Результат интеллектуальной деятельности: СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Вид РИД
Изобретение
Предлагаемое изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов, и может быть использовано в различных отраслях машиностроения.
Известен способ импрегнирования абразивных инструментов, включающий пропитку абразивного инструмента водным раствором, содержащим 20-25 г дийодида хрома на литр воды, при комнатной температуре в течение 10-15 минут при периодическом встряхивании ёмкости с ипрегнируемым инструментом для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективную сушку инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С (см. патент RU 2532660 C1, МПК B24D 3/34, 10.11.2014).
Известен способ импрегнирования абразивных инструментов, включающий пропитку последнего водным раствором, содержащим 20-25 г дийодида хрома на литр воды, при комнатной температуре в течение 10-15 минут в ёмкости при её периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента, предварительную электролитическую обработку импрегнируемого инструмента в 10%-ном растворе железного купороса в течение 2-3 мин при комнатной температуре и силе тока, определяемой по формуле I = i×V, где i – объёмная плотность тока, А/дм3, принимаемая в зависимости от характеристики абразивного инструмента, V – объём абразивного инструмента, дм3, и конвективную сушку абразивного инструмента в течение 1,5-2 часов при температуре 40-50оС и вращении импрегнированного инструмента со скоростью 0,3-0,5 с-1 (см. патент RU №2620209C1, МПК В24D 3/34, 23.05.2017).
Наиболее близким является способ импрегнирования абразивных инструментов на керамической связке, включающий пропитку последнего в ёмкости с кипящем водным раствором, содержащем 20-25 г дийодида хрома на литр воды, в течение времени tп = 3,2×10-3 v1,15×ао/а, мин, где v – объём абразивного инструмента в см3; а – пористость импрегнируемого абразивного инструмента; ао – нормативная пористость абразивного инструмента, и конвективную сушку абразивного инструмента со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С (см. патент RU №2618682C1, МПК В24D 3/34, 10.05.2017).
Признаки совпадающие - пропитка абразивного инструмента водным раствором, содержащим 20-25 г дийодида хрома на литр воды, и конвективная сушка инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С.
Причины, препятствующие поставленной задаче – пропитка абразивного инструмента в ёмкости с кипящим водным раствором вызывает необходимость соблюдения повышенных требований к технике безопасности, не обеспечивает высокой прочности фиксации плёнки дийодида хрома на поверхности абразивных зёрен и приводит к снижению прочности контактного взаимодействия между керамической связкой и абразивными зёрнами и их выкрашиванию.
Задачей предлагаемого изобретения является обеспечение безопасности процесса импрегнирования абразивного инструмента, повышение прочности фиксации плёнки дийодида хрома на поверхности абразивных зёрен и повышение прочности контактного взаимодействия между керамической связкой и абразивными зёрнами.
Технический результат достигается тем, что импрегнируемому инструменту в течение одной минуты сообщаются вертикальные колебательные движения с частотой v = 1,5-2 Гц и амплитудой А = (2,3–2,5)В, где В – высота (толщина) абразивного инструмента, обеспечивающей его полное окунание в водный раствор и полное вынимание абразивного инструмента из него.
Сущность изобретения заключается в том, что способ импрегнирования абразивных инструментов на керамической связке, включающий пропитку последнего в ёмкости с водным раствором, содержащим 20-25 г дийодида хрома на литр воды, и конвективную сушку абразивного инструмента при его вращении со скоростью 0,3-0,5 с-1 в течение 1,5-2 часов при температуре 40-50°С, при этом импрегнируемому инструменту в течение одной минуты сообщаются вертикальные колебательные движения с частотой v = 1,5-2 Гц и амплитудой А = (2,3–2,5)В, где В – высота (толщина) абразивного инструмента, обеспечивающей его полное окунание в водный раствор и полное вынимание абразивного инструмента из него.
Для определения времени пропитки абразивного инструмента tп, частоты v и амплитуды А колебательных движений были проведены экспериментальные исследования процесса шлифования валиков диаметром 30 мм и длиной 250 мм из стали 12ХН3А. Испытаниям подвергались шлифовальные круги из электрокорунда нормального 14А, зернистости F60, среднемягкой твёрдости К7, на керамической связке V (ГОСТ Р 52587-2006). Использовались круги типа ПП ГОСТ 2424-83 размерами D×d×D = 400×127×60 мм, которые подвергались импрегнированию в водном растворе, содержащем 22,5 г дийодида хрома на литр воды, при вертикальных колебательных движениях, обеспечивающих окунание импрегнируемого инструмента в водный раствор и полное вынимание из него, с последующей конвективной сушкой абразивного инструмента при его вращении со скоростью 0,4 с-1 в течение 1,5 часа при температуре 50°С. Достаточность времени пропитки tп фиксировалось весовым способом путём взвешивания импрегнируемого абразивного инструмента через каждые 10 с процесса импрегнирования.
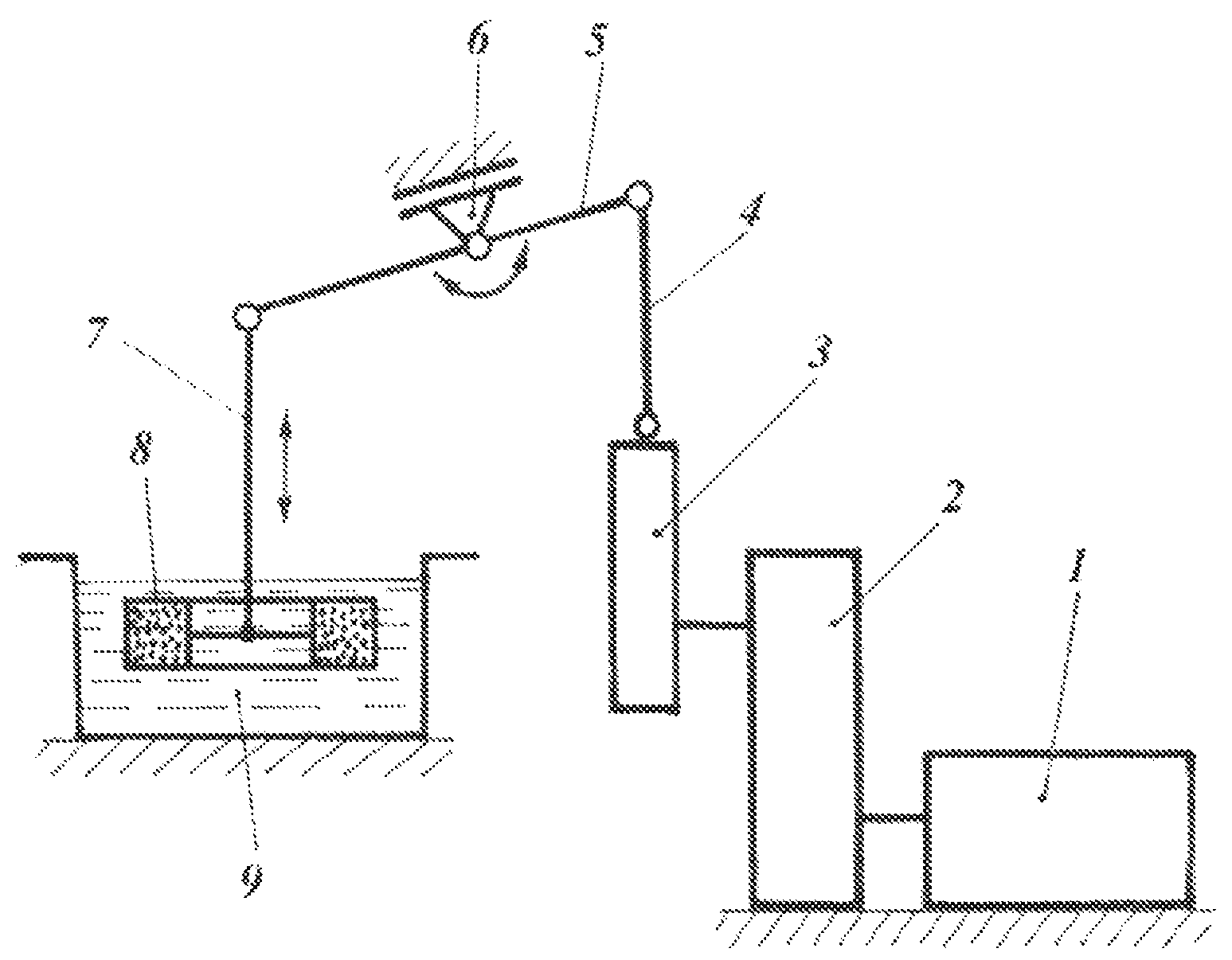
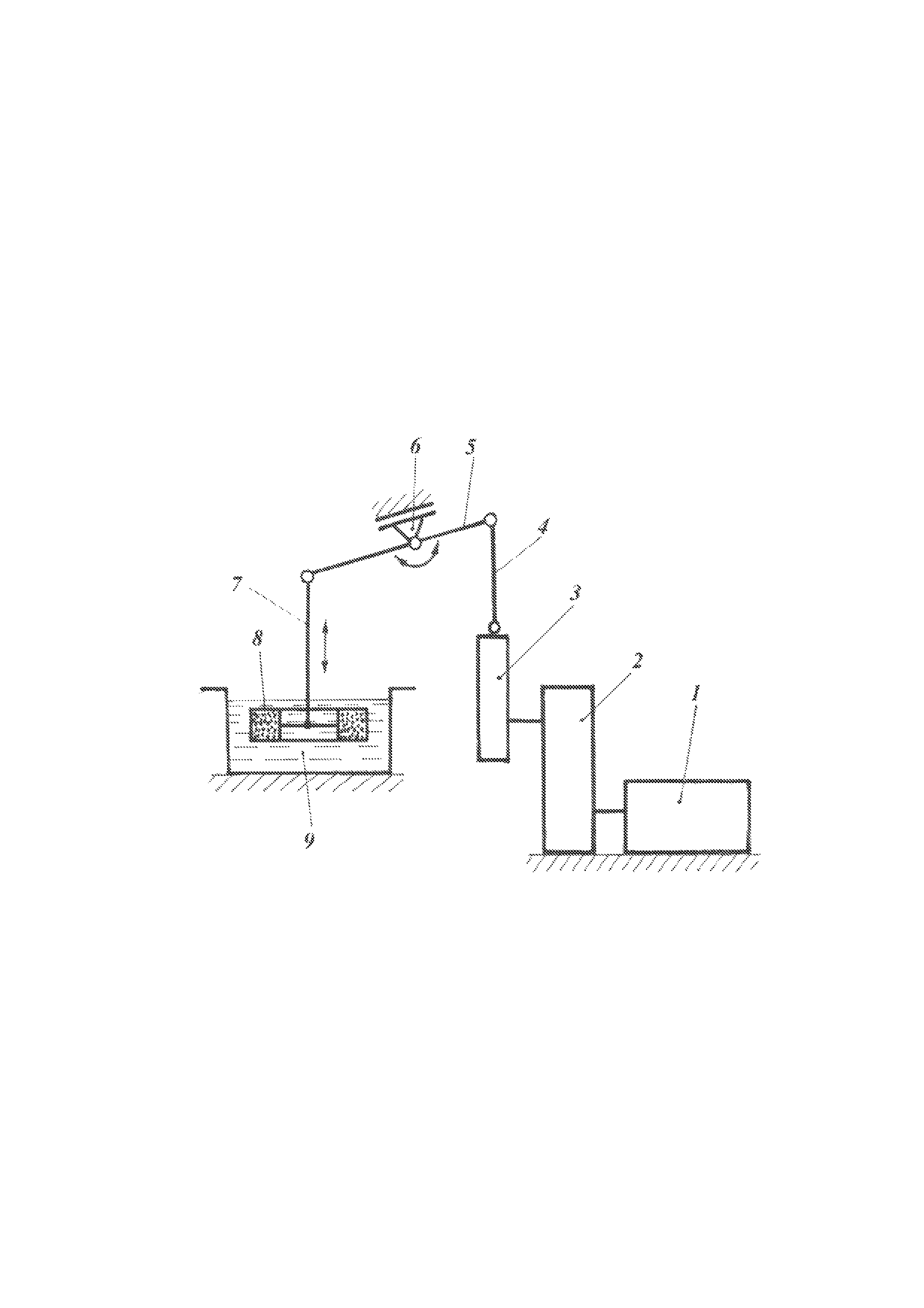
Сущность изобретения поясняется чертежом.
Вертикальные колебательные движения импрегнируемого шлифовального круга с заданными частотой v и амплитудой А осуществлялись при помощи специальной установки, и содержащей электродвигатель 1, редуктор 2, кулачок 3, толкатель 4, коромысло 5, подвижную опору 6, штангу 7, к которой крепится импрегнируемый абразивный инструмент 8, и ёмкость с водным раствором дийодида хрома 9.
Шлифование образцов осуществлялось на круглошлифовальном станке мод. 3М151 со скоростью резания Vкр = 35 м/с, скорости вращения образцов Vд = 0,314 м/с, продольная подача Sпр = 0,02 м/с, подача врезания Sвр = 0,01 мм/дв.ход, число двойных ходов m = 3. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1. Оценка эффективности импрегнированных кругов проводилась по интенсивности изнашивания круга за время шлифования валика J, шероховатости обработанной поверхности по параметру Ra и относительной площади прижогов S. Для обеспечения достоверности результатов испытаний каждый эксперимент повторялся пять раз, после чего вычислялось среднеарифметическое значение J, Ra и S.
Результаты испытаний приведены в таблице 1, из анализа которой следует, что наилучшие результаты по времени пропитки круга tп, интенсивности изнашивания круга J, шероховатости обработанной поверхности валика Ra и относительной площади прижогов S достигаются при частоте колебаний v = 1,5 или 2Гц и амплитуде А = 140 или 150мм, то есть при А=(2,3–2,5)В, где В – высота круга (В = 60 мм). При частотах колебаний выше v = 3 Гц наблюдается расплёскивание водного раствора дийодида хрома.
Металлографическими исследованиями, выполненными на микроскопе МИМ-4М и спектрографе «Quanta-200» установлено, что при частоте колебаний v = 1,5 или 2Гц и амплитуде А=(2,3–2,5)В (т.е. при А = 140 или 150 мм) достигается наибольшая продолжительность наличия плёнки дийодида хрома на поверхности абразивных зёрен, что подтверждает высокую прочность фиксации её при использовании предлагаемого способа импрегнирования абразивных инструментов.
Реализация предлагаемого способа импрегнирования абразивных инструментов включает выполнение следующих операций:
- приготовление в специальной ёмкости (например, баке) водного раствора дийодида хрома, содержащего 20 – 25 г дийодида хрома на литр воды;
Таблица 1
Результаты испытаний импрегнированных кругов на определение времени пропитки tп, интенсивности изнашивания круга J, шероховатости обработанной поверхности Ra и относительной площади прижогов S
|
- закрепление на штанге 7 устройства для создания вертикальных колебаний (см. чертеж) импрегнируемого абразивного инструмента;
- настройка устройства для создания вертикальных колебаний импрегнируемого инструмента (см. чертеж) на требуемые частоту v и амплитуду А в зависимости от высоты круга В при полном окунании и вынимании круга из водного раствора дийодида хрома;
- включение устройства и импрегнирование абразивного инструмента в колебательном режиме в течение 1 минуты;
- остановка устройства для создания вертикальных колебательных движений импрегнируемого инструмента;
- раскрепление и снятие импрегнированного абразивного инструмента со штанги 7 устройства;
- конвективная сушка импрегнированного абразивного инструмента путём обдува его вентилятором, подающим нагретый до температуры 40 – 50оС воздух в течение 1,5–2 часов при вращении инструмента с угловой скоростью 0,3–0,5 с-1;
- визуальный контроль импрегнированного абразивного инструмента.
Сообщение импрегнируемому инструменту в течение одной минуты колебательных движений с заданной частотой и амплитудой, обеспечивающих его полное окунание в водный раствор и полное вынимание абразивного инструмента из него, уменьшает время пропитки за счёт наслоения плёнок дийодида хрома, повышает прочность фиксации дийодида хрома в поровом пространстве абразивного инструмента вследствие усиления его адгезионных свойств и не вызывает выкрашивания абразивных зёрен из керамической связки.
Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов на керамической связке по сравнению с наиболее близким аналогом (патент RU №2618682, МПК В24D 3/34, 10.05.2017) осуществлялась по следующим показателям: интенсивности изнашивания кругов J, параметру шероховатости обработанной поверхности детали Ra, числу прижогов N на площади 3×104мм2, относительной площади поверхности S, подвергнутой прижогам. Испытаниям подвергались абразивные круги ПП 400×127×60 14АF60K7V 35м/с ГОСТ Р 52781-2007. Шлифовались образцы из стали 12ХН3А и сплава 45Х25Н20С2А диаметром 30 мм и длиной 320 мм. Шлифование осуществлялось на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vкр = 35 м/с, скорость вращения шлифуемого образца Vд = 0,5 м/с, продольная подача инструмента Sпр = 0,02м/с, подача врезания Sвр = 0,01 мм/дв.ход, число двойных ходов круга m = 3. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1.
Результаты сравнительных испытаний импрегнированных кругов приведены в таблице 2, из анализа которой следует, что применение пред-
лагаемого способа импрегнирования абразивных инструментов по сравнению с наиболее близким аналогом (см. патент RU №2618682, МПК В24D 3/34, 10/05/2017) в 2,1 раза сократить время пропитки абразивного инструмента, на 25–30% уменьшить интенсивность изнашивания круга, уменьшить параметр шероховатости обработанной поверхности детали Ra на 6–8%, уменьшить число прижогов на 20 – 30% и снизить относительную площадь поверхности, подвергнутой прижогам на 15 – 20%.
Таблица 2
Результаты сравнительных испытаний импрегнированных шлифовальных кругов с наиболее близким аналогом (см. патент RU №2618682, МПК В24D 3/34, 10/05/2017) и предлагаемому способу
|
Комплексное устройство исследования состояния поверхности металла
Квазилинейный адаптивный экстраполятор
Огнетушащий порошковый состав
Устройство индукционного нагрева при обработке поверхности детали резанием
Устройство для определения коэффициента трения семян
Способ обеззараживания жидких сред
Способ повышения эффективности работы фильтра биологической очистки сточных вод
Самосрабатывающая огнетушащая панель
Система отопления и вентиляции помещения путем утилизации отработанных дымовых газов котельной с зависимой системой регулирования температуры
Адаптивный пневматический привод с обратной пневматической связью
Устройство индукционного нагрева при обработке поверхности детали резанием
Устройство индукционного нагрева для обработки поверхностей резанием
Устройство для поверхностной отделочно-упрочняющей обработки деталей

