Результат интеллектуальной деятельности: Способ управления с помощью тока процессом кристаллизации жидкого токопроводящего материала в 3D-принтере
Вид РИД
Изобретение
Изобретение относится к управлению процессом кристаллизации жидкого токопроводящего материала в 3D принтере и может найти широкое применение в различных отраслях техники, в станкостроении, приборостроении и других.
Наиболее близкий и выбранный в качестве прототипа является известный способ управления процессом кристаллизации жидкого проводящего материала в 3D принтере, заключающийся в том, что печатающая головка имеет резервуар жидкого проводящего материала, окруженный электромагнитной катушкой. На эту катушку индуктивности подается импульс тока одного направления. Под влиянием этого электромагнитного импульса на жидкий проводящий материал действует радиально внутрь направленная сила, под действием которой из резервуара через отверстие выбрасывается капля жидкого проводящего материала. В результате серии импульсов серия капель падает на платформу согласно запрограммированному узору (по заданной схеме), и происходит в процессе кристаллизации формирование изделия. Так капля за каплей строится трехмерный предмет. (Patent US №2015/0273577 А1; опубл. 01.10.2015).
К недостаткам всех известных способов, реализующих принцип «капля по требованию», в том числе к технической проблеме, следует отнести их высокую сложность осуществления и, как следствие, дороговизну. Попытки использовать вместо капель сплошную струю терпели неудачу в силу неустойчивости (разрушения) струи требуемого сечения.
Технический результат от использования предполагаемого изобретения заключается в повышении скорости 3D печати и в уменьшении пористости материала изготавливаемых изделий за счет использования сплошной струи.
Поставленный технический результат достигается тем, что в способе управления с помощью тока процессом кристаллизации жидкого токопроводящего материала в 3D принтере при изготовлении формируемых изделий из жидкого токопроводящего материала, подаваемого струей из герметичного резервуара, при нанесении на платформу согласно запрограммированному узору с последующим отвердеванием подача жидкого токопроводящего материала в зону кристаллизации осуществляют сплошной струей, а для управления процессом кристаллизации используется сдвиг равновесия жидкой и твердой фаз за счет давления, создаваемого одновременным действием магнитного поля электрического тока, пропускаемого по струе, и внешнего тангенциально направленного магнитного поля.
На чертеже изображена схема реализации заявленного способа управления.
Способ управления с помощью тока процессом кристаллизации жидкого токопроводящего материала 1 в 3D-принтере заключается в изготовлении формируемых изделий 2 из жидкого токопроводящего материала 1, подаваемого струей 3 из герметичного резервуара 4 под регулируемым давлением 5 (например через выпускное отверстие 6), при нанесении на платформу 7 согласно запрограммированному узору с последующим отвердеванием. Подачу жидкого токопроводящего материала 1 осуществляют сплошной струей 3, а для управления процессом кристаллизации используется сдвиг жидкой и твердой фаз за счет давления, создаваемого одновременным действием магнитного поля электрического тока, пропускаемого по струе 3 от источника тока 8, и внешнего тангенциально направленного магнитного поля катушки 9.
Как известно, при пропускании тока вдоль струи расплавленного металла возникают силы Ампера, приводящие к сжатию проводника. С другой стороны, температура кристаллизации для большинства металлов растет с ростом давления (Pant М.М. Pressure dependence of melting of meals // Physics of Earth and Planetary Interiors, 1978, V. 17, n. 2, p. 14-15). Поэтому, если в области конца струи создать достаточно большое давление, то в этой области температура жидкого металла окажется ниже точки кристаллизации. Этим процессом можно управлять посредством изменения протекающего тока и, при создании соответствующих процедур, осуществлять трехмерную печать изделий с производительностью, определяемой только скоростью потока расплава.
Использование обычного стационарного уравнения магнитной гидродинамики - уравнения Навье-Стокса с магнитным членом (например, Tillack M.S., Morley N.B. Magnetohydrodynamics,. - NY, McGraw Hill 14th Edition (1998)) дает связь

где ν - скорость, р - давление, η - вязкость, ρ - плотность, g - ускорение свободного падения, j - плотность тока и В - индукция магнитного поля.
Используя теорему о циркуляции  и цилиндрические координаты для радиальной зависимости давления
и цилиндрические координаты для радиальной зависимости давления  и интегрируя это уравнение по радиусу, получим
и интегрируя это уравнение по радиусу, получим 
где С - постоянная интегрирования, не зависящая от магнитного поля (статическое давление Р0). Учитывая непрерывность электрического тока j(z)S(z)=I, получим для среднего давления по площади πR2(z)=S(z)

Уравнение для скорости  решается, хотя решение выражается через функции Бесселя. Однако для получения качественных соотношений между параметрами, можно рассмотреть упрощенную задачу, считая вязкость равной нулю. В этом случае уравнение представляет собой дифференциальную форму (d/dz) хорошо известного уравнения Бернулли (White F.M. Fluid Mechanics. - NY, McGraw Hill 7th Edition (2011)). При этом давление магнитного поля тока совпадает с плотностью энергии магнитного поля (как это и должно быть). Условия применимости данной гидродинамической модели определяются применимостью уравнения Бернулли. В итоге можно записать
решается, хотя решение выражается через функции Бесселя. Однако для получения качественных соотношений между параметрами, можно рассмотреть упрощенную задачу, считая вязкость равной нулю. В этом случае уравнение представляет собой дифференциальную форму (d/dz) хорошо известного уравнения Бернулли (White F.M. Fluid Mechanics. - NY, McGraw Hill 7th Edition (2011)). При этом давление магнитного поля тока совпадает с плотностью энергии магнитного поля (как это и должно быть). Условия применимости данной гидродинамической модели определяются применимостью уравнения Бернулли. В итоге можно записать 
Здесь p(z) - давление магнитного поля в сечении на высоте z.
На опыте можно управлять следующими величинами: полный электрический ток I, начальное сечение струи (сечение отверстия) S0, длина струи L, и давление Р0, которым будет задаваться начальная скорость ν0, которую саму можно считать управляемым параметром.
Для наших целей необходимо знать давление P1 в конце струи как функцию управляющих параметров. Для этого в уравнение (8) подставим сечение в конце струи S1 на заданном расстоянии L, для чего воспользуемся уравнением Бернулли (3) в виде 
где левая часть относится к верхней точке струи, а правая - к нижней, и сделана замена ν(L)=ν0S0/S1 согласно непрерывности потока. Теперь легко найти и S1

(4)
и P1 
(5)
где для упрощения вида формул введено обозначение

Поскольку наиболее важным в данной заявке является управление процессом кристаллизации, то необходимо рассмотреть тепловой режим струи жидкого металла под током, который определяется балансом четырех потоков тепла. Рассмотрим его в единицу времени для элемента струи высотой dz и радиусом R(z).
В расплавленном состоянии металл теряет энергию за счет излучения в окружающую среду. Лучистая теплоотдача может быть оценена через закон Стефана-Больцмана как 
Тепловыделение по закону Джоуля-Ленца 
где χ - электропроводность.
Конвективный перенос тепла вдоль струи (вместе с металлом)

здесь учтено уравнение неразрывности потока.
Поток тепла Q4 за счет теплопроводности для всех металлов на несколько порядков меньше остальных, поэтому им можно пренебречь.
В итоге уравнение для баланса тепла выглядит следующим образом

Это уравнение, переписанное следующим образом

не имеет аналитического решения, но может быть численно проинтегрировано, если явно определить функции S(z) и R(z) из предыдущих уравнений.
Осталось выяснить, существует ли диапазон параметров (ν0, I, S0, L), в котором можно, управляя током, управлять кристаллизацией расплава в конце струи. Для этого надо оценить величины давления, необходимые для сдвига вверх температуры кристаллизации. Как известно (H. Schlosser, P. Vinet, J. Ferrante, Pressure dependence of the melting temperature of metals, Physical Review В - Condensed Matter, 1989, 40, 5929), для этого требуются высокие давления, порядка сотен килобар. Оценки показывают, что для изменения температуры плавления на 1 К требуется давление около 100 кбар.
Другое условие следует из баланса тепловых потоков. Если ток, обеспечивающий требуемое давление, создает тепловой поток  превышающий потери тепла
превышающий потери тепла  то, чтобы нагрев был все же меньшим, чем увеличение температуры кристаллизации за счет давления, следует потребовать, чтобы начальная скорость потока в конвективном члене была больше некоторой минимальной скорости v0>v0min.
то, чтобы нагрев был все же меньшим, чем увеличение температуры кристаллизации за счет давления, следует потребовать, чтобы начальная скорость потока в конвективном члене была больше некоторой минимальной скорости v0>v0min.
Для выяснения возможности реализации описанного механизма кристаллизации надо знать две функциональные зависимости: во-первых, ток Imin, при котором давление достаточно для увеличения температуры кристаллизации на величину δТ и, во-вторых, ток Imax, при котором вызываемый им нагрев еще компенсируется набегающим потоком более холодного расплава.
Выполненные оценки (В.Б. Ошурко, А.М. Мандель, Е.Е. Карпова, А.А. Шарц, Магнитогидродинамический принцип 3D-печати для расплавов цветных металлов, в печати, принят в ЖТФ) показывают, что существует довольно обширная область, где Imax>Imin. Таким образом, существует широкий диапазон реалистичных значений параметров, при которых может быть реализован описанный метод 3D-печати.
И хотя пока это только принципиальный результат, но эти значения (скорости и тока) можно существенно изменять, увеличивая магнитную проницаемость расплава путем добавки ферро магнитного порошка.
При этом:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к управлению 3D-печатью для расплавов металлов и может найти широкое применение в различных отраслях, таких как станкостроение, транспортное машиностроение, приборостроение и других;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ управления процессом кристаллизации жидкого токопроводящего материала в 3D принтере с помощью электрического тока, включающий подачу при изготовлении формируемых изделий жидкого токопроводящего материала из герметичного резервуара на платформу согласно запрограммированному узору с последующим отвердеванием, отличающийся тем, что подачу жидкого токопроводящего материала в зону кристаллизации осуществляют сплошной струей, причем управление процессом кристаллизации осуществляют путем сдвига равновесия жидкой и твердой фаз за счет давления, создаваемого одновременным действием магнитного поля электрического тока, пропускаемого по струе, и внешнего тангенциально направленного магнитного поля.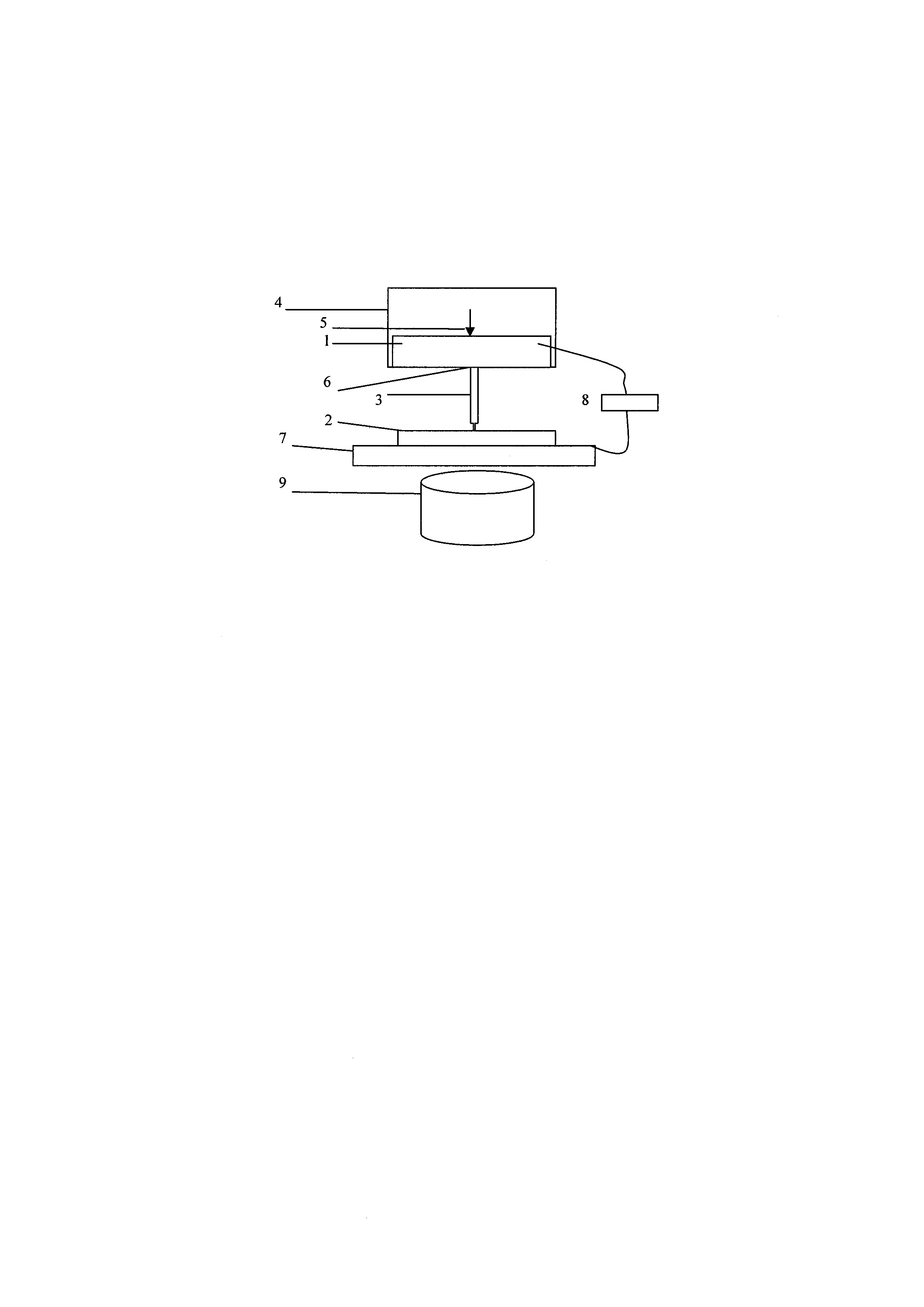
Штамп для получения цилиндрических металлических деталей с однородной мелкозернистой структурой из прутковых заготовок
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Устройство для лазерного спекания изделия из порошкообразных материалов
Устройство для высокоскоростной съемки
Способ управления охлаждением высокоскоростного мотор-шпинделя металлорежущего станка
Способ спекания изделий из порошков твердых сплавов группы wc-co
Способ управления фазовым сдвигом в интерференционных системах
Лазерный интерферометр
Устройство для синтеза и осаждения металлических покрытий на токопроводящих изделиях
Способ получения черного керамокомпозитного изделия
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ управления трением в парах трения
Способ изготовления изделий из жидкого токопроводящего материала в 3d-принтере
Способ послойной 3d-печати изделий из металла за счёт явления шнурования тока

