Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ПУТЕМ ДЕФОРМАЦИИ СТАЛЬНОЙ ПЛАСТИНЫ И ПРИМЕНЕНИЕ СТАЛЬНОЙ ПЛАСТИНЫ ДЛЯ ДЕФОРМИРОВАНИЯ В ДЕТАЛЬ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления детали путем пластического деформирования стальной пластины согласно ограничительной части пункта 1 формулы изобретения, обеспечивающему высокую степень пластического деформирования холодноупроченных механически разделенных кромок металлического листа.
Под понятием «деталь» понимают деталь, изготовленную из пластины металлического листа путем пластического деформирования посредством инструмента пластической деформации. В качестве листового металлического материала применяют все поддающиеся пластической деформации металлические материалы, но в частности сталь. Пластины металлического листа могут быть без нанесенного покрытия или с нанесенным металлическим и/или органическим антикоррозийным покрытием.
Такие детали применяют главным образом при сборке кузовов, а также при изготовлении бытовых приборов, в машиностроении или строительстве.
Уровень техники
Высокая конкуренция на рынке автомобилестроения вынуждает производителей постоянно искать возможности снижения износа автомобильного парка с сохранением максимального комфорта и безопасности пассажиров. При этом решающее значение имеет, с одной стороны, снижение веса всех компонентов транспортного средства и, с другой стороны, максимальная эффективность отдельных деталей при высокой статической и динамической нагрузке при эксплуатации и в случае аварии.
Поставщики исходных материалов стремятся за счет производства прочных и высокопрочных видов стали соответствовать требованиям, предъявляемым к применяемым материалам, путем снижения толщины деталей с одновременным повышением их качества при изготовлении и при эксплуатации.
Эти виды стали должны соответствовать высоким требованиям относительно твердости, пластичности, вязкости, энергоемкости и коррозионной устойчивости, а также относительно их технологичности, например, при холодной пластичной деформации и при сварке.
С учетом вышеназванного изготовление деталей из прочных и высокопрочных сталей с пределом текучести более 600 МПа приобретает все большее значение. Для изготовления детали металлическую пластину горяче- или холоднокатаного листа сначала обрезают по размерам при температуре окружающей среды. В качестве способа резки применяют главным образом механическое разделение, например обрезку ножницами или вырубку, реже – терморазделение, например лазерную резку. Способ терморазделения по сравнению с механическим разделением явно более дорогостоящий и поэтому его применяют только в исключительных случаях.
После обрезки по размерам пластину помещают в инструмент пластической деформации и за один или несколько этапов деформирования получают готовую деталь, например несущую деталь шасси.
Перед процессом деформации проводят, при необходимости, различные дополнительные технологические операции, например рубку или резку пластины, а в процессе деформации – комбинированную отбортовку перфорированных участков.
В процессе деформации кромки срезов, в частности при их вертикальной установке, например при отбортовочных операциях на перфорированной пластине, особенно нагружены.
На кромках среза возможны различные дефекты предварительной обработки, обусловленные, с одной стороны, холодным упрочнением материала и вызванные механическим разделением с полным изменением формы вплоть до разделения материала. С другой стороны, возможно возникновение влияния запила, образующееся за счет топографии поверхности резки.
В первую очередь у прочных и высокопрочных листовых материалов в процессе заключительной деформации возникает повышенная чувствительность к образованию трещин в краевых зонах этих кромок срезов.
Указанные дефекты предварительной обработки листовых краев могут вызвать преждевременный отказ при последующих операциях деформации или в процессе эксплуатации компонентов. Испытание деформационной способности обрезанных листовых краев относительно их подверженности образованию трещин края осуществляют методом расширения отверстий согласно стандарту ISO 16630.
В методе расширения отверстий в металлическом листе ножницами выполняют круглое отверстие, которое затем расширяют коническим штемпелем. Замеряемой величиной является изменение диаметра отверстия относительно начального диаметра, при котором на крае отверстия в металлическом листе возникает первая трещина. Для минимизации указанной выше подверженности краев к образованию трещин при холодной деформации вырезанных или вырубленных краев металлического листа применяют, например, методы изменения состава сплава и процесса изготовления материала (например, специальное добавление бейнитных структур) или технологической обработки при холодной резке пластин (например, изменением зазора между ножами, скорости резки, многоходовой обрезкой и т.д.).
Эти приемы либо дороги и трудоемки (например, многоходовые операции резки, ТО 3-D резки и т.д.), либо не обеспечивают пока оптимального результата.
Кроме этого в документе DE 10 2009 049 155 А1 раскрыто нагревание, по меньшей мере, зоны обрезного края до определенной температуры и осуществление резки при этой температуре для повышения деформируемости обрезанного края и соответственно для сокращения холодного упрочнения зоны обрезанного края или для его исключения. Недостатком при этом являются, с одной стороны, высокие технологические и стоимостные затраты на нагревание металлического листа и, с другой стороны, обязательная взаимосвязь нагревания пластины и непосредственно следующей за ним процесса резки, что делает эту технологию негибкой.
Из DE 10 2011 121 904 А1 также известна холодная деформация обрезанного металлического листа и локальное нагревание посредством лазера холодноупроченных зон перед последующим деформированием, чтобы обеспечить частичное разупрочнение, недостатком чего является, в частности, локальное разупрочнение, являющееся дефектом поверхности с учетом применяемого главным образом прочного и высокопрочного материала, в частности, в условиях воздействия нагрузок и колебаний. Неясно также, в каких контрено местах осуществляют локальное нагревание, при какой температуре и продолжительности. Неясно также, каким образом и в какой степени частичное разупрочнение повышает деформационную способность металлического листа после уже осуществленной холодной деформации.
Задача данного изобретения - предложить способ изготовления методом холодной деформации детали из вырезанной ножницами при температуре окружающей среды пластины металлического листа с осуществлением в отдельных случаях различных дополнительных технологических этапов при температуре окружающей среды, например вырубки отверстий или резательных операций, который, способ, снижает влияние вышеуказанных дефектов предварительной обработки зон обрезки или исключает их и уменьшает, тем самым, чувствительность краев к возникновению трещин при дальнейшей холодной деформации металлической пластины или даже исключает ее. Способ должен обеспечить его простое и экономичное осуществление и сравнимые или улучшенные, с одной стороны, параметры в процессе изготовления, в частности относительно деформируемости обрезанных краев, и, с другой стороны, характеристики детали, в частности относительно статической прочности.
Раскрытие изобретения
Согласно техническому решению по данному изобретению эту задачу решают посредством способа изготовления детали методом деформации стальной пластины при температуре окружающей среды при высокой деформируемости и сниженной чувствительности к образованию трещин в краях механически обрезанной или вырубленной пластины, при котором пластины заранее вырезают по размеру из полосы металла или металлического листа при температуре окружающей среды, причем в отдельных случаях при температуре окружающей среды осуществляют дополнительные технологические операции, например вырубку или резку, для выполнения отверстий или проемов в металлическом листе или пластине, а затем путем деформации при температуре окружающей среды из заготовленной таким образом пластины изготавливают деталь, отличающегося (способа) тем, что независимо от деформирования в деталь холодноупроченные операциями резки или вырубки краевые зоны металлического листа, подвергающиеся заключительной холодной деформации при изготовлении детали, в любой момент после обрезки пластины и возможных дополнительных операций резки или вырубки нагревают до температуры не менее 600°С с продолжительностью менее 10 секунд.
Исследования показали, что для способности к расширению отверстий не обязательно осуществлять процесс резки при повышенной температуре зоны краевых срезов, а достаточно резко нагреть только холодноупроченные под воздействием резака зоны краевых срезов на очень короткое время от менее чем 10 секунд, как правило, от 0,1 до 2,0 секунд, до температуры не менее 600°С. Согласно изобретению это осуществляют независимо от процесса резки или вырубки и последующих технологических этапов в любой временной промежуток перед деформированием в деталь.
При этом температурное воздействие осуществляют на всю толщину металлического листа в направлении плоскости пластины в зоне, наиболее соответствующей толщине металлического листа. Продолжительность температурного воздействия зависит при этом от вида способа термообработки.
Нагрев осуществляют различным образом, например кондуктивно, индуктивно посредством теплового излучения или посредством лазерной термообработки. Для термообработки особенно предпочтителен кондуктивный нагрев, например аналогично точечной сварке, широко применяемой в автомобилестроении.
Агрегат точечной сварки с более коротким временем воздействия предпочтительно применяют для обработки вырубленных в пластине отверстий, а для обработки более удлиненных краевых участков применяют индуктивный способ, тепловое излучение или лазерную обработку с более длительным временем воздействия.
Для защиты нагретых участков обрезанных краев от окисления в предпочтительном усовершенствованном варианте осуществления изобретения эти участки омывают инертными газами, например аргоном. Омывание инертным газом осуществляют при этом во время нагрева, но при необходимости его проводят дополнительно непосредственно перед началом и/или кратковременно после нагрева.
Таким образом тепловое воздействие осуществляют очень концентрированно на участках обрезанных краев и оно связано с относительно небольшими а, в частности по сравнению со способами, при которых нагревают всю пластину целиком или применяют на порядок более длительное прокаливание со снятым внутренним напряжением.
Технологический диапазон температур для обработки участков обрезанных краев достаточно велик и включает температуры от более 600°С до температуры солидуса ок. 1500°С.
Исследования также показали, что одно только исключение холодного упрочнения имеет решающее значение для явного улучшения способности к расширению отверстий, а неубираемые дефекты, например поры, играют подчиненную роль.
Это не зависит от того, осуществляют термообработку при температуре ниже или выше температуры переходного состояния Ас1.
При термообработке при температуре выше Ас1 после обработки во время быстрого охлаждения из-за окружающего холодного материала у сталей, способных к превращению, происходит переход в т.н. метастабильные фазы. Образующаяся после этого структура отличается от исходного состояния повышенной прочностью. Преобразование структуры с обязательным при этом повышением твердости и прочности неожиданным образом не влияет отрицательно на способность к расширению отверстий независимо от того, образуется ли в отличие от исходной структуры более твердая и менее вязкая структура, обеспечивающая также возможность обработки обрезных краев при температуре до предела солидуса.
В любом случае решающее значение имеет максимальное исключение холодного упрочнения за счет резки.
Для достижения поставленной изобретением цели согласно проведенным исследованиям нагрев до температуры ниже 600°С на несколько секунд недостаточен, так как необходимо значительное уменьшение сдвига кристаллической решетки вследствие механического разделения.
Способ по данному изобретению предпочтителен по сравнению с известными методами уменьшения чувствительности к образованию краевых трещин, так как термообработка изменяет микроструктуру только обрезанных краевых участков и, как правило, не уменьшает, а увеличивает при этом твердость. Нечувствительность к образованию краевых трещин в плане повышения способности к расширению отверстий возрастает при этом на 2 и даже более чем на 3 порядка.
Промышленное применение способа по данному изобретению вследствие значительно более высокой деформируемости критичных обрезных краевых участков металлического листа, с одной стороны, снижает выбраковку деталей после деформирования и, с другой стороны, отпадает необходимость выполнения нужных до этого момента технологических операций, например за счет осуществления отбортовок при изготовлении, например, постели подшипников.
Способ по данному изобретению обеспечивает за счет улучшенной деформируемости обрезных краевых участков возможность выполнения более сложной геометрии деталей и тем самым конструктивную свободу при применении одних и тех же материалов. Кроме этого он не снижает, как и следовало ожидать, предел усталости холодноформованной детали за счет образования возможно более прочной и гомогенной структуры по сравнению с исходной, а повышает его у характерных двухфазных структур, например у двоичных структур.
Полную термообработку участков холодноформованных обрезных краев осуществляют в любой момент после процесса резки или вырубки и перед деформированием пластины или в качестве промежуточного этапа при многоступенчатых процессах деформирования пластины в деталь, за счет чего технологические этапы резки или вырубки пластины, термообработка обрезных краев и деформирование пластины в деталь полностью разъединены. Таким образом обеспечен значительно более гибкий производственный процесс чем в существующем уровне техники при интегрировании модификации краев за счет термообработки.
Благодаря более короткой по сравнению с существующими методами обработке обеспечена возможность интегрирования способа в процесс серийного производства с заданным производственным тактом от 0,1 до 10 секунд в качестве промежуточного технологического этапа, в частности многоэтапная последовательная технология изготовления листовых компонентов в автомобилестроении является предпочтительной сферой его применения.
Деформирование подготовленных таким образом пластин осуществляют предпочтительно посредством уже имеющегося на производстве инструмента деформации, так как нет необходимости в дополнительном нагревательном оборудовании, например в печах, для нагрева самих пластин. Это обеспечивает также возможность экономичного производства и его гибкости за счет разъединения технологических этапов.
В предпочтительном варианте осуществления изобретения нагрев обрезных краев осуществляют в зависимости от заданной технологии изготовления, если она предпочтительна, непосредственно после процесса механической резки или вырубки или непосредственно перед деформированием в деталь на этапе, совмещенном с соответствующим производственным процессом. Например, резательно-рубочные станки оборудуют последовательно подключенным устройством термообработки или последнее устанавливают непосредственно перед оборудованием холодной деформации пластин.
Сами пластины прокатывают по выбору с различной толщиной или выполняют из холодно- или горячекатаной полосы с одинаковой или различной толщиной и/или различных марок. В изобретении применимы горяче- или холоднокатаные стальные полосы из мягкой до высокопрочной стали, например с пределом текучести от 140 МПа до 1200 МПа, покрытые металлическим и/или органическим антикоррозийным составом. Металлическое покрытие состоит, например, из цинка или цинкового сплава, магния, алюминия и/или кремния. Применимость стальных полос с покрытием обусловлена возможностью ограничить обработку краевых участков с отступом от края, соответствующим малой доли толщины стального полотна, так как в этой зоне расположена основная доля вредного холодного упрочнения от процесса резки. Так, например, при толщине полотна в несколько миллиметров будет достаточно отступа от края в несколько десятков микрон, так что эффективная антикоррозийная защита металлического антикоррозийного покрытия не будет подвержена воздействию или будет подвержена ему только незначительно.
В качестве высокопрочных сталей применяют все однофазные, а также многофазные виды стали. К ним относятся микролигированные, высокопрочные виды стали, а также бейнитные или мартенситные марки стали, как, например, с двоичной структурой, с комплексной структурой и ТРИП-сталь.
Краткое описание чертежей
Другие признаки, предпочтения и детали изобретения вытекают из нижеследующего описания представленных фигур, на которых изображено:
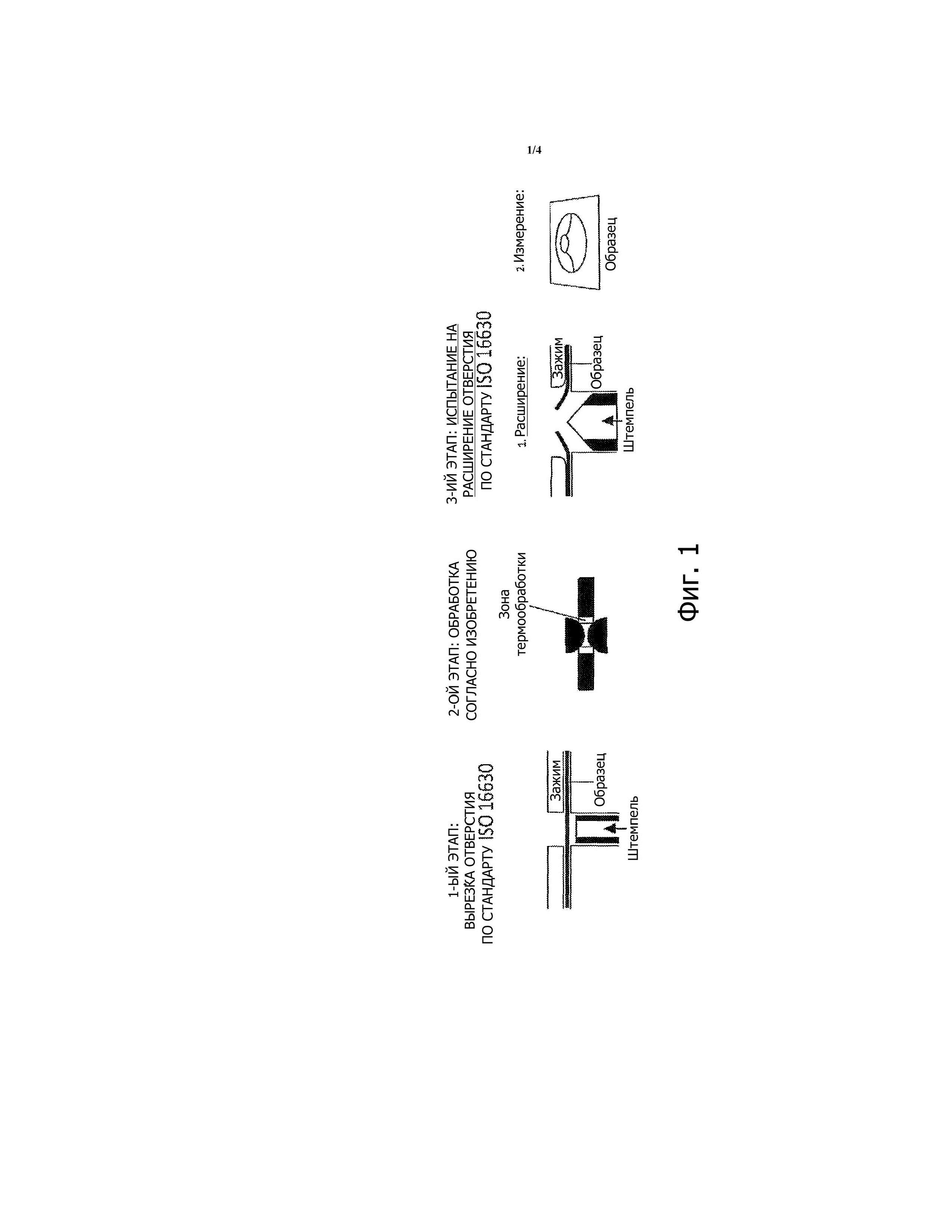
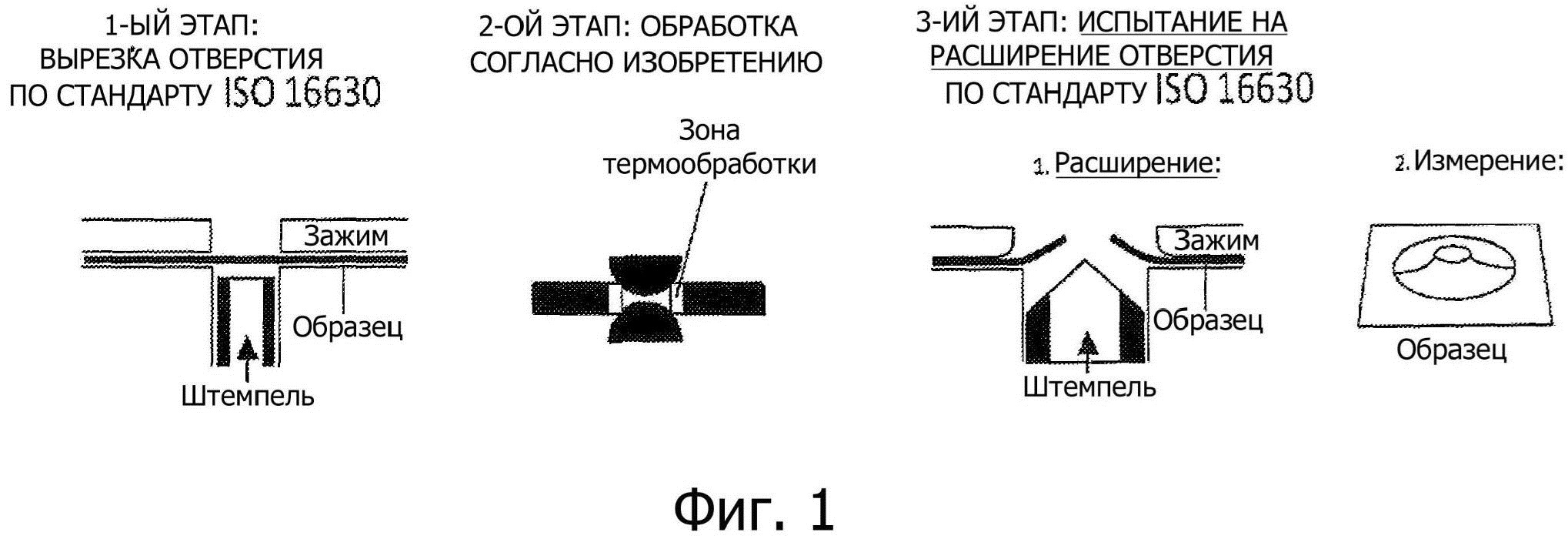
фиг. 1 – схема испытания на расширение отверстий по стандарту ISO 16630 термообработанных по данному изобретению обрезных краев;
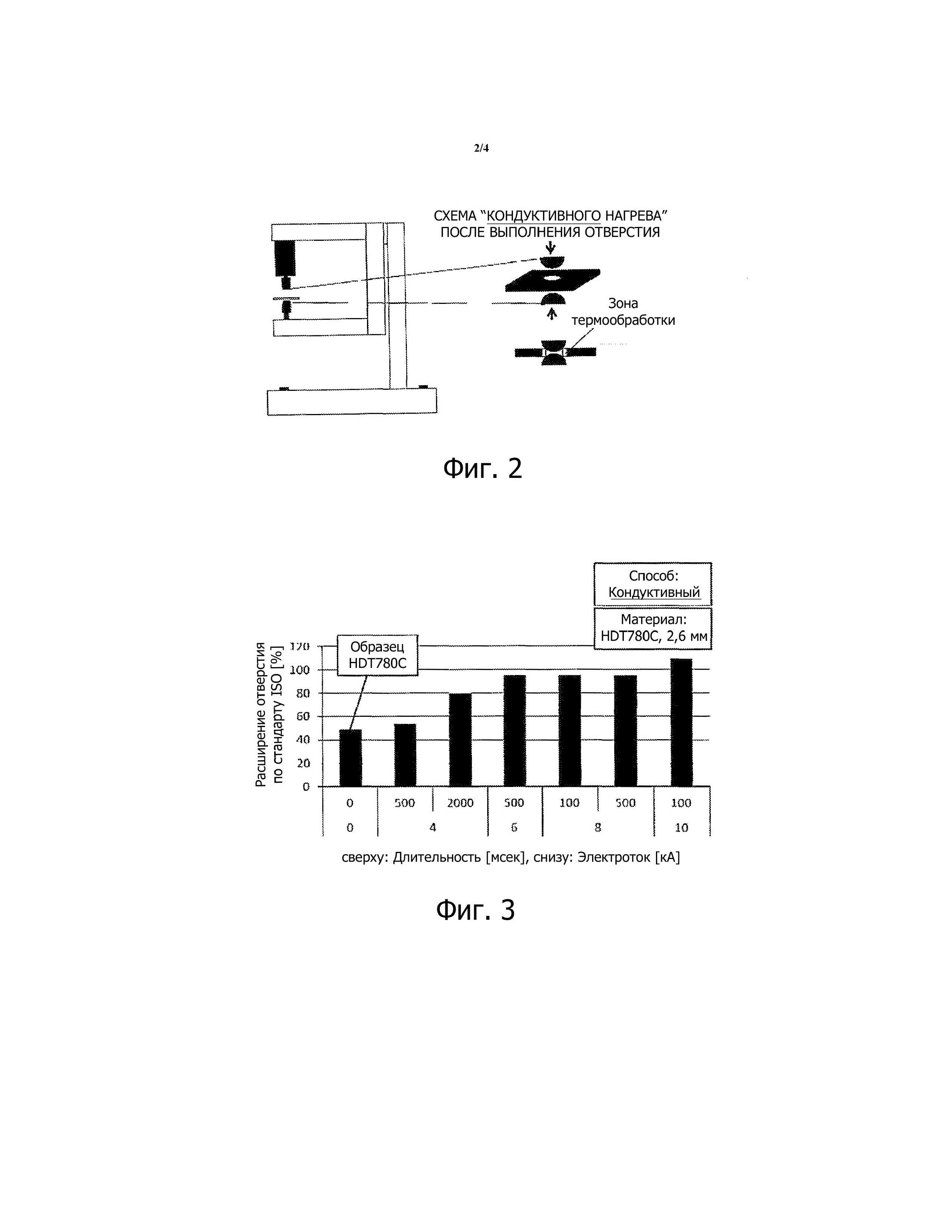
фиг. 2 – ход испытания кондуктивной термообработки обрезных краев после воздействия резака;
фиг. 3 – результаты испытаний на расширение отверстий по стандарту ISO 16630 образцов HDT780C без покрытия после кондуктивной термообработки обрезных краев после воздействия резака;
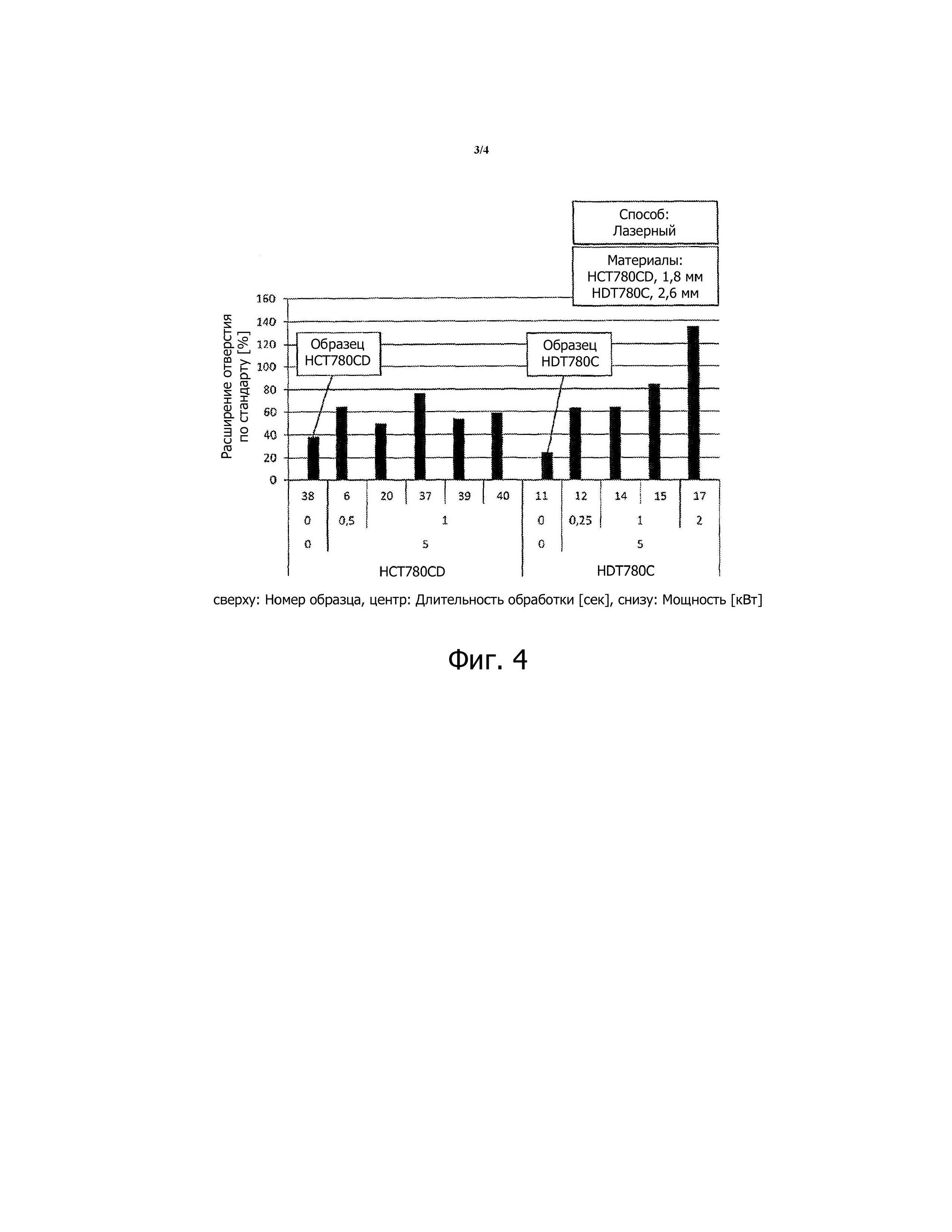
фиг. 4 - результаты испытаний на расширение отверстий по стандарту ISO 16630 оцинкованных погружным методом образцов HСT780CD и образцов HDT780CD без покрытия после лазерной термообработки обрезных краев после воздействия резака;
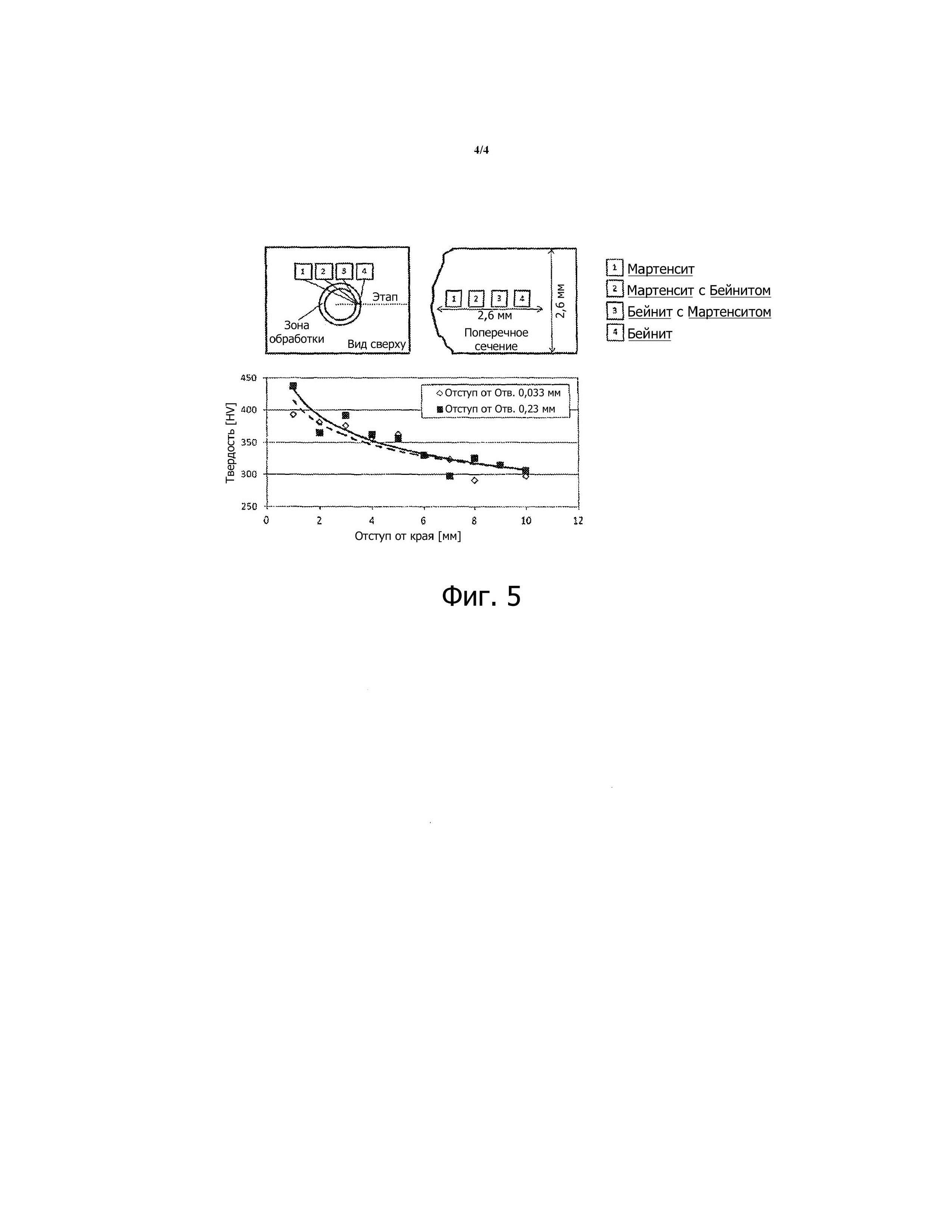
фиг. 5 – структура и эпюра твердости термообработанных по данному изобретению обрезных краев.
Осуществление изобретения
На фиг. 1 схематично показано испытание на расширение отверстий по стандарту ISO 16630 термообработанных по данному изобретению обрезных краев.
Согласно изобретению термообработку проводят только на обрезных краях после воздействия резака в качестве промежуточного этапа после нарезки пластин по размеру и перед деформированием прикраевых зон.
Ход испытания кондуктивной термообработки обрезных краев после воздействия резака показан на фиг. 2.
В качестве нагревательного устройства при испытаниях наряду с мощным лазером бала применена промышленная установка точечной сварки для сварочного соединения стальных листов, аналогичная установке, применяемой для изготовления деталей автомобилей в автомобильной промышленности. В данном случае не сваривали листы, расположенные друг на друге, а согласно фиг. 1 подвергали термообработке лист с вырубленным в нем отверстием (Этап 1) на участке краев листа после воздействия резака (Этап 2). Затем на этапе 3 посредством штемпеля осуществляют непосредственно расширение отверстия, регистрируемое затем на испытуемом образце.
Как показано на фиг. 2, диаметр расположенных друг против друга электродов точечной сварки больше диаметра вырубленного отверстия, чтобы обеспечить термообработку краев отверстия после воздействия резака. Кроме этого электроды имеют на контактирующих с краями отверстия концах полукруглую форму, чтобы обеспечить, с одной стороны, простую центровку листа и, с другой стороны, концентрированное воздействие теплоты только на участке после воздействия резака.
Для воздействия электротока только на участки после воздействия резака форма контактного острия электродов соответствует выполненной геометрии краевых участков.
Для испытаний была использована высокопрочная, горячекатаная бейнитная сталь без покрытия марки HDT780С c минимальным пределом текучести 680 МПа и минимальной твердостью 800 МПа. Кроме этого была использована оцинкованная погружным методом холоднокатаная сталь комплексной структуры с минимальным пределом текучести 500 МПа и минимальной твердостью 780 МПа марки НСТ780CD.
В зависимости от способа длительность обработки, т.е. время воздействия электротока при индуктивном нагреве и время потребления мощности лазером, или длительность воздействия других источников тепла составляет от 20 мсек. До максимум 10 сек., как правило однако предпочтительно от 100 мсек. До 2000 мсек. В любом случае важно, чтобы в точке термообработки была обеспечена температура не менее 600°C.
Существенными параметрами способа наряду с длительностью обработки и в случае индуктивного нагрева является электроток с колебаниями от 4 до 10 кА. При термообработке лазером мощность лазера установили сначала на 5 кВт и распределили ее на круглую поверхность с диаметром примерно 12 мм, за счет чего термообработке подверглась форма кольца с шириной края 1 мм вырезанного в образце круглого отверстия с диаметром 10 мм.
Результаты испытаний на расширение отверстий по стандарту ISO 16630 на образцах HDT780C без покрытия после индуктивной термообработки обрезных краев после воздействия резака показаны на фиг. 3, а соответствующие результаты на оцинкованных погружным методом пробах НСТ780CD и на образцах HDT780C без покрытия после лазерной термообработки обрезных краев после воздействия резака показаны на фиг. 4.
После термообработки согласно фиг. 3 и фиг. 4 обеспечена возможность роста расширения отверстий по сравнению с необработанным пробным образцом преимущественно от 2 порядков до 3 порядков и более. Разброс результатов обусловлен, в частности, неоптимизированной геометрией и следовательно неравномерной лазерной термообработкой.
На фиг. 5 в левом верхнем углу схематично показано вырубленное в стальном листе отверстие, края которого были согласно изобретению термообработаны. Образующиеся в термообработанной зоне структуры схематично показаны в верхнем правом углу.
Из этого следуют пример воздействия термообработки и выводы о заданных температурах. Приведенные результаты относятся к индуктивному нагреву с длительностью 500 мсек и электротоку 8 кА стали HDT780C с бейнитной структурой.
Структура в краевой зоне ок. 0,5 мм состоит на 100% из мартенсита. Следовательно, нагрев осуществлен свыше Ас3 и затем осуществлено быстрое охлаждение. С возрастанием расстояния от края доля бейнита возрастает до 100% на расстоянии ок. 2,5 мм от края. На расстоянии более 2,5 мм структура не подвергалась дальнейшему преобразованию и температура обработки составила ниже Aс1 (ок. 700°C).
Возрастание твердости (фиг. 5, нижняя часть) в непосредственной близости от края типично для бейнитного микросплава горячекатаной полосы и обусловлено последующим выделением наночастиц в диапазоне температур примерно от 500°C до 700°C.
Преимущества данного изобретения можно резюмировать следующим образом:
- Изготовление хорошо деформируемого обрезного края с пониженной чувствительностью к образованию трещин и высокой способностью к расширению отверстий, что обеспечивает возможность изготовления комплексной геометрии детали и снижает долю брака от образования трещин при деформировании.
- Изготовление оптимированного продукта благодаря созданию комплексной геометрии при условии простой конструкции и снижения стоимости.
- Возможность встраивания способа в многоэтапное производство прессованных деталей за счет короткого времени термообработки и широкого диапазона температур.
- Применимость способа для стальных полос с антикоррозийным покрытием благодаря ограниченному по месту и короткому по времени нагреву.
- Как правило, отсутствие снижения твердости и, наоборот, упрочнение способных к преобразованию материалов в зоне термообработки по сравнению с исходным материалом.
Сталь для высокопрочных деталей из лент, листов или труб с превосходной деформируемостью и особо пригодная для способов высокотемпературного нанесения покрытий
Способ получения расплава стали с содержанием марганца до 30%
Способ изготовления горячекатаной полосы
Способ изготовления горячекатаной полосы и изготовленная из ферритной стали горячекатаная полоса
Литьевое сопло для горизонтальной ленточной литейной установки
Литьевое сопло для горизонтальной ленточной литейной установки
Способ получения горячекатаной полосы из стали посредством непрерывной разливки и регулируемыми по ее сечению свойствами материала
Способ изготовления конструктивного элемента из стали, способной к самозакаливанию на воздухе, и конструктивный элемент, изготовленный этим способом
Способ нанесения покрытия на стальные полосы и стальная полоса с покрытием (варианты)
Способ изготовления изделий из легкой аустенитной конструкционной стали и изделие из легкой аустенитной конструкционной стали (варианты)
Многофазная сталь максимальной прочности с улучшенными свойствами в процессе изготовления и переработки
Улучшаемая сталь без окалины, способ изготовления детали без окалины из этой стали и способ получения горячекатаной полосы из стали
Способ изготовления детали путем горячей деформации стальной заготовки
Способ производства деталей шасси из микролегированной стали, характеризующейся улучшенной деформируемостью в холодном состоянии

