Результат интеллектуальной деятельности: СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА
Вид РИД
Изобретение
Изобретение относится к технологии механической обработки деталей, преимущественно малой жесткости и имеющих сложную пространственную форму.
Известен способ оказания нежесткой заготовке дополнительной поддержки путем установки дополнительных опор в точках наименьшей жесткости заготовки с помощью стандартных установочных приспособлений, таких, как винтовой домкрат, винтовая подпорка (см. Горошкин А.К. Приспособления для металлорежущих станков: справочник. - 7-е изд., перераб. и доп.- М.: Машиностроение, 1979. - 303 с, стр. 83-84; см. также ГОСТ 1559-67. Подпорки винтовые для станочных приспособлений. Конструкция. - М.: Издательство стандартов, 2000. - 9 с.), узел укрепления (Станочные приспособления: справочник: в 2 т. / ред. совет Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т. 2 / под ред. Б.Н. Вардашкина, В.В. Данилевского. - 656 с, стр. 500-501, рис. 115) и т.п., устанавливаемых вручную при фиксировании заготовки на столе станка. Опоры не позволяют перемещаться тем точкам заготовки, которые они поддерживают, создавая усилие реакции опоры при оказании силового воздействия на заготовку. Тем самым дополнительные опоры увеличивают жесткость заготовки, препятствуют ее деформациям и вибрациям при обработке. Недостатком подобного способа являются значительные затраты времени на установку дополнительных опор вручную. Кроме того, время на обработку возрастает вследствие необходимости обходить режущим инструментом фиксирующие элементы, производить перестановку фиксирующих элементов и заготовки.
Известен способ оказания нежесткой длинномерной заготовке дополнительной поддержки в процессе обработки, с помощью пары подвижных опор, перемещаемых вдоль заготовки приводами с числовым программным управлением (Патент US 2008/0178719 А1, МПК В23В 23/00, В23В 25/00. Workpiece Machining Apparatus, опубл. 31.07.2008.). В процессе обработки опоры перемещают согласованно с перемещениями режущего инструмента. Недостатком способа является сложность и высокая стоимость устройства для его реализации, а также необходимость составления управляющих программ не только для режущего инструмента, но и для управляемых опор.
Известен способ фиксации тонких, гибких и фасонных заготовок (WO 2012059891 А2, МПК B23Q 1/03, B23Q 1/76, B64F 5/00, опубл. 10.05.2012), содержащего металлорежущий станок с подвижным порталом, оснащенный, по меньшей мере, одним инструментом, рабочим столом, неподвижным или подвижным относительно станка и предназначенным для приема и поддержания заранее сформированной заготовки, подлежащей механической обработке, причем рабочий стол содержит опорные средства, представляющие собой платформу или поверхность изменяемой конфигурации для временного поддержания обрабатываемой заготовки. Недостатком известного технического решения является его низкая технологичность, вследствие необходимости использования для осуществления способа сложного технического приспособления.
Известен способ фиксации нежестких заготовок сложной формы, в котором дополнительные опоры, выполнены в виде эластичных мешков, заполняемых рабочей средой и принимающих форму обрабатываемой заготовки (А.С. СССР №273623, МПК B23Q 3/00. Устройство для крепления нежестких деталей криволинейного профиля, опубл. 15.06.1970, бюл. №29). Недостатком способа является сложность его реализации.
Известен способ вакуумной фиксации нежестких заготовок сложного профиля в приспособлениях (Ансеров М.А. Приспособления для металлорежущих станков. - 4-е изд. - Л.: Машиностроение, 1975. - 656 с, стр. 352-354). Прижим заготовки к опорной поверхности, повторяющей форму поверхности заготовки, осуществляется силой атмосферного давления за счет создания полости с разреженным воздухом между заготовкой и опорной поверхностью, в результате заготовку фиксируют по всей ее поверхности и вибраций заготовки при обработке не происходит. Недостатком способа является необходимость изготовления опорной поверхности, повторяющей форму заготовки.
Известен способ фиксации обрабатываемых заготовок сложных форм жидкими средами с последующим охлаждением (Заявка Японии №62-40131, МПК B23Q 3/06. Способ зажима охлаждением обрабатываемой детали). Недостатками способа является сложность устройства для его осуществления, необходимость рефрижераторной установки и длительный цикл зажима-разжима.
Известен способ фиксации заготовки магнитными силами на магнитной плите, при этом для фиксирования заготовки сложной формы применяют переходные магнитные блоки (Ансеров М.А. Приспособления для металлорежущих станков. - 4-е изд. - Л.: Машиностроение, 1975. - 656 с, стр. 349, рис. V. 48). Этот способ позволяет быстро осуществлять фиксацию заготовки с обеспечением большого числа дополнительных опор. Однако для установки крупноразмерной детали необходимо иметь дорогостоящую магнитную плиту большого размера. Другим недостатком использования магнитных сил для фиксации заготовки является затрудненное удаление стружки из зоны обработки вследствие того, что стружка прилипает к намагниченной заготовке и самим магнитам. Остаточная намагниченность изготовленной детали может препятствовать ее успешной эксплуатации. Кроме того, фиксацию магнитными силами можно производить только для заготовок из ферромагнитного материала.
Из числа известных способов наиболее близким по технической сущности является способ фиксации нежестких заготовок сложной формы с помощью самоустанавливающихся опор, размещенных в отверстиях корпуса на упругих элементах. При установке (базировании и закреплении) заготовки сложной формы каждая из опор занимает нужное положение в соответствии с формой заготовки, будучи прижата к поверхности заготовки упругим элементом, после чего положение опоры фиксируется затягиванием болта. (Горошкин А.К. Приспособления для металлорежущих станков: справочник. - 7-е изд., перераб. и доп.- М.: Машиностроение, 1979. - 303 с, стр. 86). Недостатком данного способа фиксации заготовки является возможный отрыв заготовки от опор наиболее удаленных от участка формообразования резанием, что связано с перераспределением напряжений в теле тонкостенной заготовки при снятии припуска. Это приводит к вибрации заготовки и снижению точности обработки.
Известно приспособление для фиксации нежестких заготовок сложной формы с помощью блока самоустанавливающихся опор, в котором фиксация опор в достигнутом положении производится автоматически. Для этого в отверстиях блока самоустанавливающихся опор могут быть установлены катушки индуктивности, соединенные между собой параллельно, и отверстия заполняются жидкостью с введенными мелкодисперсными ферромагнитными частицами. Для фиксации положения опор на катушки индуктивности подается электрическое напряжение, возникшее магнитное поле вызывает затвердение жидкости с введенными ферромагнитными частицами, которое фиксирует опоры в достигнутом положении (патент RU 2277466, МПК B23Q 3/155, дата публикации 20.02.2006). Недостатками приспособления является необходимость постоянного электрического питания катушек индуктивности для удержания опор в фиксированном положении, а также сложность и высокая стоимость приспособления.
Известно приспособление для фиксации нежестких заготовок сложной формы с помощью блока самоустанавливающихся опор, занимающих свои положения под действием давления устанавливаемой на них заготовки в соответствии со сложной формой поверхности заготовки, и механизма, осуществляющего фиксацию опор в занятых ими положениях. Корпус приспособления заполнен множеством небольших шаров, свободное пространство между которыми заполнено термопластичной резиной. Перед установкой заготовки содержимое корпуса нагревают и резина становится пластичной. В процессе установки заготовки на опоры происходит перемещение опор, и соответствующее перемещение шаров вблизи опор. После установки заготовки производят охлаждение содержимого корпуса до нормальной температуры, резина твердеет, фиксируя шары и опоры в достигнутых ими положениях (Патент JP 2010188469 (А), МПК B23Q 3/02, B23Q 3/06. Flexible Fixture, опубл. 02.09.2010.). Недостатком приспособления является невысокая надежность фиксации опор в занятых им положениях.
Известно приспособление для фиксации сложнопрофильных нежестких деталей на многокоординатных станках, содержащая стол, на рабочей поверхности которого выполнена прямоугольная сетка отверстий с установленными в них выдвижными опорами с вакуумными присосками, систему вакуумирования, систему подачи сжатого воздуха и числовую систему управления перемещения опор с вакуумными присосками, при этом каждая из выдвижных опор выполнена с тормозом (Патент RU 2495738 С1, МПК B23Q 3/00. Гибкая автоматизированная система, опубл. 20.10.2013, бюл. №29). Недостатком приспособления является необходимость расчета позиций выдвижных опор на основе создания 3D-модели базируемой сложнопрофильной поверхности обрабатываемой детали
Анализ аналогов-приспособлений показывает, что наиболее близким техническим решением по назначению и количеству признаков по отношению к предлагаемому является приспособление для фиксации нежестких заготовок сложной формы с помощью двухмерного массива самоустанавливающихся опор, выполненных в виде подпружиненных втулок, закрытых на верхних концах колпачковым винтом. Опоры занимают свои положения под действием давления устанавливаемой на них заготовки в соответствии со сложной формой поверхности заготовки, образуя колыбель. Зажимные средства, осуществляющие фиксацию опор в занятых ими положениях, содержат втулки, в которых перемещаются опоры, и гибкие шланги, которые проходят между каждой парой соседних рядов втулок. При подаче воздуха под давлением в эти шланги они разбухают, деформируют втулки, в результате чего в соединениях втулка-опора возникают контактные давления и силы трения, удерживающие каждую опору в вертикальном положении (Патент US 4200272, МПК В25В 11/00. Holder for irregularly shaped articles, опубл. 29.04.1980). Недостатком приспособления является возможный отрыв заготовки от опор, наиболее удаленных от участка формообразования резанием, что приводит к вибрации заготовки и снижению точности обработки.
Задачей изобретения, совпадающей с положительным техническим результатом от его применения, является повышение точности обработки нежестких заготовок сложного профиля при фрезеровании.
Поставленная задача в способе решена тем, что способ фиксации нежесткой заготовки сложного профиля включает в себя ее базирование, закрепление, подведение к опорной поверхности блока самоустанавливающихся опор на упругих элементах и их фиксацию. Отличает способ от известных то, что после фиксации самоустанавливающихся опор заготовку поджимают к опорам путем приложения к ней со стороны обрабатываемой поверхности дополнительного давления.
Приспособление для осуществления способа содержит двухмерный массив, размещенных в отверстиях корпуса самоустанавливающихся опор, выполненных в виде подпружиненных втулок, перемещающихся в направляющих стержнях и фиксируемых по достижении ими контакта с поверхностью заготовки механизмом фиксации. При этом в двухмерном массиве самоустанавливающихся опор дополнительно размещены самоустанавливающиеся опоры с подпружиненными втулками, на верхних концах которых смонтированы вакуумные присоски, управляемые от встроенной в привод приспособления системы вакуумирования. Для повышения эффективности осуществления способа в двухмерном массиве самоустанавливающихся опор, опоры с вакуумными присосками и без вакуумных присосок могут быть размещены в шахматном порядке.
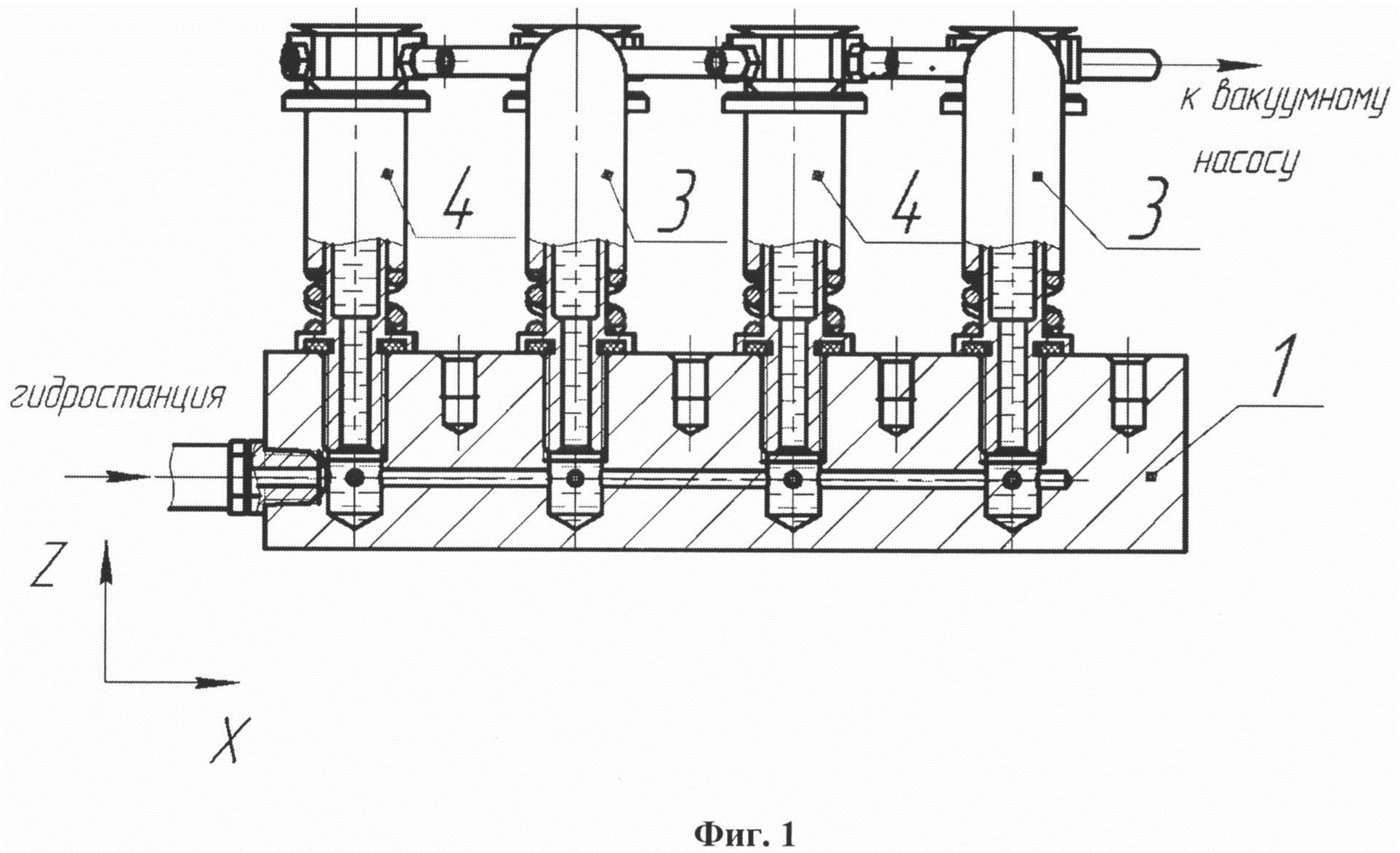
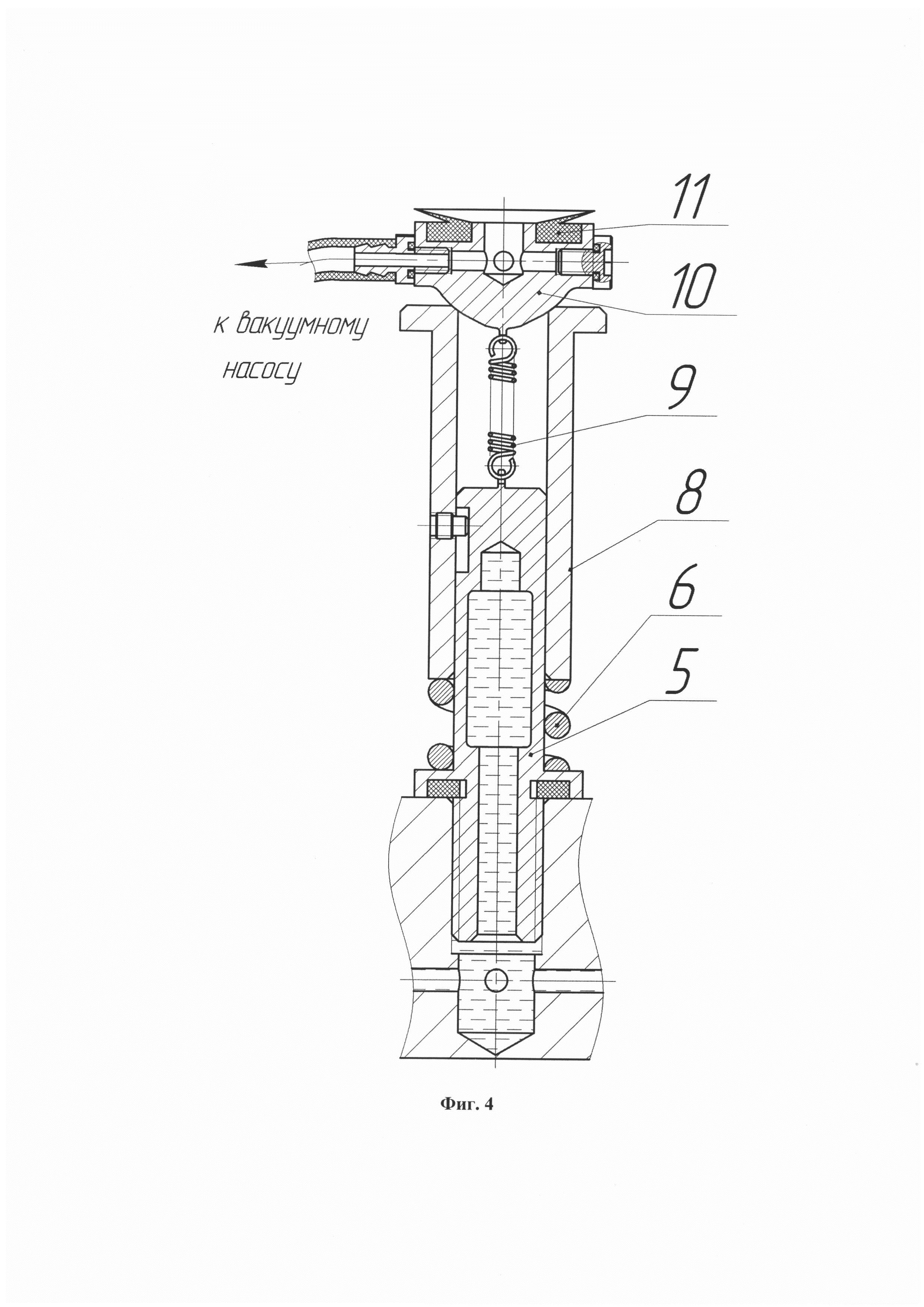
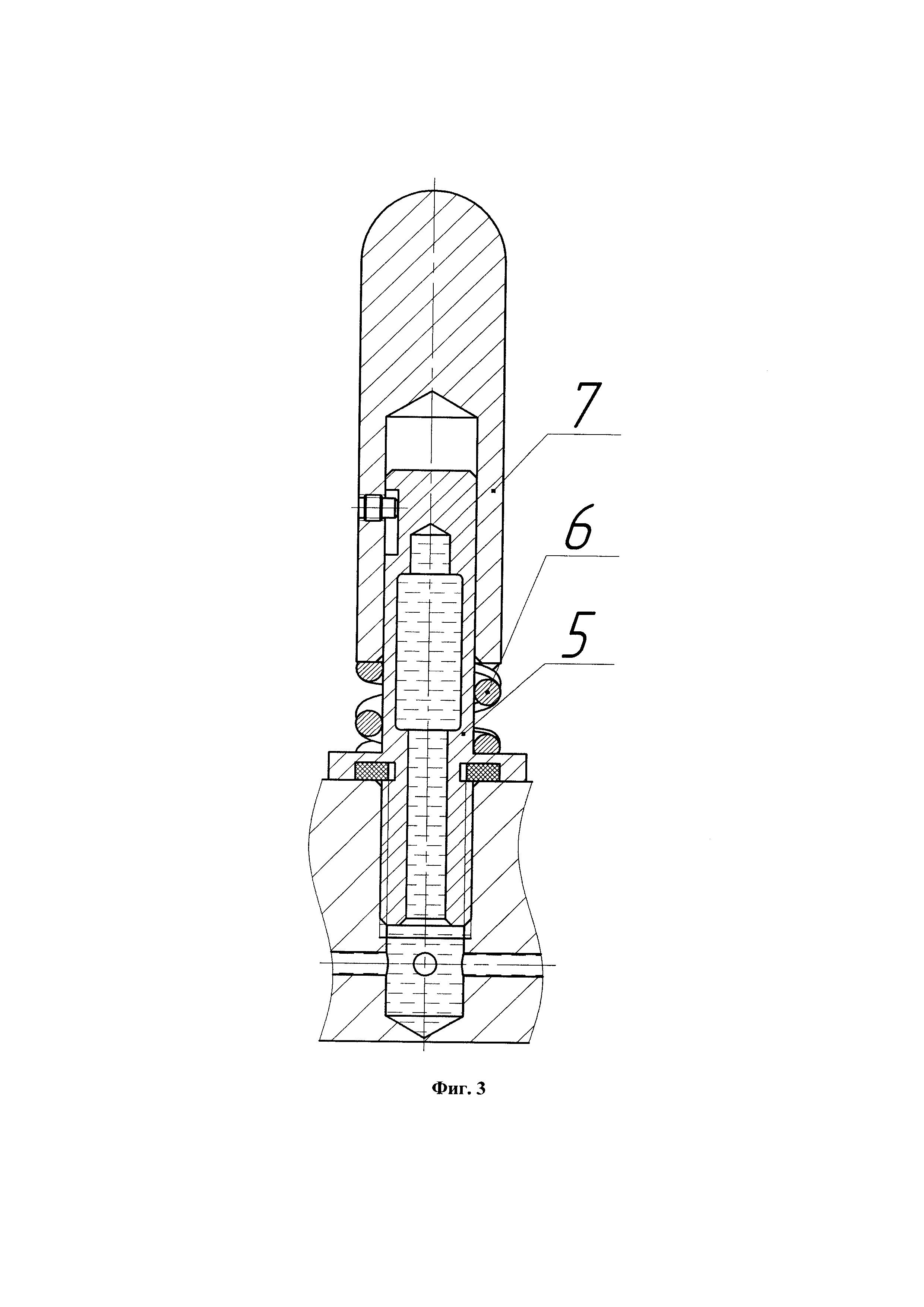
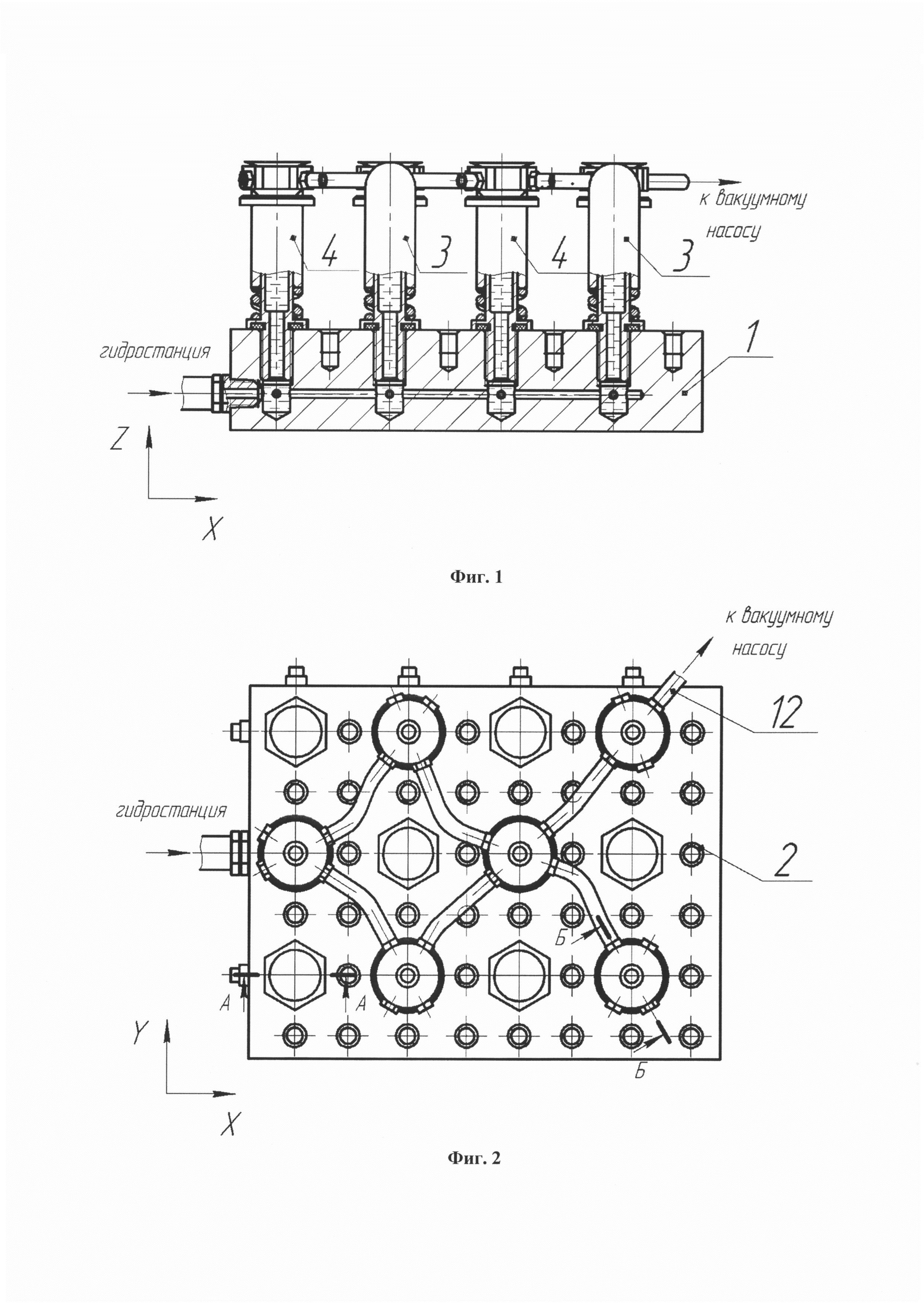
Сущность изобретения поясняется чертежами, где показаны: на фиг. 1 - вид на приспособление спереди; на фиг. 2 - вид на приспособление сверху; на фиг. 3 -вертикальный продольный разрез самоустанавливающейся опоры без вакуумной присоски; на фиг. 4 - вертикальный продольный разрез самоустанавливающейся опоры с вакуумной присоской.
Приспособление для осуществления способа имеет следующую конструкцию.
Приспособление состоит из базового корпуса 1, представляющего собой плиту с сеткой крепежных резьбовых отверстий 2 для фиксации на плите постоянных опор и зажимных элементов (на фигурах условно не показаны). В плите имеются также резьбовые отверстия для установки в них вспомогательных самоустанавливающихся опор без вакуумных 3 и с вакуумными присосками 4. Эти отверстия соединены с выполненными в плите каналами, через которые подается масло под давлением в глухие отверстия направляющих стержней опор 5. На направляющих стержнях размещаются подпружиненные пружиной 6 втулки 7 с глухими отверстиями и втулки 8 со сквозными отверстиями. На верхнем конце каждой втулки 8 выполнена расточка, образующая сферическую поверхность, на которую опирается подтянутая к ней пружиной 9 сферическая пята 10 с вакуумной присоской 11. Сферическая пята 10 с центром на оси втулки 8, имеет возможность поворота вокруг координатных осей X и Y (фиг. 1) и обеспечивает плотность первоначального прилегания вакуумной присоски 11 к технологической установочной базе заготовке при различных макрогеометрических погрешностях ее формы. Все сферические пяты 10 имеют каналы для откачки воздуха из замкнутой полости, образованной вакуумной присоской 11 и поверхностью контактирующей с ней заготовки, и резьбовые отверстия для ввинчивания в них штуцеров, предназначенных для соединения сферических пят между собой вакуумными шлангами 12.
Приспособление используют следующим образом.
В соответствии с принятой схемой установки тонкостенной заготовки на операции через резьбовые отверстия 2 в корпусе-плите 1 монтируют постоянные опоры и зажимные элементы приспособления. Верхние опорные точки самоустанавливающихся опор при этом должны быть выше опорных точек постоянных опор. В ходе базирования заготовки и сближения ее технологической установочной базы с постоянными опорами каждая из подпружиненных втулок 7 и 8 самоустанавливающихся опор, сжимая пружины 6 и 9, перемещается по оси Z. После контакта заготовки с постоянными опорами и ее закрепления самоустанавливающиеся опоры займут свое положение в соответствии с геометрической формой технологической установочной базы заготовки. Их жесткая фиксация в этом положении производится за счет упругой деформации тонкостенной стенки направляющих стержней 5, приводящей к возникновению контактных давлений и сил трения в соединениях стержней с втулками 7 и 8. Деформация стержней 5 осуществляется маслом, нагнетаемым под давлением в их замкнутую полость через каналы и резьбовые отверстия в плите 1. Источником давления масла может быть, например, гидростанция гидрофицированного станка, на котором выполняется операция. После жесткой фиксации самоустанавливающихся опор вакуум-насосом через вакуумные шланги 12, соединяющие все сферические пяты 10 опоры с вакуумной присоской производится откачка воздуха и создание вакуума в замкнутых полостях, образованных вакуумными присосками 11 и поверхностью контактирующей с ней заготовки. В результате над каждой самоустанавливающейся опорой с вакуумной присоской со стороны обрабатываемой поверхности заготовки возникает сила Fi определяемая по формуле (см. Станочные приспособления: справочник: в 2 т. / ред. совет Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т. 1 / под ред. Б.Н. Вардашкина, В.В. Данилевского. - 592 с, стр. 514; см. также Корсаков B.C. Основы конструирования приспособлений: учебник для вузов. - 2-е изд., перераб. и доп.- М.: Машиностроение. - 277 с, стр. 127):

где pатм. - атмосферное давление (обычно 0,1033 МПа);
pост. - давление разрежения в замкнутой полости, в обычных условиях рост.=0,01-0015 МПа.
Si - активная площадь замкнутой полости образованной вакуумной присоской, мм2;
kг - коэффициент герметичности системы, kг=0,8-0,85.
Суммарная внешняя сила F, действующая на заготовку равна:

где n - количество в приспособлении самоустанавливающихся опор с вакуумными присосками.
Тогда суммарное дополнительное давление, действующее со стороны обрабатываемой поверхности заготовки и поджимающее ее ко всем самоустанавливающимся опорам с учетом (1) и (2) равно:

где S - площадь заготовки со стороны обрабатываемой поверхности, мм2.
Для более равномерного приложения дополнительного давления в двухмерном массиве самоустанавливающихся опор опоры с вакуумными присосками и без вакуумных присосок размещают в шахматном порядке.
Зубчатая планетарная передача
Способ производства термоупрочненной проволоки из стали
Способ изготовления бюгельного протеза
Индукционный ускоритель
Экспедиционный генератор
Многорядная планетарная передача
Способ измерения мощности и частоты импульсов лазерного излучения и устройство для его осуществления
Система обеспечения безопасности на железнодорожном транспорте
Волновая передача
Способ экологического мониторинга химически опасных объектов в закрытых помещениях
Способ изготовления сборного изделия, состоящего из двух сопрягаемых деталей
Способ испытания материала на абразивное изнашивание
Способ изготовления бюгельного протеза

