют по вторичному излучению из зоны электронно-лучевой наплавки, согласно первому варианту изобретения, непрерывную осцилляцию электронного луча ведут по траектории, имеющей пересечение с присадочной проволокой, путем подачи переменного тока определенной величины, формы и частоты в отклоняющей системе электронного луча, в процессе наплавки регистрируют сигнал вторичного излучения из зоны взаимодействия электронного луча с материалом изделия и присадочной проволокой, сигнал вторичного излучения обрабатывают методом синхронного накопления и получают функцию, описывающую зависимость усредненных величин сигнала вторичного излучения от сдвига опорного сигнала, зависящего от тока в отклоняющей системе, по положению экстремума функции, описывающей зависимость усредненных величин сигнала вторичного излучения от сдвига опорного сигнала, определяют величину запаздывания функции относительно сигнала тока в отклоняющей системе электронного луча, характеризующую положение присадочной проволоки относительно электронного луча, управляют отклоняющей системой электронного луча и/или системой позиционирования присадочной проволоки, поддерживая величину, характеризующую запаздывание упомянутой функции на уровне, соответствующем требуемому положению присадочной проволоки относительно электронного луча.
Кроме того, в способе по первому варианту в процессе наплавки в качестве сигнала вторичного излучения могут использовать тормозное рентгеновское излучение, или вторичные высокоэнергетичные электроны, или световую эмиссию из зоны взаимодействия электронного луча с материалом изделия и присадочной проволокой.
Технический результат по второму варианту достигается тем, что в способе электронно-лучевой наплавки с контролем положения присадочной проволоки относительно электронного луча, заключающемся в том, что электронно-лучевую наплавку ведут с непрерывной осцилляцией электронного луча, а контроль положения проволоки осуществляют по вторичному излучению из зоны электронно-лучевой наплавки, согласно второму варианту изобретения, непрерывную осцилляцию электронного луча ведут по траектории, имеющей пересечение с присадочной проволокой, путем подачи переменного тока определенной величины, формы и частоты в отклоняющей системе электронного луча, в процессе наплавки регистрируют сигнал вторичного излучения из зоны взаимодействия электронного луча с материалом изделия и присадочной проволокой, сигнал вторичного излучения обрабатывают методом синхронного детектирования, для этого обрабатывают сигнал тока с отклоняющей системы электронного луча, выделяя переменную составляющую, перемножают значения сигналов вторичного излучения и сигнала переменной составляющей тока с отклоняющей системы, а результат умножения усредняют по времени, получают величину, характеризующую отклонение присадочной проволоки от требуемого положения, управляют отклоняющей системой электронного луча и/или системой позиционирования присадочной проволоки, поддерживая величину, определяющую отклонение присадочной проволоки на уровне, соответствующем требуемому положению присадочной проволоки относительно электронного луча.
Кроме того, в способе, согласно второму варианту изобретения, в процессе наплавки в качестве сигнала вторичного излучения используют тормозное рентгеновское излучение, вторичные высокоэнергетичные электроны, или световую эмиссию из зоны взаимодействия электронного луча с материалом изделия и присадочной проволокой.
Технический результат по первому варианту изобретения обеспечивается за счет использования дополнительного информационного параметра в виде величины, характеризующей запаздывание функции относительно сигнала тока в отклоняющей системе электронного луча, соответствующего требуемому положению присадочной проволоки, определенной методом синхронного накопления.
Технический результат по второму варианту изобретения обеспечивается за счет использования дополнительного информационного параметра в виде величины, характеризующей отклонение присадочной проволоки от требуемого положения, полученной методом синхронного детектирования.
Знак и значение указанных величин, зависят от отклонения присадочной проволоки в ту или иную сторону относительно центра осцилляции электронного луча. Благодаря использованию указанных дополнительных информационных параметров заявляемый способ позволяет с высокой точностью осуществлять оперативный контроль и управление положением присадочной проволоки относительно электронного луча без прерываний процесса наплавки или использования дорогостоящей системы видеонаблюдения. Применяемая при этом непрерывная осцилляция электронного луча может дополнительно улучшать качество формирования наплавляемого слоя.
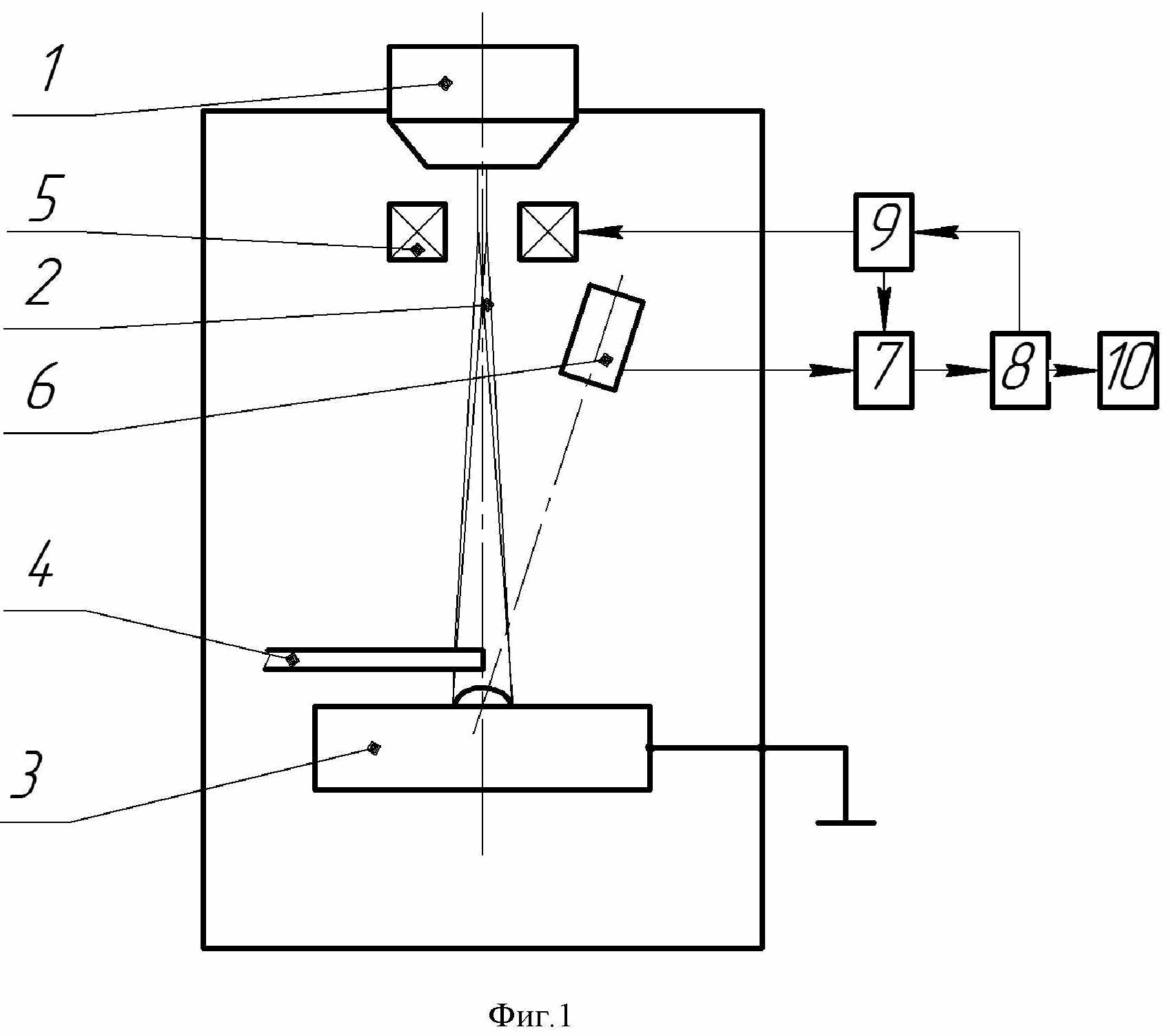
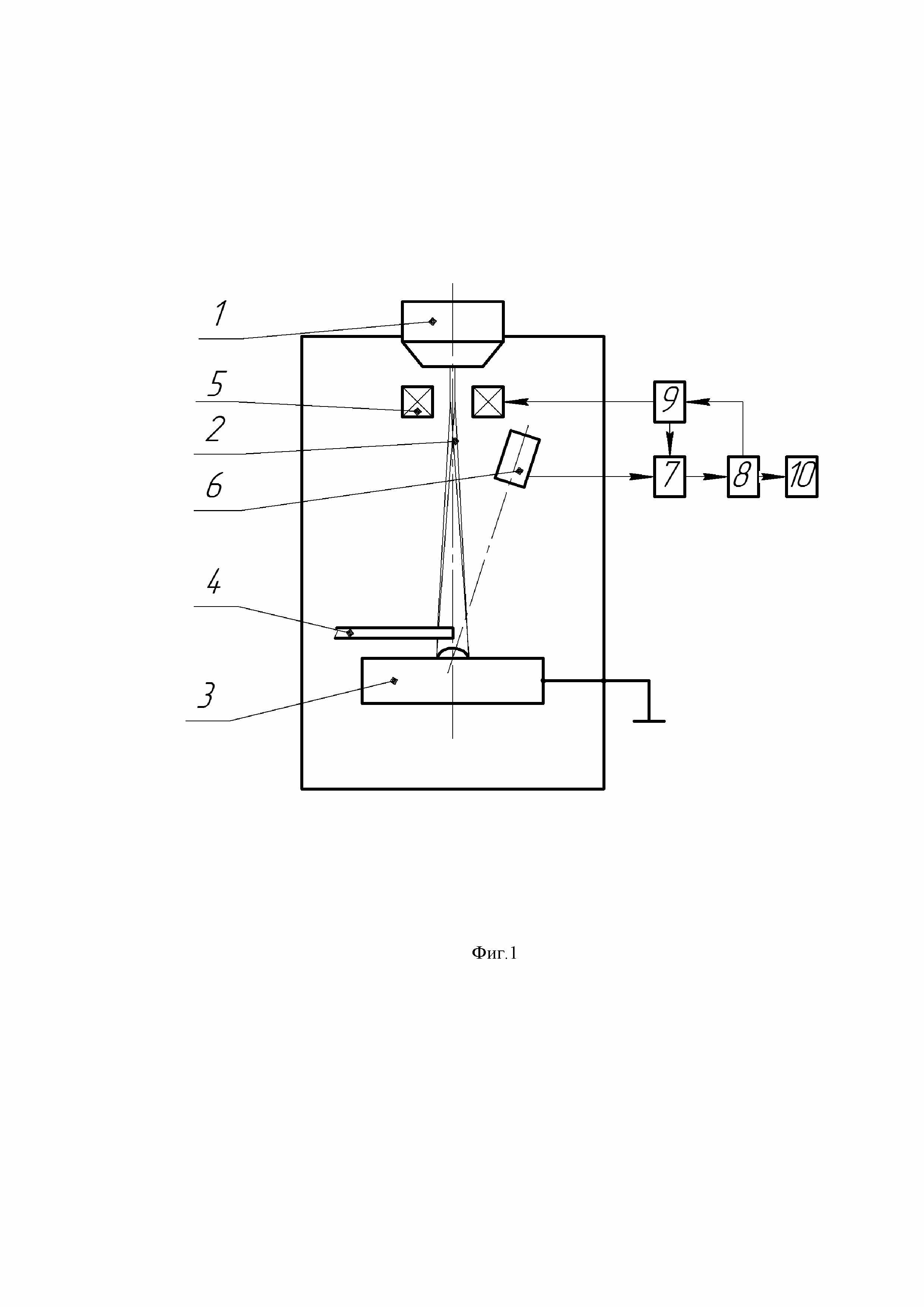
На фиг. 1 представлена структурная схема устройства, предназначенного для осуществления заявляемого способа.
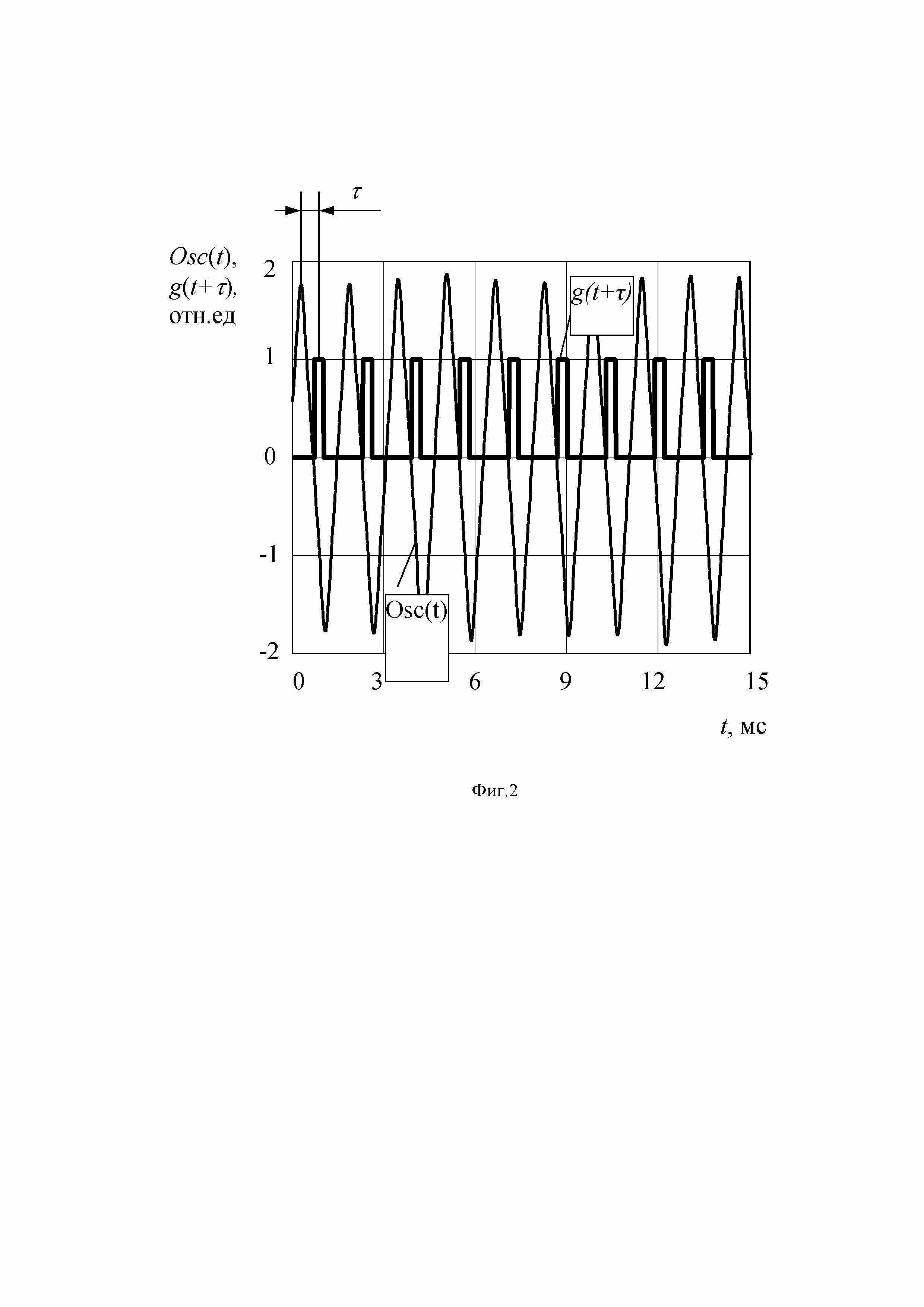
На фиг. 2 изображена диаграмма опорного сигнала для реализации синхронного накопления, сформированного из сигнала в отклоняющих катушках, представляющего собой прямоугольные колебания малой скважности, где: Osc(t) - осциллограмма тока отклоняющей по оси X катушки; g(t+τ) – сформированный опорный сигнал; τ – сдвиг опорного сигнала относительно сигнала отклоняющих катушек.
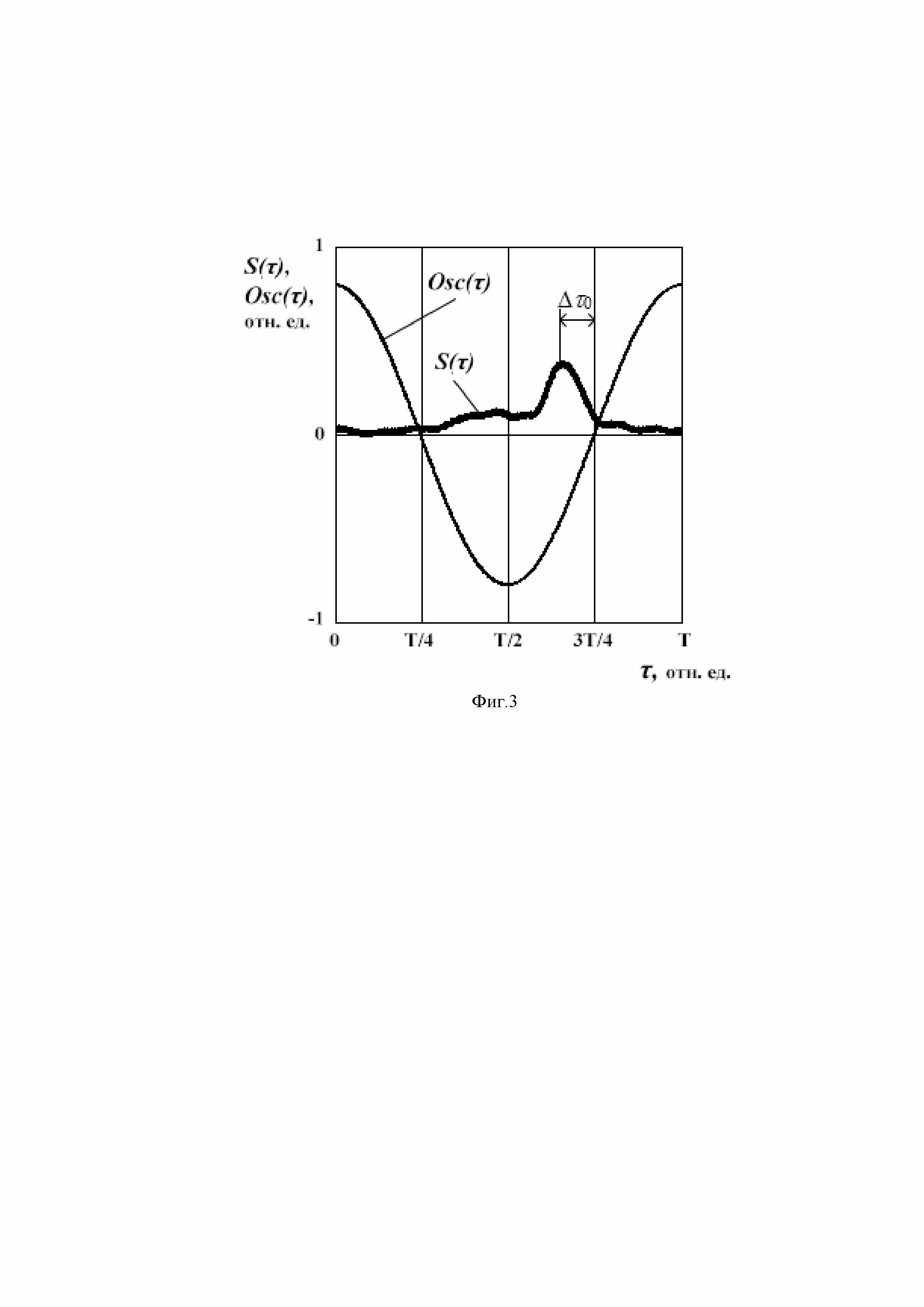
На фиг. 3 представлена функция S(τ), являющаяся результатом обработки вторичного сигнала методом синхронного накопления в зависимости от сигнала в отклоняющей катушке Osc(τ).
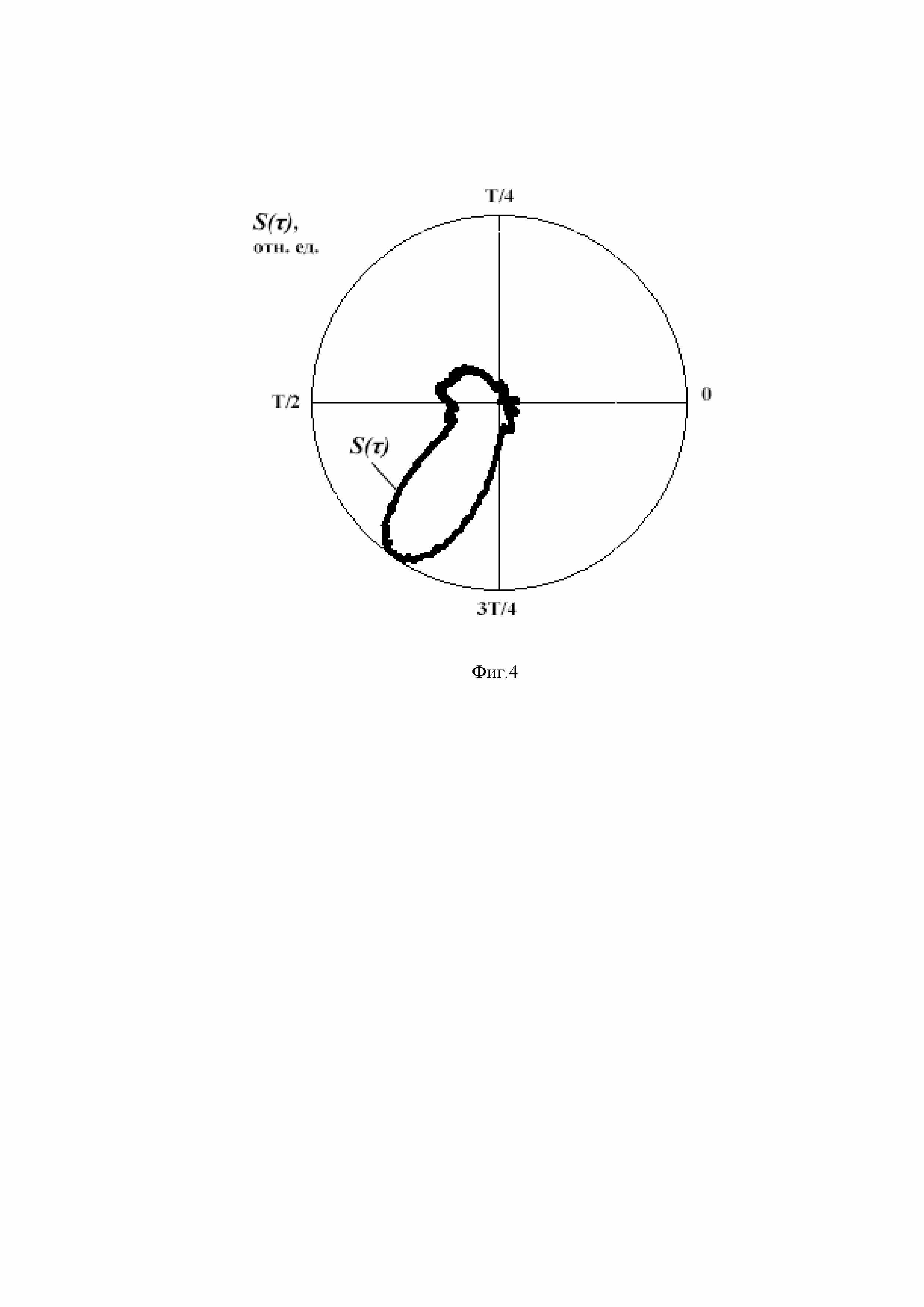
На фиг. 4 представлена функция S(τ), являющаяся результатом обработки вторичного сигнала методом синхронного накопления в зависимости от положения электронного луча.
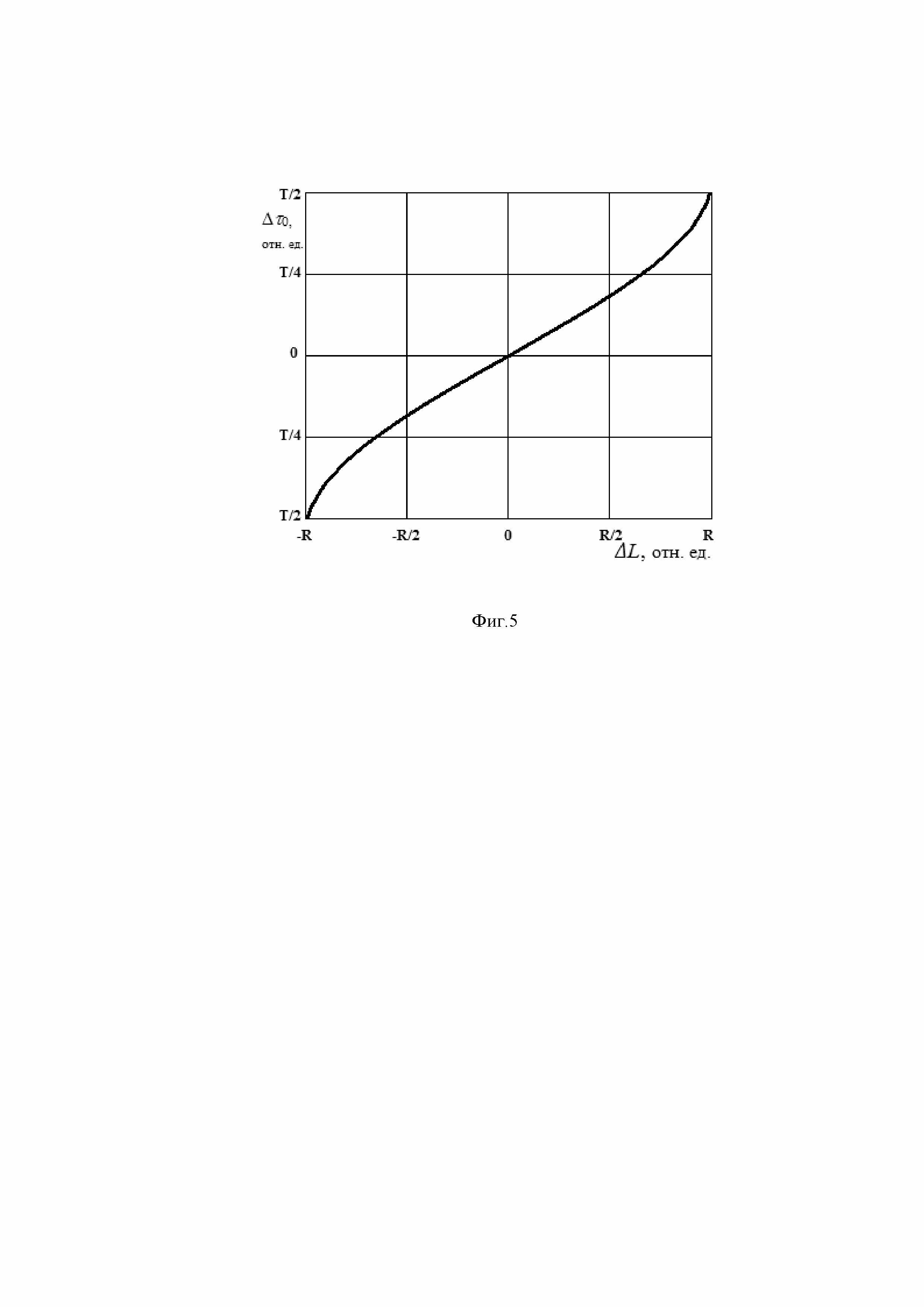
На фиг. 5 представлена относительная величина запаздывания Δτ0 функции S(τ) в зависимости от смещения оси присадочной проволоки ∆L относительно центра осцилляции электронного луча, полученная в результате многофакторного эксперимента.
Для осуществления заявляемого способа, как по первому, так и по второму варианту, используют установку для электронно-лучевой наплавки, представленную на фиг.1. Установка содержит электронно-лучевую пушку 1 для подачи электронного луча 2 на изделие 3 для наплавки присадочной проволоки 4, отклоняющие катушки 5, датчик вторичного сигнала 6, блок обработки 7 вторичного сигнала, устройство управления 8, блок управления 9 токами отклоняющих катушек 5, устройство визуализации 10.
Способ по обоим вариантам осуществляют следующим образом.
В установке для электронно-лучевой наплавки в процессе наплавки проволоки 4 на изделие 3 осуществляют непрерывную осцилляцию электронного луча 2, например, по кольцевой траектории, путем введения в ток отклоняющих катушек 5 синусоидальных колебаний посредством блока управления 9 токами Iоткл отклоняющих катушек 5. Рекомендуемая частота осцилляции от 50 Гц и более. Осцилляция электронного луча 2 с меньшей частотой оказывает сильное гидродинамическое воздействие на расплавленный металл, что может снизить качество наплавки. В процессе наплавки регистрируют вторичное излучение из зоны наплавки, посредством датчика вторичного сигнала 6, и ток отклоняющих катушек 5.
В настоящем примере по обоим вариантам осуществления способа для контроля за процессом наплавки в качестве вторичного излучения используют тормозное рентгеновское излучение. Однако, это могут быть вторичные высокоэнергетичные электроны, или световая эмиссия, или другие вторичные сигналы из зоны взаимодействия электронного луча с материалом изделия и присадочной проволокой.
В качестве датчика тормозного рентгеновского излучения 6 может быть применен сцинтилляционный детектор на основе монокристалла активированного йодистого цезия и кремниевый фотоэлектронный умножитель (фиг. 1).
В качестве датчика вторичных высокоэнергетичных электронов может быть использован электрод коллектор, устанавливаемый над зоной наплавки.
В качестве датчика световой эмиссии может быть использован фотодиодный датчик, устанавливаемый над зоной наплавки.
Сигнал с датчика тормозного рентгеновского излучения 6 подвергают фильтрации и выпрямлению в блоке обработки 7. В этом же блоке 7, совместно с сигналами токов отклоняющих катушек Iоткл, отфильтрованный и выпрямленный сигнал вторичного тормозного рентгеновского излучения из зоны наплавки обрабатывают методом синхронного накопления по первому варианту заявляемого способа, или методом синхронного детектирования по второму варианту заявляемого способа. Для удобства определения отклонения присадочной проволоки от требуемого положения систему отклонения электронного луча настраивают так, что одна из осей отклоняющей системы должна совпадать с осью присадочной проволоки. Или перед выполнением наплавки проводят тарировку системы для учета угла подачи присадочной проволоки.
В результате обработки вторичного рентгеновского сигнала методом синхронного накопления по первому варианту изобретения получают функцию S(τ), график которой изображен на фиг.3, и величину Δτ0, определяющую отклонение экстремума функции S(τ) от сигнала тока Osc(τ) в отклоняющих катушках 5, соответствующего требуемому положению присадочной проволоки, то есть величину, характеризующую запаздывание функции S(τ) относительно сигнала тока в отклоняющих катушках 5. Величина Δτ0 зависит от положения присадочной проволоки 4 относительно центра осцилляции электронного луча 2 (фиг. 5) и принимает значения, равные нулю, при прохождении присадочной проволоки через центр осцилляции электронного луча. На примере, отображенном на фиг.3 и фиг.4, показано отклонение присадочной проволоки от требуемого положения на величину Δτ0. В месте пересечения электронного луча 2 с присадочной проволокой 4 присутствует экстремум функции S(τ), который указывает на реальное положение проволоки 4. Величину Δτ0 определяют по положению экстремума функции S(τ) относительно сигнала тока Osc(τ) в отклоняющей системе 5 электронного луча 2.
В результате обработки вторичного рентгеновского сигнала методом синхронного детектирования по второму варианту изобретения измеряют величину b, характеризующую отклонение присадочной проволоки от требуемого положения. Данная величина зависит от положения присадочной проволоки 4 относительно центра осцилляции электронного луча 2 и принимает значения, равные нулю, при прохождении присадочной проволоки через центр осцилляции электронного луча.
Далее устройство управления 8 совместно с блоком управления 9 током отклоняющих катушек 5 осуществляет регулирование постоянной составляющей тока отклонения электронного луча 2, поддерживая величину Δτ0, или величину b на постоянном уровне, соответствующем требуемому положению присадочной проволоки относительно центра осцилляции электронного луча. В частности, поддержание указанных величин равными нулю обеспечивает прохождение подаваемой присадочной проволоки через центр осцилляции электронного луча. Функция S(τ) и величина Δτ0, характеризующая запаздывание функции, и/или величина b, характеризующая отклонение присадочной проволоки от требуемого положения отображаются на устройстве визуализации 10.
Осцилляция электронного луча 2, согласно обоим вариантам заявляемого способа, предпочтительно осуществляется по кольцевой траектории. Однако также могут использоваться другие типы осцилляции: по двумерной и даже одномерной траекториям, имеющим пересечение с присадочной проволокой.
Экспериментальная апробация способа осуществлялась на образцах из стали 12Х18Н10Т и присадочной проволоке 308LSi диаметром 0,8 мм на электронно-лучевой сварочной установке с инверторным источником питания с ускоряющим напряжением 60 кВ и максимальной выходной мощностью 6 кВт. Осцилляция электронного луча 2 осуществлялась по кольцевой траектории путем введения в ток отклоняющих катушек Iоткл периодических колебаний по синусоидальному закону. Расстояние от среза электронной пушки 1 до изделия 3 составляло 100 мм. Применялось активное планирование эксперимента. Варьировались четыре фактора: скорость подачи присадочной проволоки – Vп; частота осцилляции электронного луча – f; радиальный размер кольцевой осцилляции электронного луча R; смещение проволоки относительно центра осцилляции электронного луча – ΔL, представляющее из себя расстояние от оси присадочной проволоки до центра осцилляции электронного луча в плоскости, перпендикулярной оси электронного луча. Скорость перемещения изделия составляла 5 мм/с. Мощность электронного луча была равна 0,75 кВт. Глубина проплавления при отсутствии осцилляции электронного луча составляла 1,5…2 мм. Пределы варьирования факторов для каждой серии представлены в табл. 1.
Таблица 1.
|
Во время выполнения наплавки, с помощью компьютерной информационно-измерительной системы, оснащенной многоканальным аналого-цифровым интерфейсом, регистрировался относительный уровень сигнала тормозного рентгеновского излучения из зоны наплавки. Одновременно регистрировались сигналы, пропорциональные току в отклоняющих катушках 5. Результаты регистрации записывались в файл для дальнейшей обработки. Частота дискретизации при аналого-цифровом преобразовании в проведенных экспериментах составляла 400 кГц на каждый измерительный канал. Часть экспериментов проводилась с частотой дискретизации 2МГц.
Сигнал тормозного рентгеновского излучения, регистрируемый датчиком Data(t) из зоны наплавки и сигнал тока в отклоняющих катушках обрабатывают с помощью компьютерной информационно-измерительной системы, оснащенной многоканальным аналого-цифровым интерфейсом.
Согласно первому варианту изобретения обработку вторичного сигнала производят методом синхронного накопления.
Из сигнала в отклоняющих катушках формируется опорный сигнал, который представляет собой прямоугольные колебания малой скважности той же частоты, что и сигнал тока отклоняющих катушек (Фиг.2). Опорный сигнал g(t+τ), сдвинутый на время τ (0<τ<T, где T - период сигнала в отклоняющих катушках), умножается на соответствующий ему сигнал тормозного рентгеновского излучения Data(t). Затем полученные значения произведений g(t+τ)∙Data(t) интегрируется (суммируется или усредняется) по времени t.
Результатом данных преобразований является функция S(τ), график которой изображен на фиг.3, описывающая изменение результата синхронного накопления в зависимости от сдвига опорного сигнала.
 ,
,
где t0 – время выборки, которое составляло 100 мс.
Далее по положению экстремума функции S(τ) находят величину Δτ0., т.е. величину, характеризующую запаздывание функции S(τ) относительно сигнала тока в отклоняющих катушках 5 (фиг.3).
Согласно построенной модели для величины Δτ0, характеризующей запаздывание функции S(τ) относительно сигнала тока в отклоняющих катушках 5, в зависимости от факторов из табл. 1, коэффициент корреляции составляет 0.92, что говорит о наличии прямой зависимости между результирующей функцией и наблюдаемыми параметрами.
Зависимость величины Δτ0, характеризующей запаздывание функции S(τ) относительно сигнала тока в отклоняющих катушках 5, от величины смещения ΔL проволоки 4 относительно центра осцилляции электронного луча, приведена на Фиг. 5
Знак и значение величины Δτ0, характеризующей запаздывание функции S(τ) относительно сигнала тока в отклоняющих катушках 5, зависят от смещения проволоки ΔL относительно центра осцилляции электронного луча 2. Значение величины Δτ0 уменьшается от положительных значений на режиме с отклонением оси присадочной проволоки 4 в одну сторону, к отрицательным значениям на режиме с отклонением оси присадочной проволоки 4 в другую сторону, и принимает нулевое значение при прохождении оси присадочной проволоки 4 через центр осцилляции электронного луча (Фиг. 5).
Согласно второму варианту изобретения обработку вторичного сигнала производят методом синхронного детектирования.
Из сигнала тока отклоняющих катушек 5 выделяют переменную составляющую Ifm(ωt). При необходимости, в зависимости от требуемого положения проволоки 4, осуществляют сдвиг фазы этой составляющей для обеспечения смещения центра осцилляции электронного луча относительно присадочной проволоки. Измеряют сигнал тормозного рентгеновского излучения Data(t) в соответствии с полученным сигналом Ifm(ωt+φ). Умножают полученный сигнал Ifm(ωt+φ) на соответствующий ему сигнал тормозного рентгеновского излучения, полученные результаты умножения интегрируют и усредняют по времени:

В результате получают величину b, характеризующую отклонение положения присадочной проволоки 4 относительно электронного луча.
Указанные информационные параметры позволяют идентифицировать положение присадочной проволоки относительно электронного луча при электронно-лучевой наплавке без применения дополнительных сканирований области наплавки и, следовательно, без прерывания основного процесса.
Таким образом, заявляемое изобретение позволяет повысить качество электронно-лучевой наплавки проволочным материалом за счет увеличения точности оперативного контроля положения присадочной проволоки относительно электронного луча при проведении наплавки или послойном синтезе изделия непрерывно осциллирующим электронным лучом.
Способ получения противоклещевого иммуноглобулина из донорской иммунной плазмы
Система управления буровым устройством для разработки труднодоступных запасов углеводородов
Способ получения альтернативного топлива из твердых коммунальных отходов
Способ определения смачиваемости горных пород методом рентгеновской томографии керна
Шахтная вентиляционная перемычка
Узел герметичного кабельного соединения скважинного оборудования системы управления буровым устройством
Способ контроля сопротивления защитного заземления калийных рудников
Способ плазменной обработки металлических изделий
Способ изготовления изделий из армированных термопластичных композитных материалов методом пропитки под давлением и установка для его осуществления
Оправка для изготовления крупногабаритных корпусов из полимерных композиционных материалов
Способ электронно-лучевой сварки
Способ оперативного контроля электронно-лучевой сварки
Способ электронно-лучевой сварки
Способ управления фокусировкой луча при электронно-лучевой сварке металлов и устройство для его осуществления
Устройство для определения распределения плотности энергии и контроля фокусировки электронного пучка
Способ плазменной обработки металлических изделий
Способ контроля процесса лазерной обработки металла
Способ лазерной сварки с контролем процесса формирования сварного шва
Способ дуговой наплавки с использованием присадочной проволоки
Способ управления процессом наплавки

