Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретнее к обработке металлов совмещенными методами непрерывного литья, прокатки и прессования, и может быть использовано для получения пресс-изделий из цветных металлов и сплавов, преимущественно из алюминиевых сплавов.
Известно устройство, позволяющее получать изделия совмещенным методом непрерывного литья и прессования цветных металлов и сплавов (Патент РФ 73245, МПК В21С 3/00, B22D 11/00, 2007), включающее печь-миксер, моталку, два водоохлаждаемых валка, один из которых выполнен с ручьем, а второй с выступом, расположенные в станине и образующие закрытый калибр, на выходе из которого установлена матрица с калибрующим отверстием, имеющая клиновидные полости для охлаждения, отличающееся тем, что валки расположены в станине в вертикальной плоскости, печь-миксер выполнена наклоняемой с регулятором подачи расплава в калибр валков, а матрица снабжена клиновым механизмом поджима ее к валкам с направляющими роликами для удаления пресс-изделия. Соотношение высоты калибра в сечении, перекрытом матрицей, к диаметру калибрующего отверстия -'матрицы составляет 2,3…4,0, а соотношение длины зоны контакта валка с металлом к диаметру валка составляет не менее 0,35.
Данное устройство, принятое за аналог, обеспечивает непрерывность процесса, снижение энергозатрат, стабильные механические свойства пресс-изделий за счет значительных степеней деформации при прессовании, варьирование размеров пресс-изделий.
Однако применение такого устройства не обеспечивает повышенных механических свойств пресс-изделий, так как в структуре закристаллизовавшейся заготовки, особенно в ее центральной осевой части, сохраняется литая дендритная структура металла. Даже при последующей обработке (прокатке и прессовании) возможно появление осевой пористости и снижение прочностных свойств. Кроме того, расположение валков в горизонтальной плоскости усложняет конструкцию прессового инструмента, в связи с чем приходится применять специальные клиновые устройства и склизы для изменения направления выхода пресс-изделия, как правило, на 90 градусов, с целью намотки его на барабан моталки. В производственных условиях при обработке сплавов с повышенными прочностными свойствами такое резкое изменение направления перемещения прутка может привести к появлению дефектов (трещин, разрывов и т.п.), что снижает качество готовых пресс-изделий.
Наиболее близким по технической сущности и достигаемому результату является устройство для непрерывного литья, прокатки и прессования цветных металлов и сплавов (Патент РФ 2457914, МПК В21С 3/00, B22D 11/00, 2012), включающее наклоняемую печь-миксер с регулятором подачи расплава в калибр валков, один из которых выполнен с ручьем, а второй с выступом, расположенные в станине и образующие закрытый калибр, на выходе из которого установлена матрица с калибрующим отверстием, имеющая клиновидные полости для охлаждения и снабженная механизмом прижима ее к валками моталку, отличающееся тем, что оно снабжено форкамерой, расположенной между матрицей и калибром, и выполненной с охлаждающими каналами и цилиндрической полостью с наклоном в диапазоне α=90-175° причем ее форма эквидистантна форме калибрующего отверстия матрицы, а валки расположены в станине консольно таким образом, что плоскость, проходящая через центры валков, составляет с горизонтальной плоскостью угол β=5-85 градусов.
Данное устройство обладает более широкими возможностями по сравнению с аналогом за счет возможности обработки сплавов, имеющих повышенные прочностные свойства, а также повышение качества пресс-изделий за счет улучшения механических свойств имеет. Однако консольное расположение валков приводит к тому, что при заполнении калибра валков и деформации металла в нем возникают большие распорные усилия, которые раздвигают валки, при этом увеличивается просвет между валками и зазор между валками и матрицей, что ведет к проникновению металла в этот зазор, возникновению облоя, торможению и остановке валков. При этом процесс выдавливания металла прекращается и необходимо повторять цикл обработки после удаления облоя.
Основной задачей изобретения является расширение его технологических возможностей за счет применения нажимного устройства, компенсирующего увеличение зазора между валками и исключающего проникновение в него металла.
Для решения поставленной задачи устройство для непрерывного литья, прокатки и прессования цветных металлов и сплавов, включающее наклоняемую печь-миксер с регулятором подачи расплава в калибр валков, один из которых выполнен с ручьем, а второй с выступом, расположенные в станине и образующие закрытый калибр, на выходе из которого установлена матрица с калибрующим отверстием, имеющая клиновидные полости для охлаждения и снабженная механизмом прижима ее к валками моталку, снабжено форкамерой, расположенной между матрицей и калибром, и выполненной с охлаждающими каналами и цилиндрической полостью с наклоном в диапазоне α=90-175° причем ее форма эквидистантна форме калибрующего отверстия матрицы, а валки расположены в станине консольно таким образом, что плоскость, проходящая через центры валков, составляет с горизонтальной плоскостью угол β=5-85 градусов, согласно изобретению выполнено таким образом, что на станине установлено нажимное устройство в виде двух пластин с закрепленными в них двумя неприводными роликами, контактирующими с валком с выступом и обеспечивающими его прижим к валку с ручьем в процессе их вращения.
Конструктивные особенности заявляемого устройства по сравнению с прототипом, характеризующиеся отличительными признаками, По отношению к прототипу у предлагаемого устройства имеются следующие отличительные признаки: устройство снабжено дополнительно нажимным узлом в виде двух пластин с закрепленными в них неприводными роликами, контактирующими с валком с выступом и обеспечивающим его прижим к валку с ручьем в процессе их вращения. Это позволяет при заполнении металлом калибра валков предотвращать их перемещение в вертикальной плоскости. Тогда просвет между валками будет оставаться минимальным, что обеспечивает фиксированный прижим форкамеры к поверхностям валков и позволяет контролировать величину облоя, выдавливаемого в зазор между валками и форкамерой. Выполнение роликов холостыми обеспечивает синхронизацию их вращения с валками при контакте.
Таким образом, между отличительными признаками и решаемой задачей существует следующая причинно-следственная связь. Выполнение устройства для непрерывного литья, прокатки и прессования цветных металлов и сплавов, имеющего указанную выше совокупность отличительных признаков, позволяет конструктивно изменить схему инструментального узла, что приводит к расширению технологических возможностей устройства за счет обеспечения.
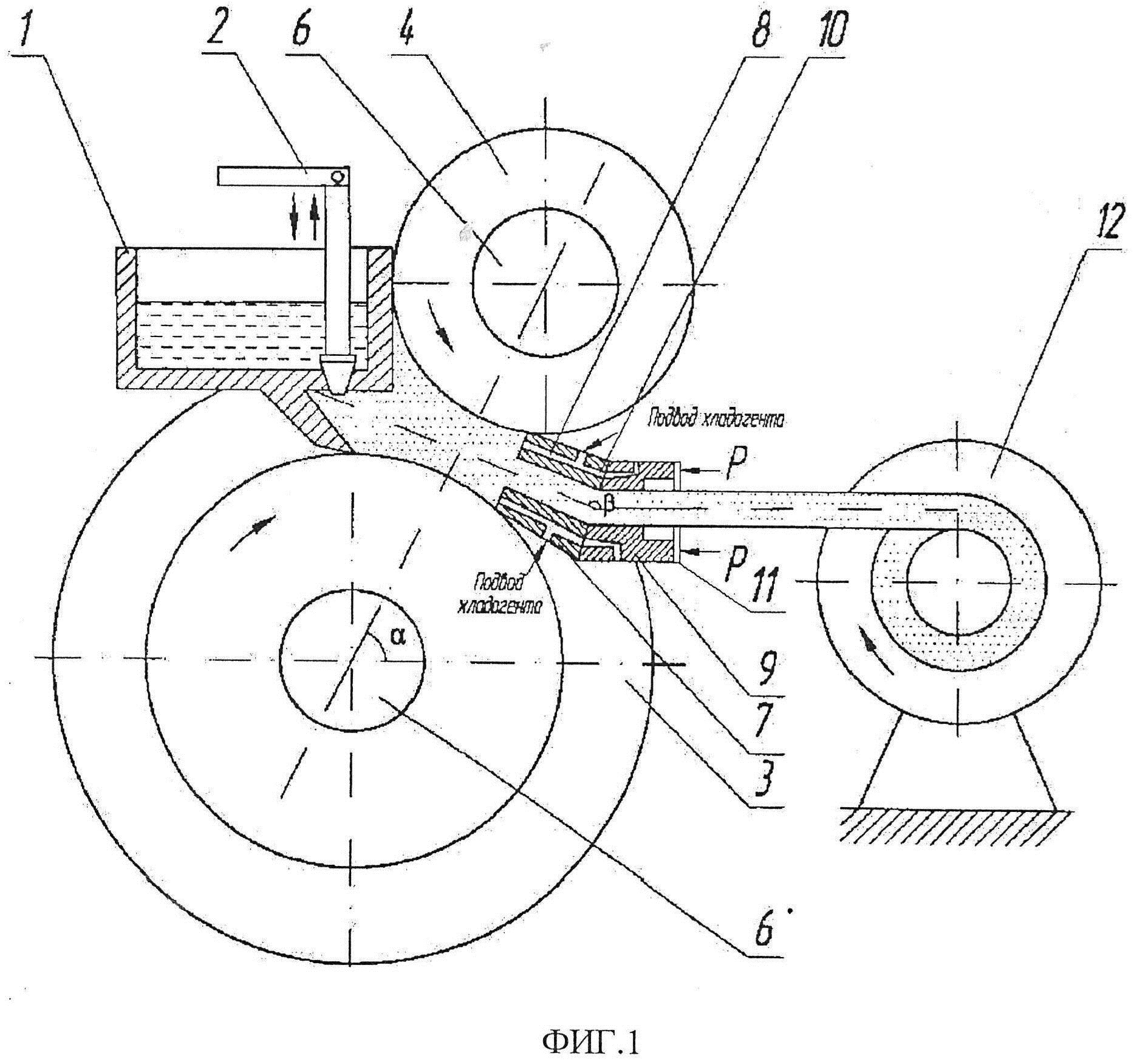
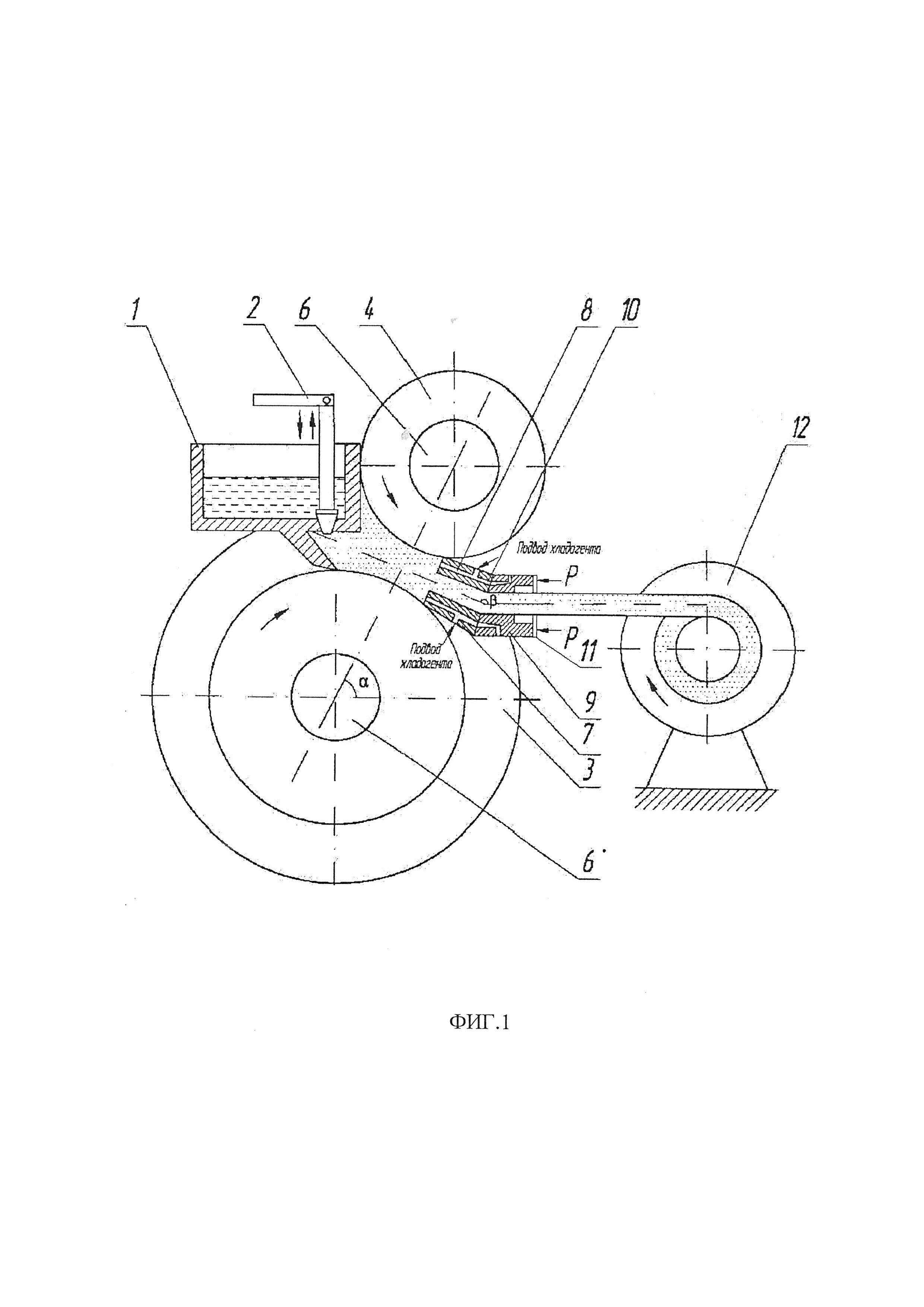
Сущность предложения поясняется графическими материалами при этом на фиг. 1 показан общий вид устройства в разрезе, а на фиг. 2 общий вид станины и валков с нажимным узлом в разрезе.
Устройство для непрерывного литья, прокатки и прессования металла включает печь-миксер 1 с регулятором 2 подачи расплава в калибр валков, валок 3 с ручьем и валок 4 с выступом, расположенные в станине 5, имеющие полости 6 для охлаждения и образующие закрытый калибр, перекрытый на выходе форкамерой 7 с охлаждающими каналами 8 и матрицей 9 с клиновидными полостями для охлаждения 10. Для поджима матрицы и форкамеры 7 к валкам имеется гидравлический прижим 11 (на рис. не показан), а для смотки готового пресс-изделия в бухту - моталка 12. Нажимной узел 13 состоит из двух пластин 14 и закрепленными в них двух неприводных роликов 15, контактирующих с валком 4.
Устройство работает следующим образом. Металл, расплавленный с помощью печи-миксера 1, захватывается валками 3 и 4. В процессе работы регулятор 2 дозирует количество металла, подаваемого в калибр валков, уменьшая или увеличивая поток расплава. При этом на поверхностях водоохлаждаемых валков 3, 4 начинается кристаллизация металла. Далее закристаллизовавшийся в виде заготовки металл обжимается в закрытом калибре, распрессовывается и через цилиндрическую полость форкамеры 7 поступает в матрицу 9, а затем выдавливается через калибрующее отверстие, матрицы 9 с образованием пресс-изделия заданной формы и размеров. Выходной конец движущегося пресс-изделия направляется на моталку 12, где производится его смотка в бухту. При вращении валков 3 и 4 ролики 15 нажимного узла 13 плотно прижимаются к поверхностям валка 4 и обеспечивают постоянный зазор между валками 3, 4 и форкамерой 7.
В качестве примера практического использования устройства приведем результаты экспериментальных исследований. С помощью лабораторной установки СЛИПП-2,5 с диаметром валков по выступу 462 мм и по ручью 394 мм моделировали процесс совмещенного литья, прокатки и прессования (СЛИПП) для получения прутков диаметром 9 мм при скорости вращения валков до 14 об/мин. Размеры калибра в наименьшем сечении составляли 12×22 мм. Использовали сплав алюминия марки 6082. Температура расплава составляла 750°С, а температура прессования - около 520°С. Прессование проводили с помощью форкамер и матриц с вытяжкой =10. В процессе обработки ролики нажимного узла были плотно поджаты к валку с выступом, при этом изменение зазора между валками не превышало 0,1 мм. Это обеспечило бесперебойную работу устройства и получения пресс-изделия в виде прутка диаметром 9 мм длиной более 30 метров.
Как показывает анализ приведенных данных, предложенное устройство позволяет получить пресс-изделия в непрерывном режиме обработки и обеспечить устойчивый процесс выдавливания пресс-изделия диаметром 9 мм из исследуемого сплава, что дает возможность расширить технологические возможности производства деформированных полуфабрикатов в виде катанки, прутков и проволоки.
Устройство для непрерывного литья, прокатки и прессования цветных металлов и сплавов, содержащее наклоняемую печь-миксер с регулятором подачи расплава в калибр валков, один из которых выполнен с ручьем, а второй – с выступом, установленных в станине консольно под углом β=5-85° и образующих закрытый калибр, на выходе из которого установлена охлаждаемая матрица с калибрующим отверстием, снабженная механизмом прижима ее к валкам, форкамеру, расположенную между матрицей и калибром и выполненную с охлаждающими каналами и цилиндрической полостью с наклоном в диапазоне α=90-175°, и моталку, отличающееся тем, что оно снабжено нажимным узлом, установленным на станине, выполненным в виде двух пластин с закрепленными в них двумя неприводными роликами, контактирующими с валком с выступом и обеспечивающими его прижим к валку с ручьем в процессе их вращения.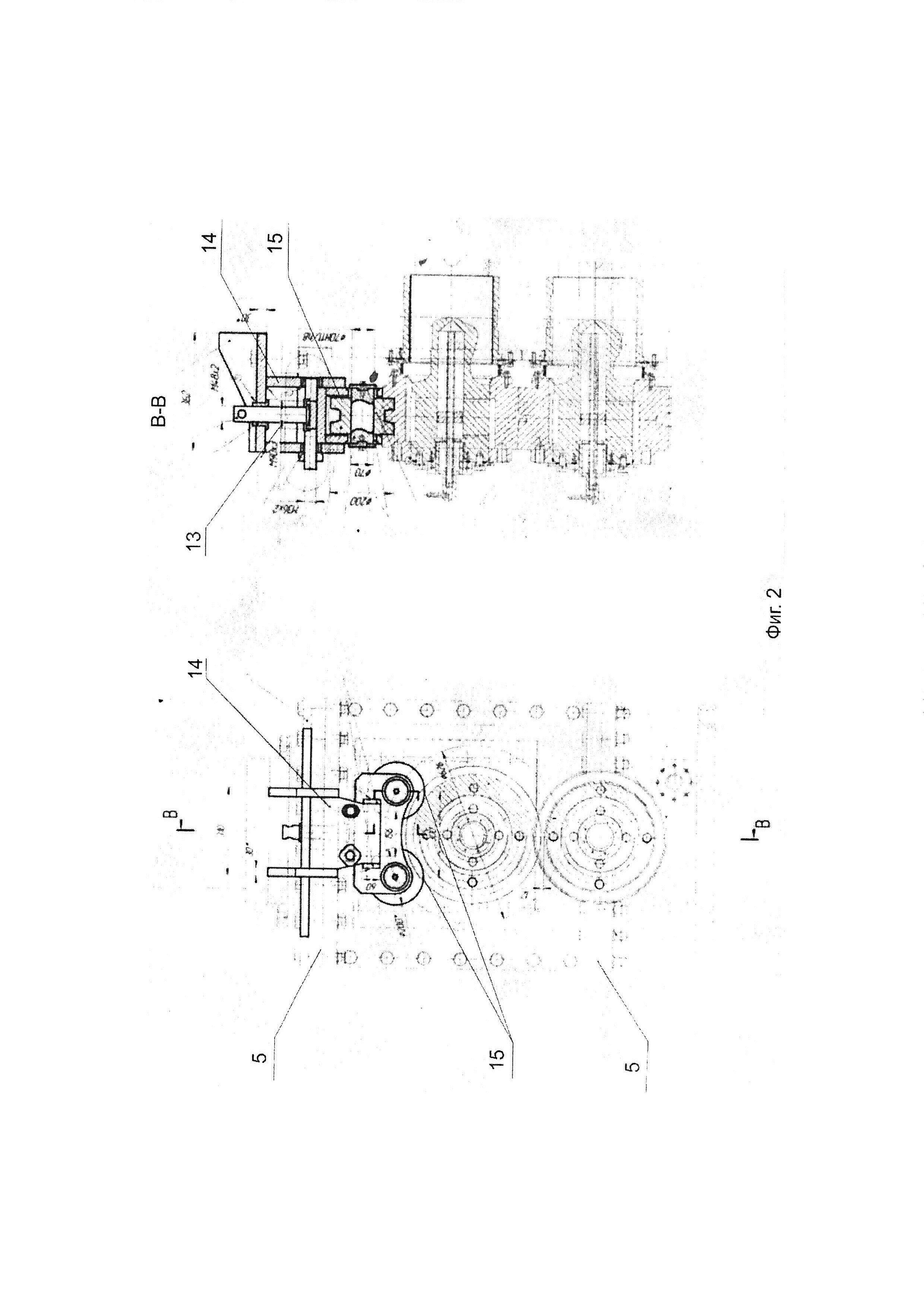
Устройство для непрерывного литья, прокатки и прессования катанки
Алюминиевый сплав
Способ совмещенного непрерывного литья, прокатки и прессования металлической заготовки и устройство для его реализации
Механоактивированный спеченный железографитовый композит для пресс-матриц совмещенного литья и прокатки прессования
Сплав на основе палладия 500 пробы
Литейный ювелирный сплав белого цвета на основе палладия
Устройство для непрерывного литья, прокатки и прессования катанки
Устройство для непрерывного литья, прокатки и прессования катанки
Припой на основе серебра
Способ модифицирования сплавов на основе золота
Сплав белого цвета на основе серебра 925 пробы, модифицированный кремнием
Сплав красного цвета на основе золота 585 пробы
Способ совмещенного литья, прокатки и прессования и устройство для его реализации

