Результат интеллектуальной деятельности: Модифицирующая смесь
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к модификаторам, используемым при производстве медных сплавов. Известны рафинирующие флюсы для обработки расплавов медной группы для удаления из расплавленного металла растворенных в них вредных примесей.
Для очистки медных сплавов применяют флюсы: перекись бария или натрия, окись меди, серно кислые барий и калий. Эти флюсы узконаправленного действия, например, для очистки от механических загрязнений, от алюминия и сурьмы и экологически неблагоприятные (Справочник литейщика. М., Машиностроение, 1971, Ц2 - 113 с.).
Известна также модифицирующая смесь по патенту РФ на изобретение №2298047 С22С 35/00. С21С 1/02, С22С 25/00 опубл. 27.04.2007 г.
Известная модифицирующая смесь используется при производстве отливок из серого чугуна и алюминиевых сплавов, содержит углекислый барий и борную кислоту, дополнительно содержит кальцинированную соду при следующем соотношении компонентов, мас. %:
Углекислый барий - 70-80
Борная кислота - 10-17
Кальцинированная сода - 8-15.
Использование при производстве серого чугуна и алюминиевых сплавов позволяет повысить механические свойства и расширяет возможности модифицирующей смеси.
Известная модифицирующая смесь является наиболее близкой по совокупности существенных признаков к заявленному изобретению и выбрана заявителем в качестве ближайшего аналога.
Недостатками известной модифицирующей смеси являются невысокие физико-механические свойства получаемого металла и возможность использования ее только для серого чугуна и алюминиевых сплавов. Известная модифицирующая смесь не может быть использована при модифицировании сплавов медной группы (латунь).
Решаемая задача - расширение эксплуатационных возможностей модифицирующей смеси.
Техническим результатом заявляемого изобретения является повышение физико-механических свойств сплавов латуни, причем одновременно как прочность, так и пластичность.
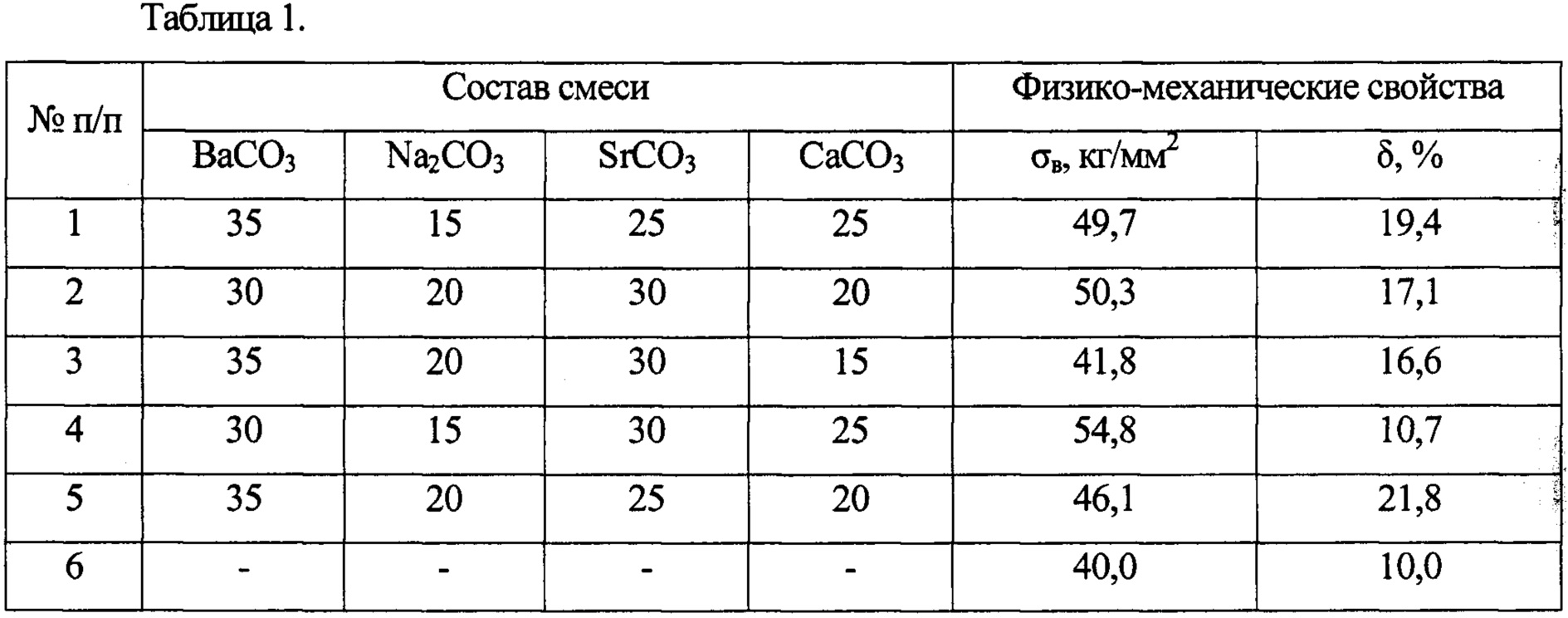
Технический результат достигается тем, модифицирующая смесь, используемая для обработки расплавов медных сплавов, содержит компоненты при следующем соотношении, мас. %:
Углекислый барий - 30-35
Кальцинированная сода - 10-20
Карбонат стронция - 25-30
Карбонат кальция - 15-25.
Указанная модифицирующая смесь может быть использована для повышения комплекса физико-механических свойств при производстве медных сплавов, таблица 1.
Повышение содержания углекислого бария и кальцинированной соды свыше 35 и 20% соответственно ведет к увеличению неметаллических включений в расплаве. Снижение их содержания менее 30 и 10% соответственно ослабляет модифицирующий эффект.
Увеличение содержания карбоната стронция и кальция свыше 40 и 30% ведет к появлению газовой пористости и появлению в структуре двойной эвтектики. Уменьшение их содержания ниже 25 и 10% ведет к нарушению соотношения с углекислым барием, снижает дегазирующее воздействие и укрупнение структурных составляющих, что снижает свойства сплава. Все компоненты модифицирующей смеси представляют собой порошки светлого вида, перед применением которые необходимо просушить при температуре 80-100°С в течение 20-30 минут.
Механизм воздействия карбоната стронция на медные сплавы (латунь) состоит во взаимодействии стронция с примесями (алюминий, железо) за счет высоких поверхностно-активных свойств с образованием интерметаллидных соединений, удаляемых из расплава борботацией пузырьками СО2, выделяющимися из ВаСО3, Na2CO3, SrCO3, СаСО3 при их разложении.
Введение Na и Ва приводит к измельчению структуры за счет увеличения поверхностного натяжения на границе двойной эвтектики и зародыш-расплав.
Химические соединения, образующиеся при разложении компонентов модификатора и взаимодействии их с расплавом, выступают в роли зародышей формирующихся зерен, способствуют их измельчению, что, соответственно, повышает физико-механические свойства металла.
Пример осуществления: компоненты модификатора в виде порошков в необходимых количествах засыпаются в бумажный пакет. Расплав латуни марки ЛС59-1 изготавливали в индукционной печи. При выпуске расплава в ковш модифицирующие смеси при температуре 940-950°С последовательно вводили в ковш. Модифицирующая смесь вводилась в количестве 0,3-0,5% от веса жидкого металла. Затем металл разливается по формам и при этом разливаются образцы для испытания на механические свойства, таблица 1.
Состав композиционного материала на основе алюминиевого сплава
Способ измерения коэффициента теплопередачи сэндвич-панелей с отражающим слоем
Состав композиционного материала на основе алюминиевого сплава
Способ динамических испытаний конструкций и систем на механические и электронные воздействия
Плавучая волновая электростанция
Смесь для изготовления литейных форм и стержней
Способ дифференциальной защиты тиристорного вольтодобавочного устройства для регулирования и стабилизации напряжения
Холоднотвердеющая смесь для изготовления литейных стержней и форм
Автономный комплекс управления подвижным объектом, преимущественно в сложных навигационных условиях
Шнековый пластикатор для литья под давлением полимеров
Смесь для изготовления литейных форм и стержней
Холоднотвердеющая смесь для изготовления литейных стержней и форм
Шнековый пластикатор для литья под давлением полимеров
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Брикет для производства чугуна в вагранке
Смесь для изготовления литейных форм и стержней
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям

