Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО СТЕРЖНЯ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к области литейного производства и, в частности, производства керамических литейных стержней, предназначенных для размещения в литейных формах для формирования внутренних полостей в деталях, отливаемых в этих формах.
Эти стержни можно использовать, в частности, в рамках способов литья по выплавляемым моделям. Эти способы литья, называемые способами литья по выплавляемым моделям, известны еще с античных времен. Они предназначены для производства металлических деталей сложных форм. В частности, литье по выплавляемым моделям применяют для изготовления лопаток газотурбинных двигателей. В настоящем контексте под «газотурбинным двигателем» следует понимать любую машину, в которой может происходить передача энергии между потоком текучей среды и по меньшей мере одним ротором, например, таким как компрессор, насос, турбина, воздушный винт или комбинация из нескольких этих элементов. Под «лопаткой» следует понимать любой профилированный элемент, как неподвижный, так и вращающийся, способствующий этой передаче энергии в газотурбинном двигателе. Литье по выплавляемым моделям представляет исключительный интерес для такого производства.
В рамках литья по выплавляемым моделям обычно на первом этапе выполняют модель из легкоплавкого материала со сравнительно невысокой температурой плавления, например, такого как воск или смола. Затем эту модель интегрируют в модельный литейный блок, который обсыпают огнеупорным материалом для получения литейной формы. После удаления легкоплавкого материала модели внутри формы, что и дало название этим способам литья по выплавляемым моделям, в эту форму заливают расплавленный металл, чтобы заполнить литейную полость, образованную моделью в литейной форме после ее удаления или расплавления. После охлаждения и затвердевания металла литейную форму можно раскрыть или разбить, чтобы извлечь металлическую деталь, форма которой соответствует модели. Под «металлом» в настоящем контексте следует понимать чистые металлы, а также, причем в первую очередь, металлические сплавы.
Для формирования сложных внутренних полостей в металлических деталях, получаемых при помощи этих способов литья, в каждую модель можно интегрировать один или несколько огнеупорных стержней. Эти огнеупорные стержни могут оставаться на месте внутри каждой литейной формы после удаления легкоплавкого материала, чтобы образовать сложные контуры в детали, отливаемой в этой форме. Затем их можно удалить вместе с остальной частью формы во время извлечения этой детали из формы.
Как правило, эти огнеупорные стержни производят из керамического материала, и они представляют собой расходные элементы в процессе литья. Для их изготовления были разработаны способы литья под давлением, согласно которым пасту, содержащую керамический гранулят и полимерное связующее, нагнетают под давлением в литейную полость для получения стержня, который затем обжигают с целью его упрочнения. Для повышения прочности стержня по отношению к усилиям, которым он будет подвергаться во время процесса литья, этот стержень можно пропитать смолой после первого обжига, после чего его подвергают второму обжигу.
Однако степень выбраковки при производстве этих стержней может быть относительно высокой, тем более, что они имеют сложные формы. Это связано с внутренними напряжениями, которые возникают во время обжига и последующего охлаждения стержня и которые могут привести к образованию трещин в некоторых критических точках стержня. В частности, стержень может иметь боковые выступы, особенно когда он предназначен для формирования контура охлаждения в лопатке газотурбинного двигателя, при этом боковые выступы могут быть предназначены для получения выходных каналов в сторону наружной поверхности лопатки и, в частности, выходные щели на задней кромке лопатки. В этом случае трещины могут появляться в основании по меньшей мере одного из этих боковых выступов.
Раскрытие сущности изобретения
Задачей изобретения является устранение этих недостатков. В частности, изобретение призвано предложить способ изготовления керамического литейного стержня, который позволяет избегать появления трещин в основании по меньшей мере первого бокового выступа стержня.
По меньшей мере в одном варианте выполнения изобретения эта цель достигается за счет того, что способ содержит по меньшей мере этап нагнетания пасты, содержащей керамический гранулят и полимерное связующее, в полость литейной формы для формирования детали, форма которой соответствует форме стержня, с добавлением по меньшей мере одного дополнительного бокового выступа, смежного с указанным первым боковым выступом, этап обжига детали и этап удаления указанного дополнительного бокового выступа детали, в частности, посредством механической обработки после указанного этапа обжига.
Благодаря этому, внутренние напряжения, являющиеся причиной образования трещин во время обжига, могут концентрироваться на дополнительном боковом выступе детали, который выполняет роль расходного элемента, так как его затем удаляют, и он отсутствует в конечном керамическом стержне. Такие трещины не появляются в первом боковом выступе стержня, а также в возможных других смежных боковых выступах, что позволяет снизить степень выбраковки.
Для лучшего упрочнения детали способ может также содержать этап пропитки детали смолой после указанного этапа обжига. Этот этап пропитки можно осуществлять до или после удаления дополнительного бокового выступа.
Чтобы лучше концентрировать внутренние напряжения детали на дополнительном боковом выступе, поперечное сечение дополнительного бокового выступа может иметь площадь, соответствующую 75%-125% площади поперечного сечения первого бокового выступа в этой же плоскости разреза. В частности, толщина дополнительного бокового выступа параллельно поперечной оси детали может соответствовать 90%-110% толщины первого бокового выступа параллельно этой же поперечной оси, и/или ширина дополнительного бокового выступа параллельно продольной оси детали может соответствовать 90%-110% ширины первого бокового выступа параллельно этой же продольной оси.
Форма стержня может не только иметь первый боковой выступ, но множество боковых выступов, отстоящих друг от друга параллельно продольной оси детали, в частности, с поперечными сечениями, уменьшающимися, начиная от первого бокового выступа. Дополнительный боковой выступ детали может отстоять от указанного первого бокового выступа в том же направлении в сторону, противоположную другим боковым выступам указанного множества. В этом случае, чтобы лучше концентрировать внутренние напряжения на дополнительном боковом выступе, минимальное расстояние между дополнительным боковым выступом и первым боковым выступом может составлять от 0,7 до 2,5 и, в частности, от 1 до 1,5 минимального расстояния между первым боковым выступом и ближайшим к нему боковым выступом из указанного множества.
В частности, стержень может быть предназначен для размещения в литейной форме для изготовления лопатки газотурбинного двигателя с целью формирования контура охлаждения в лопатке, при этом указанный первый боковой выступ образует выходную щель на задней кромке.
Краткое описание фигур
Изобретение и его преимущества будут более очевидны из нижеследующего подробного описания варианта осуществления, представленного в качестве не ограничительного примера. Описание представлено со ссылками на прилагаемые чертежи, на которых:
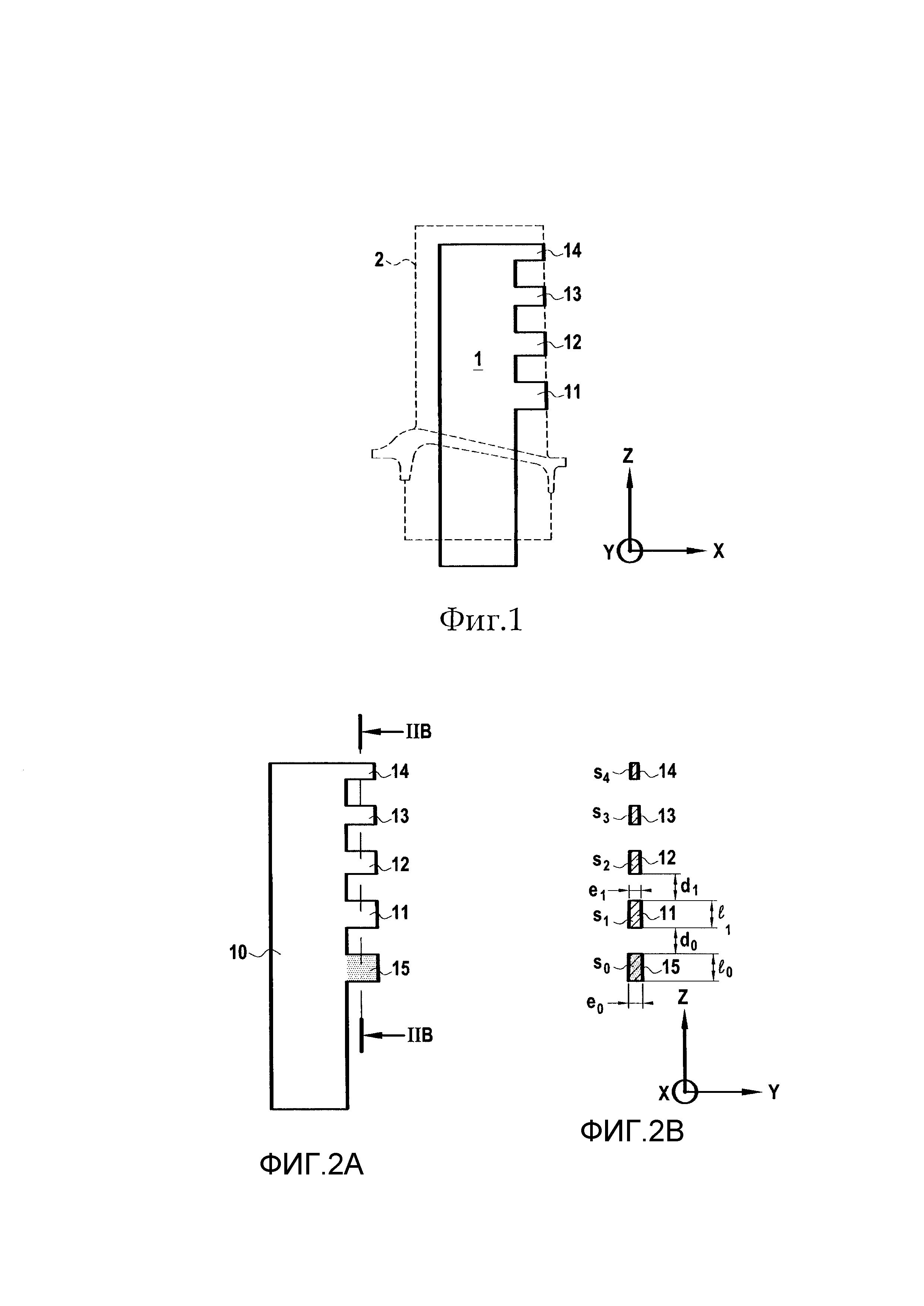
Фиг. 1 - вид керамического стержня, полученного при помощи заявленного способа.
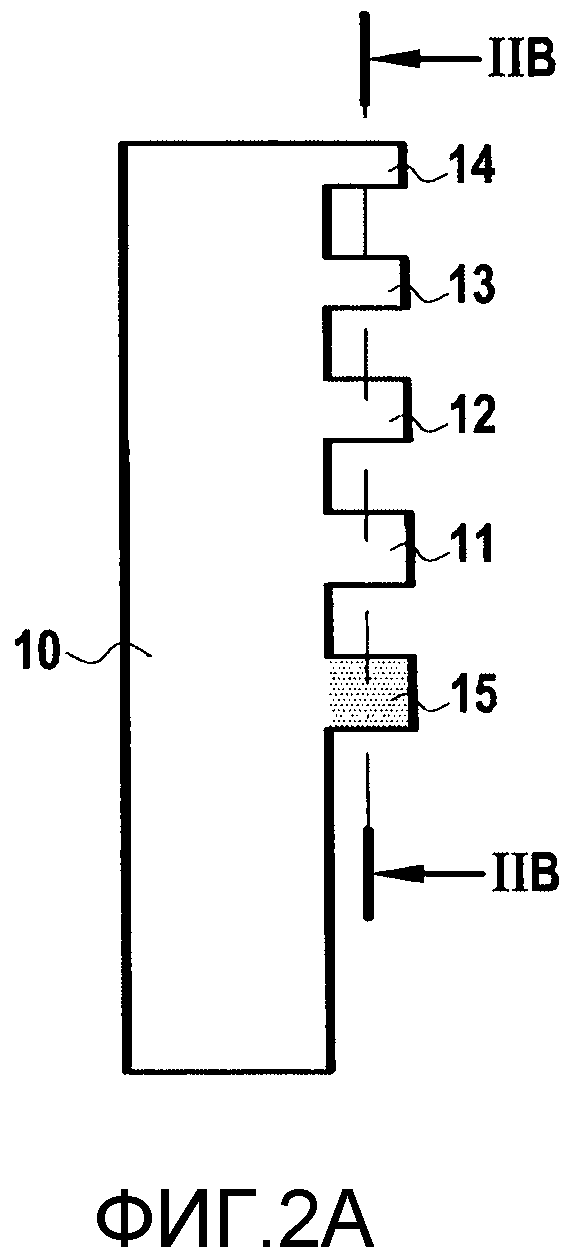
Фиг. 2А - вид сбоку детали, предназначенной для формирования этого стержня, до удаления дополнительного бокового выступа.
Фиг. 2В - вид этой же детали в разрезе по плоскости IIB-IIB.
Осуществление изобретения
На фиг. 1 показан керамический стержень, полученный при помощи способа согласно конкретному варианту осуществления изобретения. Этот керамический стержень 1 предназначен для изготовления показанной пунктиром лопатки 2 газотурбинного двигателя посредством литья по выплавляемым моделям. Как показано на этой фигуре, этот стержень 1 содержит четыре боковых выступа 11, 12, 13, 14, ориентированных параллельно поперечной оси Х стержня 1 и смещенных относительно друг друга параллельно продольной оси Z стержня 1. Эти четыре боковых выступа 11, 12, 13, 14 в виде зубцов предназначены для формирования в лопатке 2 выходных щелей задней кромки контура охлаждения лопатки 2.
На первом этапе изготовления стержня 1 пасту, содержащую керамический гранулят, состоящий например, из гранул кремнезема микрометрического размера, и полимерное связующее, позволяющее придать пасте необходимую вязкость, нагнетают под высоким давлением, например, от 5 до 70 МПа, в полость литейной формы, имеющую форму, соответствующую форме стержня 1, с добавлением дополнительного бокового выступа. Таким образом, получают промежуточную деталь, которую упрочняют путем спекания керамического гранулята во время этапа обжига. Этот этап обжига может, например, иметь общую продолжительность от 30 до 45 часов с двумя горизонтальным участками при 80°С и при 1200°С, чтобы обеспечить не только спекание керамического гранулята, но также удаление полимерного связующего.
Упрочненная промежуточная деталь 10 показана на фиг. 2А и 2В. Как показано на фиг. 2А, эта промежуточная деталь 10, предназначенная для получения стержня 1, содержит по меньшей мере один дополнительный боковой выступ 15, который будет удален после обжига промежуточной детали 10 и перед применением стержня 1. Таким образом, в представленном варианте осуществления, кроме четырех боковых выступов 11, 12, 13 и 14 стержня 1, она имеет дополнительный боковой выступ 15, смежный с первым боковым выступом 11 и являющийся в этом представленном варианте осуществления одним из четырех боковых выступов 11, 12, 13 и 14, ближайшим к основанию лопатки 2. В частности, дополнительный боковой выступ 15 отстоит от первого бокового выступа 11 в направлении, противоположном к другим боковым выступам 12, 13 и 14. На детали 10 минимальное расстояние d0 между дополнительным боковым выступом 15 и первым боковым выступом 11 в направлении, параллельном продольной оси Z, равно от 0,7 до 2,5 минимального расстояния d1 между первым боковым выступом 11 и следующим боковым выступом 12. В частности, расстояние d0 может составлять 1-1,5 расстояния d1.
На фиг. 2В можно увидеть поперечные сечения боковых выступов 15, 11, 12, 13 и 14 в плоскости разреза IIB-IIB фиг. 2А. Как схематично показано на этой фигуре, площадь s0 поперечного сечения дополнительного бокового выступа 15 подобна площади s1 поперечного сечения первого бокового выступа 11. В частности, площадь s0 может соответствовать от 75% до 125% площади s1. На самом деле обе площади s0, s1 могут быть по существу равны. Площади s2, s3, s4 поперечных сечений других боковых выступов 12, 13, 14 могут уменьшаться, начиная от площади s1 поперечного сечения первого бокового выступа 11, таким образом, что s1>s2>s3>s4, или по меньшей мере могут быть меньше площадей s0 и s1.
В представленном варианте осуществления каждый из боковых выступов 15, 11, 12, 13 и 14 имеет по существу прямоугольное сечение. Ширина l0 и толщина е0 дополнительного бокового выступа 15 в направлениях, параллельных соответственно продольной оси Z и второй поперечной оси Y, перпендикулярной к первой поперечной оси Х, могут иметь значение, равное 90%-110% соответствующих размеров l1 и e1 первого бокового выступа 11.
В результате обжига и спекания детали 10 она сужается, что приводит к появлению внутренних напряжений в детали 10. Эти внутренние напряжения могут создавать трещины в основании дополнительного бокового выступа 15, который, таким образом, выполняет расходную роль, чтобы избегать их образования на первом боковом выступе 11 и на следующих боковых выступах 12, 13 и 14. Вместе с тем, на следующем этапе дополнительный боковой выступ 15 удаляют, например, посредством механической обработки, чтобы придать детали 10 окончательную форму стержня 1. Таким образом, трещины удаляются вместе с дополнительным боковым выступом 15.
На другом этапе, который можно осуществлять до или предпочтительно после удаления дополнительного бокового выступа 15, деталь 10 можно пропитать термореактивной смолой, чтобы придать ей еще лучшие механическое свойства.
Таким образом, после этих этапов из пасты керамического гранулята и полимерного связующего и при помощи детали с дополнительным боковым выступом получают керамический стержень 1 в его конечной форме.
Затем этот полученный стержень 1 можно поместить в литейной форме для формирования сложных внутренних контуров в детали, отливаемой в этой форме.
Так, в рамках способа литья по выплавляемым моделям полученный стержень можно вставить в модель изготавливаемой металлической детали, причем эту модель выполняют из легкоплавкого материала с относительно невысокой температурой плавления. Таким материалом может быть, например, воск или смола. Затем эту модель можно интегрировать в модельный литейный блок, который обсыпают огнеупорным материалом для получения литейной формы. После удаления или расплавления легкоплавкого материала модели внутри литейной формы в эту форму заливают расплавленный металл, чтобы заполнить литейную полость, образованную моделью в литейной форме после ее удаления или расплавления. После охлаждения и затвердевания металла литейную форму можно раскрыть или разрушить для извлечения металлической детали, соответствующей форме модели.
Хотя настоящее изобретение было описано со ссылками на конкретный пример осуществления, в этот пример, разумеется, можно вносить изменения, не выходя за рамки общего объема изобретения, определенного в формуле изобретения. Следовательно, описание и чертежи можно рассматривать в качестве иллюстративных и не ограничительных примеров.
Контроль авиационного двигателя, предваряющий операции технического обслуживания
Вращающийся узел, содержащий передаточный механизм и систему распределения масла
Конструкция корпуса, установленная между двигателем и гондолой при помощи пластины с винтами
Опора подшипника с осесимметричной спиральной уплотнительной прокладкой
Волокнистая структура с объединением пропусков
Способ описания детали
Устройство для центровки и направления во вращении вала газотурбинного двигателя, содержащее усовершенствованные средства удержания наружного кольца опорного подшипника
Инструмент для крепления металлического усиления на передней кромке лопатки газотурбинного двигателя и способ, в котором применяют такой инструмент
Способ моделирования детали, в частности лопаточного колеса
Усовершенствованный промежуточный корпус газотурбинного двигателя и приводной узел коробки приводов агрегатов
Литейная форма для изготовления деталей путем инжектирования воска
Устройство для отливки детали под давлением
Способ литья монокристаллических металлических деталей
Процесс адаптивной обработки литых лопаток
Оснастка для изготовления литейного сердечника для лопатки турбомашины
Способ механической обработки задней кромки лопатки турбомашины
Способ изготовления детали литьем по выплавляемым восковым моделям и при управляемом охлаждении

