Результат интеллектуальной деятельности: Способ изготовления рабочего колеса малоразмерного центробежного насоса
Вид РИД
Изобретение
Изобретение относится к энергетическому машиностроению, а именно к производству рабочих моноколес закрытого типа из титановых сплавов, которые могут быть использованы в малоразмерных центробежных насосах жидкостных ракетных двигателей и в центробежных компрессорах газотурбинных двигателей для легкомоторной авиации и беспилотных летательных аппаратов. Особенностью такого рода колес является малое междисковое расстояние (5-6 мм) при диаметре дисков 200-250 мм, что затрудняет выполнение межлопаточных каналов фрезерованием или высокоточным фасонным литьем.
Известен способ изготовления рабочего моноколеса закрытого типа малорасходного центробежного насоса для систем терморегулирования космических летательных аппаратов, включающий механическую обработку межлопаточных каналов через прорези в дисках, при этом эти прорези сохраняются в конструкции рабочего колеса (патент РФ №2427726, В23Р 15/02).
Недостатком известного способа является низкая степень повышения давления на выходе из насоса, что неприемлемо для высоконапорных центробежных насосов авиационной и ракетно-космической техники.
Известен способ изготовления рабочего колеса закрытого типа из титанового сплава, включающий механическую обработку основного диска за одно целое с половиной от общего количества лопаток, затем механическую обработку покрывного диска за одно целое с другой половиной от общего количества лопаток, сборку дисков с формированием межлопаточных каналов и последующее сварное соединение лопаток с дисками (патент РФ №2494848, В23Р 15/02).
Недостатками известного способа является ухудшение усталостной прочности материала рабочего колеса в зоне сварного соединения, а также нарушение размерной точности окончательно обработанных межлопаточных каналов, вызванное сварочными напряжениями и деформациями.
Известен способ изготовления рабочего моноколеса закрытого типа из титанового сплава, включающий изготовление заготовки колеса методом порошковой (гранульной) металлургии с применением горячего изостатического прессования титановых гранул в герметичной тонкостенной капсуле, при этом необрабатываемые межлопаточные каналы оформляют специальным закладным элементом из материала колеса, сращиваемым с гранулами (патент РФ №2151027, B22F 5/04).
Недостатками известного способа являются высокие трудоемкость и себестоимость изготовления колеса. Кроме того, в связи с неравномерными усилиями прессования, передаваемыми через тонкостенную капсулу, происходит искажение геометрии закладного элемента и, соответственно, нарушается геометрическая точность необрабатываемой проточной части колеса.
Наиболее близким техническим решением, принятый авторами за прототип, является способ изготовления фасонных деталей из жаропрочных и химически активных сплавов, в котором для оформления сложнопрофильных рабочих поверхностей используют технологию вакуумного центробежного литья титанового сплава в разъемную металлическую форму (кокиль), содержащую графитовый закладной элемент и графитовые стержни, впоследствии удаляемые из отливок (патент РФ №2585604, B22D 13/10). Как правило, такого рода отливки подвергают горячему изостатическому прессованию (ГИП) давлением инертного газа с целью устранения внутренних литейных раковин по механизму локального пластического деформирования и диффузионной заварки стенок раковины (Е.Л. Бибиков, С.Г. Глазунов, А.А. Неустроев и др. Производство фасонных отливок из титановых сплавов. М.: Металлургия, 1983, С. 279-282). После устранения литейных дефектов выполняют чистовую механическую обработку литых заготовок на станках с числовым программным управлением (ЧПУ) (В.А. Моисеев, В.А. Тарасов, В.А. Колмыков и др. Технология производства жидкостных ракетных двигателей. Изд-во МГТУ им. Н.Э. Баумана, 2008, С. 250-258).
Недостатком известного способа применительно к узкоканальному рабочему колесу центробежного насоса является появление в процессе ГИП локальных углублений (утяжин), расположенных в неремонтопригодной проточной части (в радиусах сопряжения лопаток с дисками). Это связано с особенностью кристаллизации кокильных титановых отливок, а именно: литейные газоусадочные раковины расположены вблизи к поверхности проточной части, что приводит к локальному пластическому деформированию металла в процессе ГИП со стороны неремонтопригодной проточной части. Утяжины от ГИП имеют глубину до 2-3 мм, при этом на дне утяжин наблюдаются микротрещины. Такого рода дефекты существенно ухудшают прочностные характеристики и эксплуатационную надежность рабочего колеса, являясь очагами усталостного и кавитационного разрушения в процессе эксплуатации высоконапорного центробежного насоса.
Задача изобретения - исключить локальные углубления от ГИП в проточной части рабочего колеса малоразмерного центробежного насоса, что позволяет существенно повысить прочностные характеристики и эксплуатационную надежность рабочего колеса.
Задача решена за счет того, что в способе изготовления рабочего колеса малоразмерного центробежного насоса, включающего изготовление литой заготовки колеса методом вакуумного центробежного литья титанового сплава в разъемную металлическую форму, содержащую графитовый закладной элемент для оформления необрабатываемых межлопаточных каналов и графитовые стержни для оформления поднутрений на обрабатываемых поверхностях дисков, горячее изостатическое прессование (ГИП) литой заготовки давлением инертного газа для устранения внутренних литейных раковин в зонах сопряжения лопаток с дисками и окончательную механическую обработку на станках ЧПУ с обеспечением точных размеров дисков и сопрягаемых поверхностей, формообразующие поверхности литейной формы выполняют с регламентированным припуском 2-3 мм на чистовую обработку дисков, а перед выполнением ГИП проводят предварительную механическую обработку дисков на станках ЧПУ с минимальным припуском 0,5-1,5 мм. Другими отличиями являются:
- закладной элемент, оформляющий необрабатываемые межлопаточные каналы, изготавливают методом горячего прессования графитового пресс-порошка, содержащего органические связующие на основе фенолформальдегидной смолы;
- после выполнения ГИП проводят исправление локальных углублений на наружных поверхностях дисков методом импульсной аргонодуговой заварки.
Проведение предварительной механической обработки с припуском 0,5-1,5 мм на чистовую обработку дисков позволяет максимально приблизить наружную поверхность дисков к литейным раковинам, при этом локальные углубления в процессе ГИП образуются не в проточной части колеса, а на наружных ремонтопригодных поверхностях дисков. При малых припусках на обработку (менее 0,5 мм) не представляется возможным обеспечить чистовые размеры дисков с учетом искажения геометрии дисков в процессе ГИП. Предварительная механическая обработка с сохранением повышенных припусков (более 1,5 мм) не позволяет требуемым образом изменить расположение раковин - локальные углубления от ГИП образуются в неремонтопригодной проточной части рабочего колеса.
Для реализации указанной схемы "залечивания" раковин необходимо обеспечить оптимальное расположение раковин по сечению кристаллизующихся дисков. Для тонких дисков, имеющих исходный припуск менее 2 мм, не представляется возможным механической обработкой приблизить наружную поверхность дисков к внутренним раковинам (не зарезая раковины), что приводит к сохранению локальных углублений в проточной части рабочего колеса. Для толстых дисков, имеющих исходный припуск более 3 мм, увеличиваются размеры и протяженность формируемых в процессе кристаллизации раковин, что приводит к искажению геометрии дисков в процессе ГИП (неплоскостность дисков).
Изготовление закладного элемента методом горячего прессования графитового пресс-порошка, содержащего органические связующие на основе фенолформальдегидной смолы, позволяет обеспечить высокую геометрическую точность и механическую прочность закладного элемента, что позволяет обеспечить требуемые характеристики проточной части рабочего колеса по размерной точности и качеству поверхности. Локальные углублений от ГИП, сформированные на наружных (ремонтопригодных) поверхностях дисков, исправляют аргонодуговой заваркой в импульсном режиме, что позволяет восстановить припуск, при этом исключить недопустимые сварочные деформации дисков.
Технический результат - повышение прочности и эксплуатационной надежности узкоканального рабочего колеса, изготавливаемого кокильным литьем из высокопрочных титановых сплавов, что позволяет создать работоспособное и экономичное в серийном производстве рабочее колесо малоразмерного высоконапорного центробежного насоса.
Заявленное изобретение (в частном случае реализации) поясняется следующими чертежами:
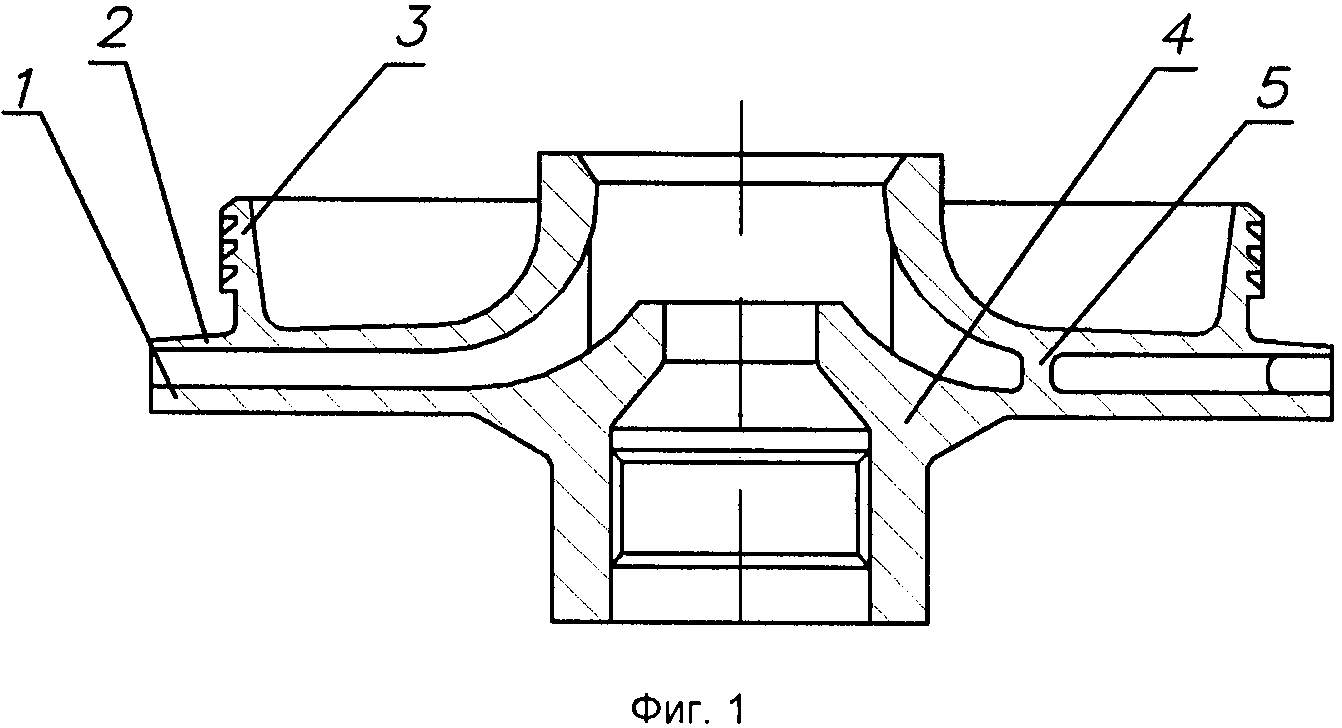
Фиг. 1 - разрез рабочего колеса;
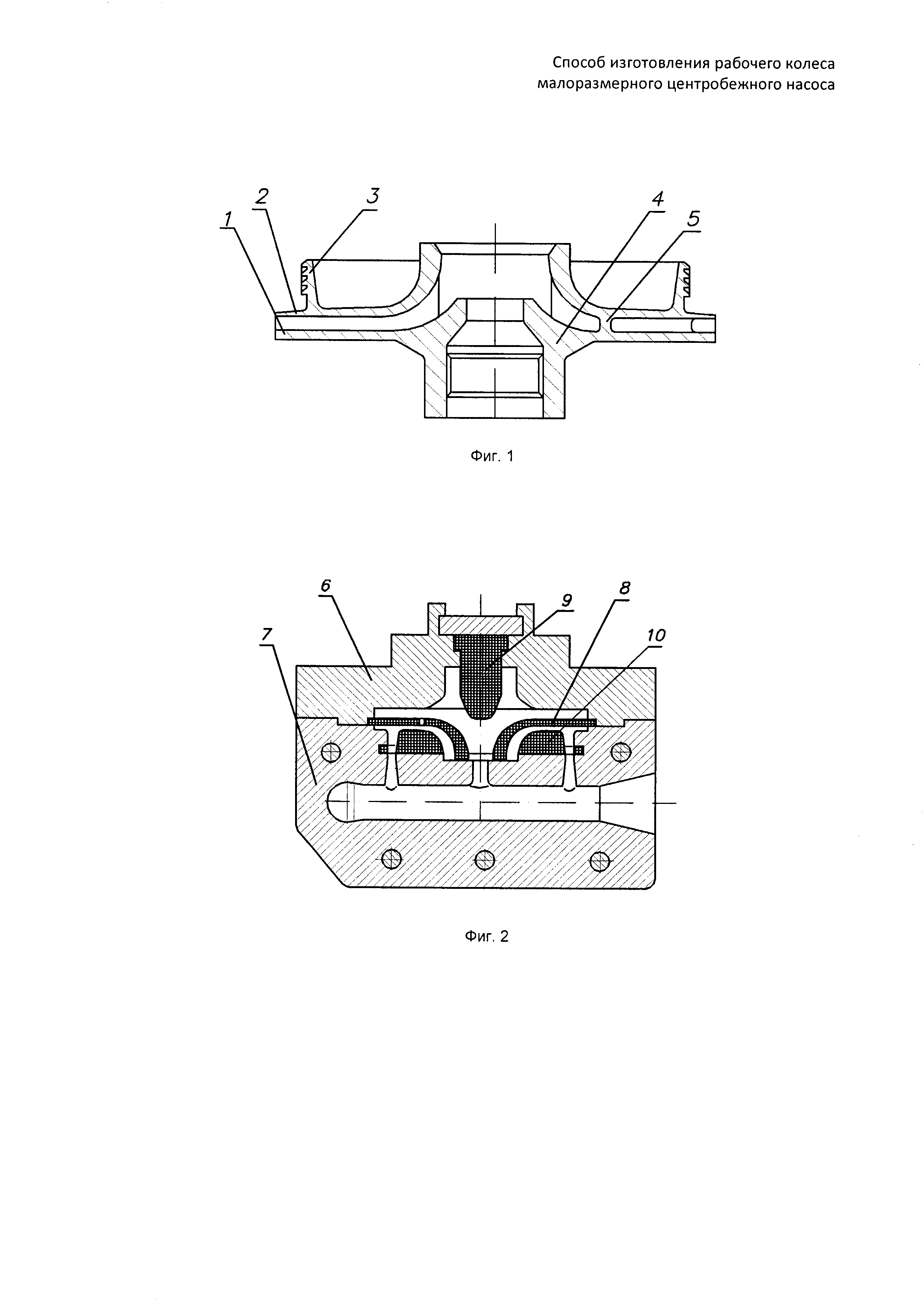
Фиг. 2 - разрез разъемного кокиля в сборе с графитовым закладным элементом и графитовыми стержнями;
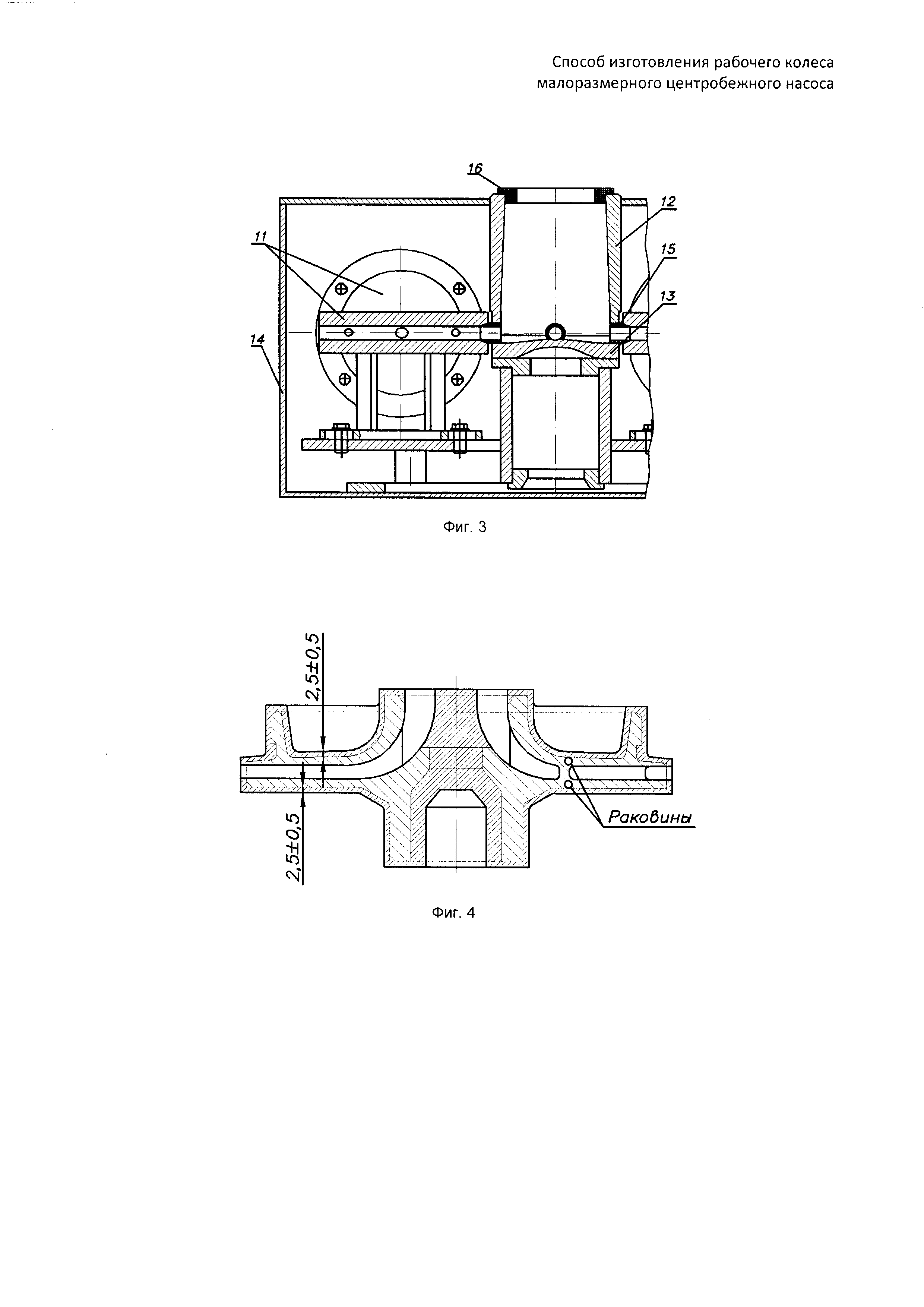
Фиг. 3 - разрез контейнера для центробежной заливки 4-ех кокилей (показан один кокиль в сборе с металлоприемником и графитовыми втулками);
Фиг. 4 - разрез литой заготовки рабочего колеса;
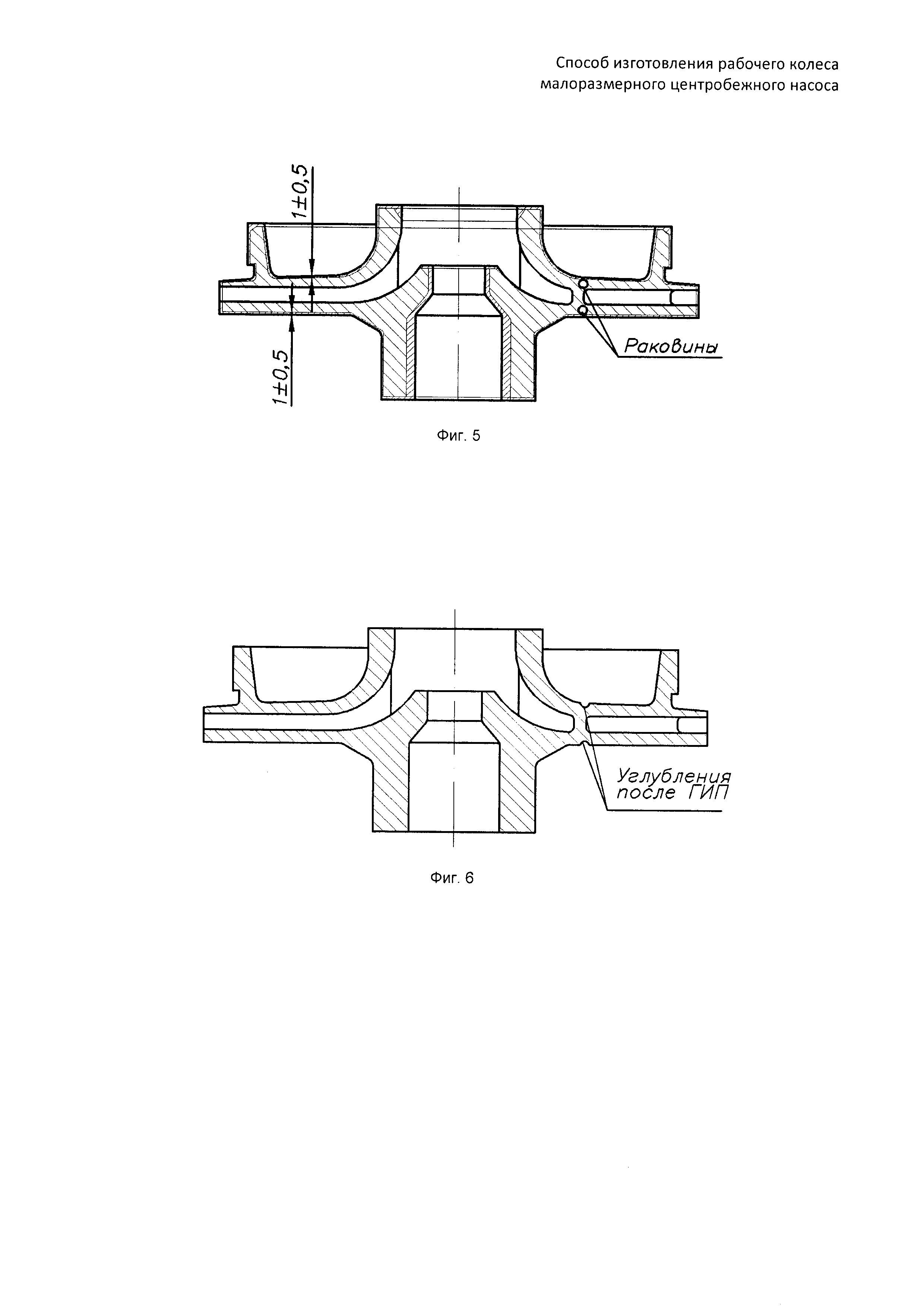
Фиг. 5 - разрез заготовки рабочего колеса после предварительной механической обработки;
Фиг. 6 - разрез заготовки рабочего колеса после ГИП.
Рабочее колесо малоразмерного центробежного насоса (фиг. 1) содержит основной (ведущий) диск 7, покрывной диск 2 с буртом 3 под щелевое уплотнение, ступицу 4 с посадочными местами для соединения с валом и сложнопрофильные лопатки 5 между дисками. Междисковое расстояние на выходе из колеса составляет 5 мм, диаметр дисков 200 мм, толщины основного и покрывного дисков на выходе из колеса составляют, соответственно, 4±0,5 и 2±0,5 мм. Материал колеса - титановый сплав ВТ5Л.
По металлическим стержневым ящикам методом горячего прессования изготавливают графитовые закладные элементы и графитовые стержни с применением пресс-порошка марки АТМ-У, содержащего органическое связующее на основе фенолформальдегидной смолы в количестве 5-7% по сухому остатку. Удельное давление прессования формовочной смеси составляет 3,0-3,5 МПа при температуре прессования 350°С. Полученные стержни прокаливают в восстановительной атмосфере при температуре 1100°С (в контейнере с песчаным затвором и засыпкой стержней графитовым порошком).
Графитовый закладной элемент и графитовые стержни собирают в разъемном металлическом кокиле. Кокиль в собранном виде (фиг. 2), включает в себя верхнюю полуформу 6 с горизонтальной плоскостью разъема, нижнюю полуформу 7 с литниковый каналом и дополнительной вертикальной плоскостью разъема, графитовый закладной элемент 8 для оформления необрабатываемых межлопаточных каналов, графитовый стержень 9 для оформления поднутрения основного диска и графитовый стержень 70 для оформления поднутрения покрывного диска.
Собранные кокили (4 шт.) и центральный металлоприемник монтируют в специальном контейнере для центробежной заливки. Контейнер в собранном виде (фиг. 3) включает в себя кокиль 11 в сборе со стержнями, стакан 12 и дно 13 металлоприемника, цилиндрическую опоку 14 с системой крепления кокилей и металлоприемника, графитовые втулки 75 на входе в кокиль (всего 4 шт.), графитовую втулку 16 на входе в металлоприемник.
Подготовленный для заливки контейнер устанавливают на центробежном столе вакуумной электродуговой гарнисажной плавильно-заливочной установки 833Д, расплавляют в вакууме титановый электрод марки ВТ5Л и заливают формы центробежным способом со скоростью вращения центробежного стола 200 об/мин. После разборки кокилей из межлопаточных каналов отливки удаляют (выбивают) графитовый закладной элемент, обрезают литниково-питающую систему и очищают отливки дробеструйной очисткой.
Исходная литая заготовка рабочего колеса (фиг. 4) имеет необрабатываемую проточную часть и обрабатываемые диски с припуском 2-3 мм на чистовую обработку, при этом в зонах сопряжения лопаток с дисками имеются внутренние литейные раковины (раковины расположены вблизи к поверхности проточной части). Заготовки предварительно обрабатывают на станках ЧПУ, обеспечивая минимальный припуск 0,5-1,5 мм на чистовую обработку дисков, тем самым максимально приближая наружную поверхность дисков к литейным раковинам.
Предварительно обработанные заготовки подвергают ГИП в газостате при давлении аргона Р=150÷160 МПа и температуре Т=920±10°С в течение 2÷3 часов. В процессе ГИП происходит устранение внутренних литейных раковин, расположенных в зонах сопряжения лопаток с дисками, при этом образуются локальные углубления (утяжины) на наружных поверхностях дисков (фиг. 6).
Углубления исправляют импульсной аргонодуговой заваркой по режиму: сила тока 150 А, продолжительность импульса 0,8 сек, продолжительность паузы 1 сек, присадочная проволока ПТ-7М. После исправления дефектов заготовки подвергают чистовой механической обработке на станках ЧПУ, при этом обеспечивается заданные толщины дисков и точные размеры сопрягаемых поверхностей.
В окончательно изготовленных рабочих колесах обеспечивается высокое качество необрабатываемой проточной части, в частности, отсутствуют локальные углубления после ГИП, а также отсутствуют засоры от графитовой формы и дефектный газонасыщенный слой повышенной твердости. В проточной части колеса обеспечивается шероховатость поверхности Rz≤20 мкм и размерная точность по 6-7 квалитету. Рабочие колеса, изготовленные по предлагаемому способу, были испытаны с положительными результатами в составе второй ступени высоконапорного центробежного насоса жидкостного ракетного двигателя ЖРД РД191.
Положительный эффект от внедрения предлагаемого изобретения заключается в повышении надежности и ресурса работы турбонасосного агрегата ЖРД, а также в сокращении трудоемкости и себестоимости изготовления малоразмерных центробежных колес по сравнению с колесами аналогичного качества, изготавливаемыми методами порошковой (гранульной) металлургии.
Фильтр для очистки криогенной жидкости
Электромоторный привод
Ампула с пусковым горючим для зажигания компонентов топлива жидкостного ракетного двигателя
Двухзонный газогенератор с лазерным зажиганием компонентов топлива
Способ определения средней толщины серебряного покрытия на медной оребренной стенке
Многокамерный жидкостный ракетный двигатель с дожиганием генераторного газа
Газогенератор
Способ пайки двухслойных паяных конструкций
Способ получения на поверхности детали из никелевого сплава защитного покрытия
Способ повышения энергетических характеристик серийно изготавливаемых жидкостных ракетных двигателей

