Результат интеллектуальной деятельности: Способ прошивки глубокого отверстия и устройство для его прошивки
Вид РИД
Изобретение
Способ и устройство относятся к области машиностроения и могут быть использованы для электроэрозионной и комбинированной эрозионнохимической прошивки глубоких отверстий, преимущественно малого сечения.
Известны из книги «Электрофизические и электрохимические методы обработки материалов» В 2 т. Т. 1/Под ред. В.П. Смоленцева М: Высшая школа, 1983 по страницам 34-36 способ и устройство для прошивки глубоких отверстий с прокачкой жидкой рабочей среды через канал внутри электрода-инструмента.
Недостатком известного способа и устройства является невозможность изготовления канала внутри электрода-инструмента при прошивке отверстий малого сечения, т.к. это снижает площадь сечения электрода-инструмента, требуемого для подвода технологического тока, что ограничивает скорость прошивки и предельную глубину отверстия.
Наиболее близким к предлагаемому способу является способ интенсификации процесса и увеличения предельной глубины электроэрозионной прошивки отверстий малого сечения в книге А.Ф. Бойко «Эффективная технология и оборудование для электроэрозионной прошивки прецизионных микроотверстий». Белгород: Изд-во БГТУ, 2010-314 с. путем придания (с. 60) профильному электроду-инструменту вдоль его оси продольной возвратно-поступательной вибрации, обеспечивающей интенсификацию массовыноса из межэлектродного зазора жидкой рабочей среды с продуктами обработки.
К недостаткам способа относится ограничение глубины прошиваемого отверстия по мере удлинения пути встречного движения струй жидкой рабочей среды в межэлектродном зазоре, что замедляет процесс прошивки вплоть до его прекращения. Наиболее близкой к предлагаемому устройству является форсунка для подачи в зону обработки под давлением вдоль ее оси струи жидкой рабочей среды, приведенная на с. 579 книги « Справочник технолога-машиностроителя». В. 2 т. Т. 2/Под ред. А.С. Васильева, А.А. Кутина. М: «Инновационное машиностроение», 2018.
К недостаткам устройства относится торможение в межэлектродном зазоре движения вдоль оси форсунки жидкой рабочей среды, что снижает интенсивность массовыноса продуктов обработки, замедляет прошивку и ограничивает предельную глубину получения отверстия малого сечения профильным электродом-инструментом.
Техническим результатом, на достижение которого направлено изобретение, является интенсификация прошивки отверстия малого сечения профильным электродом-инструментом и увеличение предельной глубины прошиваемого отверстия за счет ускорения массовыноса из межэлектродного зазора продуктов разъединением струй жидкой рабочей среды и создания кавитационного режима течения струи на выходе из межэлектродного зазора.
Данный технический результат достигается тем, что в предлагаемом способе в месте выхода из межэлектродного зазора жидкой рабочей среды с продуктами обработки в момент наибольшего сближения с деталью вибрирующего вдоль продольной оси профильного электрода-инструмента через форсунку, вращающуюся вдоль продольной оси с частотой, кратной частоте вибрации электрода-инструмента, импульсами с давлением жидкой рабочей среды в месте входа в деталь электрода-инструмента, из форсунки раздельно подают струю той же жидкой рабочей среды, после чего давление в импульсе повышают до получения кавитационного режима течения жидкой рабочей среды в месте выхода струи из межэлектродного зазора и совмещают момент импульса воздействия струи жидкой рабочей среды из форсунки с моментом наибольшего сближения с деталью вибрирующего вдоль продольной оси профильного электрода-инструмента.
В предлагаемом устройстве для прошивки форсунка установлена со стороны электрода -инструмента, противолежащей месту входа в межэлектродный зазор струи от насоса, при этом ось струи жидкой рабочей среды из форсунки совмещена с осью бокового сопла форсунки, направленной в место выхода жидкой рабочей среды из межэлектродного зазора, а со стороны входа жидкой рабочей среды в форсунку установлен регулятор давления рабочей среды, соединенный с независимыми друг от друга датчиками кавитации и положения электрода-инструмента относительно детали, при этом выходной сигнал датчика положения электрода-инструмента относительно детали совмещен с входным сигналом регулятора управлением частотой вращения привода форсунки.
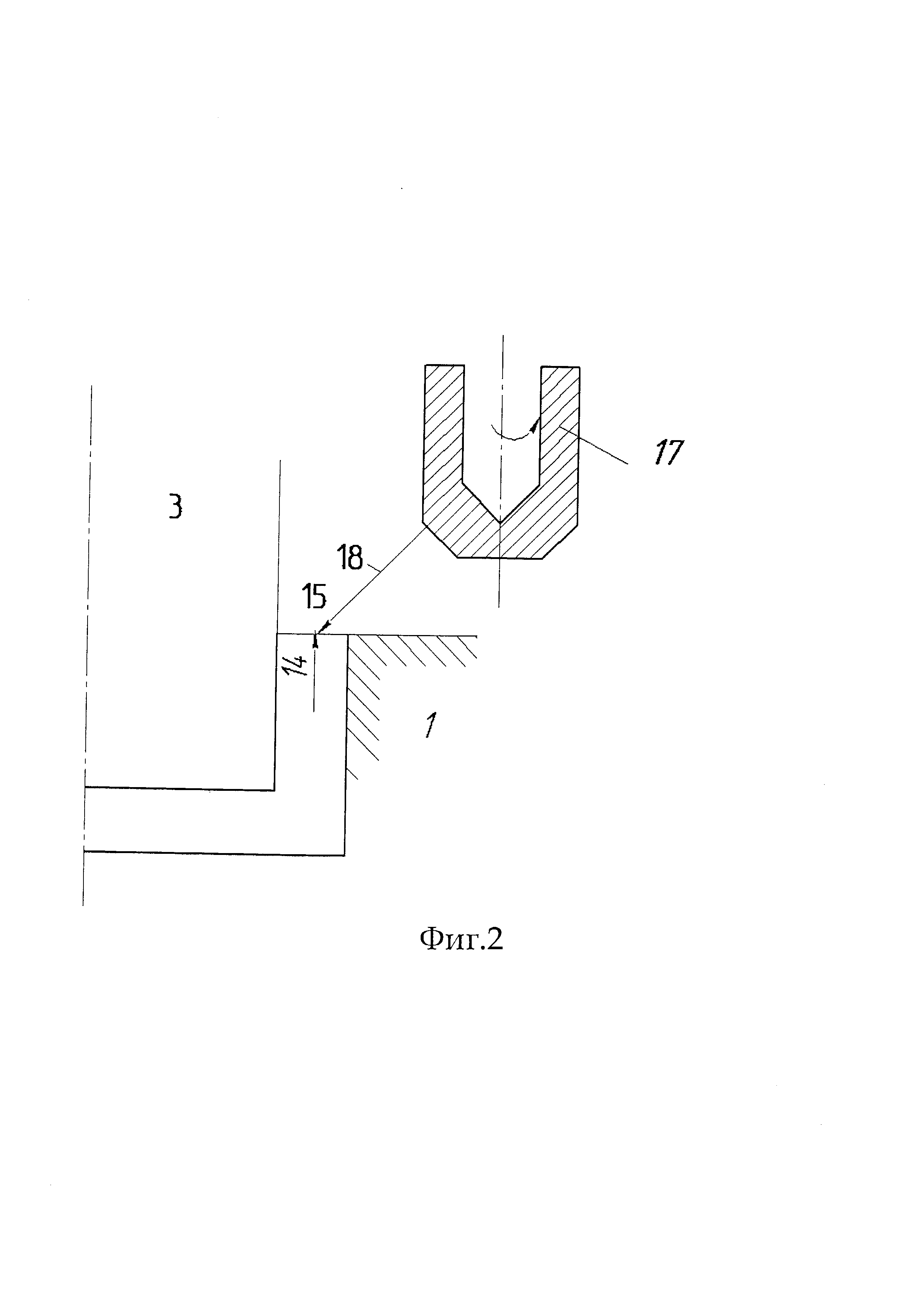
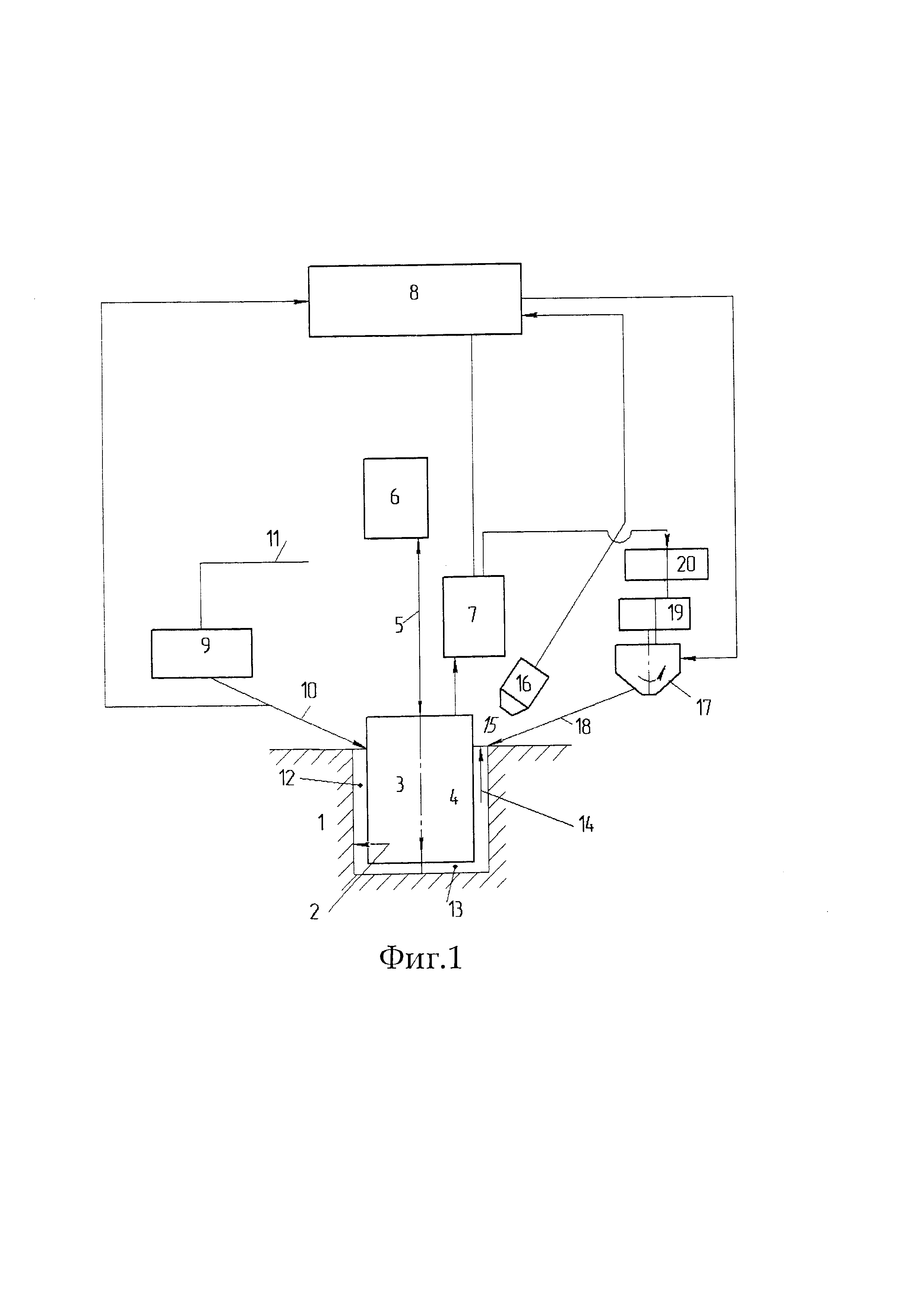
Сущность изобретения поясняется фиг. 1 и 2, где на фиг. 1 показаны структура и взаимодействие элементов предлагаемого способа и устройства, а на фиг. 2 -положение сопла в форсунке относительно места подвода струи из форсунки к межэлектродному зазору.
При прошивке (фиг. 1) в детали 1 отверстия 2 малого сечения применяют профильный электрод-инструмент 3, который в процессе прошивки подают в направлении 4 к детали 1. Электрод-инструмент 3 совершает возвратно-поступательные движения 5 вдоль оси электрода-инструмента 3 от вибратора 6. Сигналы от продольного перемещения электрода-инструмента 3 идут на датчик положения 7 электрода-инструмента 3 и далее на регулятор давления 8 рабочей среды, поступающей к регулятору давления 8 от насоса 9, подающего струю 10 жидкой рабочей среды из магистрали 11 к входу в межэлектродный зазор 12, по которому рабочая среда перемещается через торцевой зазор 13 в направлении 14 на место 15 выхода струи из межэлектродного зазора, (фиг. 2). В месте 15 размещен датчик кавитации 16, сигнал с которого поступает на регулятор давления 8, подающий давление рабочей среды на вход форсунки 17, на выходе из которой формируется струя 18 рабочей среды. Форсунка вращается приводом 19 с управлением частотой вращения регулятором 20.
Способ осуществляют в следующей последовательности: Деталь 1 (фиг. 1) устанавливают на стол электроэрозионного станка или станка для эрозионнохимической прошивки. В электрододержатель станка устанавливают профильный электрод-инструмент 3. Делают пробную прошивку углубления в месте отверстия 2 с подачей 4 электрода-инструмента 3. Измеряют межэлектродные зазоры 12 и 13. Регулируют амплитуду вибрации вибратора 6 в пределах перемещения профильного электрода-инструмента 3 в межэлектродном зазоре 13 без касания донной части углубления. Устанавливают рекомендуемую (См., например, с. 61 книги А.Ф. Бойко «Эффективная технология и оборудование для электроэрозионной прошивки прецизионных микроотверстий». Белгород: Изд-во БГТУ, 2010-314 с. ) частоту следования вибраций 5 от вибратора б. Устанавливают межэлектродный зазор 13 и в межэлектродный зазор 12 из магистрали 11 через насос 9 подают струю 10 жидкой рабочей среды под давлением, обеспечивающим ее перемещение 14 на место 15 (фиг. 2). Настраивают датчик положения 7 электрода-инструмента по минимальному расстоянию между электродом-инструментом 3 и деталью и в этом положении датчика настраивают форсунку 17 с регулятором 20 и приводом 19 так, чтобы струя 18 была направлена в место 15. Датчик кавитации 16 устанавливают в место 15 и соединяют его с регулятором давления 8. Включают вибрацию 5 вибратором 6, насос 9, привод 19, и по сигналам датчика кавитации настраивают регулятор давления 8 на начало кавитационного течения жидкой рабочей среды в месте 15, что можно- установить визуально по появлению в этом месте псевдокипящей жидкости. Включают технологический ток от генератора (на рис. 1 не показан) так, чтобы электрод-инструмент 3 был анодом, подачу 4 и прошивают отверстие 2.
Пример применения способа. В форсунке из бронзы БРХ08 необходимо прошить круглое отверстие диаметром 0,40+0,005 мм глубиной 7 мм. Изготавливаем электрод-инструмент диаметром 0,30 мм и длиной 50 мм. Устанавливаем макет форсунки и электрод-инструмент на модернизированный станок СН-145. Режимы обработки выбраны по рекомендациям на стр. 78-79 книги А.Ф. Бойко «Эффективная технология и оборудование для электроэрозионной прошивки прецизионных микроотверстий». Белгород: Изд-во БГТУ, 2010-314 с: энергия импульсов разрядного тока-80 мкДж, длительность импульсов-0,3 мкс, частота импульсов-300 Гц, амплитуда импульсов тока -10 А, рабочая среда-углеводородная жидкость, давление подачи рабочей среды 12 МПа, частота вибраций электрода-инструмента-120 Гц. Выполняем на станке углубление величиной 1 мм и замеряем межэлектродный зазор - 0,005 мкм. Назначаем амплитуду колебаний при вибрации электрода-инструмента -7+2 мкм, частоту вибраций электрода-инструмента сохраняем- 120 Гц. Настраиваем частоту вращения форсунки -1,2 Гц. Устанавливаем на станок выбранные режимы и обрабатываемую форсунку. Изменение давления подачи рабочей среды +9 МПа. Прошиваем на кавитационном режиме сквозное отверстие. Средняя скорость прошивки составила 0,0872 мм/мин, соотношение глубины отверстия к диаметру -17, погрешность диаметра -0,004 мм. Без использования кавитационного режима средняя скорость прошивки не превышала 0,05 мм/мин, а предельное соотношение глубины отверстия относительно диаметра менее 12.
Таким образом приведенный пример подтвердил эффективность предлагаемого способа и устройства.
Трехщелевой закрылок самолета короткого взлета и посадки
Способ определения вида остаточных сварочных напряжений
Спиральный теплообменник
Ветроколесо-ротор
Установка для очистки воздуха
Разнотемпературная конденсационная камера
Установка для очистки воздуха
Разнотемпературная конденсационная камера
Ротор сегментного ветроэлектрогенератора
Цифровой имитатор случайных сигналов
Способ электрохимического удаления припуска с поверхности детали и устройство для его реализации
Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления
Способ комбинированной многоэлектродной электрохимической и эрозионно-химической прошивки глубоких отверстий малого сечения в металлической детали и устройство для его осуществления
Электрод-щетка и способ ее применения для удаления заусенцев в пазах детали
Инструмент и способ комбинированной анодно-механической чистовой обработки теплозащитных многокомпонентных покрытий

