Результат интеллектуальной деятельности: Способ импульсно-циклической электрохимической обработки
Вид РИД
Изобретение
Изобретение относится к электрохимическим способам размерной обработки материалов, осуществляемой в импульсном режиме, может быть использовано для высокоэффективной обработки деталей машин, приборов, механизмов из труднообрабатываемых машиностроительных материалов (металлов и сплавов) в общем машиностроении, приборостроении, микрообработке при радикальном повышении надежности процесса вследствие снижения вероятности коротких замыканий.
Известны способы размерной электрохимической обработки металлов и сплавов (Давыдов А.Д., Козак Е. Высокоскоростное электрохимическое формообразование. М.: Наука. 1990 - 272 с.). В указанной книге описаны теория, способы, физические основы, режимы электрохимической обработки, в том числе в импульсном режиме. Приведены данные о процессах нарушения обработки в результате коротких замыканий.
Электрохимическая обработка осуществляется в результате анодного растворения материала заготовки в нейтральных водных растворах солей (электролитах) при приложении внешнего поляризующего напряжения. Способ является уникальным, так как осуществляется без износа электрода-инструмента, и обеспечивает высокое качество поверхности деталей из труднообрабатываемых материалов (нержавеющих сталей, вязких сплавов и др.).
Наиболее существенным недостатком способа является высокая вероятность коротких замыканий между электродом-инструментом (катодом) и заготовкой (анодом). Явление короткого замыкания является причиной радикального разрушения электрода-инструмента и заготовки. В результате громадных токов короткого замыкания (до нескольких тыс. ампер) происходит термическое нарушение геометрии электрода-инструмента, «пригар» на поверхности заготовки, что является причиной невозможности их дальнейшего использования. Особенно актуально эта проблема проявляется при переходе к электрохимической обработке на малых межэлектродных зазорах (МЭЗ) и повышении плотности тока до сотен ампер на см2. Дальнейшее уменьшение МЭЗ при микроэлектрохимической обработке привело к повышению плотности тока до 1000-2000 А/см2.
Среди известных способов устранения коротких замыканий можно выделить следующие:
1. Переход от осуществления ЭХО в непрерывном режиме к циклическому режиму (схема И.И. Баенко).
2. Применение импульсных токов (Алтынбаев А.К.).
3. Применение импульсно-циклических схем обработки (Седыкин Ф.В.)
4. Применение систем защиты от коротких замыканий (Гепштейн B.C., Немилов Е.Ф., Струков К.В. и др.).
5. Применение вибрации электродов (Морозов Б.И.)
6. Применение систем очистки электролитов.
Все применяемые способы являются апостериорными, так как они функционируют по факту возникновения и развития короткого замыкания. Время срабатывания систем на основе перечисленных способов больше времени зарождения короткого замыкания.
Известен способ электрохимической обработки в котором снижение вероятности коротких замыканий достигается за счет сочетания сложных кинематических перемещений и контроля за ними для исключения нарушения устойчивости системы СПИД (Патент RU 2330746 Способ размерной электрохимической обработки металлов В23Н 3/00 10/08/ 2008). Процесс осуществляется в растворе электролита импульсами напряжения при использовании циклического режима и колебаний электрода-инструмента.
Недостатком известного способа является:
1) недостаточная надежность способа из-за сложной конструктивно-кинематической схемы способа, включающей вибрацию электрода, периодическое «ощупывание» его анодно растворяемой поверхности;
2) отсутствие информация об условиях развития коротких замыканий. Задачей предлагаемого способа обработки является повышение надежности процесса за счет радикального устранения коротких замыканий при электрохимической обработке при выборе условий энергетического обеспечения, предупреждающих возникновение короткого замыкания (длительности импульса напряжения).
Предлагаемый способ электрохимической обработки осуществляется при использовании длительностей импульсов напряжения меньшей времени развития короткого замыкания.
Наиболее эффективным путем повышения надежности процесса электрохимической обработки является уменьшение длительности импульсов напряжения (tимп). Однако при tимп >> tркз. обеспечить полное исключение коротких замыканий невозможно, где tркз - время развития короткого замыкания в рабочей среде (электролите) (время задержки пробоя).
Для исключения коротких замыканий в предлагаемом способе выполняется условие

где tзар - время заряжения двойного электрического слоя.
Для осуществления способа производится:
1) расчет минимально допустимой длительности импульса напряжения на основании расчета времени заряжения двойного электрического слоя.
Время заряжения двойного электрического слоя оценочно может быть определено как

где С - удельная емкость двойного электрического слоя, Ф/м2; U - перенапряжение в двойном электрическом слое, В; J - плотность тока, А/м2.
Из теоретической электрохимии известно, что для традиционных условий размерной электрохимической обработки
С=0,2 Ф/м2; U=(0,2 - 0,8) В; J=10-2000 А/см2.
Для обозначенных условий осуществления процесса электрохимической обработки по зависимости (2) выполнен расчет диапазона минимальных величин длительностей импульса напряжения (см. таблица).
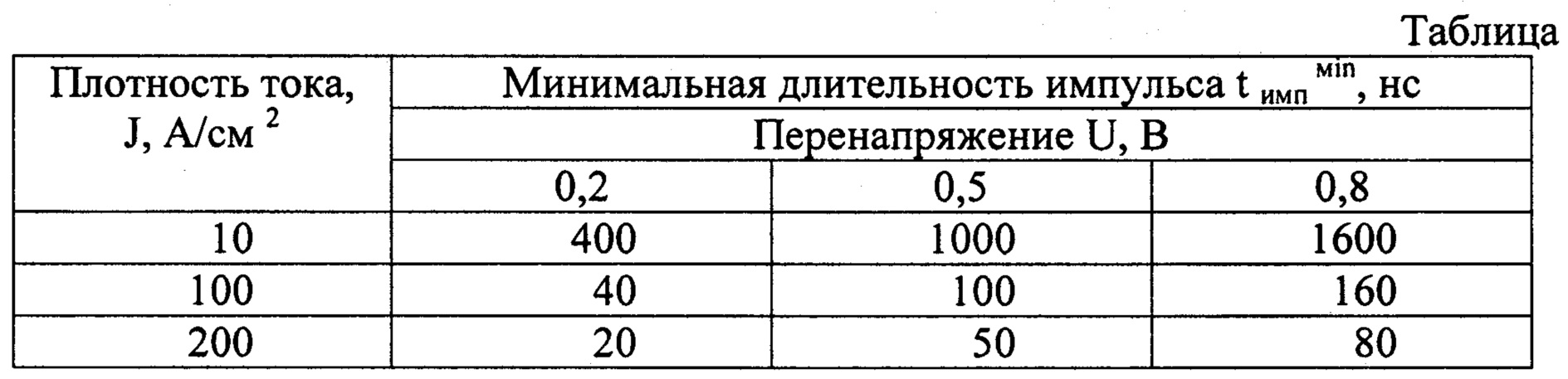
Таким образом, tимпmin должно быть в диапазоне 2-160 нс. В последнее время осуществление таких длительностей импульса напряжения стало осуществимо в связи с созданием новой электронной техники, обеспечивающей формирование мощных импульсов напряжения заданной длительности.
2) выбор максимальной длительности импульса напряжения.
Для исключения коротких замыканий необходимо выполнение условия
tимп < tркз.
Из работ Ушакова В.Я. и Наугольных К.А. (Ушаков В.Я. Импульсный электрический пробой жидкостей. Томск, изд-во ТГУ, 1975. 258 с.; Наугольных К.А., Рой Н.А. Электрические разряды в воде., М.: Наука, 1971, 155 с.). известно, что при пробое жидкостей в тепловом режиме имеет место задержка пробоя, зависящая от теплоемкости, электропроводности жидкости, напряженности электрического поля. Оценочно время задержки пробоя может рассчитано по формуле:

где с - теплоемкость жидкости; γ0 - электропроводность раствора; Е-напряженность электрического поля; а - коэффициент.
Это время соответствует времени возникновения так называемого «белого шума» (предвестника короткого замыкания).
Экспериментальные оценки в названных выше работах дают tркз < 30 мкс.
Таким образом, tимпmax < 30 мкс.
3) осуществление процесса обработки с длительностями импульсов напряжения в выбранных пределах.
Предлагаемый способ импульсно-циклической электрохимический обработки был экспериментально апробирован в следующих условиях:
Межэлектродный зазор - 5-20 мкм.
Длительность импульса: tимп1 = 1,0 мкс; tимп2 = 100 мкс.
Напряжение - 12 В.
Тип электролита - водный раствор 10% NaNO3.
Материал заготовки - нержавеющая сталь 1Х18Н9Т.
Материал электрода- инструмента: латунь Л61.
Диаметр электрода- инструмента - 5,0 мм.
Начальная температура электролита - 23°С.
Коэффициент импульсов напряжения 20, 40, 60%.
Эксперимент выполнялся в два этапа:
1) для длительности tимп1 <tркз;
2) для длительности tимп2 > tркз.
Установлено, что при использовании импульсов длительностью 1,0 мкс коротких замыканий не наблюдалось, а при использовании импульсов длительностью 100,0 мкс на поверхностях обоих электродов обнаружены следы термических воздействий в виде лунок диаметром около 2 миллиметров и глубиной около 0.2 мм.
Способ изготовления патронов спортивно-охотничьего оружия
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Способ усиления фундамента
Способ комбинированной чистовой обработки зубчатых деталей
Способ чистовой зубообработки цилиндрических зубчатых колес
Способ утилизации отработанного асфальтобетона
Способ получения низкомолекулярной фракции гуминовых веществ черноольхового низинного торфа с молекулярной массой 98 кда
Способ краткосрочного прогноза землетрясений
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Компенсационный акселерометр
Способ электроэрозионной обработки детали

